Новицкий Н.И., Пашуто В.П. Организация производства и управление предприятием
Подождите немного. Документ загружается.


переходе с изготовления партии одного изделия на изготовление партии
другого изделия, мин.
Величина
р
П зависит от формы организации смены объектов на поточной
линии. Различают две формы смены объектов:
1) все запущенные в данной партии предметы выпускаются без
образования переходящих заделов. В этом случае
р
П состоит из двух
слагаемых времени собственной переналадки рабочих мест (
н
t ) и конвейера и
времени ожидания рабочими местами вновь запущенного экземпляра
очередной партии изделия. Расчет ведется по формуле:
(
)
1.
12
+
⋅
−
⋅
+
=
пп.jппнjр
rСtП (8.50)
2) Из партии j-го наименования изделий на всех рабочих местах образуется
переходящий задел (изделия на разных стадиях готовности). Производство
партий изделий j + 1 начинается одновременно на всех рабочих местах с
использованием переходящего запаса. В этом случае
р
П образуется только из
времени переналадки рабочих мест и конвейера (
нр
tП
=
).
Выбранный размер партии изделий (
j
n ), кроме того, должен быть равным
или кратным программе запуска. Периодичность (ритм) партии, обусловленная
программой запуска (выпуска) изделий и принятым размером партии,
определяется по формуле:
jз
jпл
jчер
N
nF
R
.
.
*
= (8.51)
где
пл
F – плановый фонд времени работы линии за определенный период, дня,
смены;
jз
N
.
– программа запуска j-го изделия на плановый период времени, шт.;
j
n
– размер партии j-го наименования изделия, шт.
Длительность производственного цикла (период занятости) поточной
линии изготовлением партии j-го наименования изделия) определяется по
формуле:
480
*
..
.
jрjппj
jц
Пчn
t
+
= , смен (8.52)
При установлении длительности производственного цикла (
jц
t
.
) партии j-го
наименования изделия следует стремиться к тому, чтобы период занятости
линии партией j-го наименования изделий был кратен рабочей смене или в
крайнем случае – полусмене. В связи с этим иногда производится
корректировка
j
n и
jчер
R
.
.
В качестве примера рассмотрим второй случай, пункт б, расчета первой
группы календарно-плановых нормативов и определим календарно-плановые
нормативы второй группы.
Средняя длительность простоя каждого рабочего места при переходе от
изделия j к изделию j+1 определяется по формуле (8.50) и составляет величину
4,438,1*)17*2(20 =
−
+=
рА
П
мин.
7,449,1*)17*2(20
=
−
+
=
рБ
П
мин.
2,384,1*)17*2(20
=
−
+=
рВ
П мин.
Размер партии каждого изделия j-ого наименования определяется по
формуле (8.49).
Размер партии изделия А составляет
1619
4,1*2
4,43*)2100(
=
−
=
A
n шт.
Принимаем n
B
A
B = 3000 шт.
Размер партии изделия Б составляет
1216
8,1*2
7,44*)2100(
=
−
=
Б
n шт.;
Принимаем
1500
=
Б
n
шт.;
Размер партии изделия В составляет
985
9,1*2
2,38*)2100(
=
−
=
В
n шт.
Принимаем
1800
=
В
n
шт.
Периодичность (ритм) чередования партий изделий определяется по
формуле (8.51):
11
6000
3000*22
.
==
Ачер
R дней; 11
3000
1500*22
.
==
Бчер
R дней; 11
3600
1800*22
.
==
Вчер
R дней.
Длительность производственного цикла каждого изделия j-го
наименования определяется по формуле (8.52):
75,8
480
4,1*3000
.
==
Ац
t
смен;
65,5
480
8,1*1500
.
==
Бц
t
смен;
13,7
480
9,1*1800
.
==
Вц
t
смен.
После определения календарно-плановых нормативов I и II групп
производится построение стандарт-плана многопредметной непрерывно-
поточной линии с последовательно-партионным чередованием.
Построение стандарт-плана МНПЛ. Стандарт-план МНПЛ строится на
период, равный наибольшему периоду чередования (ритму), но обычно не
более чем на месяц. Пример построения стандарт-плана приведен на рис. 8.8.
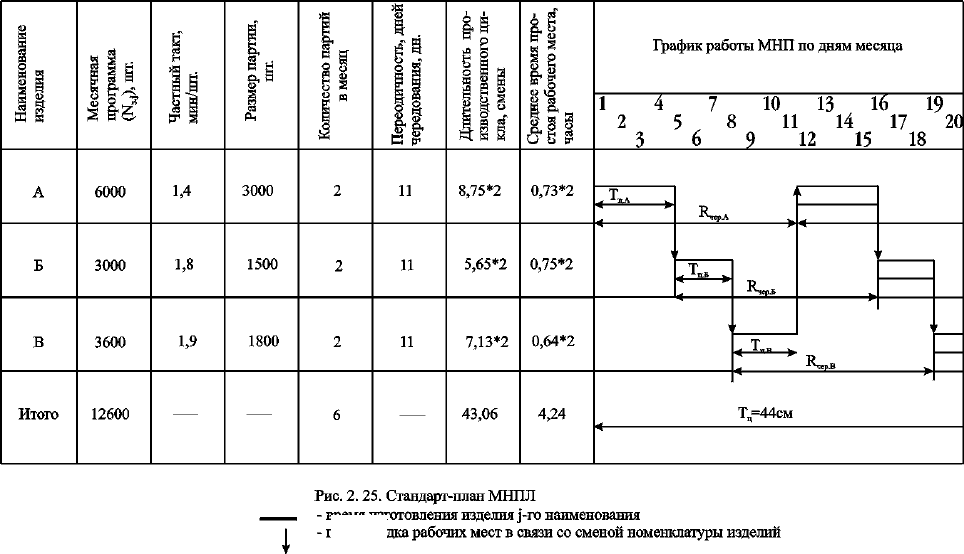
Стандарт-план поточной линии показывает чередование изделий на линии,
время занятости линии изготовлением каждого изделия j-го наименования,
режим работы линии в те периоды, когда она работает со своими частными
значениями
пп
ч .,
пп
С и
пп
V .
Из рисунка видно, что линия в течение месяца занята 43,06 смены
(21,53*2), а с учетом переналадок, которые составляют 4,24 часа, баланс
рабочего времени поточной линии равен 44 смены.
Величина заделов и незавершенного производства МНПЛ определяется
аналогично, как и на ОНПЛ.
8.7. Особенности организации многопредметной прерывно-поточной
линии
Многопредметные прерывно-поточные линии (МППЛ) применяются, как
правило, в серийном производстве, главным образом в заготовительных и
обрабатывающих цехах машиностроительных и радиотехнических
предприятий. Хотя довольно часто они применяются и в сборочных цехах
предприятий.
Организационные формы МППЛ весьма разнообразны. В самом общем
виде, в зависимости от метода чередования объектов производства, МППЛ, как
и МНПЛ подразделяются на групповые и переменно-
поточные.
При организации групповых МППЛ (с последовательным чередованием)
режим запуска и выпуска различных объектов по оборотам не
регламентируется. Состав операций технологического процесса,
8.8
последовательность выполнения операций, нормы штучного времени для всех
общих операций и по всем объектам j-го наименования одинаковые.
Число станков (рабочих мест) и технологическое оснащение для всех
объектов производства одинаковое и не требуется переналадка оборудования.
Такт выпуска объектов устанавливается одинаковый усредненный для всей
номенклатуры изделий. Ритм (период чередования) партий и изделий не
устанавливается. Программа запуска рассчитывается на период оборота линии,
как для ОППЛ.
При организации переменно-поточных МППЛ (с последовательно-
партионным чередованием) период производства партий изделий j-го
наименования расчленятся на несколько периодов оборота линии и в каждый
период оборота изготавливается один объект, как на ОППЛ. Состав операций
технологического процесса для всех объектов
производства может быть
одинаковым, но может быть и различным по нескольким операциям, хотя для
всех объектов производства сохраняет прямоточность.
Нормы штучного времени могут быть одинаковыми, различными по одной
или нескольким общим операциям.
Технологическое оснащение одинаковое или разное по отдельным
объектам, переналадка не требуется или требуется; разное для разных объектов,
требуется переналадка
.
Закрепление операций за рабочими местами может быть одной или
нескольких каждого j-го объекта производства.
Номенклатура изделий 8 – 10 наименований, значительно сходных по
конфигурации, но разных по габаритам, детали относятся к разным изделиям с
разной программой выпуска.
Для всех объектов устанавливается одинаковый средний такт и частные
ритмы выпуска партии изделий; частные такты и
частные ритмы; одинаковые
такты и частные ритмы.
Число рабочих мест (станков) для всех объектов производства может быть
одинаковое или различное.
Аналогично МНПЛ на МППЛ с последовательно-партионным
чередованием также рассчитывается две группы календарно-плановых
нормативов.
Расчет I-ой группы календарно-плановых нормативов. К этой группе
относятся: 1) частный такт выпуска j-ого наименования изделия
(
пр.пj
r ), мин/шт.
или ритм (
пр.пj
R ), мин/партию;
2) число станков (рабочих мест) по каждой i-ой операции, объединенных
на поточной линии (СB
пр.п
B);
Первая группа календарно-плановых нормативов устанавливает режим
работы поточной линии в те моменты времени, когда она работает как ОППЛ.
В соответствии с приведенной выше классификацией МППЛ, все их
разновидности с точки зрения методики определения первой группы КПН
можно свести к трем случаям.

Первый случай. На МППЛ объединяются предметы труда одинаковые по
составу и последовательности технологического процесса, с одинаковым
штучным временем для всех общих операций по всем объектам, с одинаковым
технологическим оснащением для всех объектов (не требуется переналада
оборудования). Исходя из классификации МППЛ это будет групповая линия с
последовательным чередованием изделий.
В этом случае
изготовление всех изделий (деталей) будет вестись с
одинаковым средним тактом выпуска и одинаковым числом рабочих мест по
каждой i-ой операции, т.е. ч
B
пр.п
B=const; СB
пр.п
B=const.
Средний такт выпуска
(
)
пр.п
r определяется по формуле (8.40) без учета
коэффициента потерь времени на переналадку оборудования.
Количество рабочих мест на каждой i-ой операции определяется по
формуле:
С
Nt
F К
ппi
з jij
j
m
эв
р..
.
=
×
×
=
∑
1
(8.53)
где t
B
ij
B — норма штучного времени i-ой операции j-ого наименования изделия
(детали, узла), мин; К
B
в
B — коэффициент выполнения норм времени.
В этом случае режим запуска различных наименований деталей (изделий)
не регламентируется, т.е. после одного или нескольких периодов оборота (Т
B
0
B)
обработки на линии j-ого наименования детали, на один или несколько
периодов запускаются (j+1) наименование деталей. Стандарт-план составляется
на один период оборота линии одинаковый для всех наименований деталей
аналогично как и для ОППЛ.
Очередность запуска и количество периодов оборота линии по обработке
деталей каждого наименования могут определяться, например, потребностью в
тех
или иных деталях в данный момент или наличием заготовок.
Хотя этот вид линий и не требует изготовления объектов партиями,
желательно в течение каждого периода оборота обрабатывать на линии детали
одного наименования. Это упрощает комплектование деталей на сборку,
комплектование оборотных заделов, учет выработки и др.
Второй случай. На МППЛ изготавливаются изделия, имеющие
одинаковые
(или различные по одной или небольшому количеству операций) состав и
последовательность технологических операций, одинаковые (или различные по
одной-двум общим операциям) штучные нормы времени, одинаковое или
различное технологическое оснащение, не требующее или требующее
переналадки. Исходя из классификации это будет МППЛ с последовательно-
партионным чередованием наименований изделий (переменно-поточная). В
этом случае изготовление всех изделий j-го наименования будет вестись с
одинаковым средним тактом выпуска и одинаковым числом рабочих мест или
различным на каждой i-ой операции, т.е.
constч
ппр
=
.
; constC
ппр
=
.
; или VarC
ппр
=
.

При одинаковом среднем такте потока одинаковом числе рабочих мест их
размер определяется по тем же формулам (8.40, 8.53), что и в первом случае, а
при различном числе рабочих мест их величина определяется по формуле:
ппр
ij
jiппр
ч
t
C
.
/..
= (8.54)
При послледовательно-партионном чередовании объектов производства в
один период (кратный периоду оборота линии) на поточной линии
производится партия одного, j-ого наименования предметов, в последующий
(тоже соответственно кратный) период, после переналадки на линии
производится партия другого, (j+1)-го наименования предметов и т.д.
Таким образом, стандарт-план смены парии предметов, составленный,
например
на месяц, представляет как бы последовательную совокупность
планов отдельных однопредметных прерывно-поточных линий.
Третий случай. На МППЛ изготавливаются изделия, имеющие одинаковый
(или различный по небольшому количеству) состав операций технологического
процесса, где сохраняется прямоточность по всем объектам, но детали
различных наименований имеют различные нормы штучного времени по всем
(или большинству)
операциям обработки, технологическое оснащение
различное, требуется переналадка оборудования.
В этом случае изготовление всех изделий j-ого наименования будет
вестись с частными тактами и одинаковым количеством рабочих мест, т.е.
Varч
ппр
=
.
; constC
ппр
=
.
.
Частный такт по каждому j-ому наименованию продукции определяется по
формуле:
∑
=
=
m
j
jj
э
jппр
TN
F
ч
1
..
*
;
∑
=
=
m
j
Aj
э
Aппр
TN
F
ч
1
..
*
(8.55)
где ТB
j
B — суммарная трудоемкость обработки j-ого наименования детали (узла,
изделия) с учетом КB
в
B, мин.
Расчет количества рабочих мест необходимых для выполнения каждой i-ой
операции производится по формуле (8.53).
Коэффициент загрузки оборудования во вех случаях определяется по
формуле:
прппр
рппр
обз
С
С
K
..
..
..
= (8.56)
где С
B
np.n.p
B,B
BСB
np.n.np
B — соответственно расчетное и принятое количество единиц
оборудования
Расчет II-ой группы календарно-плановых нормативов. К этой группе
относятся: размер партии j-ого наименования деталей (изделий), n
B
j
B;
периодичность (ритмичность) чередования партий j-ого наименования деталей
R
B
чер.j
B; длительность производственного цикла обработки партии деталей
(изделий) j-ого наименования (t
B
ц.j
B).
Размер партии (nB
j
B) j-ого наименования деталей определяется по формуле
(8.49), а средняя длительность простоя каждого рабочего места при переходе с
изготовления партии изделия одного наименования на партию изделия другого
наименования определяется по формуле (8.50).
Выбранный размер партии изделий (n
B
j
B), кроме того, должен быть кратным
или равным размеру транспортной партии и программе запуска (N
B
з.j
B) и
обеспечивать загрузку линии изделием каждого j-ого наименования не менее,
чем на полсмены или смену (период оборота линии) с целью поддержания
достаточного уровня производительности труда.
При определении размера партии деталей j-ого наименования на МППЛ
должно соблюдаться условие:
1
0
≥
j
j
n
n
, (8.57)
где n
B
0j
B — количество деталей, выпускаемых поточной линией за период
оборота, определяется по формуле
j
x
цj
jз
j
T
t
N
n
0
1
.
0
∑
= (8.58)
Т
B
0j
B — период оборота линии при изготовлении j-ого наименования изделия,
смен;
∑
ч
ц.j
t
1
- суммарная занятость поточной линии j-ым наименованием
изделия по всем х партиям в плановом периоде, смен; х – число партий изделий
в плановом периоде определяется по формуле
х=N
B
з.j
B/nB
j
B; (8.59)
При периоде оборота линии, равном одной смене:
∑
=
x
jц
jз
j
t
N
n
1
.
.
.0
;
∑
=
x
Aц
Aз
A
t
N
n
1
.
.
.0
;
∑
=
x
Бц
Бз
Б
t
N
n
1
.
.
.0
(8.60)
Суммарная занятость поточной линии j-м наименованием предмета труда в
плановом периоде определяется по формуле:
480
*
...
1
.
jппрjз
х
jц
чN
t
=
∑
;
480
*
...
1
.
АппрАз
х
Ац
чN
t
=
∑
и т.д., смен. (8.61)
Периодичность (ритмичность) партии j-ого наименования изделий в
соответствии с выбранной партией, определяется по формуле (8.51).
Длительность производственного цикла (занятость МППЛ обработкой
партий предметов труда j-го наименования) определяется по одной из формул:
480
*
..
.
jппрj
jц
чn
t =
либо
j
j
j
jц
T
n
n
t
0
0
.
= (8.62)
После определения календарно-плановых нормативов I и II группы
производится построение стандарт-плана МППЛ с последовательно-
партионным чередованием изделий j-го наименования и стандарт-планов по
изготовлению каждого j-го изделия, когда МППЛ работает как ОППЛ, а также
построение эпюр движения оборотных заделов по каждому изделию, расчет
средней величины оборотных заделов, незавершенного производства и
длительности производственного цикла обработки парии деталей за период
оборота линии.
Стандарт-план МППЛ с последовательно-партионным чередованием
строится аналогично стандарт-плану МНПЛ.
Кроме того, необходимо построить m графиков стандарт-планов ОППЛ на
период оборота линии, так
как МППЛ, когда обрабатывает одно j-ое изделие,
она работает как ОППЛ, т.е. построить графики работы линии, графики
регламентации труда, расчитать межоперационные оборотные заделы по
каждому j-ому наименованию изделий. Если m ≤ 3, то графики строятся по
всем наименованиям изделий, а если m > 3, то графики стандарт-планов
строятся только для ведущих изделий,
количество которых не должно
превышать трех, а методика построения графиков стандарт-плана по каждому j-
му изделию аналогична методике построения стандарт-плана для ОППЛ.
8.8. Экономическая эффективность поточного производства
Широкое распространение поточных методов производства объясняется их
высокой эффективностью. Для поточного производства характерно широкое
применение высокопроизводительного специального оборудования; высокий
уровень механизации и автоматизации
ручных работ и транспортных операций
и наиболее полное использование оборудования, материалов и прочих средств
производства.
Эффективность поточных методов выражается в повышении
производительности труда, увеличении выпуска продукции, сокращении
длительности производственного цикла обрабатываемой продукции,
уменьшения использования производственных площадей, уменьшении числа
межцеховых и цеховых кладовых, экономии материалов и снижении
себестоимости продукции.
На повышение
производительности труда при поточном производстве
оказывает влияние ряд факторов, среди которых можно отметить следующие:
а) освобождение рабочих от затрат излишнего и тяжелого физического труда.
Доставка на рабочие места материалов и полуфабрикатов, а также дальнейшее
перемещение предметов труда осуществляется с помощью специальных
транспортных средств; б) ликвидация или сведение к минимуму простоев
рабочих
из-за переналадок оборудования, неравномерной загрузки,
непропорциональности мощностей рабочих мест; в) приобретение рабочими
производственных навыков в следствие того, что они в течении длительного
времени выполняют одну и ту же операцию или ее часть; г) повышение
точности заготовок и материалов в следствие чего сокращается время на
обработку и изготовление продукции; д)
снижение трудоемкости процессов
производства за счет применения в потоке передовой технологии и техники и
оптимальных режимов работы оборудования.
На снижение себестоимости оказывают влияние следующие факторы: а)
сокращение заработной платы на единицу изделия благодаря повышению
производительности труда и снижению трудоемкости продукции; б) снижение
затрат на основные материалы и полуфабрикаты в результате рационального
выбора этих материалов
, установление более экономичных размеров и
допусков материалов и припусков на полуфабрикаты, применение наиболее
эффективных методов централизованного метода раскроя с учетом
максимального использования отходов производства; в) сокращение удельных
расходов инструментов благодаря применению техники обоснованных типов и
размеров инструментов, оптимальных скоростей, установленных режимов
работы оборудования, организации принудительной смены и централизованной
заточки; г)
экономное расходование в результате интенсификации процессов и
увеличение выпуска продукции; д)наиболее полное использование
оборудования, зданий и сооружений благодаря целесообразной планировки
оборудования, непрерывности и равномерности процессов производства,
пропорциональности мощностей и сведения простоев оборудования до
минимума; е) сокращение брака в результате тщательной разработки
технологического процесса, постоянства применения материалов и режимов
работы, освоения
рабочими технологических процессов.
Внедрение поточного производства приводит к значительному
сокращению длительности производственного цикла, уменьшению заделов и
общего объема незавершенного производства.
Однако, переход на поточное производство влечет за собой и рост
капитальных вложений. В связи с этим становится необходимым определять
размер капитальных вложений и их экономический эффект.
Расчет экономического эффекта рекомендуется
вести в следующей
последовательности:
1) выбирается и обосновывается базовый вариант для сравнения;
2) производится расчет производительности техники по вариантам;
3) производится расчет капитальных вложений по вариантам (базовому и
проектируемому): К
B
1
B — до внедрения поточного производства и КB
2
B — после
внедрения.
В общий размер капитальных вложений по вариантам, как правило,
включаются: затраты на технологическое оборудование (К
B
об
B), дорогостоящий
инструмент и технологическую оснастку (К
B
и
B); затраты на доставку, монтаж и
пуско- наладочные работы технологического оборудования и оснастки (К
B
т.м.п.а
B);
затраты на производственную площадь, занимаемую оборудованием (КB
пл
B);
затраты на транспортные средства (К
B
тр
B); затраты на предотвращения
загрязнения окружающей среды (К
B
ср
B) и на создание определенных условий для
рабочих-операторов (К
B
ус
B).
Кроме того, в состав капитальных вложений по проектируемому варианту
(К
B
2
B) включаются: затраты на научно-исследрвательские и опытно-
конструкторские работы (КB
ниокр
B), с учетом фактора времени; убытки от
списания недоомортизированной базовой техники (К
B
сп
B); затраты на пополнение
(уменьшение) оборотных средств (±∆0);
4) производится расчет себестоимости выпускаемой продукции по
вариантам: производимой с помощью оборудования базового варианта (С
B
1
B) и с
помощью поточной линии (С
B
2
B);
5) устанавливается тождественность по объему выпуска в базовом и
проектируемом вариантах;
6) определяется сумма приведенных затрат и годовой экономический
эффект от внедрения поточного производства (методика расчета изложена в
пар. 9.6).
Контрольные вопросы (тесты) по теме 8
1. Сущность и особенности организации поточного производства.
2. Характерные признаки и условия организации поточного производства.
3. Классификация поточных
линий.
4. Функции транспортных средств непрерывного действия.
5. Поясните различия линий и непрерывным и с пульсирующим
движением конвейера.
6. Как осуществляется выбор и обоснование поточной линии?
7. Поясните какие бывают виды компоновки и планировки поточных
линий.
8. Поясните особенности организации ОНПЛ.
9. Чтобы организовать ОНПЛ какие КПН необходимо рассчитать?
10. Поясните особенности организации ОППЛ
.
11. Чтобы организовать работу ОППЛ какие КНП необходимо
рассчитать?
12. Как строится стандарт-план ОППЛ?
13. Что представляет собой межоперационный оборотный задел и как он
определяется?
14. Поясните особенности организации МНПЛ.
15. Поясните расчет КПН 1 группы МНПЛ.
16. Поясните расчет КПН II группы МНПЛ.
17. Поясните порядок построения стандарт-плана МНПЛ.
18. Поясните особенности организации
МППЛ.
19. Поясните расчет КПН 1 группы МППЛ.
20. Поясните расчет КПН II группы МППЛ.
21. Поясните порядок построения стандарт-планов МППЛ.
22. Поясните расчет длительности производственного цикла при
организации работы ОНПЛ, ОППЛ, МНПЛ, МППЛ.
23. Как определяется экономическая эффективность поточного
производства?