Соловцов В.К., Контрольно-измерительные приборы
Подождите немного. Документ загружается.

оценивают по U-образному дифманометру, который измеряет раз-
ность давления на входе и выходе дросселя.
На панели стенда, где размещается поверяемый датчик газо-
анализатора, собирают постоянную схему с источником питания,
миллиамперметром для измерения рабочего тока и милливольт-
метром, по которому отсчитывают показания датчика. Вторич-
ные приборы, входящие в комплект поверяемого газоанализа-
тора, проходят ремонт и поверку отдельно, как обычные электро-
измерительные приборы. Все соединения в газовых линиях
стенда выполняют резиновыми трубками, Для подсоединения
электрических цепей датчика на панели предусматривают соот-
ветствующие зажимы.
§ 46. УСТАНОВКИ ДЛЯ ПОВЕРКИ ТАХОМЕТРОВ
Для проверки тахометров необходимо иметь устройство, с по-
мощью которого можно получать различные значения угловой
скорости на валу тахометра, а также образцовую аппаратуру
для измерения скорости.
Наиболее точную поверку тахометров выполняют на уста-
новке, работа которой основана на стробоскопическом методе
измерения.
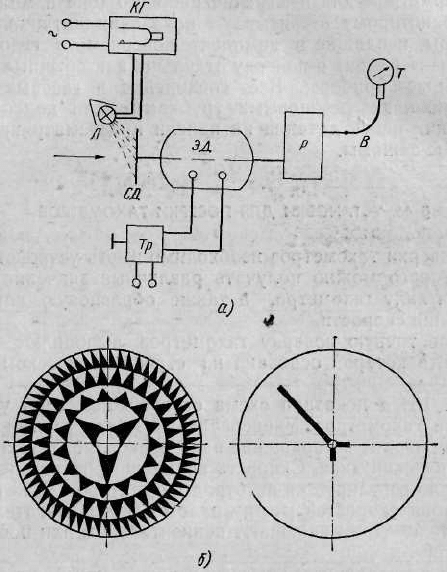
На рис. 184, α показана схема стробоскопической установки
для поверки тахометров. Универсальный коллекторный электро-
двигатель приводит во вращение вал поверяемого тахометра и
стробоскопический диск. Скорость вращения ротора электродви-
гателя плавно регулируется автотрансформатором. Для расшире-
ния диапазона скоростей между валом электродвигателя и по-
веряемым тахометром включают понизительный или повыситель-
ный редуктор.
С валом электродвигателя связан контрольный стробоскопи-
ческий диск (рис. 184,6), освещаемый специальной газоразряд-
ной лампой. Для питания лампы электрическими импульсами
служит камертонный или пьезокварцевый генератор, выполняю-
щий роль образцовой меры частоты с погрешностью, не превы-
шающей 0,05—0,01%.
При использовании камертонного генератора с одной фик-
сированной частотой 50 гц лампа, освещающая диск, делает
50 вспышек в секунду.
Кольцевые фигуры на контрольном диске выполнены так,
чтобы при определенных значениях скорости вращения и при
освещении прерывистым светом казалась бы неподвижной толь-
ко одна из фигур. Каждому виду фигур, кажущихся неподвиж-
ными, соответствует определенное значение скорости вращения:
вала поверяемого тахометра. С этой скоростью сравнивают пока-
зания поверяемого тахометра, т. е. производят его поверку.
241
Поскольку образцовым прибором в стробоскопической уста-
новке является камертонный генератор, погрешность измерения
определяется его точностью и возможностями оператора, который
должен поддерживать скорость вращения и оценивать степень
Рис. 184. Стробоскопическая установка:
а — схема, б — стробоскопические диски; ЭД — электродви-
гатель, Тр — автотрансформатор, СД — стробоскопический
диск, Л — газоразрядная лампа, КГ — камертонный генера-
тор, Ρ — редуктор, Т — поверяемый тахометр, В — гибкий вал
неподвижности стробоскопической фигуры на контрольном
диске.
Вместо кольцевых стробоскопических фигур на диске может
быть изображен один радиальный луч (см. рис. 184, б). При опре-
деленных значениях скоростей на диске с одним лучом можно
получить кажущуюся неподвижную фигуру, состоящую из раз-
личного числа лучей, симметрично расходящихся из центра дис-
ка. Плавно изменяя скорость вращения диска, оператор легко
может получать неподвижные фигуры, состоящие из 1, 2, 3, 4, 5
и 6 лучей. Фигуры с большим количеством кажущихся лучей труд-
242
ны для наблюдения. Применяя редуктор с переменным переда-
точным соотношением между валом двигателя и поверяемым
тахометром, можно значительно увеличить количество конт-
рольных значений скорости, получаемой на стробоскопической
установке.
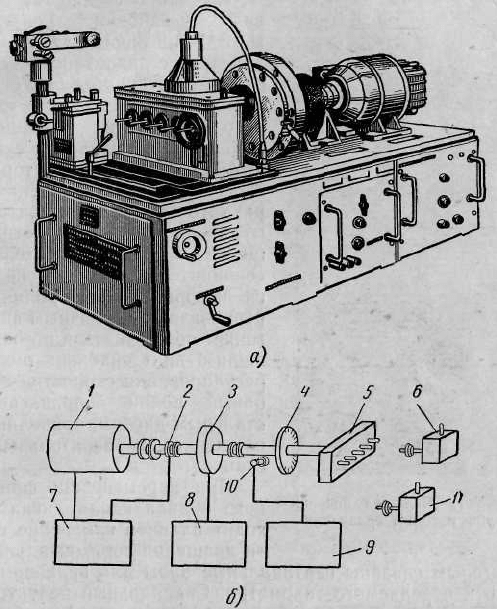
На рис. 185 даны общий вид и схема образцовой тахометри-
ческой установки ОТХ2-60 со стробоскопом и кварцевым генера-
Рис. 185. Образцовая тахометрическая установка:
а — общий вид, б — схема; 1 — электродвигатель, 2 — магнитная
муфта, 3 — стабилизатор скорости, 4 — стробоскопический диск,
5 — редуктор, 6 — редуктор с вертикальным шпинделем, 7 — ре-
гулятор скорости, 8 — делитель частоты, 9 — генератор, 10— им-
пульсная лампа, 11 — высокоскоростной редуктор
тором. Эта установка позволяет создавать ряд значений скоро-
сти вращения в пределах от 5 до 150 000 об/мин с погрешностью,
не превышающей 0,01 %.
В комплект установки входят два редуктора для изменения
направления выходной оси с горизонтального на вертикальное
и для расширения диапазона скоростей. Общий диапазон скоро-
243
стей состоит из 12 поддиапазонов. На низшем пределе от 5 до
75 об/мин воспроизводится ряд скоростей через 2,5 об/мин, а на
высшем от 75 000 до 150 000 об/мин — через 5000 об/мин.
Рабочие тахометры можно градуировать и поверять также
на тахометрическом станке методом сравнения с показаниями
контрольного тахометра, имеюще-
го более высокий класс точности.
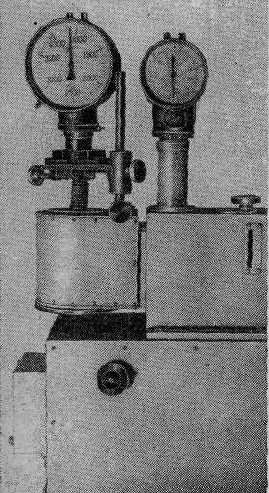
На рис. 186 изображен общий
вид установки конструкции
ЦЛЭМ Мосэнерго для поверки та-
хометров с диапазоном скоростей
от 30 до 12 000 об/мин. Установка
состоит из асинхронного трехфаз-
ного двигателя, фрикционного
механизма регулировки скорости,
пятиступенчатого редуктора, при-
способления для крепления пове-
ряемого тахометра и контрольно-
го двухшкального тахометра. Вра-
щение оси электродвигателя через
соединительную муфту передает-
ся на фрикционный ролик, кото-
рый связан с червячным винтом и
может перемещаться по оси. Чер-
вячный винт снабжен рукояткой
регулирования скорости. Фрикци-
онный ролик соприкасается со
стальным диском, приводящим во
вращение горизонтальный вал
станка.
При перемещении фрикцион-
ного ролика вдоль диска проис-
ходит плавное изменение скорос-
ти вращения горизонтального ва-
ла, с которым связаны вертикальные валы для вращения конт-
рольного и поверяемого тахометра. Специальный редуктор поз-
воляет устанавливать различные соотношения между скоростью
валов контрольного и поверяемого тихометров. Этим достигается
возможность поверки тахометров в большом диапазоне скоростей
при небольших пределах изменения скорости контрольного тахо-
метра (1000—4000 об(мин).
Поверяемый и контрольный тахометры подключаются через
цилиндрические пружины, компенсирующие возможное несовпа-
дение осей установки и тахометров. Редуктор· может поворачи-
ваться относительно горизонтальной оси, что дает возможность
поверять тахометры как вертикального, так и горизонтального
типов.
244
Рис. 186. Установка для поверки
тахометров методом сравнения
Тахометрические установки такой конструкции применяют в
ряде лабораторий КИП электростанций, они весьма удобны для
градуировки и поверки рабочих тахометров.
Перед поверкой тахометров на поверочных установках любо-
го вида выполняют расчет контрольных точек, соответственно
указанному на шкале тахометра коэффициенту. Коэффициент
тахометра показывает соотношение между действительной ско-
ростью вращения вала тахометра и значением скорости по
шкале:
где К — коэффициент тахометра;
N шк — показание по шкале;
n — действительная скорость вращения вала тахометра.
Рабочие центробежные тахометры, как правило, имеют раз-
личные коэффициенты, выражающиеся дробным числом в пре-
делах от 1,00 до 15,00. На поверочных установках проверяют дей-
ствительную скорость вращения вала тахометра, а скорость, ука-
занную на шкале, вычисляют по коэффициенту.
При поверке на стробоскопических установках контрольные
точки рассчитывают по тем значениям скоростей, которые дает
установка. Если поверку выполняют на тахометрическом станке
методом сравнения с контрольным тахометром, то рассчитывают
все оцифрованные точки шкалы. Так, например, поверяемый та-
хометр имеет шкалу от 2000 до 10 000 об/мин и коэффициент
К = 7,5. Деления шкалы оцифрованы через 1000 об/мин. Дейст-
вительная скорость вала на оцифрованных точках равна:
N шк— 2000 3000 4000 5000 6000 7000 8000 9000 10000
n — 267 400 533 666 799 946 1066 1200 1333
Согласно полученным значениям действительных скоростей
(267—1333 об/мин) выбирают диапазон скоростей тахометриче-
ской поверочной установки. Для стробоскопической установки
определяют значения скоростей, соответствующие неподвижным
фигурам или лучам, лежащие в пределах 267—1333 об/мин. До-
пустим, что фиксированные значения скорости установки равны
500, 600, 750 и 1000 об/мин, тогда, умножая эти значения на ко-
эффициент тахометра (7,5), получим соответствующие показания
шкалы:
n — 500 600 750 1000
N шк —3750 4560 5625 7500
По полученным четырем значениям и поверяют показания
тахометра.
245
Кот рольные вопросы
1. Каким основным условиям должна удовлетворять проверочная лабо-
ратория?
2. С помощью какого лабораторного оборудования можно получать раз-
личные значения температуры для поверки термометров и термопар?
3. Какие образцовые приборы используют при поверке термометров со-
противления, термопар и логометров?
4. На каком лабораторном оборудовании проверяют манометрические
приборы на малые и большие значения давления и разрежения?
5. Каким способом можно проверить датчик электрического газоанали-
затора?
6. Расскажите о методах поверки тахометров.
7. Что такое коэффициент тахометра и какое соотношение между действи-
тельной скоростью вращения вала тахометра и значением скорости по шкале?
ГЛАВА XII
ПОВЕРКА ПРИБОРОВ
§ 47. ОСНОВНЫЕ ПРАВИЛА ОБЯЗАТЕЛЬНОЙ ПОВЕРКИ МЕР И ИЗМЕРИТЕЛЬ-
НЫХ ПРИБОРОВ
В Советском Союзе установлен определенный порядок повер-
ки мер и измерительных приборов, обязательный для всех пред-
приятий, учреждений и организаций, изготовляющих, ремонти-
рующих и применяющих меры и измерительные приборы. Надзор
за правильностью применения и систематической поверкой
средств измерения возложен на органы Государственного коми-
тета стандартов, мер и измерительных приборов, а также на ор-
ганы ведомственного надзора (контрольно-поверочные пункты,
цехи контрольно-измерительных приборов — КИП, электротехни-
ческие, энергетические и другие лаборатории).
Государственной поверке подлежат все основные образцовые
меры и приборы. Ведомственный надзор и поверка рабочих мер
и приборов осуществляются органами ведомственного надзора.
Предприятия, учреждения и организации, которые изготов-
ляют, ремонтируют и поверяют измерительные приборы, подле-
жат обязательной регистрации. Регистрация производится с
целью проверки наличия условий, обеспечивающих надлежащее
качество ремонта, поверки и технического надзора за примене-
нием приборов. Право на проведение ремонтов и поверок прибо-
ров представляется только тем лабораториям, цехам и повероч-
ным пунктам, которые имеют все необходимые образцовые меры
и приборы с соответствующей технической документацией, испы-
тательные установки и оборудование для поверки приборов, а
также квалифицированные кадры.
Предприятия, не получившие регистрационного удостовере-
ния, обязаны передавать приборы на поверку базовым лабора-
ториям, зарегистрированным в Комитете стандартов или непо-
средственно организациям Комитета стандартов.
В функции надзора входит учет, аттестация и паспортизация
мер и измерительных приборов, наблюдение за правильностью
их эксплуатации, изъятие из употребления неисправных прибо-
ров, соблюдение сроков обязательной государственной и перио-
дической поверки мер и приборов.
В органах ведомственного надзора предприятий поверяют все
контрольно-измерительные приборы, используемые для контроля
247
различных производственных процессов. В зависимости от мест-
ных условий заводские лаборатории и цехи КИП разрабатывают
графики и сроки периодических поверок рабочих приборов, а так-
же составляют типовые поверочные схемы, исходя из наличного
парка образцовых приборов и оборудования. Поверочная схема
определяет наиболее правильную передачу значения единицы из-
мерения от эталона через образцовые приборы к рабочим мерам
и приборам. При составлении поверочных схем используют ре-
комендации, содержащиеся в официальных материалах, издавае-
мых Комитетом стандартов, мер и измерительных приборов.
Все основные (исходные) образцовые приборы, применяемые
для градуировки и поверки рабочих мер и приборов, проверяют
в организациях Государственного комитета стандартов, мер и
измерительных приборов не реже чем один раз в два года. Кроме
того, часть рабочих приборов, которые применяют для измерения
количества энергии и вещества (электрические счетчики, весы и
гири, меры объема жидких продуктов и т. п.), также должны
проходить обязательную государственную проверку.
§ 48. ПОВЕРКА КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
НА МЕСТЕ УСТАНОВКИ
Поверка приборов на месте установки имеет целью исключить
использование приборов с погрешностью, превышающей допус-
тимую, и выявить неисправные приборы. Сроки и объем поверок
приборов устанавливают в зависимости от ответственности дан-
ного измерения, от условий, в которых работает прибор, и от на-
дежности конструкции самого прибора. Наиболее ответственные
приборы поверяют на месте установки один раз в смену или в
сутки, все другие приборы — от одного раза в неделю до одного
раза в три месяца. Все рабочие приборы следует периодически
проверять в лаборатории не реже чем один раз в два года.
В большинстве случаев содержание поверки на месте уста-
новки сводится к определению погрешности показаний прибора
на рабочей точке шкалы и правильности возврата стрелки к ну
левой отметке. Для поверки нулевой точки прибор отключается
от измеряемой величины и, если стрелка возвращается к нулевой
отметке шкалы, это свидетельствует об исправности его измери-
тельного механизма. При поверке рабочей точки к измеряемой
величине параллельно подключают соответствующие образцовые
меры и приборы. Путем сравнения показаний оценивают правиль-
ность работы поверяемого прибора.
От подсоединения образцового прибора, служащего в каче-
стве дополнительной нагрузки, может несколько измениться зна-
чение измеряемой величины, однако это не влияет на результа-
ты, так как поверка заключается в сравнении показаний поверяе-
248
мого и образцового приборов независимо от абсолютного значе-
ния измеряемой величины.
Работы по поверке электроизмерительных приборов, установ-
ленных в цепях вторичной коммутации на щитах управления, ча-
сто проводят без отключения напряжения, поэтому следует осо-
бое внимание обращать на соблюдение правил техники безопас-
ности. Необходимо заранее приготовить необходимые
инструменты, провода, зажимы и лабораторные приборы. Схема
соединений должна быть тщательно осмотрена во избежание
ошибок при подсоединении приборов к сборке зажимов.
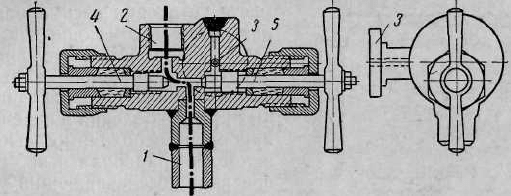
Рис. 187. Вентиль к манометру:
1 — подводящая трубка, 2 — штуцер для рабочего манометра, 3 — шту-
цер для контрольного манометра, 4 — вентиль запорный, 5 — вентиль
продувочный
Поверку температурных приборов выполняют при помощи
образцовых ртутных термометров или платинородий-платиновой
термопары с переносным потенциометром. Контрольный прибор
помещают в точке замера температуры в непосредственной бли-
зости от чувствительного элемента поверяемого прибора.
Термометры сопротивления и рабочие термопары чаще про-
веряют отдельно от вторичных приборов. Значение сопротивле-
ния термометра измеряют переносным мостом на соответствие
градуировке в рабочей точке.
Логометры, работающие в комплекте с термометрами сопро-
тивления, поверяют путем включения магазина сопротивлений
вместо термометра. Контрольный магазин сопротивления при-
соединяют к зажимам прибора и на нем набирают значения со-
противлений, соответствующие контрольным точкам на шкале с
прибавлением величины сопротивления линии связи.
Пружинные манометры поверяют контрольным манометром,
который подсоединяют параллельно с поверяемым через специ-
альный вентиль (рис. 187).
Тягомеры и напоромеры при поверке отсоединяют от импульс-
ной линии и к ним подсоединяют U-образный дифманометр. Дав-
ление и разрежение создаются переносным воздушным насосом.
Вторичные приборы дроссельных расходомеров поверяют
249
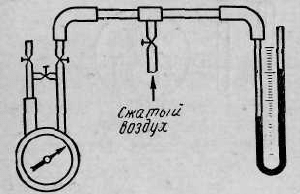
контрольным двухтрубным дифманометром (рис. 188). Значения
перепада давления создают сжатым воздухом.
Электрические газоанализаторы поверяют ручным химиче-
ским газоанализатором. Обычно проводят ряд замеров на ото-
бранных пробах анализируемого газа, определяют средний ре-
зультат и сравнивают его с показанием электрического газоана-
лизатора за тот же период времени.
Стационарные центробежные тахометры поверяют на месте
установки контрольным тахометром, который вручную прижи-
мают к открытому торцу вращающегося вала.
Способы поверки приборов на
месте установки весьма разнооб-
разны. В каждом конкретном слу-
чае в зависимости от условий экс-
плуатации прибора, квалифика-
ции персонала, наличия специаль-
ных приспособлений и переносных
приборов необходимо выбирать
наиболее рациональный способ
поверки, обеспечивающий мини-
мальные перерывы в работе при-
боров и достаточную достовер-
ность результатов измерений.
Выявленные неисправные при-
боры или приборы с погрешностью, превышающей допустимую,
должны быть изъяты из эксплуатации. Ремонт и поверка таких
приборов должна быть произведена в условиях специализирован-
ной лаборатории.
Рис. 188. Схема поверки дифмано-
метров
§ 49. ГРАДУИРОВКА И ПОВЕРКА ПРИБОРОВ В ЛАБОРАТОРИИ
Градуировкой называют процесс, при котором делениям шка-
лы приборов придаются значения, выраженные в установленных
единицах измерения. Градуировке подвергают все вновь изго-
товляемые меры и приборы, снабженные шкалами. Необходи-
мость в градуировке обычно возникает также после ремонта
приборов, так как в результате разборки и частичного изменения
деталей измерительного механизма может нарушиться его харак-
теристика. В этом случае наносят новую шкалу. После текущего
ремонта, не связанного с разборкой измерительного механизма и
при отсутствии каких-либо дефектов на шкале, градуировка
обычно не требуется.
Приступая к градуировке прибора, в первую очередь опреде-
ляют расположение крайних отметок шкалы. Если сохранилась
первоначальная шкала, то следует воспользоваться ее размет-
кой. Если же прибор градуируют заново, то сначала определяют
и регулируют пределы шкалы. Нулевую и максимальную отмет-
250