Белов С.В. (ред.) Безопасность жизнедеятельности
Подождите немного. Документ загружается.

Зеленый цвет покоя и свежести, устраняет спазмы кровеносных
сосудов и понижает кровяное давление, успокаивающе действует на
нервную систему, а в сочетании с желтым благотворно влияет на на-
строение.
Синий и голубой цвета свежи и прозрачны, кажутся легкими, воз-
душными, обладают противомикробным действием. Под их воздей-
ствием уменьшается физическое напряжение, они могут регулиро-
вать ритм дыхания, успокаивать пульс. Однако следует помнить, что
темно-синий цвет при длительном воздействии на человека может
вызвать усталость и депрессию.
Черный цвет — мрачный и тяжелый, резко снижает настроение.
Белый цвет — холодный, однообразный, способный вызвать апатию.
Разностороннее эмоциональное воздействие цвета на человека
позволяет широко использовать его в гигиенических целях. Поэтому
при оформлении интерьера производственного помещения цвет ис-
пользуют как композиционное средство, обеспечивающее гармони-
ческое единство помещения и технологического оборудования, как
фактор, создающий оптимальные условия зрительной работы и спо-
собствующий повышению работоспособности; как средство инфор-
мации, ориентации и сигнализации для обеспечения безопасности
труда.
Поддержание рациональной цветовой гаммы в производствен-
ных помещениях достигается правильным выбором осветительных
установок, обеспечивающих необходимый световой спектр. В про-
цессе эксплуатации осветительных установок необходимо преду-
сматривать регулярную очистку от загрязнений светильников и ос-
текленных проемов, своевременную замену отработавшей свой срок
службы лампы, контроль напряжений питания осветительной сети,
регулярную и рациональную окраску стен, потолка, оборудования.
Сроки очистки светильников и остекления зависят от степени за-
пыленности помещения: для помещений с незначительными выделе-
ниями пыли — 2 раза в год; со значительным выделением пыли —
4... 12 раз в год. Для удобства и безопасности очистки осветительных
установок применяют передвижные тележки, телескопические лест-
ницы, подвесные люльки. При высоте подвеса светильников до 5 м
допускается обслуживание их с приставных лестниц и стремянок.
Очищать светильники следует при отключенном питании.
Контрольные вопросы к главе 9
1. Каково основное назначение промышленной вентиляции?
2. В чем различие естественной и механической вентиляций?
3. В чем основное отличие аэрации от инфильтрации?
261
4. Какие виды механической вентиляции вы знаете? Назовите область при-
менения отдельных видов вентиляции.
5. В каких производственных помещениях следует устраивать приточную
(вытяжную) вентиляцию?
6. Как определить потребный воздухообмен при наличии в воздухе помеще-
ний «однонаправленных» или «разнонаправленных» вредных выделений?
7. Чем отличается промышленная вентиляция от системы кондиционирова-
ния воздуха?
8. Назовите качественные и количественные показатели освещения.
9. Каким параметром нормируется искусственное (естественное) освеще-
ние? От каких факторов зависит его численное значение?
10. Перечислите основные технические характеристики источников света.
11. Назовите основные технические характеристики электрических све-
тильников.
Глава 10
ЗАЩИТА АТМОСФЕРНОГО ВОЗДУХА, ГИДРОСФЕРЫ
И ЗЕМЕЛЬ. ОБЕСПЕЧЕНИЕ ЧИСТОТЫ ПИТЬЕВОЙ
ВОДЫ И ПИЩЕВЫХ ПРОДУКТОВ
10.1. ЗАЩИТА АТМОСФЕРНОГО ВОЗДУХА
10.1.1. Состав и расчет выбросов загрязняющих веществ
в атмосферу
Промышленные предприятия. Окружающий человека атмосфер-
ный воздух непрерывно подвергается загрязнению. Воздух производ-
ственных помещений загрязняется выбросами технологического
оборудования или при проведении технологических процессов без
локализации отходящих веществ. Удаляемый из помещения вентиля-
ционный воздух может стать причиной загрязнения атмосферного
воздуха промышленных площадок и населенных мест. Кроме того,
воздух промышленных площадок и населенных мест загрязняется
технологическими выбросами цехов, выбросами ТЭС, транспортных
средств и других источников.
Воздух жилых помещений загрязняется продуктами сгорания
природного газа и других топлив, испарениями растворителей, мою-
щих средств, древесно-стружечных конструкций и т. п., а также ток-
сичными веществами, поступающими в жилые помещения с приточ-
ным вентиляционным воздухом. В летний период года при средней
наружной температуре 20°С в жилые помещения проникает около
90 % примесей наружного воздуха, а в переходный период при темпе-
262
ратуре 2,5°С — 40 %. Номенклатура токсичных примесей в воздухе
производственных помещений и в технологических выбросах, про-
мышленного объекта определяется совокупностью технологических
процессов, видом используемого сырья и материалов, характеристи-
ками применяемых машин и оборудования.
Современное машиностроение развивается на базе крупных про-
изводственных объединений, включающих заготовительные и куз-
нечно-прессовые цехи, цехи термической и механической обработки
металлов, цехи покрытий и крупное литейное производство. В со-
став предприятий также входят испытательные станции, ТЭЦ и
вспомогательные подразделения. В процессе производства машин и
оборудования широко используют сварочные работы, механиче-
скую обработку металлов, переработку неметаллических материа-
лов, лакокрасочные операции и т. п. Ниже даны рекомендации по
расчету выбросов загрязняющих веществ основными цехами маши-
ностроительного производства. Источники и выбросы в атмосфер-
ный воздух предприятий других отраслей подробно рассмотрены в [9
и 10].
Масса выброса /-го загрязняющего вещества
т
!
= т
уд
Пк( 1 - л), (
10Л
)
где /я
уд/
— удельное выделение /-го загрязняющего вещества на еди-
ницу продукции; П — расчетная производительность технологиче-
ского процесса (агрегата и т. п.); к — поправочный коэффициент для
учета особенностей технологического процесса; г\ — эффективность
средств очистки выбросов в долях единицы; при отсутствии средств
очистки Г| = 0.
Наиболее крупными источниками пыле- и газовыделений в атмо-
сферу в литейных цехах являются: вагранки, электродуговые и индук-
ционные печи, участки складирования и переработки шихты и фор-
мовочных материалов; участки выбивки и очистки литья.
Удельные выделения загрязняющих веществ (кг/т) при плавке чу-
гуна в открытых чугунолитейных вагранках и в электродуговых печах
производительностью 7 т/ч приведены ниже:
Пыль Оксид уг- Углеводо- Оксиды Диоксид
лерода роды азота серы
Открытая вагранка 19 200 2,4 0,014 1,5
Электродуговая печь 8,1 1,5 — 0,29 —
Удельные выделения загрязняющих веществ (кг/т) при плавке
цветных металлов и сплавов составляют:
263

Пыль
Оксиды Диоксид
Оксид уг-
Прочие
азота серы лерода вещества
Индукционные печи
1,2
0,7
0,4
0,9
0,2
Электродуговые печи
1,8
1,2
0,8
1,1
0,3
Печи сопротивления
1,5
0,5 0,7
0,5 0,3
Газомазутные плавильные пе-
чи (плавка алюминия) .... 2,8 0,6 0,6 1,4 0,18
При работе плавильных агрегатов кроме организованных нужно
учитывать неорганизованные выделения, произошедшие вследствие
неплотностей технологического оборудования и при выполнении не-
которых операций (например, при выпуске расплавленного металла в
изложницы). Они составляют в среднем 40 % массы веществ, выде-
ляемых плавильными агрегатами, поэтому для учета количества не-
организованных выбросов в формуле (10.1) принимают к= 1,4.
При выпуске 1 т чугуна из вагранок в ковш в атмосферу цеха выде-
ляется 18...22 г графитовой пыли и 125... 130 г оксида углерода. При
разливе чугуна в формы в атмосферу цеха дополнительно выделяется
оксид углерода в количестве:
Масса отливок, т 0,1 0,2...0,3 0,5...1 1...2
Удельное выделение оксида углерода, кг/т. . 1,05 0,9 0,75 0,7
При литье под действием теплоты жидкого металла из формовоч-
ных смесей выделяются бензол, фенол, формальдегид и другие ток-
сичные вещества. Их количество зависит от состава формовочных
смесей, массы и способа получения отливки и других факторов. Вы-
деления газов при заливке форм металлом и их охлаждении можно
определить по данным [10].
От участков выбивки отливок на 1 м
2
площади решетки выделяет-
ся до 45...60 кг/ч пыли, 5...6 кг/ч оксида углерода, 3 кг/ч аммиака. Зна-
чительными выделениями пыли сопровождаются процессы очистки
и обрубки отливок в дробеметных и дробеструйных камерах, очист-
ных барабанах и на столах.
Много пыли и газов выделяют в атмосферу участки литейных це-
хов по приготовлению, переработке и использованию шихты и фор-
мовочных материалов. Интенсивность выделения вредных веществ
(приведено к формальдегиду) при изготовлении стержней из холод-
нотвердеющей смеси зависит от состава связующего вещества (газо-
выделение отнесено к 1 дм
2
площади поверхности стержня):
264

При заполнении ящи- При отверждении
ков смесью, мг/(кг • ч) смеси, мг/(дм
2
• ч)
фенолформальдегидные (ОФ-1) .... 9,2 1,46
Карбамидоформальдегидные (УКС) . . 215 37,8
Карбамидофурановые (БС-40) 41 5,7
На основе синтетических смол УГТС 61 10,3
В процессах нагрева и обработки металла в кузнечно-прессовых
цехах выделяются пыль, оксид углерода, диоксид серы и другие вред-
ные вещества.
Для определения массы выделений вредных веществ от пламен-
ных нагревательных печей целесообразно пользоваться удельными
показателями по выбросам, приведенными к единице массы (т) или
объема (м
3
) сжигаемого топлива (S — содержание серы в исходном
топливе, %; А
р
— зольность топлива, %)
Пыль Оксиды Диоксид Оксид уг- Углеводо-
азота серы лерода роды
Мазут, кг/т 1,2Л 12,4 \9S 4,8 • 10
_3
0,38
Природный газ, кг/тыс. м
3
2,4 • 10~
3
6,24 — Следы Следы
Общеобменная вентиляция кузнечно-прессового цеха выбрасы-
вает в атмосферу оксиды углерода и азота, диоксид серы. От пролетов
с молотами выбросы оксида углерода на 1 т мазута составляют 7 кг,
диоксида серы — 5,2; от пролетов с прессами и ковочными машина-
ми — 3 и 2,2 кг.
Вентиляционный воздух, выбрасываемый из термических цехов,
обычно загрязнен парами и продуктами горения масла, аммиаком,
циановодородом и другими веществами, поступающими в систему
местной вытяжной вентиляции от ванн и агрегатов для термической
обработки. Источниками загрязнений в термических цехах являются
нагревательные печи, работающие на жидком и газообразном топливе,
а также дробеструйные и дробеметные камеры. Концентрация пыли в
воздухе, удаляемом из дробеструйных и дробеметных камер, где металл
очищается после термической обработки, достигает 2...7 г/м
3
. При за-
калке и отпуске деталей в масляных ваннах в отводимом от ванн воз-
духе содержится до 1 % паров масла от массы металла. При цианиро-
вании выделяется до 6 г/ч циановодорода на один агрегат цианирова-
ния.
В воздухе, удаляемом из гальванических цехов, вредные вещества
находятся в виде тонкодиспресного тумана, паров и газов. Наиболее
265
интенсивно вредные вещества выделяются в процессах кислотного и
щелочного травления.
Масса вредных веществ, выделяющихся при травлении с поверх-
ности зеркала ванны (мг/мин), т = m
ya
S, где т
уд
— интенсивность
выделения вредных веществ с единицы площади зеркала ванны,
мг/(м
2
• мин); S— площадь зеркала ванны, м
2
.
Так, при травлении стали 20 в 15%-м растворе серной кислоты
при температуре 70°С выделяются пары и туман кислоты в количестве
до 200, а при травлении стали 10 в 20 %-м растворе соляной кисло-
ты — 26 000 мг/(м
2
• мин).
При нанесении гальванических покрытий (воронении, фосфати-
ровании, анодировании и т. д.) образуются различные вредные веще-
ства. Так, при фосфатировании изделий выделяется фтороводород,
концентрация которого в отводимом воздухе достигает 1,2... 15 г/м
3
.
Концентрации кислот, оксидов хрома, циановодорода и др. в удаляе-
мом от гальванических ванн воздухе колеблются в значительных пре-
делах, что требует специальной очистки воздуха перед выбросом в ат-
мосферу. При проведении подготовительных операций в гальваниче-
ских цехах (механической очистке и обезжиривании поверхностей)
выделяются пыль, пары бензина, керосина, трихлорэтилена, туманы
щелочей. Анализ дисперсного состава туманов показал, что размер
частиц находится в пределах 5...6 мкм при травлении, 8... 10 мкм при
хромировании и 5...8 мкм при цинковании.
Механическая обработка металлов на станках сопровождается вы-
делением пыли, туманов, масел и эмульсий, которые через вентиля-
ционную систему выбрасываются из помещений. Значительное вы-
деление пыли наблюдается при механической обработке древесины,
стеклопластика, графита и других неметаллических материалов. Так,
при обработке текстолита выделение пыли составляет (г/ч) на токар-
ных станках — 50...80; на фрезерных — 100... 120; на зубофрезер-
ных - 20...40.
При механической обработке полимерных материалов одновре-
менно с пылью могут выделяться пары различных химических ве-
ществ и соединений (фенола, формальдегида, стирола и др.), входя-
щих в состав обрабатываемых материалов.
На участках сварки и резки металлов состав и масса выделяющихся
вредных веществ зависит от вида и режимов технологического про-
цесса, свойств применяемых сварочных и свариваемых материалов.
Наибольшие выделения вредных веществ характерны для процесса
ручной дуговой сварки покрытыми электродами: при расходе 1 кг
электродов в процессе сварки стали образуется до 40 г пыли, 2 г фто-
роводорода, 1,5 г оксидов углерода и азота; при сварке чугунов — до
266

45 г пыли и 1,9 г фтороводорода. При полуавтоматической и автома-
тической сварке (в защитной среде и без нее) общая масса выделяе-
мых вредных веществ меньше в 1,5...2 раза, а при сварке под флю-
сом — в 4...6 раз.
Сварочная пыль на 99 % состоит из частиц размером 10~
3
...1 мкм,
около 1 % — 1...5 мкм, частицы размером более 5 мкм составляют
всего десятые доли процента. Химический состав выделяющихся при
сварке загрязнений зависит в основном от состава сварочных мате-
риалов (проволоки, покрытий, флюсов) и в меньшей степени от со-
става свариваемых металлов. В состав сварочного аэрозоля входят со-
единения хрома, марганца, фториды и др. Валовые выделения вред-
ных веществ при сварке находят в расчете на 1 кг расходуемых свароч-
ных материалов.
Газовая и плазменная резка металлов сопровождается выделени-
ем пыли и вредных газов. Пыль представляет собой конденсат окси-
дов металлов, размер частиц которого не превышает 2 мкм. Химиче-
ский состав пыли определяется главным образом маркой разрезаемо-
го материала. При резке обычно выделяются токсичные соединения
хрома и никеля, марганец, вредные газы — оксид углерода и оксиды
азота, а при плазменной резке образуется еще и озон.
Для приближенной оценки массы (г) токсичных веществ, входя-
щих в состав пыли и выделяющихся при резке 1 м металла при толщи-
не листа 8, мм, можно использовать следующие соотношения:
Оксиды алюминия при плазменной резке сплавов алюминия . 1,28
Оксиды титана при газовой резке титановых сплавов ... 35
Оксиды железа при газовой резке легированной стали. . . 0,255
Марганец* при газовой резке легированной стали 0,255 Мп/100
Оксиды хрома* при резке высоколегированной стали ... 0,0655 Сг/100
В вентиляционный воздух на участках пайки и лужения выделя-
ются токсичные газы (оксид углерода, фтороводород), аэрозоли (сви-
нец и его соединения) и т. п. Удельные выделения аэрозоля свинца
(размер частиц 0,7...7 мкм) при лужении и пайке оловянно-свинцо-
выми припоями ПОС-40 и ПОС-61 при пайке электропаяльниками
мощностью 20—60 Вт составляют 0,02—0,04 мг/100 паек; при луже-
нии погружением в припой (отнесено к поверхности ванны) —
300...500 мг/(м
2
• ч); при лужении и пайке волной (отнесено к поверх-
ности волны) — 3000...5000 мг/(м
2
• ч).
* Мп, Сг — содержание марганца и хрома в стали, %.
267
В окрасочных цехах токсичные вещества выделяются при обезжи-
ривании поверхностей органическими растворителями перед окра-
ской, подготовке лакокрасочных материалов, нанесении их на по-
верхность изделий и сушке покрытия. Воздух, удаляемый вентиляци-
онными отсосами от окрасочных камер, напольных решеток, су-
шильных установок и других устройств, всегда загрязнен парами
растворителей, а при окраске распылением, кроме того, окрасочным
аэрозолем. При окраске изделий порошковыми полимерными мате-
риалами в вентиляционном воздухе содержится пыль.
Концентрации вредных веществ в вентиляционных выбросах,
удаляемых от мест окраски, зависят от состава и расхода лакокрасоч-
ных материалов, способа их нанесения на окрашиваемую поверх-
ность, устройства вентиляции, окрасочного оборудования, метода
окрашивания. В вентиляционных выбросах окрасочных цехов могут
содержаться окрасочный аэрозоль (до 1 т/и
3
) и пары растворителей
(до 10 т/и
3
).
Масса паров растворителей, выбрасываемых в атмосферу от окра-
сочного и сушильного оборудования,
m = mikik
2
k
3
(l -г|
Р
),
где т
х
— расход лакокрасочных материалов, г/ч; к
х
— доля раствори-
телей в лакокрасочных материалах (при покрытии лаком в лакокра-
сочных машинах к
х
равен 0,6 и 0,8 соответственно для металлических
и деревянных изделий); к
2
— коэффициент, учитывающий количест-
во выделяющегося растворителя из лакокрасочного материала за вре-
мя окраски и сушки (для камер окраски распылением к
2
= 0,3, для су-
шильных установок 0,7); к
ъ
— коэффициент, учитывающий поступ-
ление паров растворителей в рабочую зону (обычно 2...3 %);
к
ъ
= 0,975; г|
р
— эффективность улавливания паров растворителей в
системе очистки вентиляционных выбросов (для гидрофильтров
0,3...0,35).
Масса выбросов аэрозоля от окрасочного оборудования с венти-
ляционным воздухом в атмосферу
т
а
= т
х
к
А
к
5
(\ - т|
а
),
где к
А
— доля лакокрасочных материалов, расходуемых на образова-
ние окрасочного аэрозоля; зависит от способа распыления краски;
к
5
— коэффициент, учитывающий поступление окрасочного аэрозо-
ля в рабочую зону; обычно к
5
= к
ъ
\ г\
а
— эффективность улавливания
окрасочного аэрозоля гидрофильтрами; обычно 0,92...0,98.
Значения к
х
и к
А
для различных способов окраски металлических
изделий приведены ниже:
268

Распыление:
безвоздушное. .
Электроосаждение
Окунание
Струйный облив.
пневматическое
0,4 0,3
0,22 0,25
0,1
0,35
0,25
Энергетические установки. Много загрязняющих веществ посту-
пает в атмосферный воздух от энергетических установок, работаю-
щих на углеводородном топливе (бензине, керосине, дизельном топ-
ливе, мазуте, угле и др.). Количество этих веществ определяется со-
ставом, массой сжигаемого топлива и организацией процесса сгора-
ния.
Основными источниками загрязнения атмосферы являются
транспортные средства с двигателями внутреннего сгорания (ДВС) и
тепловые электрические станции (ТЭС).
Основные вещества, выбрасываемые в атмосферу при сжигании
различных видов топлива в энергоустановках,— нетоксичные диок-
сид углерода и водяной пар. Однако, кроме них, в атмосферу выбра-
сываются и вредные вещества, такие как оксид углерода, оксиды
серы, азота, соединения свинца, сажа, углеводороды, в том числе
канцерогенный бенз(а)пирен, несгоревшие частицы твердого топли-
ва и т. п.
При сжигании твердого топлива в котлах ТЭС образуется большое
количество золы, диоксида серы, оксидов азота. Например, подмосков-
ные угли имеют в своем составе 2,5...6,0 % серы и 30...50 % золы. Мате-
риальный баланс современной угольной ТЭС показан на рис. 10.1.
Перевод котлов на жидкое топливо (мазут) существенно умень-
шает образование золы, но практически не снижает выбросы диокси-
да серы, так как мазуты, применяемые в качестве топлива, содержат
2 % и более серы. Дымовые газы, образующиеся при сжигании мазу-
та, содержат, кроме того, оксиды азота, газообразные и твердые про-
дукты неполного сгорания. Так же как и при сгорании твердого топ-
лива, отходящие газы содержат соединения тяжелых металлов. При
сжигании природного газа в дымовых выбросах содержатся оксиды
азота.
Исследования показывают, что вблизи электростанции, выбра-
сывающей в сутки 280...360 т диоксида серы, максимальные концен-
трации его с подветренной стороны на расстоянии 200...500,
500... 1000 и 1000...2000 м составляют соответственно 0,3...4,9; 0,7...5,5
и 0,22...2,8 мг/м
3
.
269
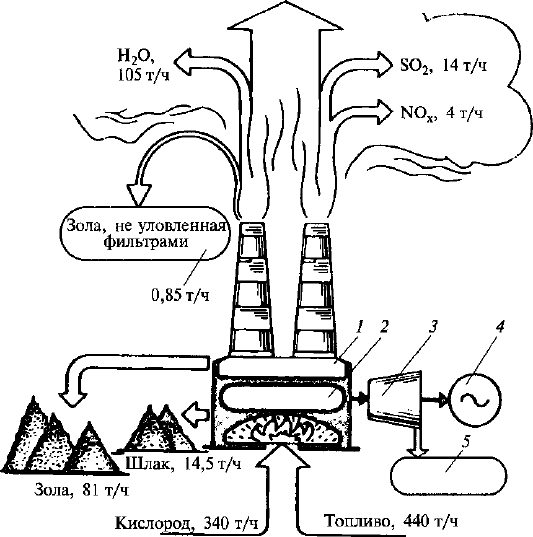
С0
2
, 560 т/ч
Рис. 10.1. Материальный баланс современной угольной ТЭС мощностью
1000 МВт с эффективностью очистки выбросов от твердых веществ 0,99:
1 — электрофильтр; 2 — парогенератор; 3 — турбина; 4 — генератор; 5 — конденсатор
Автомобильный транспорт также является источником загрязне-
ния атмосферы. Так как число автомобилей непрерывно возрастает,
особенно в крупных городах, то растет и валовой выброс вредных
продуктов в атмосферу. Автотранспорт относится к движущимся ис-
точникам загрязнения, широко встречающимся в жилых районах и
местах отдыха.
Токсичными выбросами ДВС являются отработавшие и картер-
ные газы, пары топлива из карбюратора и топливного бака. Основная
доля токсичных примесей поступает в атмосферу с отработавшими
газами ДВС. С картерными газами и парами топлива в атмосферу по-
ступает ~ 45 % углеводородов от их общего выброса.
270