Секацкий В.С., Мерзликина Н.В. Методы и средства измерений и контроля
Подождите немного. Документ загружается.

183
а
Рис.10.5. Микрометр со вставками
При установке микрометра на нуль используется установочная мера
(рис.10.5,в).
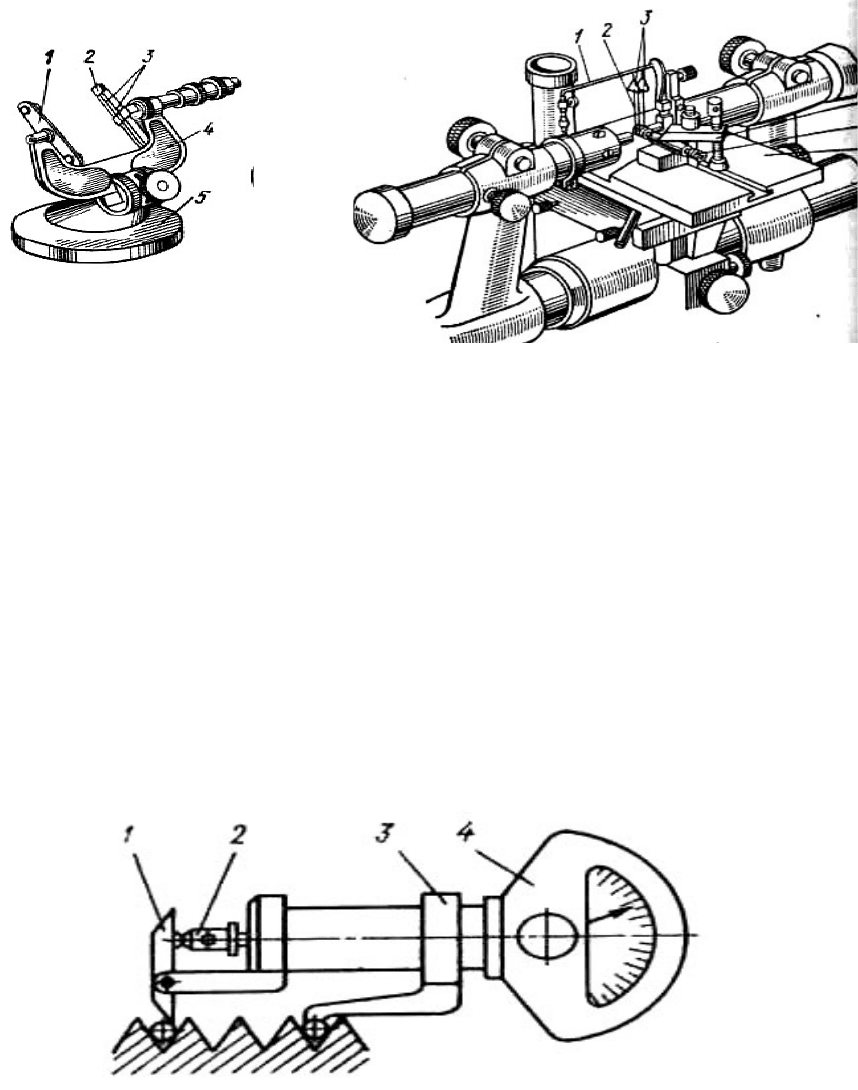
Более точным методом измерения среднего диаметра резьбы является
косвенный метод трех калиброванных проволочек. Во впадины резьбы 1
(рис. 10.6) закладывают три проволочки 2 и измеряют, размер М.
Рис.10.6. Схема измерения среднего диаметра резьбы
методом трех проволочек
Диаметр проволочек d
п
выбирают в зависимости от типа и шага резьбы. Для
резьбы с симметричным профилем
d
п
= 0,5 Р cos (
α
/2), (10.5)
б
в
184
где Р – шаг резьбы, мм;
α
- угол профиля, град.
Для метрической резьбы средний диаметр вычисляется по формуле:
d
2изм
= М - 3d
п
+ 0,866Р. (10.6)
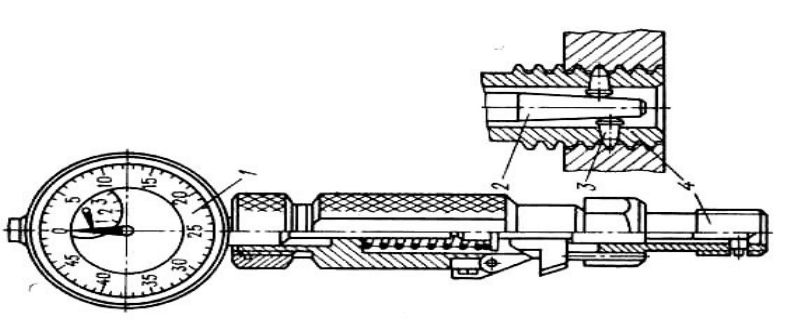
В зависимости от требуемой точности размер М можно измерить на
микрометрах, оптиметрах, длиномерах и т.п. Измерения на микрометрах
(рис. 10.7,
а) выполняют с помощью державок 1 и 2, надетых на микровинт и
пяту. На плоскости державок закреплены проволочки 3.
а
б
Рис. 10.7. Приборы для измерения среднего диаметра резьбы
методом трех проволочек
В горизонтальном оптиметре (рис.10.7,
б) резьбовые калибры закрепляют на
столе горизонтально с помощью специальных приспособлений. Проволочки
2 подвешивают за бирку 3 на кронштейне 1.
Шаг резьбы можно измерить с помощью индикаторных шагомеров
или микроскопов. Шагомер (рис.10.8) состоит из пружинной головки 4 на
которой закреплены ножка 3 и рычаг 1 с шаровыми наконечниками. Головку
устанавливают на ноль по образцовому резьбовому калибру. Ножки
вставляют во впадины резьбы и отклонение рычага 1 передается
измерительному наконечнику 2.
185
Рис. 10.8. Индикаторный шагомер
На микроскопе основные параметры наружной резьбы измеряют
теневым методом в проходном свете. Проверяемое изделие закрепляют в
центрах. Предварительно ось центров устанавливают параллельно
продольному ходу стола с помощью контрольного валика.
При измерении шага резьбы точку пересечения сетки окуляра
совмещают с серединой профиля резьбы и делают первый отсчет по
продольному микровинту. Затем стол перемещают так, чтобы та же
штриховая линия совпадала с одноименной строкой следующего профиля.
Разность отсчетов равна шагу резьбы. При оценки погрешности шага на
длине свинчивания отсчеты осуществляют не на каждом шаге, а в крайних
положениях на длине свинчивания.
При измерении половины угла профиля резьбы горизонтальную
штриховую линию
перекрестия совмещают с профилем резьбы и выполняют
отсчет по угломерной шкале окулярной головки. Измерения осуществляют
по четырем сторонам профиля и за половину угла профиля принимают
среднее арифметическое.
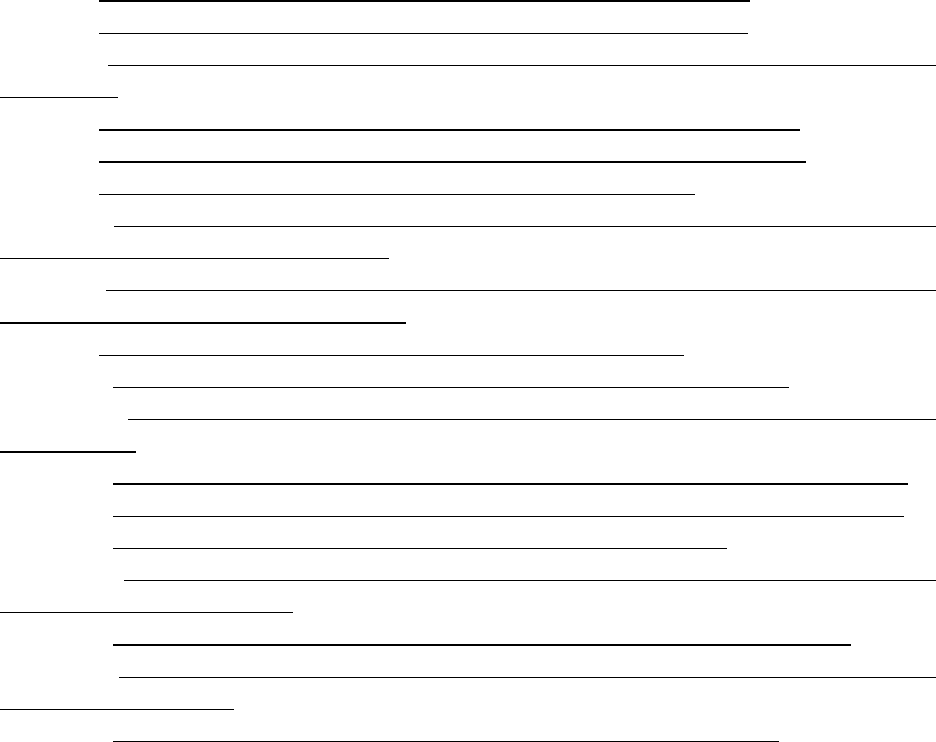
Для измерения среднего диаметра внутренней резьбы применяют
приборы с шаровыми наконечниками.
Индикаторный прибор (рис. 10.9) имеет сменную резьбовую пробку 4 с
шаровыми вставками 3. При измерении
пробку ввинчивают в проверяемую
резьбу. Коническая игла 2, связанная со стержнем индикатора 1, раздвигает
вставки 3 до контакта с профилем резьбы.
Шаг, средний диаметр и половину угла профиля внутренней резьбы
можно измерить также на универсальном микроскопе УИМ-21 с помощью
специального приспособления.
Рис. 10.9. Прибор для измерения среднего диаметра внутренней резьбы
В лабораторных условиях эти параметры определяют с помощью
слепков и отливок. Применяют отливки из серы и легкоплавких сплавов.
Слепки изготавливают из медицинского гипса.
10.4. Контрольные вопросы к разделу 10
186
1. Перечислите основные параметры метрических резьб.
2. Приведите примеры обозначения резьбы на чертежах.
3. Дайте определение и запишите формулу приведенного среднего
диаметра.
4. Какие калибры для контроля наружной резьбы Вы знаете?
5. Характеризуйте калибры для контроля внутренней резьбы.
6. Как определить номинальные параметры резьбы?
7. Как и какими приборами можно измерить средний диаметр
наружной и внутренней резьбы?
8. Перечислите назначение, конструктивные особенности и принцип
работы микрометра со вставками.
9. Какими приборами можно измерить шаг резьбы.
10. Особенности измерения параметров внутренней резьбы.
11. Назовите цену деления и пределы измерения вертикального
длиномера.
12. Как измеряют средний диаметр резьбы методом трех проволочек?
13. Для чего диаметр 3-х проволочек должен быть наивыгоднейшим?
14. Назовите цену деления и пределы измерения БМИ.
15. Какова последовательность измерения половины угла профиля
резьбы на микроскопах?
16. Почему измеряют половину угла профиля, а не полный угол?
17. Для чего шаг резьбы измеряют дважды: по левым и по правым
сторонам профиля?
18. Почему половину угла профиля измеряют четыре раза?
187
11. КОНТРОЛЬ ПАРАМЕТРОВ ЗУБЧАТЫХ КОЛЕС
11.1. Точность зубчатых колес и передач
Погрешности параметров зубчатых колес влияют на кинематику и
динамику передачи, определяют КПД и долговечность механизма.
Точностные требования к колесам и передачам назначают в зависимости от
служебного назначения.
Основные погрешности зубчатых колес и передач нормированы
допусками, приведенными в ГОСТ 1643. Этот стандарт распространяется на
колеса внешнего и внутреннего зацепления с прямыми, косыми или
шевронными зубьями с диаметром делительной окружности до 6300 мм,
модулем от 1 до 55 мм, шириной венца или полушеврона до 1250 мм.
Согласно ГОСТ 1643 в зависимости от назначения зубчатых колес и
передач установлено 12 степеней точности, обозначенных в порядке
убывания с 1-й по 12-ю.
Для каждой степени точности приняты независимые нормы точности,
которые ограничивают отдельные виды погрешностей. В зависимости от
служебного назначения зубчатых колес и передач установлены следующие
нормы точности:
1. Нормы кинематической точности, характеризующие согласованность
углов поворота ведущего и ведомого колес; они особенно важны для
длительных и отсчетных
передач.
2. Нормы плавности работы колес, имеющие наибольшее значение в
высокоскоростных передачах, так как циклические погрешности,
многократно повторяющиеся за один оборот колеса, приводят к
значительным динамическим нагрузкам, вызывающим вибрации и шум в
передаче.
188
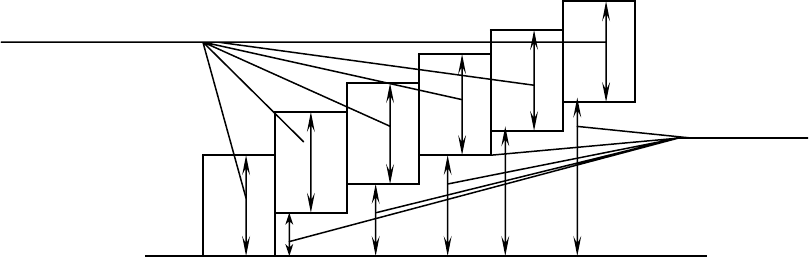
Допуск на боковой зазор
Боковой зазор
J
nmin
H
E
D
C
B
A
3. Нормы контакта зубьев, играющие большую роль для
тяжелонагруженных тихоходных передач.
Независимо от степени точности назначаются нормы бокового зазора в
передаче. Боковой зазор необходим для компенсации температурных
деформаций, компенсации погрешностей изготовления и монтажа, для
размещения слоя смазки и т. п.
Характер сопряжения зубьев колес в передаче определяется
наименьшим гарантированным боковым зазором j
nmin
и видом допуска на
боковой зазор.
В ГОСТ 1643 предусмотрены шесть видов сопряжений по боковому
зазору (рис. 11.1): H; E; D; С; В; А. и восемь видов допуска T
jn
на боковой
зазор, обозначенных в порядке его возрастания буквами
h, d, c, b, a, z, y, x.
Точность изготовления зубчатых колес и передач задается степенью
точности с указанием вида сопряжения по боковому зазору. Например, для 8-
й степени точности – по всем параметрам точности, виду сопряжения колес С
и допуску на зазор с:
8 – С ГОСТ 1643.
Рис. 11.1. Виды сопряжений по боковому зазору
Если буква, обозначающая допуск зазора, совпадает с буквой,
обозначающей вид сопряжения, то она не пишется.
При комбинировании степени точности первой нормой указывается
кинематическая, второй – норма плавности и третьей – норма полноты
контакта:
6 – 7 – 8 – Db ГОСТ 1643,
где D – вид сопряжения колес; b – вид допуска на боковой зазор.
В том случае, когда одна из норм точности не задается, то вместо
степени точности в обозначении указывается буква N.
189
Например,
N – 8 –7 Ва ГОСТ 1643.
Нормативные элементы в стандартах сведены в комплексы контроля
(совокупность элементов, подлежащих контролю, см. табл. 11.1), состоящих
из комплексного показателя норм точности или из элементов его
заменяющих. Контроль одной и той же нормы точности может
производиться различными средствами измерения. В зависимости от наличия
измерительных устройств и других производственных условий для
определенной степени
точности выбирают соответствующий комплекс
контроля. При выборе предпочтение следует отдавать комплексным
показателям.
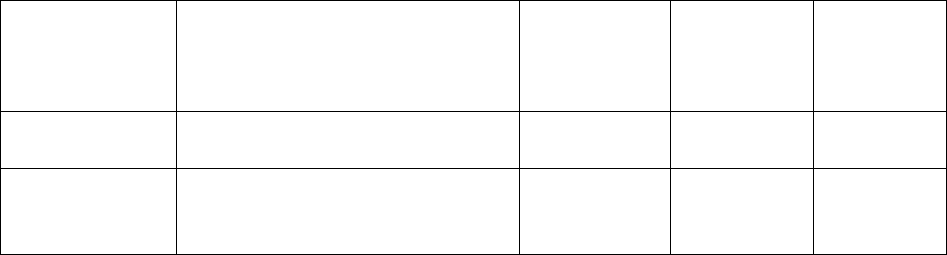
Совокупность элементов, подлежащих контролю, приведена в табл.
11.1.
Таблица 11.1
Совокупность элементов, подлежащих контролю
Нормы
точности
Комплексы контроля
Обознач.
отклонения
по СТ СЭВ
641-77
Обознач.
допуска по
СТ СЭВ
641-77
Степень
точности
1
2
3
4
5
Норм
ы
кине
матич
еской
точн
о
Для передач
1. Кинематическая
погрешность передачи
ior
F
′
io
F
′
3-8
190
Для зубчатых колес
1. Кинематическая
погрешность зубчатого колеса
2. Накопленная погрешность
шага по колесу и накопленная
погрешность к шагов
3. Накопленная погрешность
шага по колесу
4. Погрешность обката и
радиальное биение зубчатого
венца
5. Колебание длины общей
нормали и радиальное биение
зубчатого венца
6. Колебание длины общей
нормали и колебание
измерительного межосевого
расстояния за один оборот
зубчатого колеса
7. Погрешность обката и
колебание измерительного
межосевого расстояния за
один оборот зубчатого колеса
8. Колебание измерительного
межосевого расстояния за
один оборот зубчатого колеса
9. Радиальное биение
зубчатого венца
ir
F
′
pr
F
,
pxr
F
pr
F
cr
F
,
rr
F
wr
V
,
rr
F
wr
V
,
ir
F
′
cr
F
,
″
ir
F
″
ir
F
rr
F
i
F
′
p
F
,
px
F
p
F
c
F
,
r
F
w
V
,
r
F
w
V
,
″
i
F
c
F
,
″
i
F
″
i
F
r
F
3-8
3-6
7, 8
3-8
3-8
5-8
5-8
9-12
9-12
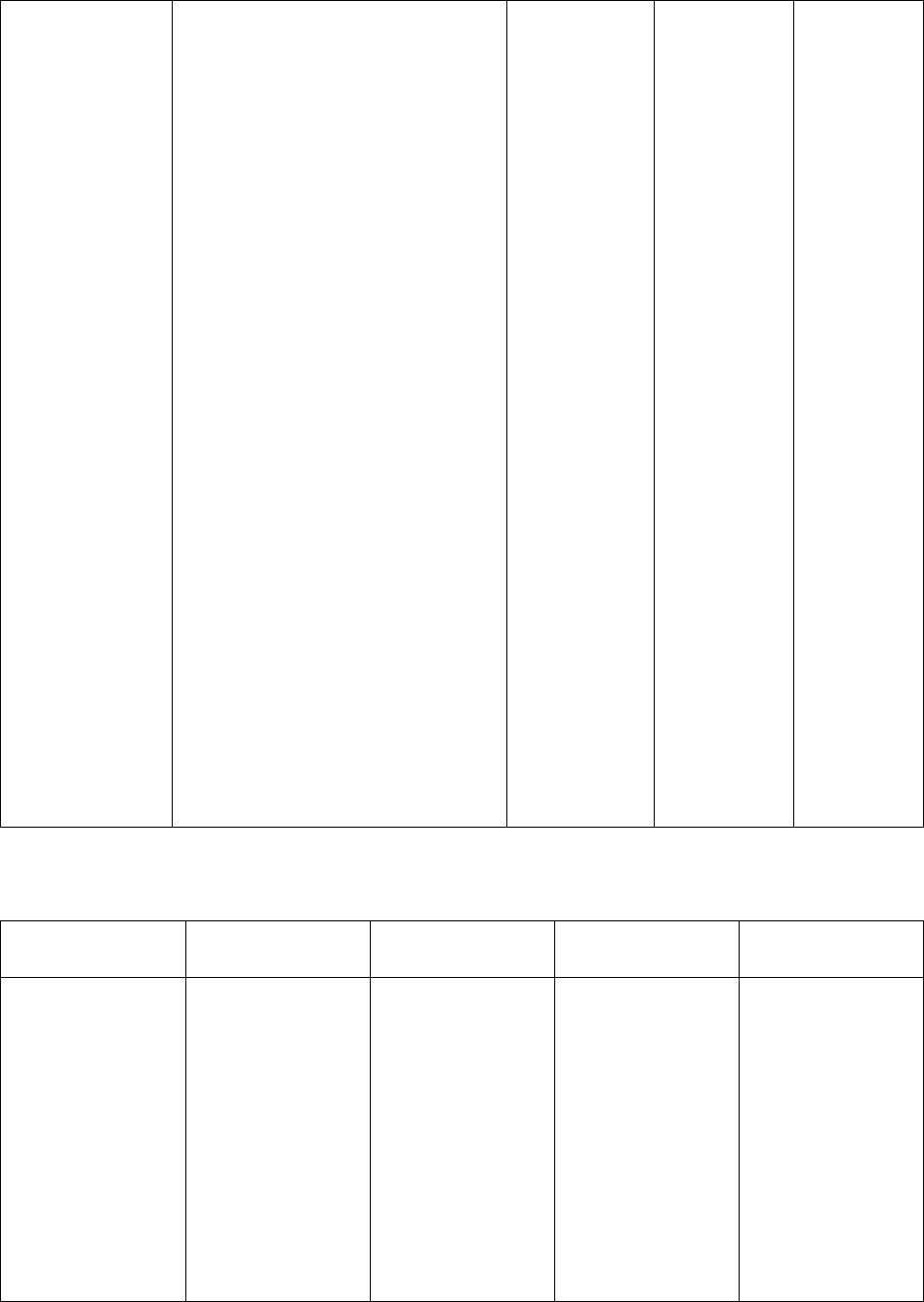
Продолжение табл. 11.1
1
2
3
4
5
Нормы
плавности
Для передач
1* Местная
кинематическая
погрешность
передач
2* Циклическая
погрешность
зубцовой части в
передаче
3* Циклическая
погрешность
передачи
′
ior
f
zzor
f
zkor
f
′
io
f
zko
f
zko
f
3-8
3-8
3-8
191
Нормы плавности
Для зубчатого
колеса
1* Местная
кинематическая
погрешность
2* Циклическая
погрешность
зубцовой частот
ы
3* Отклонение
шага зацепления
погрешность
профиля зуба
4* Отклонение
шага зацепления
отклонение
углового шага
5* Колебание
измерительного
межосевого
расстояния на
одном зубе
6* Циклическая
погрешность
колеса
7* Отклонение
углового шага
8. Колебание
измерительного
межосевого
расстояния на
одном зубе
9. Отклонение
шага зацепления
10. Отклонение
углового шага
′
ir
f
zzr
f
plr
f
,
fr
f
pbr
f
,
ptr
f
″
ir
f
zkr
f
ptr
f
″
ir
f
ptr
f
pbr
f
′
i
f
zz
f
pb
f
±
,
f
f±
pb
f
±
,
pt
f±
″
i
f
zk
f
pt
f
±
″
i
f
pb
f
±
pt
f
±
3-8
3-8
3-8
3-8
5-8
3-8
5-8
9-12
9-12
9-12
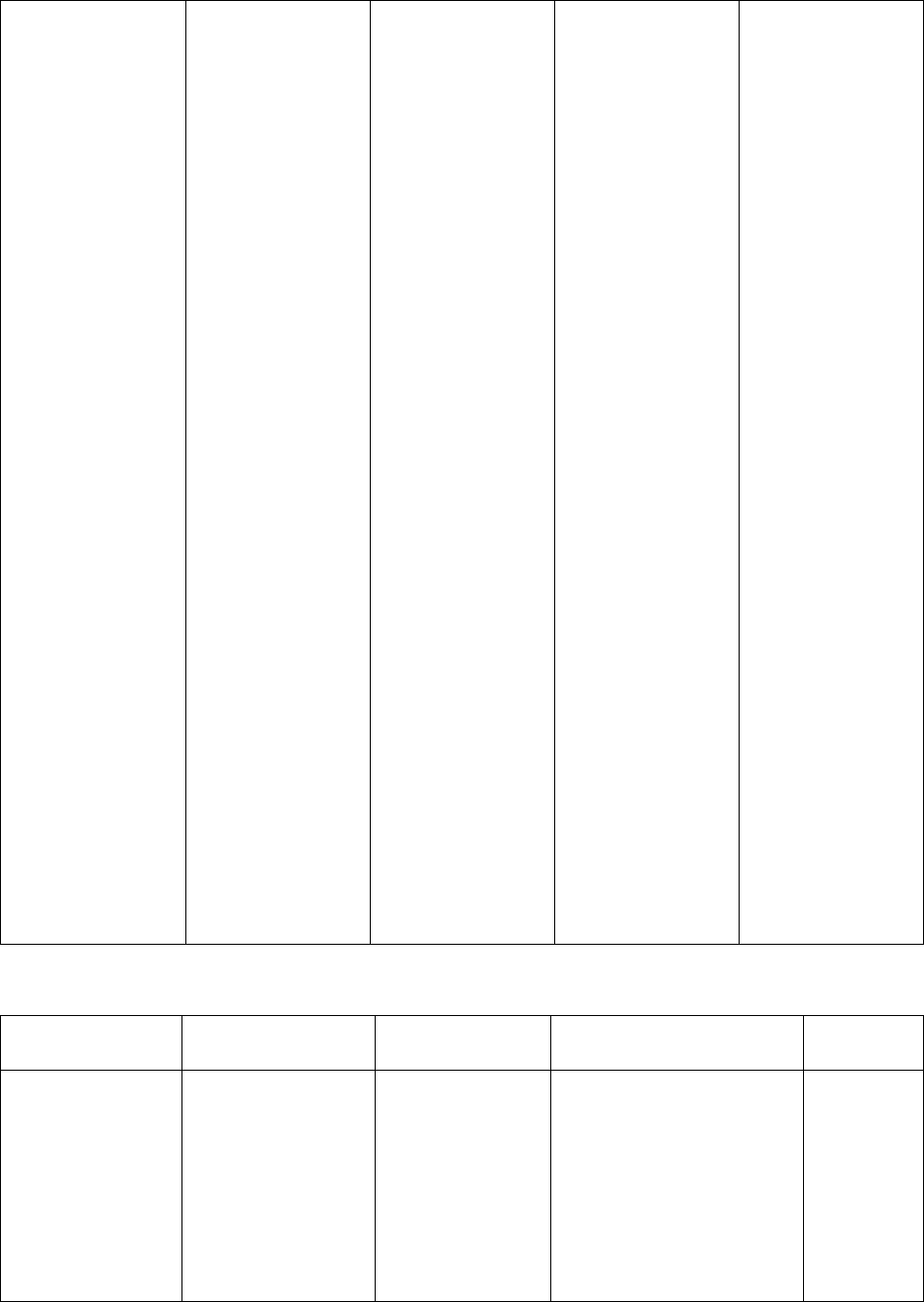
Продолжение табл. 11.1
1
2
3
4
5
Нормы контакта
Для передач
1.
Непараллельност
ь
осей и перекос ос
е
2. Суммарное
пятно контакта
3. Мгновенное
пятно контакта
xr
f
,
yr
f
-
-
x
f
,
y
f
-
-
3-12
3-11
3-11
192
Для колес
1* Погрешность
направления зуба
2* Погрешность
формы и
расположения
контактной линии
3* Отклонение
осевых шагов по
нормали и
погрешность
формы и
расположения
контактной линии
4* Отклонение
осевых шагов по
нормали и
отклонение шага
зацепления
r
F
⋅
β
kr
F
pxnr
F
kr
F
pxnr
F
pbr
f
pb
f
±
β
F
k
F
pxn
F
±
k
F
pxn
F
±
pb
f±
3-12
3-12
3-9
3-9
Нормы бокового зазора
Для передач
1. Отклонение
межосевого
расстояния (для
передачи с
нерегулируемым
расположением
осей)
2.
Гарантированный
боковой зазор (дл
я
передач с
регулируемым
положением осей)
r
f
0
minn
j
r
f
0
±
jn
T
Окончание табл. 11.1
1 2 3 4 5