Руководство по эксплуатации БелАЗ 7547
Подождите немного. Документ загружается.


Разгрузка, расконсервация и монтаж
7547–3902015 РЭ
19–13
– несплавление и непровары;
– группы пор и шлаковых включений;
– отдельные поры и включения диаметром более 1 мм в количестве более 4 дефектов на участке
шва длиной 400 мм при расстоянии между дефектами менее 50 мм;
– незаваренные кратеры;
– выхваты на основном металле;
– подрезы основного металла глубиной более 0,5 мм.
Участки швов с недопустимыми дефектами в виде трещин, несплавлений, непроваров и участков
с групповой пористостью удалить газовой резкой, образовавшиеся при этом канавки зачистить и зава-
рить. Заварить также места швов с подрезами и неполным сечением.
При заварке дефектного шва с удалением металла из зоны шва применять предварительный и
послесварочный подогрев.
Сварные швы и околошовную зону покрасить краской, прикладываемой с самосвалом.
19.4.2 Сборка и сварка платформы самосвалов БелАЗ–7547, 75471, 75473, 7547D
Сборку и сварку платформы производить в следующем порядке:
– установить правую составляющую платформы на плоскость борта;
– установить сварочные подкладки 7 (1 шт.) и 8 (6 шт.) (смотри рисунок 19.9), для чего вставить
их внутрь швеллеров поперечин, углубить на половину ширины (15 мм) и прижав к панели пола прихва-
тить швом № 1 к боковым стенкам поперечин (смотри сечение K–K);
– установить сварочную подкладку 6 в место стыка частей козырька аналогично подкладкам 9 и
приварить по краям прерывистым швом № 9;
– установить левую составляющую плоскостью разъема на правую и скрепить их по монтажным
кронштейнам болтами М24х2 и гайками М24 через пластины 3 (180х120х40 мм). При этом несовпаде-
ние вершин разделок стыковых соединений должно быть не более 2 мм;
– скрепить части козырька по монтажным кронштейнам болтами М8х22 и гайками М8;
– сварить соединительные пластины с боковыми полками поперечин контрфорсов верхней со-
ставляющей электродами УОНИИ–13/45 или ВН–48 швом № 7;
– перекантовать платформу днищем вверх, приварить верхние полки поперечин швом № 29, как
показано в сечении N–N (смотри рисунок 19.9) электродами УОНИИ–13–45 или ВН–48 и сварить стык
козырька швами № 3 и № 5;
– ослабить крепление монтажных кронштейнов пола платформы, отвернув гайки на один оборот.
Перекантовать платформу днищем вниз и переднюю часть установить на подкладки, чтобы обеспечить
положение пола близкое к горизонтальному;
– сварить пол платформы по монтажному стыку (швы № 30, № 31, сечения К–К, М–М). Сварку
производить с предварительным подогревом свариваемых кромок и околошовной зоны до температуры
(100 – 150)
о
С.
Первый проход (корень шва) и четвертый проход выполнять электродами УОНИИ–13/45 или ВН–
48 (“мягкие слои”), остальные проходы — электродами АНП–2. Выполнение последнего слоя “мягким”
металлом не допускается. Корень шва на стыке участков выполнять с перевязкой первых двух прохо-
дов на длине 20 — 30 мм (смотри рисунок 19.7);
– снять переднюю часть платформы с подкладок и установить подставки под заднюю часть, что-
бы передний борт занял наклонное положение;
– сварить передний борт платформы по монтажному стыку с внутренней стороны платформы пе-
реднего борта (шов № 30, смотри рисунок 19.7) с выполнением рекомендаций по сварке пола плат-
формы, но без предварительного и послесварочного подогрева. Длина шва борта разбивается на 2 – 3
блока длиной по 800 – 1200 мм, наложение валиков в пределах каждого блока производится напроход.
Сварку нижнего блока начинать с недоваренного участка (50 – 100 мм) пола платформы. Первый слой
выполняется электродами УОНИИ–13/45 или ВН–48 диаметром 4 мм. В верхней части переднего борта
приварить восьмигранную накладку 2 швом № 16 (вид В);
Разгрузка, расконсервация и монтаж
7547–3902015 РЭ
19–14
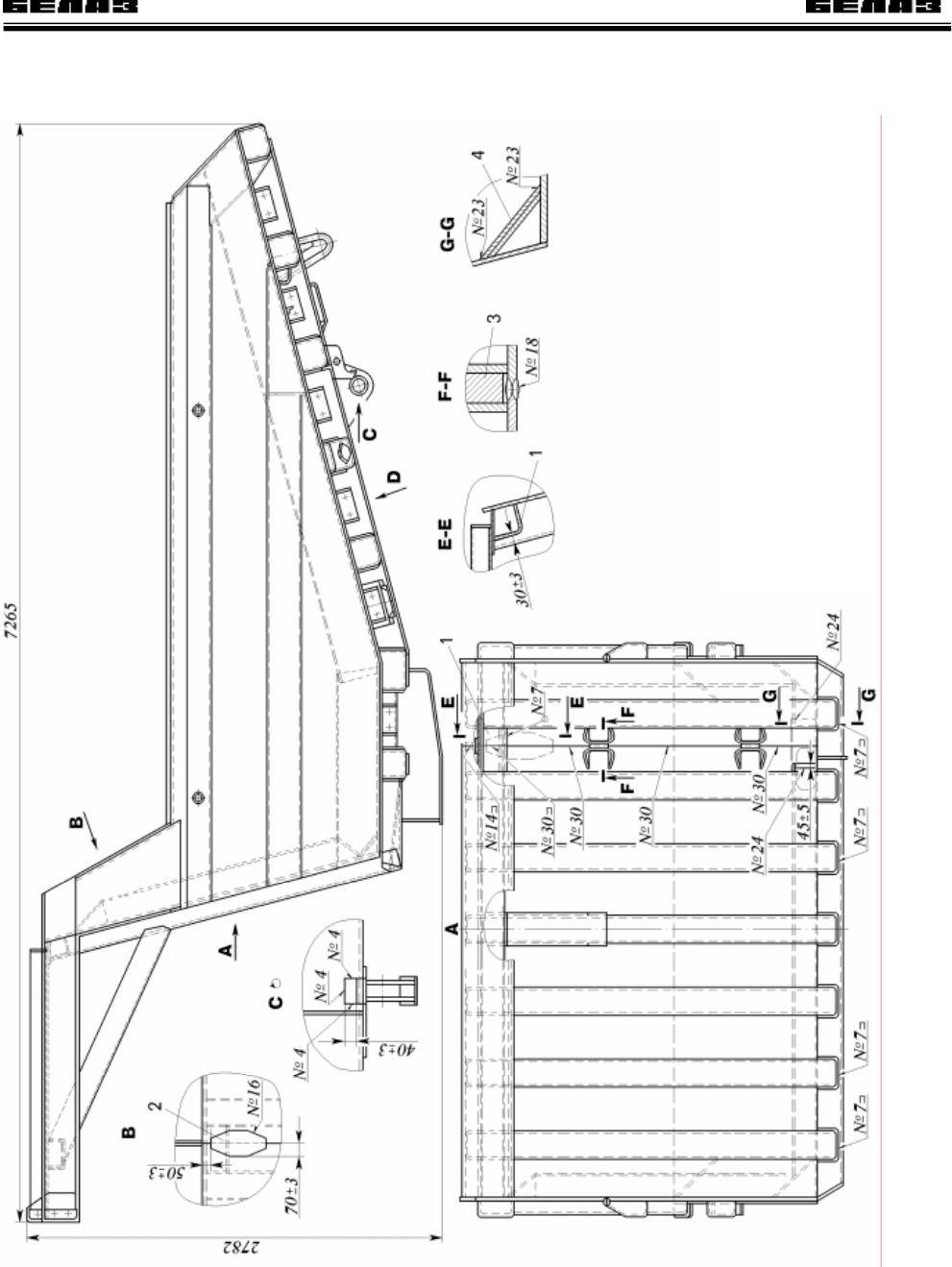
Рисунок 19.8 – Сборка и сварка платформы, оборудован-
ной системой безопасности «ROPS», самосвалов БелАЗ–
7547, 75471, 75473, 7547D
(вид D показан на рисунке 19.9)
1 – усилитель; 2 – накладка; 3 – пластина 75489–8501427;
4 – пластина; 5 – раскос 75473–8509058
Разгрузка, расконсервация и монтаж
7547–3902015 РЭ
19–15
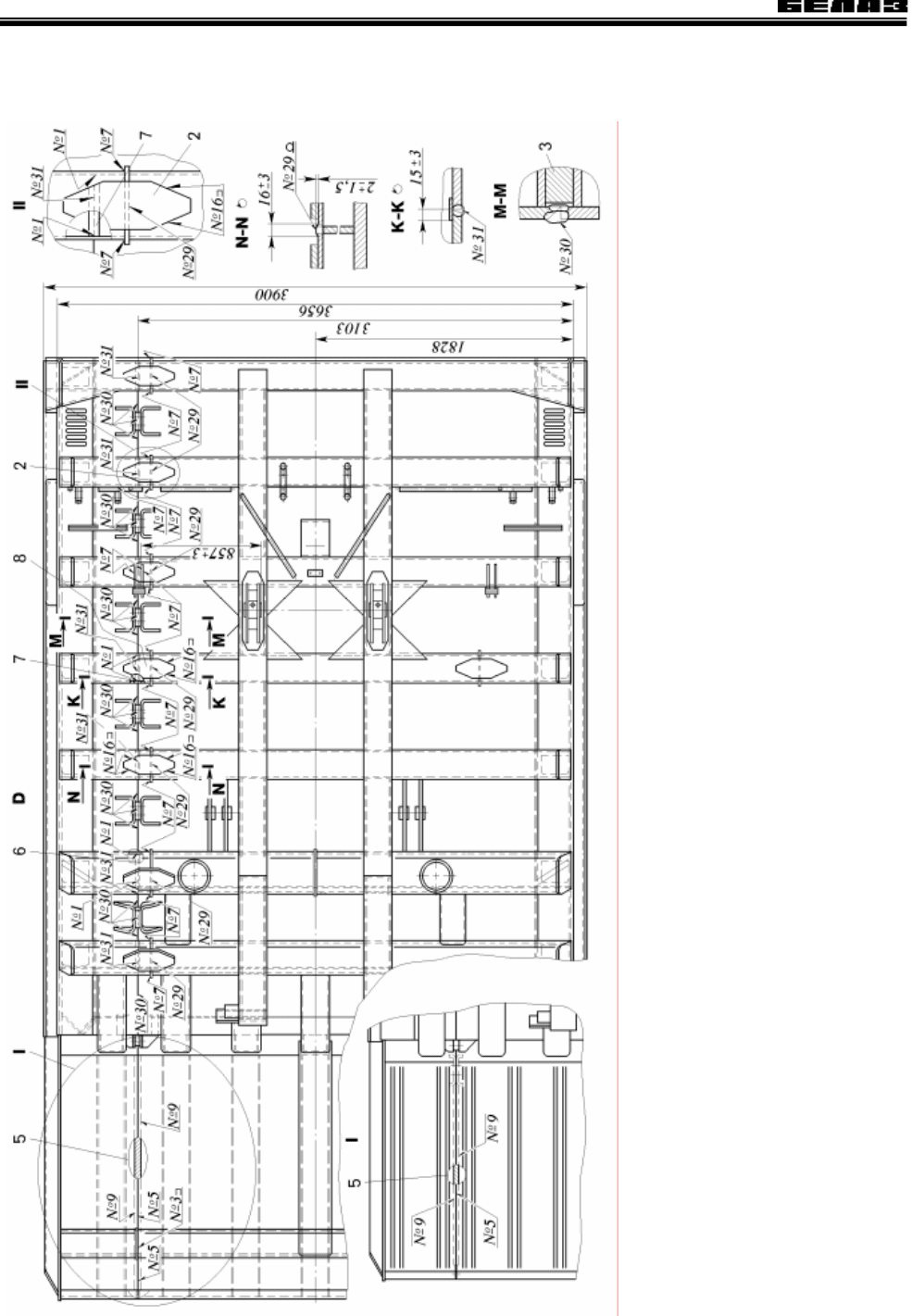
Рисунок 19.9 – Сборка и сварка платформы, оборудованной системой безопасности «ROPS»,
самосвалов БелАЗ–7547, 75471, 75473, 7547D. Вид D
I – вариант исполнения без системы «ROPS»;
2, 9 – накладки; 3 – пластина 75489– 8501427; 6, 7, 8 – подкладки

Разгрузка, расконсервация и монтаж
7547–3902015 РЭ
19–16
– установить и приварить прямоугольную пластину 4 швами № 23 и № 24, выдержав размер
(45+5) мм;
– перекантовать платформу днищем вверх. Перед установкой накладок позиции 2 и 9 (рисунок
19.9) снять усиление швов шлифовальным кругом до плоскости поверхностей стыкуемых деталей;
– установить и приварить шесть восьмигранных накладок 2 и одну восьмигранную накладку 9
швом № 16 по шести граням;
– снять с монтажных кронштейнов болты с гайками и удалить пластины 3 (смотри рисунок 19.8);
– произвести подварку монтажного шва пола платформы электродами УОНИИ–13/45 или ВН–48.
Перед подваркой рекомендуется удаление корня шва шлифовальным кругом на глубину 2 – 3 мм;
– заварить стык переднего борта с наружной стороны платформы (шов № 18);
– установить и приварить швом № 7 усилитель 1 (сечение Е–Е);
– установить кронштейн камневыталкивателя на левую составляющую платформы, выдержав
размер (857+3) мм в соответствии с рисунком 19.9 и приварить швами № 7 и № 4 (вид С смотри рису-
нок 19.8);
– для самосвалов транспортируемых воздушным транспортом установить раскос 5 (смотри ри-
сунок 19.8) и приварить его к козырьку платформы швом № 7, а к переднему борту платформы швами
№ 18 и № 23;
– перекантовать платформу днищем вниз.
19.4.3 Сборка и сварка платформы самосвалов БелАЗ–75479
Сборку и сварку платформы производить в следующем порядке:
– установить правую составляющую платформы на плоскость борта;
– установить левую составляющую плоскостью разъема на правую и скрепить их на днище и пе-
реднем борту по монтажным кронштейнам болтами М24х2 и гайками М24, предварительно установив
пластины 2 (180х120х40 мм) в соответствии с рисунками 19.10, 19.11. При этом несовпадение вершин
разделок стыковых соединений должно быть не более 2 мм;
– скрепить части козырька по монтажным кронштейнам болтами М8х22 и гайками М8;
– сварить соединительные пластины с боковыми полками поперечин контрфорсов верхней со-
ставляющей электродами УОНИИ–13/45 или ВН–48 швом № 5 (смотри рисунок 19.11);
– перекантовать платформу днищем вверх, приварить верхние полки поперечин швом № 24, как
показано в сечении D–D электродами УОНИИ–13–45 или ВН–48 и сварить стык козырька швами № 13,
№ 5 и сварить стык по переднему борту;
– ослабить крепление монтажных кронштейнов пола платформы, отвернув гайки на один оборот.
Перекантовать платформу днищем вниз и переднюю часть установить на подкладки, чтобы обес-
печить положение пола близкое к горизонтальному;
– сварить пол платформы по монтажному стыку (швы № 14 и № 15, сечения D–D и E–E). Сварку
производить с предварительным подогревом свариваемых кромок и околошовной зоны до температуры
100 – 150
о
С;
Первый проход (корень шва) и четвертый проход выполнять электродами УОНИИ–13/45 или ВН–
48 (“мягкие слои”), остальные проходы – электродами АНП–2. Выполнение последнего слоя “мягким”
металлом не допускается. Корень шва на стыке участков выполнять с перевязкой первых двух прохо-
дов на длине 20 – 30 мм (смотри рисунок 19.7);
– снять переднюю часть платформы с подкладок и установить подставки под заднюю часть, что-
бы передний борт занял наклонное положение;
– сварить передний борт платформы по монтажному стыку с внутренней стороны платформы пе-
реднего борта (шов № 12 смотри рисунок 19.10) с выполнением рекомендаций по сварке пола плат-
формы, но без предварительного и послесварочного подогрева. Длина шва борта разбивается на 2 — 3
блока длиной по 800 – 1200 мм, наложение валиков в пределах каждого блока производится напроход.
Сварку нижнего блока начинать с недоваренного участка (50 – 100 мм) пола платформы. Первый слой
выполняется электродами УОНИИ–13/45 или ВН–48 диаметром 4 мм;
– перекантовать платформу днищем вверх. Перед установкой накладок 1 снять усиление швов
шлифовальным кругом до плоскости поверхностей стыкуемых деталей;
– установить и приварить семь восьмигранных накладок 1 швом № 8 в соответствии с рисунком
19.11;
– снять с монтажных кронштейнов болты с гайками и удалить пластины 2;
– произвести подварку монтажного шва пола платформы электродами УОНИИ–13/45 или ВН–48.
Перед подваркой рекомендуется удаление корня шва шлифовальным кругом на глубину 2 – 3 мм.
Разгрузка, расконсервация и монтаж
7547–3902015 РЭ
19–17
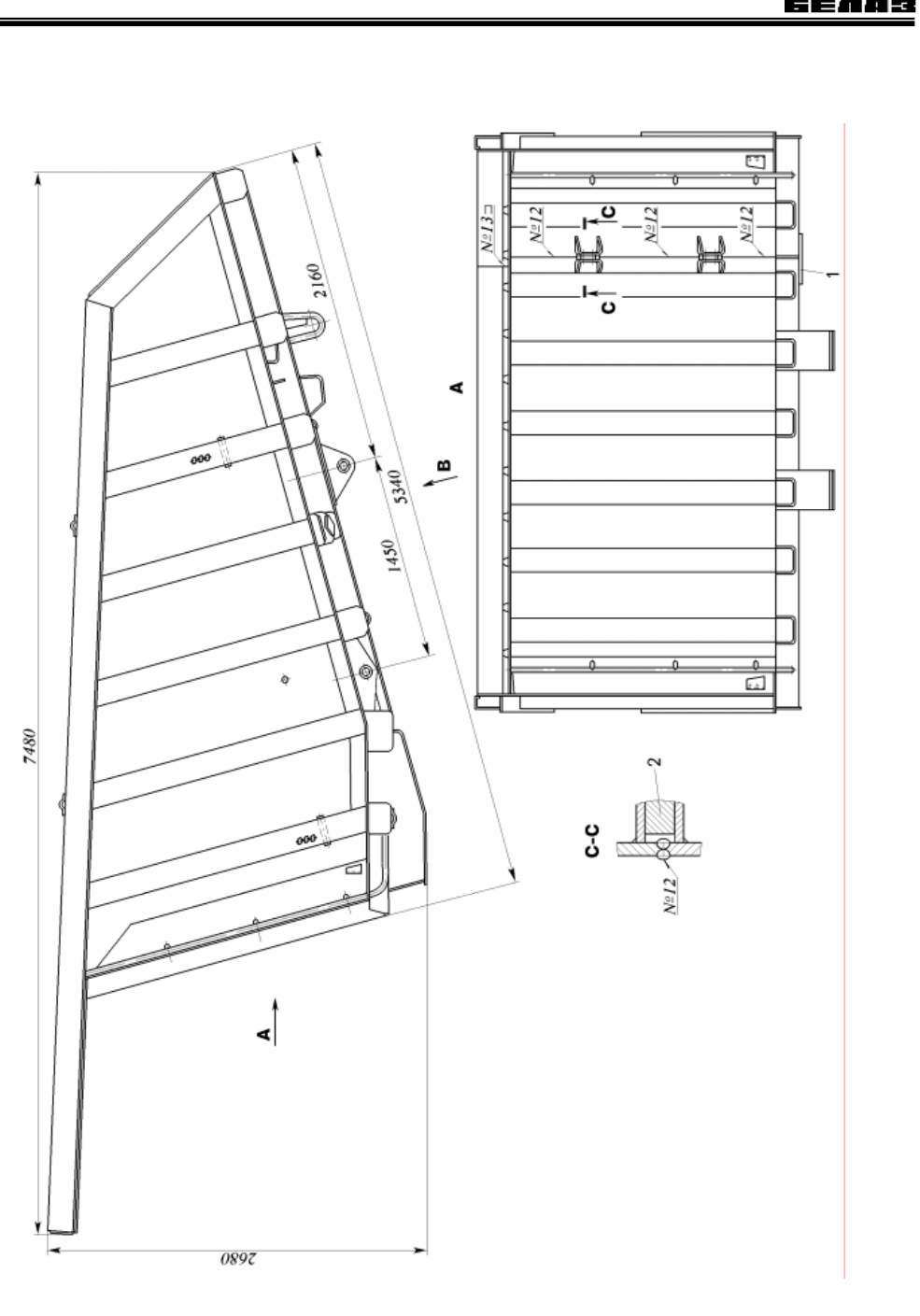
Рисунок 19.10 – Сборка и сварка платформы
самосвала–углевоза БелАЗ–75479
(Вид В показан на рисунке 19.11)
1 – накладка; 2 – пластина 75489–85011427

Разгрузка, расконсервация и монтаж
7547–3902015 РЭ
19–18
Рисунок 19.11 – Сборка и сварка платформы самосвала–углевоза БелАЗ–75479 Вид В
1 – накладка; 2 – пластина 75489–8501427

Правила хранения
7547-3902015 РЭ
20-1
20 ПРАВИЛА ХРАНЕНИЯ
Самосвалы, которые не планируется эксплуатировать два месяца и более, а также на период
транспортирования должны быть законсервированы. Консервация защищает детали, узлы и агрегаты
самосвала от атмосферной коррозии и позволяет сохранять его в технически исправном состоянии.
20.1 Консервационные материалы
В качестве защитных (консервационных) смазок используется пластичная смазка ПВК ГОСТ
19537--83 и жидкая смазка К-17 ГОСТ 10877--76.
Смазка К-17 применяется при долговременной консервации изделий. Агрегаты самосвала кон-
сервируются без разборки: сливается штатное масло, прокачивается защитная смазка и излишек ее
сливается. Чтобы привести агрегат в состояние эксплуатации, достаточно залить в агрегат штатное
масло.
Смазка ПВК применяется для консервации наружных и легко доступных внутренних поверхностей.
20.2 Консервация и расконсервация
На заводе-изготовителе самосвалы консервируются сроком на 6 месяцев.
Консервируются следующие узлы (агрегаты) и элементы конструкции:
20.2.1 Двигатель (операция выполняется в соответствии с инструкцией по эксплуатации двигателя);
20.2.2 Покрываются смазкой ПВК: пальцы вилок штоков цилиндров тормозных механизмов; вы-
ступающие концы штоков гидроцилиндров рулевого управления; пальцы привода жалюзи радиаторов;
отверстия в опорах платформы для крепления цилиндров опрокидывающего механизма, клеммы стар-
тера, переходных панелей, аккумуляторных батарей и блока предохранителей (кроме электрооборудо-
вания кабины);
20.2.3 Герметизируются полиэтиленовой пленкой с обвязкой шпагатом: концы выпускных труб,
наливная горловина расширительного бачка, отверстие в крышке ручного топливопрокачивающего на-
соса, воздухозаборник воздушного фильтра; сапуны двигателя герметизируются заглушками;
20.2.4 При транспортировании самосвала морем или по железной дороге более трех месяцев на
нем устанавливаются сухозаряженные аккумуляторные батареи.
Если в течение 6 месяцев с момента изготовления самосвал по какой-либо причине не введен
в эксплуатацию, то по истечении этого срока его необходимо переконсервировать.
Переконсервация -- это расконсервация и повторная консервация в соответствии с пунктами
20.2.1 – 20.2.3 настоящей главы.
При перерыве в эксплуатации самосвал необходимо законсервировать на предполагаемый срок
хранения. В зависимости от срока хранения консервация может быть кратковременной и долгосрочной.
Работы по консервации выполнять в закрытом помещении с температурой воздуха не ниже 15
0
С.
При отсутствии такого помещения и при хранении самосвалов на открытой площадке работы по кон-
сервации выполнять только в сухую погоду и при температуре окружающего воздуха не ниже 5
0
С. Ра-
бочее место должно быть защищено от воды, пыли и атмосферных осадков.
Место хранения самосвалов должно быть оборудовано противопожарными средствами и инвен-
тарем.
Кратковременной консервации подвергаются самосвалы, которые не планируется экс-
плуатировать в течение 2 месяцев.
При этом необходимо выполнить следующие работы:
- перед консервацией тщательно осмотреть все шланги. Шланги с трещинами и расслоениями
заменить;
- провести очередное техническое обслуживание ТО-1, слить охлаждающую жидкость из системы
охлаждения двигателя и воду из бачка омывателя стекла ветрового окна. После слива охлаждающей
жидкости систему продуть сжатым воздухом, перекрыть сливные краны и завернуть пробку расшири-
тельного бачка;
- покрыть тонким слоем консервационной смазки незащищенные металлические поверхности в
соответствии с пунктом 20.2.2. Перед нанесением смазки детали протереть ветошью, смоченной в
уайт-спирите. Не допускается покрывать смазкой резиновые детали и электропровода;
- удалить ржавчину с поврежденных поверхностей, обезжирить их и восстановить покрытие;

Правила хранения
7547-3902015 РЭ
20-2
- загерметизировать узлы и агрегаты, в соответствии с пунктом 20.2.3. Обернуть полиэтиленовой
пленкой и обвязать шпагатом наливные горловины двигателя (для масла), топливного и маслобака, са-
пуны цилиндров тормозных механизмов, гидромеханической передачи и заднего моста. Перед герме-
тизацией взять пробу масла и проверить на соответствие ГОСТ. При несоответствии характеристик
стандарту масло следует заменить;
- оклеить светонепроницаемой бумагой стекла кабины с наружной стороны;
- снять аккумуляторные батареи и подготовить их к хранению согласно инструкции завода-
изготовителя батарей;
- установить между мостами и рамой в районе цилиндров подвески деревянные брусья с целью
разгрузки цилиндров;
- поставить самосвал на подставки так, чтобы колеса были на расстоянии 80 -- 100 мм от грунта.
Длительной консервации подвергаются самосвалы, которые не планируется эксплуа-
тировать в течение одного года.
Кроме работ, выполняемых при кратковременной консервации, необходимо:
- выполнить операции ТО-2;
- снять с самосвала, если он находился в эксплуатации, колеса и демонтировать шины (смотри
раздел "Монтаж и демонтаж шин" в главе "Ходовая часть");
- очистить от ржавчины детали колес и окрасить их;
- шины вымыть и вытереть насухо;
- перед сборкой внутреннюю поверхность шины пересыпать тальком;
- смонтировать колеса, установить на самосвал и довести давление воздуха до нормы.
На самосвалах, поставленных на хранение, необходимо один раз в месяц выполнить следую-
щие операции:
- проверить положение самосвала на подставках;
- проверить состояние наружных поверхностей агрегатов и узлов;
- очистить самосвал от пыли, влаги или снега;
- проверить состояние герметизирующих материалов;
- проверить состояние аккумуляторных батарей, хранящихся на складе.
Два раза в год необходимо выполнить следующие работы:
- взять пробу масла и проверить на соответствие ГОСТ. При несоответствии характеристик стан-
дарту масло следует заменить;
- проверить состояние уплотнений масляных и топливных трубопроводов;
- зарядить аккумуляторные батареи.
Спустя год необходимо расконсервировать самосвал, запустить двигатель, прогреть до эксплуа-
тационных температур и проверить его работу на разных режимах. Показания контрольно-
измерительных приборов сравнить с нормативными эксплуатационными параметрами.
Расконсервация заключается в снятии его с подставок, удалении консервационной смазки с по-
верхностей, снятии герметизирующих материалов (полиэтиленовой пленки или парафинированной бу-
маги) с агрегатов и узлов, замене смазки в агрегатах и узлах и топлива в баке, заправке системы охла-
ждения охлаждающей жидкостью.
Техническое состояние самосвала проверяется пробегом.
Если самосвал предполагается хранить более года, то его необходимо повторно за-
консервировать.

Транспортирование
7547-3902015 РЭ
21-1
21 ТРАНСПОРТИРОВАНИЕ
Самосвалы могут транспортироваться железнодорожным, водным и воздушным транспортом.
Допускается также транспортирование самосвалов своим ходом.
При транспортировании железнодорожным транспортом самосвалы отгружаются с завода-
изготовителя в соответствии с действующими на железной дороге нормативными документами в час-
тично разобранном виде.
На видном месте в кабине должен быть прикреплен ярлык с указаниями:
- об удалении воды из систем или заправке их низкозамерзающей охлаждающей жидкостью;
- об отключении и состоянии аккумуляторных батарей (с электролитом, без электролита);
- о смазке в узлах и агрегатах
Сборка самосвалов осуществляется на месте эксплуатации или на ближайшей к предприятию
железнодорожной станции.
При транспортировании самосвалов своим ходом необходимо предварительно ознакомиться
со следующими главами руководства по эксплуатации:
- требования безопасности и предупреждения;
- органы управления и контрольно-измерительные приборы;
- эксплуатация самосвалов;
- техническое обслуживание самосвалов.
При транспортировании самосвалов своим ходом (перегоне) скорость движения должна быть не
более 40 км/ч. Дистанцию между самосвалами необходимо выбирать исходя из конкретных дорожных
условий, но не менее 40 м.
Во время транспортирования (при перегоне) водителю необходимо проявлять особую осторож-
ность и внимательность, чтобы случайно не включить опрокидывающий механизм платформы, так как
это может привести к аварии при проезде под виадуками (путепроводами), линиями электропередач и
связи.
После каждых 80 км пути или через 2 -- 2,5 часа движения самосвал необходимо остановить не
менее чем на 30 мин для охлаждения шин.
Во время остановки необходимо проверить:
- соединения всех масло- и топливопроводов и труб системы охлаждения. Появившиеся течи
устранить;
- степень нагрева главной передачи, ступиц передних и задних колес, цилиндров подвески. При
сильном нагреве (рука не выдерживает длительного соприкосновения) выяснить причину и устранить
неисправность;
- состояние креплений агрегатов, приборов и отдельных деталей и при необходимости подтянуть
гайки и болты. Особое внимание обратить на крепление колес, гидроцилиндров рулевого управления,
двигателя, гидромеханической передачи и рычагов подвески;
- степень нагрева шин и давление в шинах. При чрезмерном нагревании шин увеличить продол-
жительность стоянки, чтобы шины охладились. Если понизилось давление воздуха в шине, довести его
до рекомендуемого.

Транспортирование
7547-3902015 РЭ
21-2