Сухарев Н.О. Производственный и операционный менеджмент. Конспект лекций
Подождите немного. Документ загружается.

111
становится более предпочтительным, чем планирование потребности
материалов, деталей и узлов.
10.6. ПЛАНИРОВАНИЕ РАСПРЕДЕЛЕНИЯ РЕСУРСОВ (DRP)
Планирование распределения ресурсов (DRP) — это календарный план
пополнения запасов на всех уровнях распределительной сети. Его процедура и
логика аналогична МRР.
DRP решает следующие вопросы:
6) общие потребности, которые равны объемам спроса или
прогнозам продаж;
7)
минимальные уровни запасов, необходимые для удовлетворения
покупательского сервисного спроса;
8) точное время выполнения, или продолжительность выполнения;
9) определение структуры распределения.
Структура DRP. При использовании DRP исходят из того, что общие
потребности определяются на основе предполагаемого спроса. Чистые
потребности определяются путем выявления имеющихся запасов и
уменьшения в результате этого величины общих потребностей.
Процедура
DRP начинается с прогноза на уровне розничных торговцев (или с более
удаленной точки распределительной сети, с которой начинается снабжение).
Все остальные уровни рассчитываются при помощи компьютера.
Компьютерные расчеты чистых потребностей всегда начинаются с самых
верхних уровней и идут вниз, в направлении самых низких уровней. Как и в
случае с МR
Р запасы просматриваются с целью оценки их наличия для
удовлетворения спроса. При этом условии запас будет пополняться тогда,
когда в этом есть необходимость.
Распределение. Традиционная сеть DRР известна как вытягивающая
система, управляемая сверху или на уровне розничной торговли, подающая
заявки на пополнение запаса. Размещение осуществляется верхним уровнем
управления исходя из
имеющихся запасов, и после проведения необходимых
мероприятий, приводящих к повышению экономичности погрузки. Эти
мероприятия могут включать изменения транспортируемых количеств,
загружаемых в грузовой автотранспорт или тару. Вытягивающая система имеет
три ощутимых проблемы. Во-первых, вытягивание часто искажает
последовательность уровней в сети. Во-вторых, каждое отдельное размещение
осуществляется независимо от требований, определяющих другие
размещения.
В-третьих, осуществляемые размещения игнорируют статус размещения
снабжающего запасами, т. е. поставщика.
Альтернативной системой является выталкивающая система. В
выталкивающей системе заявки поступают от мест, располагающихся в
верхней части потока, но прежде они оцениваются поставщиками. Оценка
включает рассмотрение не только потребности каждого отдельного места,
делающего заявку, но и всей системы
потребностей, а также величины запаса
на складе поставщика. Такая система проектируется на базе объединения
информации, как от потребляющего места, так и от снабжающего.
112
Теоретически объединение позволяет улучшить распределение хранилищ,
потому что политика размещения может базироваться на обеих возможностях
и системе спроса.
ОБОБЩЕНИЕ
Планирование потребности материалов (МRР) представляет процедуру,
объединяющую составление производственного рас писания и определение
уровня запасов, когда спрос зависим. В работающей системе МRР менеджмент
должен располагать точной производственной потребностью всех
компонентов
, точным учетом состояния запасов и необходимых покупок и
точным временем обработки партий деталей и элементов. Планирование
распределения ресурсов (DRP) представляет метод размещения системы
складирования во времени, базирующийся на процедурах и логике MRP.
Производство, главным образом, должно быть представлено движением
«партия за партией» в рамках системы MRP и пополнением запасов в
системе
DRP. Оно должно обеспечивать движение материального потока малыми
партиями с необходимой частотой, подчиняясь ограничениям, определяемым
величиной и временем заказов и транспортными затратами.
Обе системы, МRР и DRP, при правильном использовании могут
представлять эффективный путь, ведущий к снижению запасов и одновременно
повышающий степень удовлетворения покупательских запросов.
113
Глава 11. ТАКТИКА КРАТКОСРОЧНОГО
ПЛАНИРОВАНИЯ
Тактика краткосрочного планирования сводится к составлению расписаний
оперативно-календарного плана – ОКП. Эти планы определяют время
выполнения операций и охватывают периоды от одного до десяти рабочих
дней, но чаще всего они являются суточными. На стадии текущего
планирования сначала рассматривается план в укрупненных единицах, затем
производственный график, который как бы расщепляет текущий план
и
разрабатывает общее расписание выхода готовых изделий. Общее расписание
(ОКП) определяет загрузку оборудования и последовательность выполнения
отдельных операций технологического цикла; время выполнения; расстановку
людей с учетом имеющихся производственных мощностей, материальных
ресурсов и персонала.
Целями краткосрочного планирования являются:
1. Минимизация времени ожидания покупателя.
2. Минимизация времени производственного процесса.
3. Поддержание низких
уровней запасов.
4. Эффективное использование оборудования и персонала.
Рассмотрим составление расписаний в единичном и серийном
производстве, повторяющемся производстве.
11.1. СОСТАВЛЕНИЕ РАСПИСАНИЙ И КОНТРОЛЬ ДЛЯ ЦЕХОВ
ЕДИНИЧНОГО ПРОИЗВОДСТВА
Цех в единичном и мелкосерийном производстве – это производственная
система в которой продукция делается по заказу. Цех отличается от других
производственных систем используемыми материалами, порядком
,
потребностями и временем протекания процессов.
Краткосрочное планирование в единичном и серийном повторяющемся
производстве. Менеджер единичного производства старается управлять
производством так, чтобы своевременно удовлетворять требования нескольких
заказчиков меняющимися продуктами производства при этом получить
планируемый экономический эффект.
Чтобы это осуществить, менеджер должен иметь в своем распоряжении
системы планирования и контроля, которые должны
содержать:
– список поступающих заказов без нарушения ограничений мощности
индивидуальных рабочих центров;
– сведения о наличии инструментов и материалов;
– даты и время выполнения для каждой работы;
– методы контроля выполнения работ, движущихся через производство;
– возможность обеспечения обратной связью сведений об использовании
оборудования и производственных процессов;
– эффективное проведение
статистического анализа и анализа времени
операторов для распределения трудовых ресурсов и увольнения.
114
Независимо от того, является ли система управления единичным
производством ручной или автоматической, она должна соответствовать
производству и обеспечивать необходимую точность. Это значит, что
требуется наличие информационной базы, включающей файлы как для целей
планирования, так и контроля.
Файлы планирования состоят из:
– номенклатуры изделий с информацией о комплектующих,
производящихся на фирме или
закупаемых деталях и узлах;
– разработки маршрутов прохождения каждого компонента через
производство (цех, участок) — файлы расцеховки;
– сведений о рабочем центре (мощности, производительности).
Файлы контроля отражают реальное состояние в выполнении плана
изготовления каждого заказа.
Целью составления оперативно-календарных планов (ОКП) является такая
оптимизация использования ресурсов при которых должны быть достигнуты
цели производства. Как правило, назначаются даты выполнения для ведущих
работ (деталей).
Назначение даты выполнения работы не дает уверенности в том, что работа
будет выполнена в соответствии с планом. Поломка станков, невыходы на
работу, проблемы качества, дефициты и другие факторы осложняют условия
производства. Поэтому требуется набор правил для того, чтобы определить
последовательность
действий людей при возникновении тех или иных
проблем. Когда люди верят в эти правила и используют их, составление
графиков становятся надежным формальным средством их взаимодействия.
Используется много методов составления ОКП в зависимости от объема
заказов, организации и сложности работ, от системы контроля над работами.
Методы составления ОКП делятся на две
категории: встречное расписание;
расписание в обратном порядке (обратное расписание).
Встречное расписание предполагает, что поставка материалов и
выполнение операций начинается сразу же, как только возникают потребности
в них. Встречное расписание используется в компаниях, изготавливающих
инструменты для машиностроительных предприятий, где работы выполняются
в соответствии с потребностями покупателей и доставка осуществляется так
быстро, как
это возможно. Логика опережающего — встречного — расписания
обычно является причиной образования излишних заделов.
Расписание в обратном порядке предполагает, что последняя операция
процесса изготовления расписывается первой. Затем остальные операции
сводятся во времени в обратном порядке. В результате этой процедуры
получают время начала процесса. Обратное расписание используется для
определения запуска работ по цехам
и времени выполнения ведущих операций.
11.2. ЗАГРУЗКА ЦЕХОВ (РАБОЧИХ ЦЕНТРОВ)
Под загрузкой понимают назначение работ, которые должны быть
выполнены на рабочих местах или рабочих центрах, обеспечивающих
выполнение конкретных процессов. Операционные менеджеры (мастера)
115
готовят рабочие места для выполнения работ, обеспечивая снижение затрат,
время простоев, время комплектации. Возможны две формы загрузки. Первая
ориентируется на мощность, т.е. на возможность загрузки рабочего места,
вторая предусматривает назначение специфических работ в соответствующие
центры.
Контроль «вход – выход». Многие фирмы испытывают трудности при
составлении ОКП, а именно в достижении
эффективного прохождения заказа
по рабочим местам из-за того, что перегружают производственный процесс.
Это происходит потому, что работники фирмы не знают действительных
возможностей рабочего места. Контроль «вход-выход» является методом
гибкого управления протеканием производственного процесса. Если работа
выполняется быстрее, чем было определено, значит, растут заделы, если работа
выполняется с меньшей скоростью
, может нарушиться график и сроки
выполнения заказа.
В первом случае, называемом перегрузкой, возникают проблемы
неэффективности и качества. При недогрузке оборудования происходит
недоиспользование мощности и потеря ресурсов — возможностей.
График Гантта является наглядным пособием, которое применяется при
загрузке или составлении оперативно-календарного плана работ для цеха или
рабочего места.
При использовании в
целях загрузки графики отражают рабочее время и
время простоев и помогают описать использование ресурсов, показывают
дополнить или вывести оборудование, применять или не применять
сверхурочное время.
Загрузочный график показывает рабочее время и время простоя станков,
агрегатов и др., что дает представление об относительной рабочей занятости —
загрузке системы, и на этой основе может
быть проведено перераспределение
работ из перегруженных рабочих центров в недогруженные.
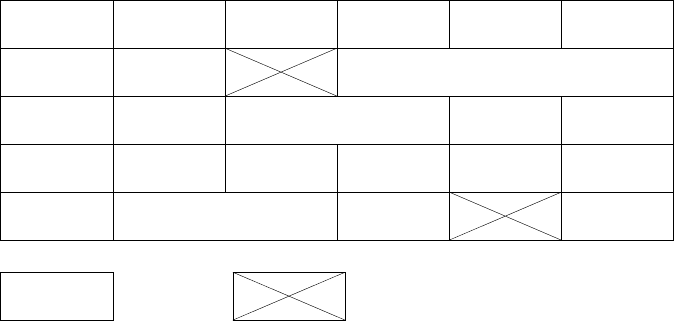
ПРИМЕР 1.
Производитель стиральных машин взял специальные заказы на индустриальные
машины. Производство каждой машины требует решения различных задач и различного
времени исполнения. Рис. 11.1 показывает загрузочный график на неделю начиная с 8
марта.
В четырех центрах выполняются работы в течение недели. Из графика видно, что
центры по металлообработке и покраске загружены полностью на протяжении всей
недели. Центры механики и электрики имеют простои, разбросанные по различным
дням недели. Обращаем внимание на то, что центр металлообработки выведен из
процесса во вторник, возможно, для профилактических работ.
Однако загрузочный график не учитывает поломку станка или человеческие
ошибки, которые требуют повторения работ.
График должен регулярно пересчитываться при появлении новых работ и
при пересмотре времени выполнения.
Временной график Гантта используется для управления работами в
процессе производства. Он указывает, какая работа опережает его или отстает.
116
Рабочий
центр
Понедельник Вторник Среда Четверг Пятница
Металло-
обработка
Работа 349 Работа 350
Механика Работа 349 Работа 408
Электрика Работа 408 Работа 349
Покраска Работа 295 Работа 408 Работа 349
Обработка
Центр выведен из графика например
по причине: профилактики, ремонта,
дифицита
Рис.11.1. Загрузочный график на неделю
В примере 2 рассматривается временной график для трех работ,
размещаемых по ходу их выполнения на вертикальной оси и время их
выполнения на горизонтальной оси.
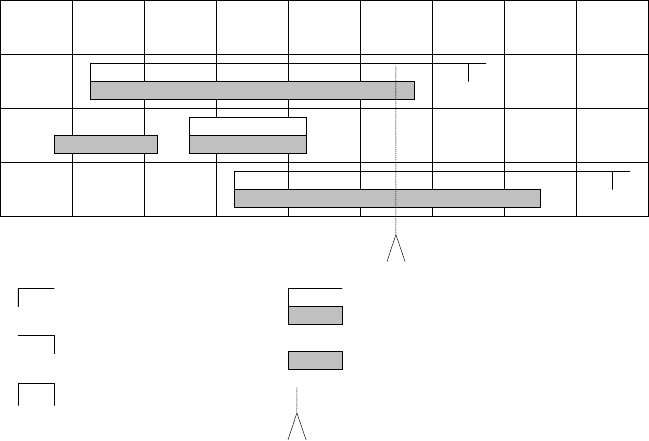
ПРИМЕР 2
Корпорация использует график Гантта, представленный на рис. 11.2, чтобы
проследить расписание выполнения трех заказанных работ: А, В и С. Каждая пара
скобок на временной оси обозначает оценку начала и окончания работы, заключенной
внутри них. Сплошная полоса отражает действительное положение или прогресс в
выполнении работы. Работа А, например, около половины дня отстает
от расписания
пятого дня выполнения работы. Работа В завершена после дневной профилактики,
которая была произведена до начала работы. Работа С опережает расписание.
Метод назначений. При этом методе рассматриваются задачи назначения
работ по станкам, людей по работам и т. д.
Наиболее часто целью метода является достижение минимума суммарных
денежных затрат или времени, необходимых для практической реализации
возникающих задач. Одной из важных характеристик проблемы назначения
является то, что назначению подлежит только одна работа или
рабочий на один
станок или работу.
Каждая задача назначения может быть представлена таблицей. Числа в
таблице будут денежными или временными затратами, соответствующими
каждому конкретному назначению.
Если в цехе имеются три свободные станка (А, В, С) и три новых работы, то
эту ситуацию можно представить таблицей, в которой отражены денежные или
временные затраты. Денежные записи представляют собой затраты при
назначении соответствующей работы на определенный станок.
Метод назначений включает операции сложения и вычитания
соответствующих чисел таблицы для того, чтобы найти самые низкие затраты,
соответствующие условиям отдельного назначения. Он состоит из четырех
шагов.
117
Работа
А
Б
В
Дни 1 Дни 2 Дни 3 Дни 4 Дни 5 Дни 6 Дни 7 Дни 8
Начало действия
Окончание действия
Предусмотренное время
действий
Действительное
выполнение работы
Непроизводственное
время
Текущее время
Рис. 11.2. Временной график Гантта для работы А, В, С.
1. Вычесть наименьшее число в каждой строке из каждого числа строки и
затем вычесть наименьшее число в каждой колонке из всех чисел этой колонки.
Этот шаг имеет целью понизить величины чисел в таблице до появления в
ней серии нулей. Хотя числа
и изменились в результате снижения их значений,
результат будет эквивалентным первоначальному, и результат оптимального
решения будет тем же, что и для исходной задачи.
2. Используя минимальное число вертикальных и горизонтальных линий,
необходимо зачеркнуть все нули в таблице. Если число линий равно числу
строк, либо числу столбцов в таблице, тогда мы можем
сделать оптимальное
назначение (см. шаг 4) Если число линий меньше числа строк или столбцов, мы
переходим к шагу 3.
3. Вычтем минимальное не перечеркнутое число из всех других не
перечеркнутых чисел. Добавим это же самое число ко всем числам, лежащим
на пересечении любых двух линий. Вернемся к шагу 2 и продолжим процедуру
до
получения оптимального назначения.
4. Оптимальные назначения всегда будут и на местах размещения нулей в
таблице. Направленный путь оценки назначений состоит в начальном отборе
строки или колонки, которая содержит только один ноль. Мы можем сделать
назначение в этот квадрат и затем прочеркнуть линиями эту строку и столбец.
Осуществим это назначение и продолжим
эту процедуру, пока не назначим
каждого человека или машину в соответствии с задачей.
118
11.3. УСТАНОВЛЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ РАБОТ
Методы выбора последовательности выполнения работ определяют
последовательности, в которых должны быть выполнены работы на каждом
рабочем месте.
Построение последовательности осуществляется с использованием правила
приоритетов. Разработано большое число таких правил, которые применяются
в сложных по маршрутам движения потока дискретных производственных
процессах, где обработка ведется партиями различной величины, а
производство ориентировано на независимый спрос. Правила приоритетов
помогают минимизировать среднее время протекания процессов, изготовления
и пролеживания (ожидания), а так же максимизировать выход.
Наиболее популярными правилами приоритетов являются следующие:
– FCFC: "первым пришел — первым обслужен", первая работа,
прибывающая на рабочее место, выполняется первой;
– EDD: ранняя по дате исполнения, работа
с ранней датой завершения
выполняется первой;
– SPT: кратчайшее время исполнения. Кратчайшая по времени работа
выполняется первой.
– LTP: наиболее продолжительные время выполнения. Наиболее
продолжительные и большие работы выполняются первыми.
Как показывает опыт, ни одно из этих правил не имеет превосходства по
всем показателям.
1. Наикратчайшее время процесса является наилучшим методом
при
минимизации потока работ и минимизирует среднее число работ в системе. Его
главный недостаток состоит в том, что долго длящиеся работы будут
постоянно отодвигаться назад, подчиняясь приоритету краткосрочности работ.
Потребители могу относиться к этому негативно, и поэтому возникает
необходимость вести дополнительное регулирование прохождения долго
длящихся работ в рабочем центре.
2.
«Первый пришел — первый обслужен» не дает выигрыша по
большинству критериев. Однако он имеет преимущество справедливости для
потребителя, что очень важно в обслуживающих системах.
3. Метод критического отношения (рассматривается ниже) дает хорошие
результаты по критерию среднего времени запаздывания работ.
Критическое отношение. Критическое отношение (КО) является
отношением оставшегося до выполнения работы
(по плану) срока, к
остающемуся времени на исполнение работы. Критическое отношение в
отличие от правил приоритетов может быть получено на любую дату, оно дает
приоритет тем работам, которые должны быть выполнены, чтобы не нарушать
график отгрузки. Работа с низким критическим отношением (меньше 1,0)
является работой, выпадающей из графика работ (отстающей), с
КО равным 1,0
— находится в границах графика, с КО больше 1,0 означает, что работа
опережает график и время ее выполнения не напряженно.
119
Правило критического отношения может оказать помощь при составлении
производственных графиков (расписаний) :
– при определении статуса специфических работ (термообработка);
– при определении относительных приоритетов среди работ на общей
базе (маршруте);
– при установлении связи между величиной запаса на складе и порядком
выполнения работ, находящихся в рабочем процессе на общей базе;
–
при регулировании приоритетов (и пересмотре графиков), как при
изменении, так и при возникновении прогресса в выполнении работ;
– при динамическом размещении работы и прослеживании пути ее
выполнения.
Правило Джонсона представляет собой график-расписание N работ на два
станка. В случае, когда N работ (двух или более) должны быть выполнено на
двух
станках или рабочих центрах, задача усложняется. Это называется
проблемой N/2.
Правило Джонсона может быть использовано для минимизации общего
времени процесса обработки путем поиска последовательности запуска группы
работ через две единицы оборудования. Оно также минимизирует общее время
простоев (рабочих центров, станков, оборудования и др.).
Расписание графика включает четыре шага.
1. Все
работы должны быть перечислены и определено время выполнения
работ.
2. Отбирается работа с наикратчайшим временем выполнения. Если
наикратчайшее время приходится на первую машину, работу расписывают
первой. Если наикратчайшее время приходится на вторую машину, она
записывается в график последней. При равенстве времени решение
принимается на основе арбитражного суждения.
3. Если работа расписана
, она исключается из рассмотрения.
4. Шаги 2 и 3 распространяются на оставшиеся работы при продвижении в
направлении середины формирующейся последовательности.
Расписание N работ на три станка (машины). Оптимальное размещение
N работ на три машины является чрезвычайно сложным, но если выполняется
одно из двух или оба условия, то решение возможно по правилу Джонсона.
1.
Наименьшая продолжительность, выполняемая на станке 1, равна
наибольшей продолжительности, выполняемой на станке 2.
2. Наименьшая продолжительность выполнения работы на станке 3 так
велика, как наиболее продолжительное выполнение работы на машине 2.
N работ на M машин. Когда несколько работ должны пройти через
процессы на нескольких машинах или иных средствах, требуя определенных
затрат времени для своего
выполнения, отыскание оптимальной
последовательности является сложной процедурой.
Применяются и другие исследования, использующие теорию очередей и
компьютерное моделирование, чтобы математически решить сложную
проблему последовательности.
120
Однако что делать менеджеру (мастеру) или распределителю работ,
которые сталкиваются со сложной проблемой нахождения оптимальных
последовательностей запуска, требующей решения каждый день?
Они должны пользоваться правилами критического отношения при
составлении последовательности обработки. Если обычные подходы не ведут к
оптимальным решениям, их использование на практике всегда желательно
потому, что любое упорядочение всегда сопровождается
положительным
эффектом.
11.4. ПОВТОРЯЮЩИЕСЯ ПРОЦЕССЫ
Выигрыш, обеспечиваемый процедурой планирования, отмеченный в
начале главы, также достигается и в повторяющемся производстве.
Повторяющиеся производства — это те, которые производят стандартные
продукты из модулей. Повторяющиеся производства удовлетворяют
покупательский спрос путем более низких инвестиций в запасы, уменьшением
размеров партий (или объемов) и интенсивного использования оборудования и
процессов
. Путь, помогающий в достижении этого выигрыша, ведет к
составлению графика движения уровня материального потока. Использование
в качестве критерия уровня материального потока означает, что ритм, высокое
качество, небольшие размеры партий определяют возможность организовать
производство «точно вовремя». (Производство «точно вовремя» и «КАНБАН»,
обеспечивающие работу на низком уровне складских запасов и низком уровне
незавершенного производства, представляют методики, которые обсуждалась в
главе 9).
Метод уровня материального потока дает при использовании следующие
преимущества:
1. представляет возможность иметь более низкие уровни запасов, что
освобождает капитал для использования по другим направлениям;
2. ускоряет продвижение продукта в процессе изготовления;
3. способствует улучшению качества компонентов и, как следствие,
улучшает качество продукта
;
4. снижает потребность в производственных площадях;
5. улучшает производственные отношения между работающими потому,
что они теснее объединены производственным процессом (в результате
способствует развитию коллективизма при выполнении работ);
6. протекание производственных процессов становится более сглаженным
потому, что нет больших объемов (партий) обработки и сборки, которые
«прячут» проблемы.
Известно, что повторяющееся производство
имеет дело с большими по
объему месячными партиями выпуска изделий. Используя составление
расписания движения уровня материального потока, менеджер мог бы
продвигаться вперед, разбивая месячный цикл изготовления на более короткие
плановые отрезки. Менеджер мог бы использовать при управлении
производством еженедельные, дневные или часовые циклы.