Огурцов А.П. Паровые турбины ЛМЗ сверхкритических параметров
Подождите немного. Документ загружается.

внешним патрубком, имеющим линзовый компенсатор, который со-
единяется со средней частью и перепускной трубой фланцами.
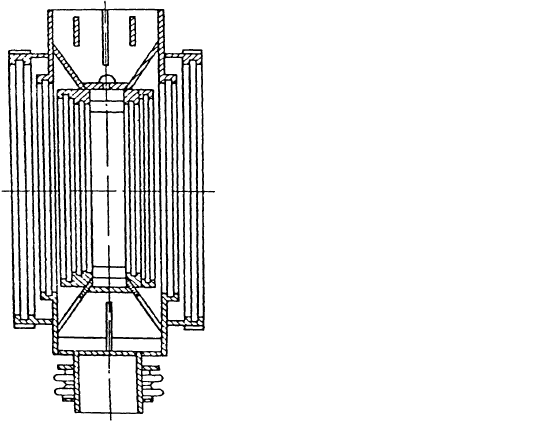
Внутренний корпус - стальной, сварной конструкции, имеет
кольцевые расточки для установки диафрагм и камеру отбора пара за
второй ступенью. Отвод пара из камеры отбора осуществляется трубой,
присоединяемой к ЦНД аналогично перепускным трубам из ЦСД в
ЦНД.
Рисунок 5.7. Внутренний корпус
(обойма) ЦНД.
Выхлопные патрубки фланцами вертикального разъема присое-
диняются к средней части. В передней части выхлопного патрубка
имеются кольцевая расточка для установки диафрагмы последней сту-
пени ЦНД.
В передней торцевой стенке выхлопного патрубка выполнены
отверстия, сообщающие пространство между 4-й и 5-й ступенями с
камерой отбора пара, отгороженной от остального пространства вы-
хлопного патрубка сплошными листовыми перегородками.
За последней ступенью в выхлопном патрубке установлен коль-
цевой осерадиальный диффузор, обеспечивающий существенное сни-
жение потерь в выхлопном патрубке по сравнению с патрубками
старой конструкции. В нижней части выхлопного патрубка установле-
ны продольные листовые перегородки, разделяющие поток пара, по-
ступающий в конденсатор, и придающие выхлопному патрубку не-
обходимую жесткость.
В задней торцевой стенке ЦНД выполнены расточки для уста-
новки обоймы концевых уплотнений.
51
В выемках нижних половин выхлопных патрубков установлены
нижние половины корпусов подшипников ЦНД, образующие с вы-
хлопными патрубками единую конструкцию.
В верхних крышках выхлопных патрубков смонтированы за-
щитные срывные клапаны (по два на каждом выхлопном патрубке).
5.4. ДРУГИЕ СТАТОРНЫЕ УЗЛЫ.
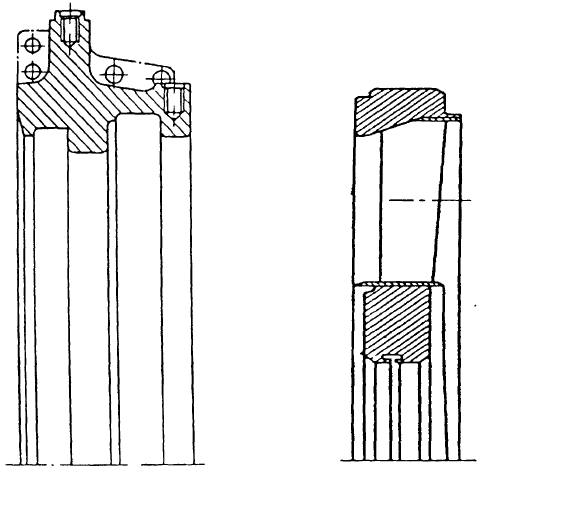
Обоймы диафрагм (рис. 5.8) представляют собой литые конст-
рукции, состоящие из двух половин—верхней и нижней, соединяемых
между собой фланцами горизонтального разъема и скрепляемых
шпильками. На периферийной части обоймы диафрагм выполнен коль-
цевой выступ для установки в соответствующей расточке корпуса ци-
линдра и резьбовые отверстия для вворачивания рым-болтов.
Рисунок 5.9. Диафрагма стальная.
Рисунок 5.8. Обойма диафрагм.
На внутренней поверхности обоймы диафрагм выполнены коль-
цевые расточки по числу устанавливаемых диафрагм. Диафрагмы
(рис. 5.9.) ЦВД и ЦСД - стальные сварные, ЦНД—литые чугунные.
Решетка сопловых лопаток сварных диафрагм набирается в
стальных бандажных лентах (корневой и периферийной), после чего
концы лопаток привариваются к бандажным лентам. Затем решетка
лопаток собирается с ободом и телом диафрагмы и приваривается к
52
ним. На периферийной части диафрагмы протачивается кольцевой вы-
ступ, с помощью которого диафрагма устанавливается в кольцевой паз
обоймы или внутреннего цилиндра
В теле диафрагмы имеется кольцевой паз, в который устанавли-
ваются сегменты уплотнений. Периферийная часть диафрагмы со сто-
роны выхода пара может иметь кольцевой козырек для установки над-
бандажных уплотнений.
Литые диафрагмы по конструкции принципиально сходны со
сварными, отличие их в том, что концы направляющих лопаток залиты
в ободе и теле диафрагмы.
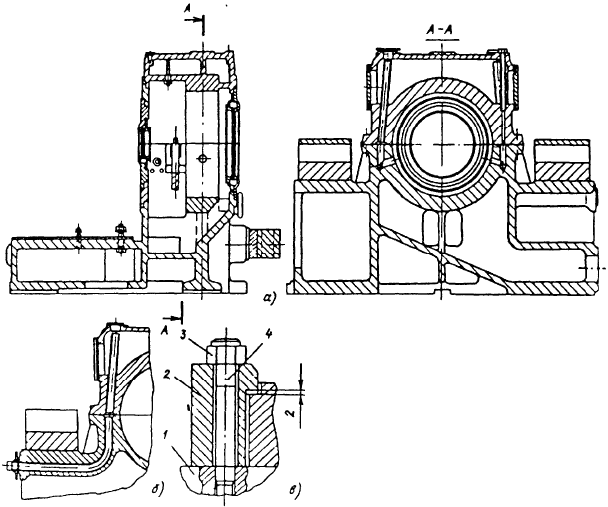
Рисунок 5.10. Корпус
подшипника:
а – корпус; б – разрез по подводу
масла; в – узел установки скобы;
1 – фундаментная рама; 2 – скоба;
3 – гайка; 4 – шпилька.
Верхняя и нижняя половины диафрагм устанавливается в соот-
ветствующих частях обойм или внутренних цилиндров, и крепятся к
ним. Для точного совмещения верхней и нижней половин в разъеме
диафрагм устанавливаются шпонки. Седельные диафрагмы (например,
последней ступени ЦНД) устанавливаются непосредственно в расточ-
ках наружного корпуса цилиндра. Эти диафрагмы имеют фланцы го-
ризонтального разъема, которые стягиваются шпильками.
Корпуса подшипников (кроме корпусов подшипников ЦНД)—
литые чугунные, устанавливаются на фундаментных рамах и крепятся
к ним специальными скобами (рис. 5.10.в), допускающими перемеще-
ние корпуса вдоль оси турбины. От поперечных смещений корпус
53
подшипподшипник фиксируется продольной шпонкой, установленной
на фундаментной раме. На торцевой стенке нижней половины корпуса
установлена вертикальная шпонка, совмещающая вертикальные плос-
кости корпуса подшипника и цилиндра. На боковых опорных площад-
ках нижней половины корпуса, на которые опираются лапы цилиндра,
установлены поперечные шпонки.
Внутри корпуса имеется обойма с расточкой для установки
вкладыша подшипника. Нижняя часть корпуса подшипника является
емкостью, в которую попадает масло, вытекающее из вкладыша. В
стенках корпуса выполнены сверления, через которые поступает масло
на смазку вкладышей подшипников и в резервный масляный бачок,
изготовленный за одно целое с крышкой корпуса подшипника. Во
внутренней полости корпуса имеются приливы для установки датчиков
системы защит и контроля за работой турбины. Отверстия в торцевых
стенках корпуса, предназначенные для вала турбины, снабжены масло-
уплотнительными кольцами
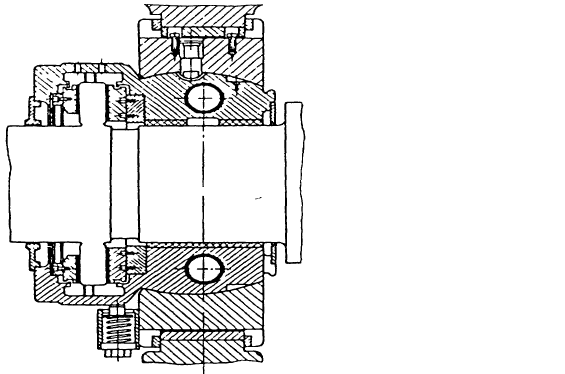
Вкладыши подшипников имеют горизонтальный разъем, их
верхняя и нижняя половины стягиваются шпильками Вкладыши имеют
баббитовую заливку опорных поверхностей. В их теле выполнены от-
верстия, через которые подводится масло на смазку подшипника. На
рис. 5.11. в качестве примера показан вкладыш опорно-упорного под-
шипника турбины К-300-240.
Для проворачивания вала ротора турбоагрегата при прогреве
турбины перед ее пуском и при остывании после ее остановки на
крышке одного из подшипников ЦНД устанавливают валоповоротное
устройство (рис. 5.12.), которое может включаться и выключаться как
автоматически, так и вручную.
Рисунок 5.11. Вкладыш
опорно-упорного под-
шипника.
54
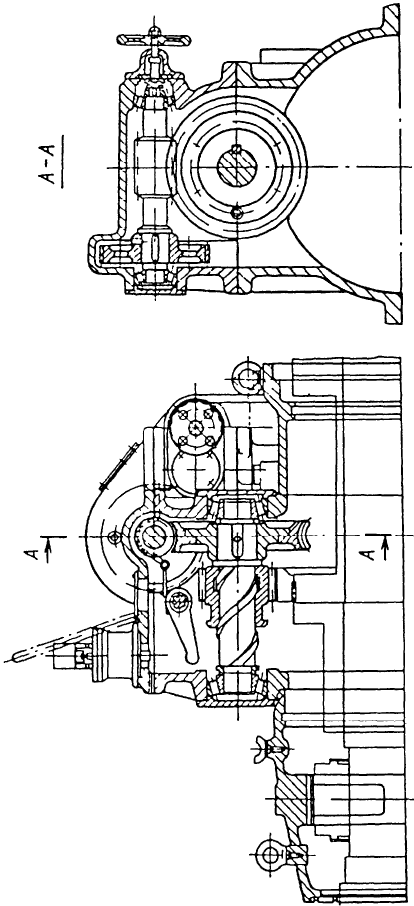
Рисунок 5.12. Валоповоротное устройство.
55

56
6. КОНСТРУКЦИЯ РОТОРОВ И
РАБОЧИХ ЛОПАТОК.
6.1. РОТОРЫ ЦВД.
Валопроводы турбин, входящих в серию сверхкритического дав-
ления, состоят из трех (К-300-240), четырех (К-500-240) и пяти (К-800-
240) роторов.
Роторы высокого давления (РВД) всех трех типов турбин цель-
нокованые, с наружным диаметром дисков 1040 - 1055 мм в регули-
рующей ступени и 808—840 мм в остальных ступенях.
Диски имеют постоянную толщину, и только на РВД турбины
К-300-240 выполнена незначительная коническая часть; на валу ротора
нарезаны канавки диафрагменных, концевых и среднего лабиринтовых
уплотнений. В районе диафрагменных уплотнений для исключения
прогиба ротора при задевании об уплотнительные сегменты диафрагм
выполнены термокомпенсационные канавки. Глубина канавок выбрана
исходя из обеспечения необходимой жесткости ротора и приемлемых
размеров радиусных переходов, влияющих на концентрацию напряже-
ний при переходе от полотна дисков к валу ротора
Роторы имеют центральное осевое отверстие диаметром
100—140 мм, обеспечивающее выборку менее качественной части по-
ковки. Отверстие с двух сторон заглушено пробками.
На всех дисках нерегулируемых ступеней выполнены раз-
грузочные отверстия (по семь отверстий диаметром 30— 40 мм) для
уменьшения подсоса пара в корневую часть рабочих лопаток и умень-
шения осевого усилия. С целью увеличения коэффициентов расхода
пара через разгрузочные отверстия они имеют со стороны входа пара
увеличенные до 8—12 мм радиусы. РВД турбины типа К-300-240 со-
единяется с РСД жесткой муфтой, при этом между ними установлен
только один опорный подшипник (для РСД). РВД турбин типа
К-500-240 и К-800-240 имеют по два собственных опорных подшипни-
ка. Это связано с большей длинной РВД этих турбин и необходимо-
стью иметь допустимые критические частоты вращения (табл. 6.1.).
Таблица 6.1. Зависимость критических частот вращения
валопроводов турбоагрегатов на жестких опорах от тона колебаний, с
-1
Турбоагрегат 1 II 111 IV V VI VII VIII 1V
К-300-240
К-800-240
17,88
13
,
83
30,43
32,00
37,83
33,83
44,72
38,67
56,78
39,17
-
41
,
17
-
43
,
17
-
44
,
33
-
91
,
83
57
Окончательно изготовленные и облопаченные роторы подверга-
ются динамической балансировке в вакуумной камере на специальном
станке при рабочей частоте вращения. Для возможности балансировки
на крайних дисках и на диске регулирующей ступени предусмотрены
специальные балансировочные плоскости—для установки балансиро-
вочных грузов с пазами в форме «ласточкина хвоста».
РВД изготавливаются из поковки, материал ротора - сталь
Р2МА. Поковка ротора подвергается контрольным испытаниям на ме-
таллургическом и турбинном заводах.
Для проверки качества поковки проводятся следующие испыта-
ния:
¾ проверка механических характеристик;
¾ проверка химического состава;
¾ контроль микроструктуры (серная проба);
¾ ультразвуковая дефектоскопия;
¾ определение остаточных напряжений;
¾ перископический контроль центрального отверстия;
¾ определение критической температуры хрупкости.
После проведения предварительной механической обработки ро-
торы подвергаются тепловым испытаниям для проверки деформации в
условиях работы. Испытание проводится на вращающемся роторе в
электрической печи с медленным нагревом, выдержкой и медленным
охлаждением.
Рабочие лопатки РВД фрезерованные, у турбины К-300-240 и ре-
гулирующих ступеней всех турбин рабочие лопатки имеют постоянный
профиль рабочей части по высоте (рис. 6.1.). С целью уменьшения цен-
тробежных сил и повышения коэффициента полезного действия рабо-
чие лопатки РВД турбин К-500-240 и К-800-240 выполняются с пере-
менным по высоте профилем рабочей части
Крепление лопаток к диску осуществляется Т-образным хвосто-
вым соединением, традиционным для турбин ЛМЗ (рис. 6.2.). Это со-
единение, отличаясь простотой конструкции и технологии изготовле-
ния, используется при относительно небольших нагрузках от центро-
бежных сил. Для уменьшения изгибающих напряжений в хвостовом
соединении диска и сохранения приемлемой толщины дисков на лопат-
ках и на диске выполняются специальные заплечики.
Рабочие лопатки заводятся в пазы дисков через два диаметраль-
но расположенных колодца. Особое внимание при облопачивании уде-
ляется плотности наборки лопаток, так как это значительно влияет на
их вибрационные характеристики. Хвостовики лопаток плотно подго-
няются по соприкасающимся между собой поверхностям. При сборке
для обеспечения плотности наборки на диске лопатки прижимаются к
его ободу прокладными плоскими пружинами. Действие пружин рас-
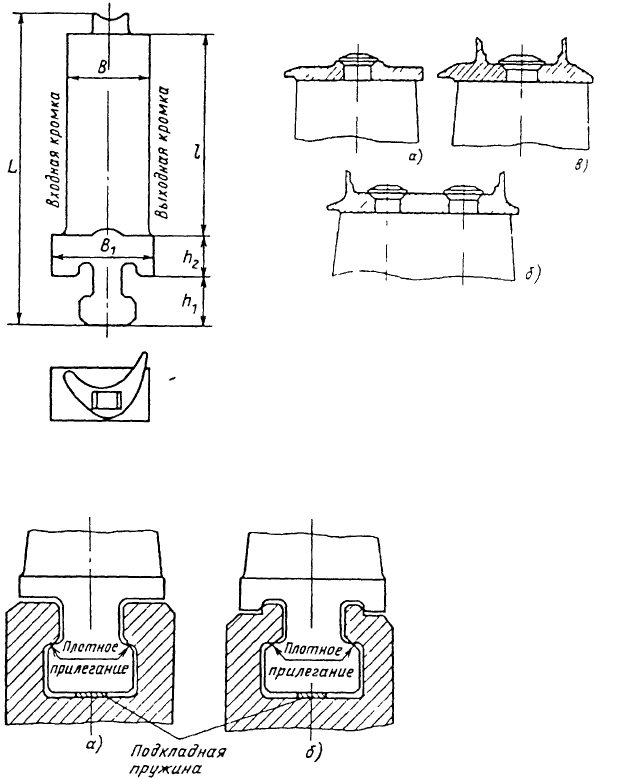
считано только на период облопачивания, в дальнейшем прижатие
осуществляется собственными центробежными силами лопаток.
Рабочие лопатки всех ступеней давления соединены в пакеты с
помощью клепаных ленточных бандажей (рис. 6.3.). Бандаж при этом
выполняет две функции: способствует уменьшению перетекания пара
от вогнутой к выпуклой стороне профиля лопаток по торцевой поверх-
ности и уменьшению периферийных протечек, а также повышает виб-
рационную надежность рабочих лопаток.
Рисунок 6.3. Клепаные бандажи:
а - плоский с одним шипом; б – фи-
гурный с гребешками и двумя шипа-
ми; в - фигурный с гребешками и од-
ним шипом.
Рисунок 6.1. Рабочая лопатка
постоянного по высоте профиля.
Рисунок 6.2. Т-образное
хвостовое соединение
лопаток с диском:
а – без заплечиков;
б – с заплечиками.
58
Поперечное сечение ленты бандажа имеет сложную форму -
ступенчатую, с осевым и двумя радиальными гребешками, которые
применяются для создания минимальных зазоров в проточной части и
исключения повреждения облопачивания при возможных задеваниях
ротора о статорные детали.
На лопатках последних двух ступеней турбины К-800-240, ввиду
значительных нагрузок от центробежных сил в сочетании с большим
шагом по вершинам лопаток, применяются бандажи без радиальных
гребешков, что потребовало несколько увеличить радиальные зазоры в
этих ступенях.
Лопаточные бандажи крепятся к лопаткам расклепкой шипов. У
лопаток ЦВД турбин К-300-240 и К-500-240 крепление осуществляется
одним шипом, а турбины К-800-240—двумя шипами. Шип имеет про-
фильную форму с углублением (лункой) на его торце для облегчения
расклепки. Верхняя часть лопаток некоторых ступеней имеет утолще-
ние под шип для его размещения, ужесточения лопаток и исключения
прогиба при расклепке. Отверстия в бандажной ленте под шипы проби-
ваются по разметке после наборки лопаток на диске для учета возмож-
ных, в пределах поля допуска, отклонений в шагах лопаток. В каждом
отверстии выполняется фаска для заполнения металлом расклепывае-
мого шипа.
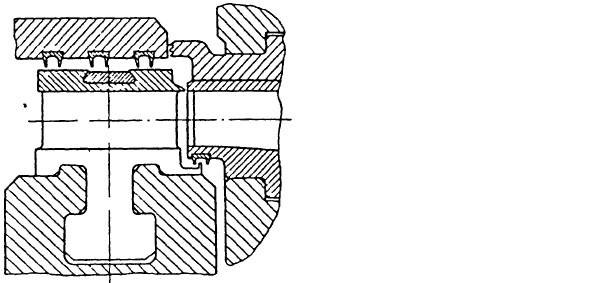
Рисунок 6.4. Проточная часть
регулирующей ступени
турбины К-800-240.
Между бандажными летами отдельных пакетов в окружном на-
правлении имеются зазоры. С целью уменьшения протечек пара через
эти зазоры они выполнены минимальными, но такими, чтобы при про-
греве ротора от температуры в машзале до рабочей температуры они не
исчезали.
Особое внимание уделено конструкции рабочих лопаток первой
(регулирующей) ступени (рис. 6.4.) с учетом специфических условий ее
работы—значительных паровых нагрузок и парциальности подвода
пара в связи с сопловым парораспределением. Лопатки имеют цельно-
фрезерованные бандажи и соединяются в пакеты при помощи сварки
по бандажам и хвостовикам по две для турбин К-300-240 и по три для
59
60
турбин К-500-240 и К-800-240. Сварка лопаток осуществляется при
помощи электронного луча, что обеспечивает высокое качество сварно-
го шва и малые поводки пакета при сварке. В турбине К-800-240 пер-
вых выпусков сварные пакеты были объединены в единое целое на-
кладным бандажом, устанавливаемым на шипах цельнофрезерованного
бандажа. Последующий опыт эксплуатации показал, что объединение
всех лопаток в единый пакет клепаным накладным бандажом создает
жесткую конструкцию, неудовлетворительно работающую при пере-
менных температурах. В этой конструкции появляются повреждения в
виде усталостных трещин в шипах и бандажах. Для ликвидации этого
явления была разработана новая конструкция без накладного бандажа,
с демпферной вставкой в цельнофрезерованной части бандажа. Такая
же конструкция применена и на турбине К-500-240.
Переходная часть рабочих лопаток от профильной части к хво-
стовику выполнена двух типов. В турбинах К-300-240 и К-800-240 на
ней со стороны входа пара выполнен осевой гребешок, протачиваемый
после наборки лопаток на роторе. В сочетании с радиальной вставкой в
теле диафрагмы этот гребешок образует уплотнение, способствующее
уменьшению протечек в корневой части лопаток.
В турбине К-500-240 в корне лопатки это уплотнение исключено
и выполнена специальная конструкция для организации направленной
протечки через диафрагменное уплотнение в проточную часть.
Учитывая, что лопатки работают под действием динамических
нагрузок при высокой температуре, с большими паровыми усилиями, к
материалу лопаток, их изготовлению и сборке на роторе предъявляются
высокие требования. Лопатки регулирующей ступени всех турбин, а
также второй - пятой ступеней турбин К-500-240 и К-800-240 изготав-
ливаются из жаропрочной нержавеющей стали 18Х11МНФБ, осталь-
ные из нержавеющей стали 15Х11МФ и 20Х13.
С целью повышения качества металла заготовок лопаток исполь-
зуется сталь электрошлакового переплава, обеспечивающая низкое со-
держание вредных примесей и резкое уменьшение дефектов металлур-
гического характера, в первую очередь волосовин.
Заготовки лопаток проходят следующий контроль:
¾ проверка размеров заготовок;
¾ соответствие марки материала требованиям чертежа;
¾ механические испытания (2% каждой партии);
¾ контроль твердости;
Окончательно изготовленные лопатки подвергаются сплошному
контролю методом магнитно-порошковой дефектоскопии или травле-
нием.
Кроме того, готовые лопатки проверяются на соответствие раз-
меров, формы и шероховатости поверхности требованиям чертежа,