Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

14 2. WOOD AND FIBER FUNDAMENTALS
The distinction between lignin and other
polyphenolic compounds is not always possible.
The bark of a few tree species is used as a source
of tannins due to the high extractives and poly-
phenolic compounds. Tannins are used commer-
cially for dyes, astringents, and leather tanning.
The fuel value of bark is about 18.6-25.6 MJ/kg
(8000-11000 Btu/lb) of oven-dry bark. The ash
content of softwood bark is about 0.5-4%, while
hardwood bark is about 1-6%. The ash is
primarily calcium (80-94% of the cations) and
potassium (2-7% of the cations) salts of oxalate,
silicates, and phosphates. The effect of moisture
content on the fiiel value is described on page 21.
Physically, bark usually has a basic specific
gravity between 0.40-0.65. There are a variety of
bark layers, but mature bark is loosely divided
into the inner bark (consisting of living phloem
tissue) and outer bark (consisting of dead
rhytidome tissue).
Wood
Technically, wood is xylem tissue, which
arises from the cambium (inner bark) of trees and
shrubs and consists of cellulose, hemicellulose,
lignin, and extractives, hence a lignocellulosic
material. Its function is support of the crown and
conduction of water and minerals from the roots to
OUTER
BARK
INNER
BARK
SAPWOOD /WOOD RAY
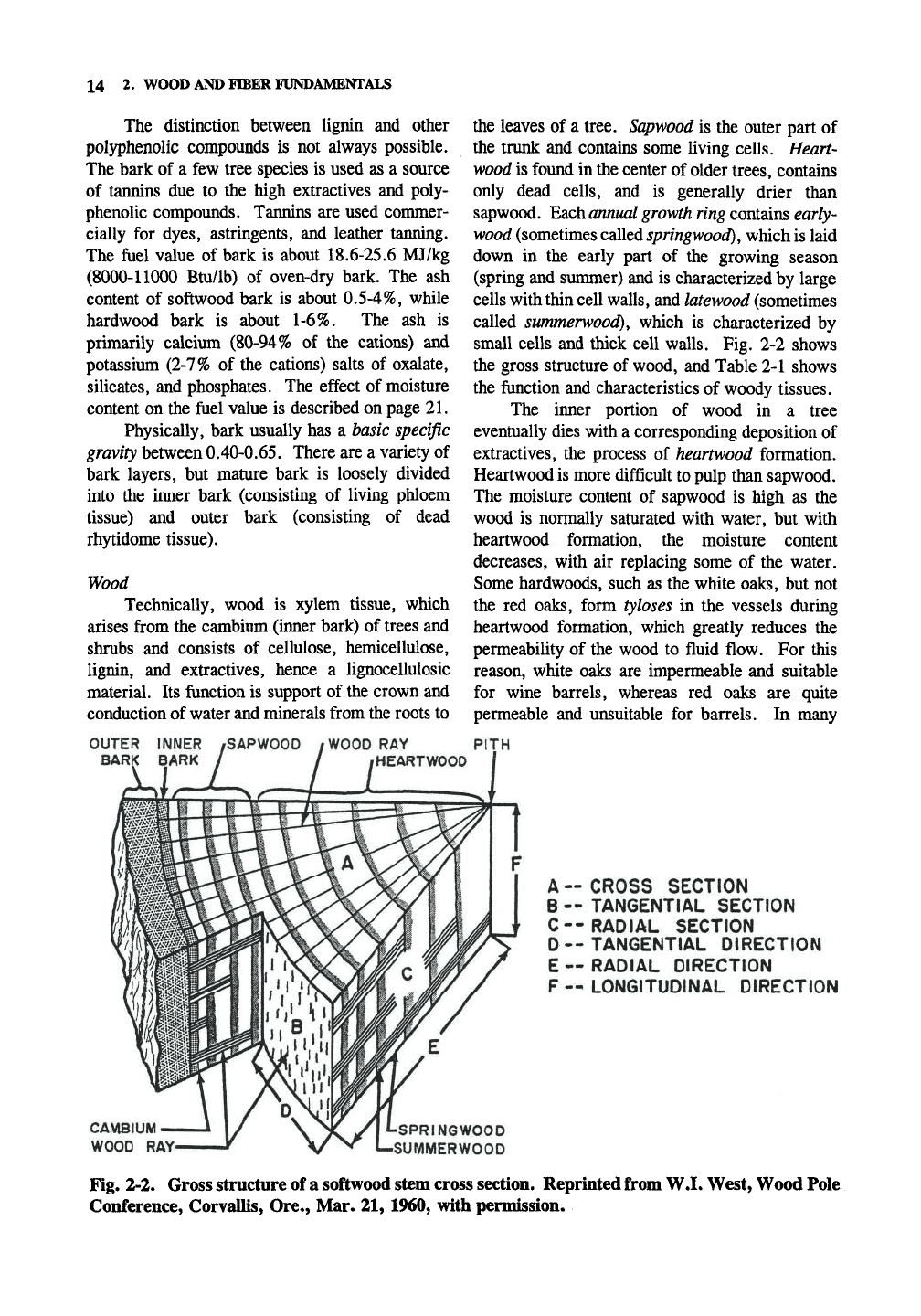
the leaves of a tree. Sapwood is the outer part of
the trunk and contains some living cells. Heart-
wood is found in the center of older trees, contains
only dead cells, and is generally drier than
sapwood. Each
annual
growth ring contains early-
wood (sometimes called
springwood),
which is laid
down in the early part of the growing season
(spring and summer) and is characterized by large
cells with thin cell walls, and latewood (sometimes
called summerwood), which is characterized by
small cells and thick cell walls. Fig. 2-2 shows
the gross structure of wood, and Table 2-1 shows
the function and characteristics of woody tissues.
The inner portion of wood in a tree
eventually dies with a corresponding deposition of
extractives, the process of heartwood formation.
Heartwood is more difficult to pulp than sapwood.
The moisture content of sapwood is high as the
wood is normally saturated with water, but with
heartwood formation, the moisture content
decreases, with air replacing some of the water.
Some hardwoods, such as the white oaks, but not
the red oaks, form tyloses in the vessels during
heartwood formation, which greatly reduces the
permeability of the wood to fluid flow. For this
reason, white oaks are impermeable and suitable
for wine barrels, whereas red oaks are quite
permeable and unsuitable for barrels. In many
PITH
A-CROSS SECTION
B" TANGENTIAL SECTION
C--RADIAL SECTION
D--TANGENTIAL DIRECTION
E~ RADIAL DIRECTION
F--LONGITUDINAL DIRECTION
CAMBIUM
WOOD RAY
SPRINGWOOD
SUMMERWOOD
Fig. 2-2. Gross structure of a softwood stem cross section. Reprinted from W.I. West, Wood Pole
Conference, Corvallis, Ore., Mar. 21,1960, with permission.

WOOD AND BARK 15
Table 2-1. The function and characteristics of various tree stem tissues.
1 Tissue
Outer bark
1 Phloem (inner bark)
Vascular cambium
Rays
1 Pith
Growth ring
-Earlywood
1 -Latewood
1 Sapwood
Heartwood
Juvenile wood
Function
Physical and biological protection |
Conduction of food up and down the stem j|
Thin layer of cells giving rise to all the wood and inner bark
fibers.
The tree stem grows outward
Storage and lateral food movement from the phloem to the
living cells of the cambium and sapwood |
The center of the tree; from the apical meristem
One year's growth of wood
Low density wood designed for conduction of water
High density wood for strength to support the tree
Conduction of sap (water, soil nutrients) up to the leaves.
Provides strength to support the crown. Often relatively low
moisture content in softwoods.
The first 10 growth rings surrounding the pith. Usually low
density and relatively short fibers.
species the heartwood is obviously darker than the
sapwood; in other species the presence of starch
in sapwood allows it to be distinguished from
heartwood by a test with iodine.
Some of the important pulping variables of
wood and wood chips are:
1.
Moisture content-percentage of water
reported relative to dry or wet wood weight.
2.
Specific gravity—the density of wood material
relative to the density of water.
3.
Tension and compression strength properties.
4.
Bark content.
5.
Chemical composition-cellulose, hemi-
cellulose, lignin, and extractives.
6. Length of storage—amount of decay and
extractives content.
7.
Chip dimensions.
8. Wood species.
The moisture content of wood is an important
factor, since one pays for wood on an oven-dry
basis,
which represents the actual amount of wood
material present. Often it is desirable to have a
low moisture content to reduce the energy
requirements to chemically pulp the wood and
reduce transportation costs, but there is little that
can be done to control the moisture content of
wood sources. The wood density and wood chip
bulk density (including air between the wood
chips) are also important in determining the
amount of wood material one purchases and in
determining digester charge levels.
The properties of wood (or chips from wood)
depends on growth factors such as the location of
the tree from which it came and its location within
the tree. For example, the average fiber length
typically increases gradually as the first 50 inner
growth rings are formed, and fibers are longest in
wood 10-20 ft above the ground. For this reason
there is some concern about the properties of
wood harvested from short rotation wood planta-
tions or forests that have trees with high amounts
of juvenile
wood,
the wood made during the first
10 years after a stem forms. Trees growing on
wet, warm, and sunny locations are fast g'rowing
and have coarse, stiff fibers, whereas trees
growing on dry, cold, and less sunny locations are
slow growing and have fine, dense fibers.

16 2. WOOD AND FIBER FUNDAMENTALS
Fig. 2-3. Scanning electron micrograph (SEM)
of a cypress heartwood cube.
Lumen
S3,
secondary wall,
0.07-0.1
fim thick
S2,
secondaiy wall,
0.5-8 fim thick
SI,
secondary wall,
0.1-02
urn
thick
Primaiy cell wall,
0.03-1.0
urn
thick
Middle lamella -
lignin & pectin
cement adjacent
fibers together
Fig. 2-4. A mature softwood fiber. Adapted
from U.S. For. Ser. Res. paper FPL-5, 1963.
Softwoods
Wood, or trees, from the Gymnosperms, a
subdivision of the division Spermatophytes (plants
with seeds) are known as softwoods. Gymno-
sperms are also called conifers or evergreens.
These trees retain their needles (leaves) in winter.
Softwoods are characterized by relatively simple
wood anatomy consisting of 90-95% longitudinal
fiber tracheids 2.5-7 mm long and 25-60 /xm wide,
5-10% ray cells, and 0.5-1.0% resin
cells.
Fig. 2-
3 shows a wood cube from cypress.
All wood fibers have many similar structural
and chemical features. Fig. 2-4 shows a typical
softwood fiber. The Sj layer is generally the
thickest layer of the fiber and its effect dominates
the overall properties of the fiber. In this layer,
the cellulose microfibrils are oriented at about 10-
30° fi-om the main longitudinal axis of the fiber.
This gives the fiber a higher tensile strength in this
direction compared to the radial or tangential
directions. Fibers do not shrink and swell appre-
ciably in the longitudinal direction while there is
very high shrinkage in the other two directions.
The microfibril angle is discussed further in
regards to fiber strength in Section 2.7.
Softwood fiber length and coarseness
Most softwood fibers average 3 to 3.6 mm in
length. Some notable exceptions are three of the
four southern
pines-longleaf,
shortleaf,
and slash
pines at 4.6-4.9 mm, sugar pine at 5.9 mm,
western larch at 5.0 mm, sitka spruce at 5.9 mm,
redwood at 7.0 mm, Douglas-fir at 3.9 mm, and
baldcypress at 6.2 mm. Fiber coarseness (the
mass per chain of fibers 100 meters long) is
typically 18-30 mg/100 m. (Data from Pulpwoods
of
the
United States and Canada, 1980.)
Hardwood
Wood, or trees, from the Angiosperms, a
subdivision of the division Spermatophytes, are
known as hardwoods. Hardwood trees are also
called broadleafs or deciduous. These trees lose
their leaves in winter. Hardwoods have complex
structures including vessel elements, fiber
tracheids, libriform fibers, rays cells, and paren-
chyma cells. The fibers of hardwoods are on the
order of
0.9-1.5
mm long, leading to smoother
paper of lower strength compared to softwood
fibers. The morphology of hardwoods is much
more complex than that of softwoods. The cellu-
lar composition is 36-70% fiber cells, 20-55%
vessel elements, 6-20% ray cells, and about 2%
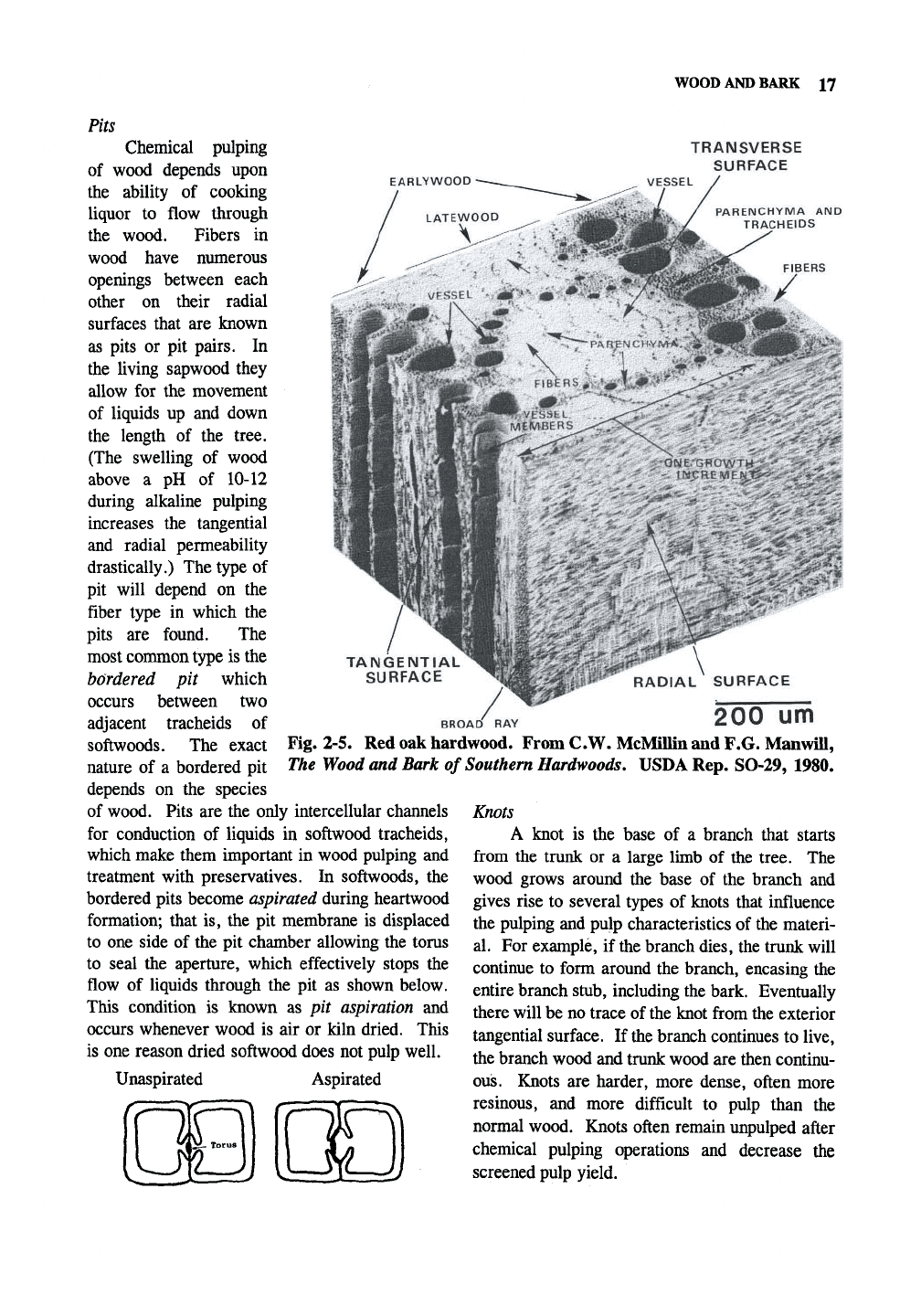
parenchyma cells by volume. Fig. 2-5 shows the
structure of red oak.
WOOD AND BARK 17
EARLYWOOD
Pits
Chemical pulping
of wood depends upon
the ability of cooking
liquor to flow through
the wood. Fibers in
wood have numerous
openings between each
other on their radial
surfaces that are known
as pits or pit pairs. In
the living sapwood they
allow for the movement
of liquids up and down
the length of the tree.
(The swelling of wood
above a pH of 10-12
during alkaline pulping
increases the tangential
and radial permeability
drastically.) The type of
pit will depend on the
fiber type in which the
pits are found. The
most common type is the
bordered pit which
occurs between two
adjacent tracheids of
softwoods. The exact
nature of a bordered pit
depends on the species
of wood. Pits are the only intercellular channels
for conduction of liquids in softwood tracheids,
which make them important in wood pulping and
treatment with preservatives. In softwoods, the
bordered pits become aspirated during heartwood
formation; that is, the pit membrane is displaced
to one side of the pit chamber allowing the torus
to seal the aperture, which effectively stops the
flow of liquids through the pit as shown below.
This condition is known as pit aspiration and
occurs whenever wood is air or kiln dried. This
is one reason dried softwood does not pulp well.
Unaspirated Aspirated
TRANSVERSE
SURFACE
PARENCHYMA AND
TRACHEIDS
TANGENTIAL
SURFACE
BROAD RAY
200 U 01
Fig. 2-5. Red oak hardwood. From C.W. McMillin and F.G. Manwill,
The Wood and Bark of Southern Hardwoods. USDA Rep. SO-29, 1980.
Knots
A knot is the base of a branch that starts
from the trunk or a large limb of the tree. The
wood grows around the base of the branch and
gives rise to several types of knots that influence
the pulping and pulp characteristics of the materi-
al.
For example, if the branch dies, the trunk will
continue to form around the branch, encasing the
entire branch stub, including the bark. Eventually
there will be no trace of the knot from the exterior
tangential surface. If the branch continues to live,
the branch wood and trunk wood are then continu-
ous.
Knots are harder, more dense, often more
resinous, and more difficult to pulp than the
normal wood. Kjiots often remain unpulped after
chemical pulping operations and decrease the
screened pulp yield.

18
2.
WOOD
AND FIBER FUNDAMENTALS
Reaction wood
Trees under physical stresses such
as the
weight
of
heavy branches
or
leaning trunks pro-
duce wood that reacts
to
these stresses
and is
known
as
reaction
wood.
In
practice, there
is
little one can do about the presence (or absence) of
reaction wood, but
it
is usually not present in large
amounts.
Angiosperms (hardwoods) produce tension
wood,
which
is
usually located
on the
upper side
of branches
or
leaning trunks where
the
wood
is
under
a
tension force. Tension wood
has
fewer
vessels, and those
are of
smaller diameter,
a
thick
gelatinous layer in the cell wall on the lumen side,
and
a
higher cellulose content than normal wood.
Tension wood produces pulp with higher yield, but
with lower strength, than normal wood, which
makes
it
well suited
for
dissolving pulps.
Gynmosperms (softwoods) form compression
wood
on the
lower side
of
branches
or
leaning
trunks, where
the
wood
is
under
a
compression
force. Compression wood tends
to
have
a
higher
proportion
of
latewood, higher lignin content,
higher density,
and
higher hardness compared
to
normal wood, making
it
less suited
for
pulping.
TAPPI Standard
T 267 has
photographs
and
methods
for
compression wood identification.
Moisture content (wet
or
green basis),
MCgj^
The moisture content based on the wet weight
of material
is
used
in
pulp
and
paper mills
for
wood
as
well
as
most other raw materials such
as
pulp,
paper,
and
fillers.
It
represents
the
amount
of water in wood as
a
fraction
of
the wet weight of
wood.
If no
subscript
is
used
one can
generally
assume
the
moisture content
is on a wet
basis
in
the pulp and paper literature. The weight
of
water
is determined
by
weighing
the
wood before
and
after drying
at
105°C.
The
green-basis moisture
content
of
freshly
cut
wood
is
typically 50%,
but
can vary from about 30-60%.
MC,
GR
"
mass HjO in wood
wet wood mass
xlOO%
Moisture content (dry basis),
MCQD
A measure
of
the moisture content
of
wood
based
on the
oven-dry
(an
obsolete term
is
bone
dry) weight
of
wood
is
used
by
wood scientists
and foresters.
It
represents
the
amount
of
water
in
a
wood sample divided
by
the oven-dry weight
of wood material.
The
oven-dry weight
is ob-
tained
by
drying
the
wood
to
constant weight
at
103-105°C (217-221°F). Freshly cut wood has
an
oven-dry basis moisture content
on the
order
of
100%,
although
it
varies from about 45-150%.
mass ILO
in
wood
MC^^
=
-?
X
100%
"'OD
oven-dry wood mass
Solids content
The solids content
is a
measure
of
the solid
material
in wet
samples such
as
wood, pulp,
and
paper.
The
term consistency
is
used instead
of
solids content
in
pulp slurries.
solids content = 100% -
MCGR
solids content
oven-dry samplemass
wet sample mass
xl00%
Solid wood density
Solid wood density
is a
measure
of the dry
weight
of
wood
per
unit volume
of
green wood.
Since wood contracts about 8-15%
on a
volume
basis
as it is
dried below
30%
moisture,
it is
important
to
specify the moisture content
at
which
the volume
was
measured. Typical units
are
Ib/ft^ g/cm^,
or
kg/m^
Specific gravity
Specific gravity
is the
(unitless) ratio
of the
solid wood density
to the
density
of
water
at the
same temperature. The solid wood density may be
determined using
the
green volume,
the
oven-dry
volume,
or
intermediate volumes. This
is
notable
as wood shrinks about 8-15%
as it
dries.
The
basic specific gravity always uses
the
green vol-
ume.
[The
density
of
water
at
20°C (68°F)
is
62.4
lb per
cubic foot, 1 gram
per
cc,
or
1 metric
ton
per
cubic meter.] Softwoods have typical
specific gravities
of
0.35-0.50
g/cc on a
green
volume basis, but can vary from 0.29-0.60 among
North American commercial species; hardwoods
have typical specific gravities
of
0.35-0.60
on a
green volume basis,
but can
vary from 0.30-0.90
among
the
North American, commercial species.
Balsa wood, used
in
model-building,
has a
basic
WOOD AND BARK 19
specific gravity of 0.16, whereas ironwood is
1.05. The specific gravity of the cell wall materi-
al is 1.50. Note that (using appropriate units):
Specific gravity of wood x Density of water
= Solid wood density
Wood decay and other deterioration
At ambient temperatures and suitable pH
conditions, wood can decay in the presence of
moisture and oxygen. This means wood under-
goes decay, especially when above
20%
MCQD and
exposed to air. In temperate environments, decay
leads to much more loss of structural wood than is
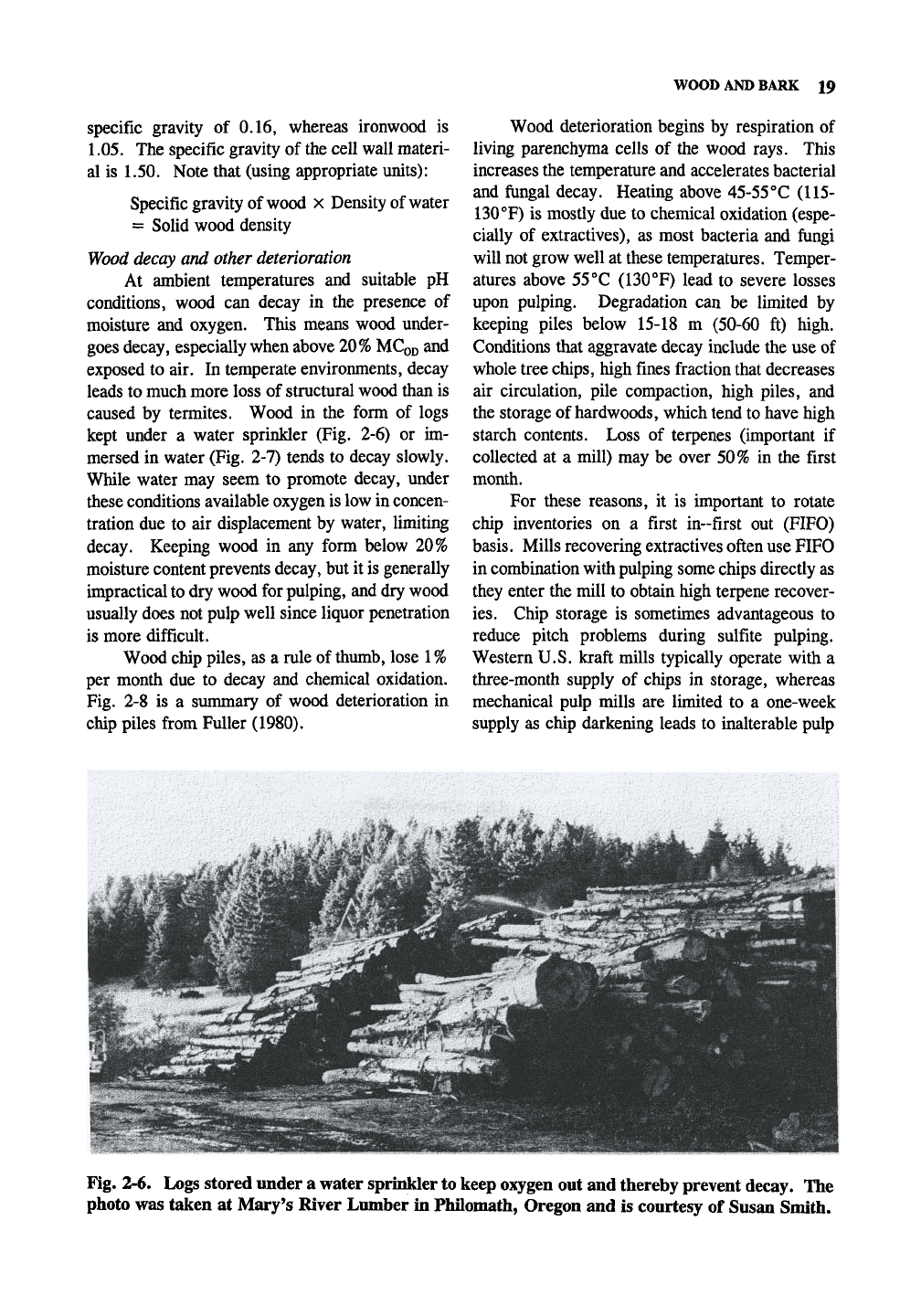
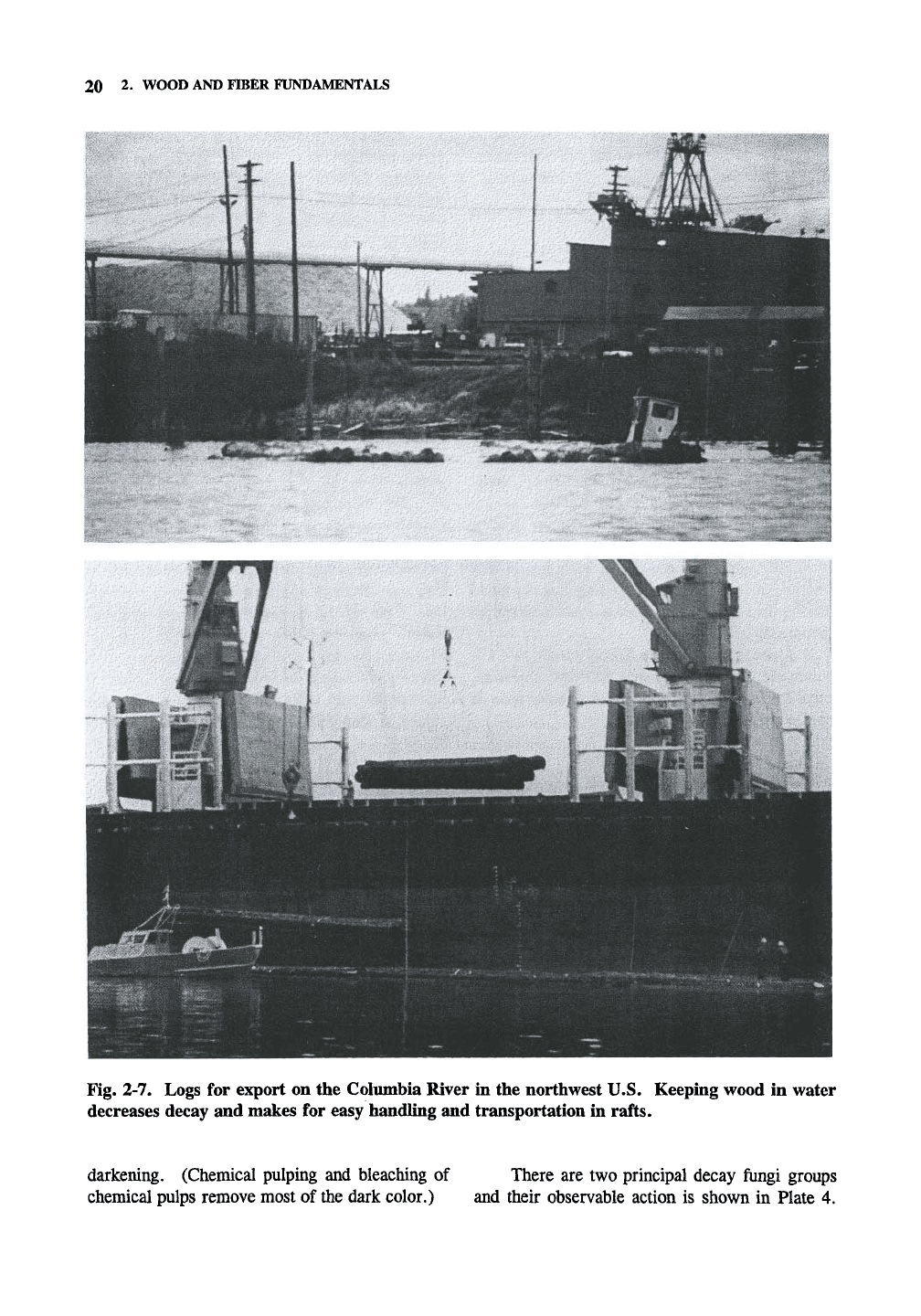
caused by termites. Wood in the form of logs
kept under a water sprinkler (Fig. 2-6) or im-
mersed in water (Fig. 2-7) tends to decay slowly.
While water may seem to promote decay, under
these conditions available oxygen is low in concen-
tration due to air displacement by water, limiting
decay. Keeping wood in any form below 20%
moisture content prevents decay, but it is generally
impractical to dry wood for pulping, and dry wood
usually does not pulp well since liquor penetration
is more difficult.
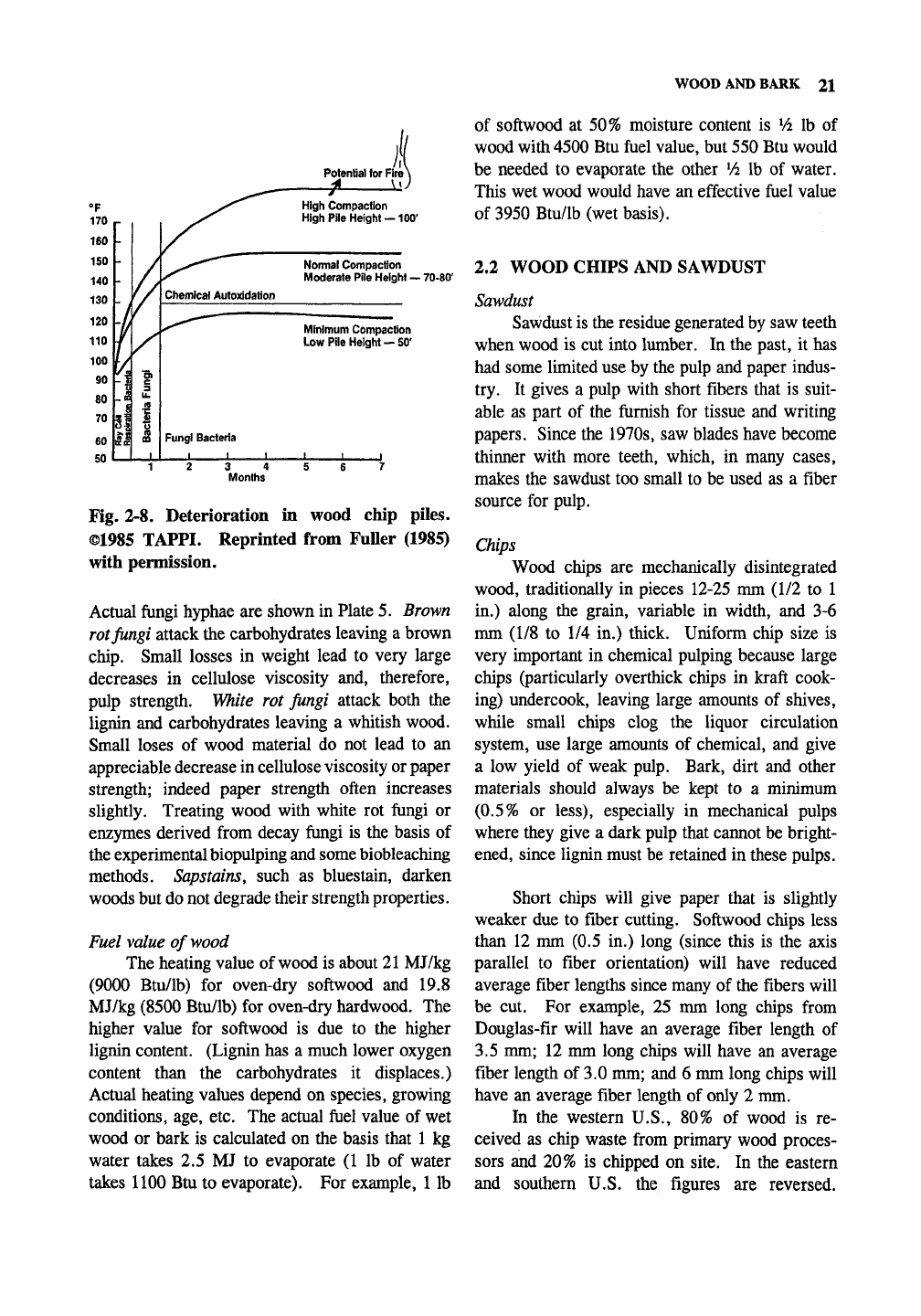
Wood chip piles, as a rule of
thumb,
lose
1 %
per month due to decay and chemical oxidation.
Fig. 2-8 is a summary of wood deterioration in
chip piles from Fuller (1980).
Wood deterioration begins by respiration of
living parenchyma cells of the wood rays. This
increases the temperature and accelerates bacterial
and fungal decay. Heating above
45-55 °C
(115-
130 °F) is mostly due to chemical oxidation (espe-
cially of extractives), as most bacteria and fungi
will not grow well at these temperatures. Temper-
atures above 55°C (130°F) lead to severe losses
upon pulping. Degradation can be limited by
keeping piles below 15-18 m (50-60 ft) high.
Conditions that aggravate decay include the use of
whole tree chips, high fines fraction that decreases
air circulation, pile compaction, high piles, and
the storage of hardwoods, which tend to have high
starch contents. Loss of terpenes (important if
collected at a mill) may be over 50% in the first
month.
For these reasons, it is important to rotate
chip inventories on a first in-first out (FIFO)
basis.
Mills recovering extractives often use FIFO
in combination with pulping some chips directly as
they enter the mill to obtain high terpene recover-
ies.
Chip storage is sometimes advantageous to
reduce pitch problems during sulfite pulping.
Western U.S. kraft mills typically operate with a
three-month supply of chips in storage, whereas
mechanical pulp mills are limited to a one-week
supply as chip darkening leads to inalterable pulp
Fig. 2-6. Logs stored under a water sprinkler to keep oxygen out and thereby prevent decay. The
photo was taken at Mary's River Lumber in Philomath, Oregon and is courtesy of Susan Smith.
20 2. WOOD AND FIBER FUNDAMENTALS
Fig. 2-7. Logs for export on the Columbia River in the northwest U.S. Keeping wood in water
decreases decay and makes for easy handling and transportation in rafts.
darkening. (Chemical pulping and bleaching of There are two principal decay fungi groups
chemical pulps remove most of the dark color.) and their observable action is shown in Plate 4.
WOOD AND BARK 21
Potential for Flre\
^ \x)
High Compaction
High Pile Height — 100'
Normal Compaction
Moderate Pile Height — 70-80'
Minimum Compaction
Low Pile Height — SO'
Fig. 2-8. Deterioration in wood chip piles.
©1985 TAPPI. Reprinted from FuUer (1985)
with permission.
Actual fungi hyphae are shown in Plate 5. Brown
rot fungi attack the carbohydrates leaving a brown
chip.
Small losses in weight lead to very large
decreases in cellulose viscosity and, therefore,
pulp strength. White rot fungi attack both the
lignin and carbohydrates leaving a whitish wood.
Small loses of wood material do not lead to an
appreciable decrease in cellulose viscosity or paper
strength; indeed paper strength often increases
slightly. Treating wood with white rot fungi or
enzymes derived from decay fiingi is the basis of
the experimental biopulping and some biobleaching
methods. Saps tains, such as bluestain, darken
woods but do not degrade their strength properties.
Fuel value of
wood
The heating value of wood is about 21 MJ/kg
(9000 Btu/lb) for oven-dry softwood and 19.8
MJ/kg (8500 Btu/lb) for oven-dry hardwood. The
higher value for softwood is due to the higher
lignin content. (Lignin has a much lower oxygen
content than the carbohydrates it displaces.)
Actual heating values depend on species, growing
conditions, age, etc. The actual fuel value of wet
wood or bark is calculated on the basis that 1 kg
water takes 2.5 MJ to evaporate (1 lb of water
takes 1100 Btu to evaporate). For example, 1 lb
of softwood at 50% moisture content is Vi lb of
wood with 4500 Btu fuel value, but 550 Btu would
be needed to evaporate the other Vi lb of water.
This wet wood would have an effective fuel value
of 3950 Btu/lb (wet basis).
2.2 WOOD CHIPS AND SAWDUST
Sawdust
Sawdust is the residue generated by saw teeth
when wood is cut into lumber. In the past, it has
had some limited use by the pulp and paper indus-
try. It gives a pulp with short fibers that is suit-
able as part of the furnish for tissue and writing
papers. Since the 1970s, saw blades have become
thinner with more teeth, which, in many cases,
makes the sawdust too small to be used as a fiber
source for pulp.
Chips
Wood chips are mechanically disintegrated
wood, traditionally in pieces 12-25 mm (1/2 to 1
in.) along the grain, variable in width, and 3-6
mm (1/8 to 1/4 in.) thick. Uniform chip size is
very important in chemical pulping because large
chips (particularly overthick chips in kraft cook-
ing) undercook, leaving large amounts of shives,
while small chips clog the liquor circulation
system, use large amounts of chemical, and give
a low yield of weak pulp. Bark, dirt and other
materials should always be kept to a minimum
(0.5%
or less), especially in mechanical pulps
where they give a dark pulp that cannot be bright-
ened, since lignin must be retained in these pulps.
Short chips will give paper that is slightly
weaker due to fiber cutting. Softwood chips less
than 12 mm (0.5 in.) long (since this is the axis
parallel to fiber orientation) will have reduced
average fiber lengths since many of the fibers will
be cut. For example, 25 mm long chips from
Douglas-fir will have an average fiber length of
3.5 mm; 12 mm long chips will have an average
fiber length of 3.0 mm; and 6 mm long chips will
have an average fiber length of only 2 mm.
In the western U.S., 80% of wood is re-
ceived as chip waste from primary wood proces-
sors and 20% is chipped on site. In the eastern
and southern U.S. the figures are reversed.
22 2.
WOOD
AND
FffiER
FUNDAMENTALS
(However, in 1947, over 80% of the wood used in
the western U.S. at pulp mills was in the form of
roundwood; this decreased to about 40%
roundwood by 1960 and 20% by 1980.) Whether
wood chips are generated on the mill site or
purchased as wood mill residues, quality is ex-
tremely important. One key factor in obtaining
the highest quality pulp possible with the most
efficient use of pulping and bleaching chemicals
and the least environmental impact is to have as
uniform a chip as possible. This factor cannot be
over stressed!
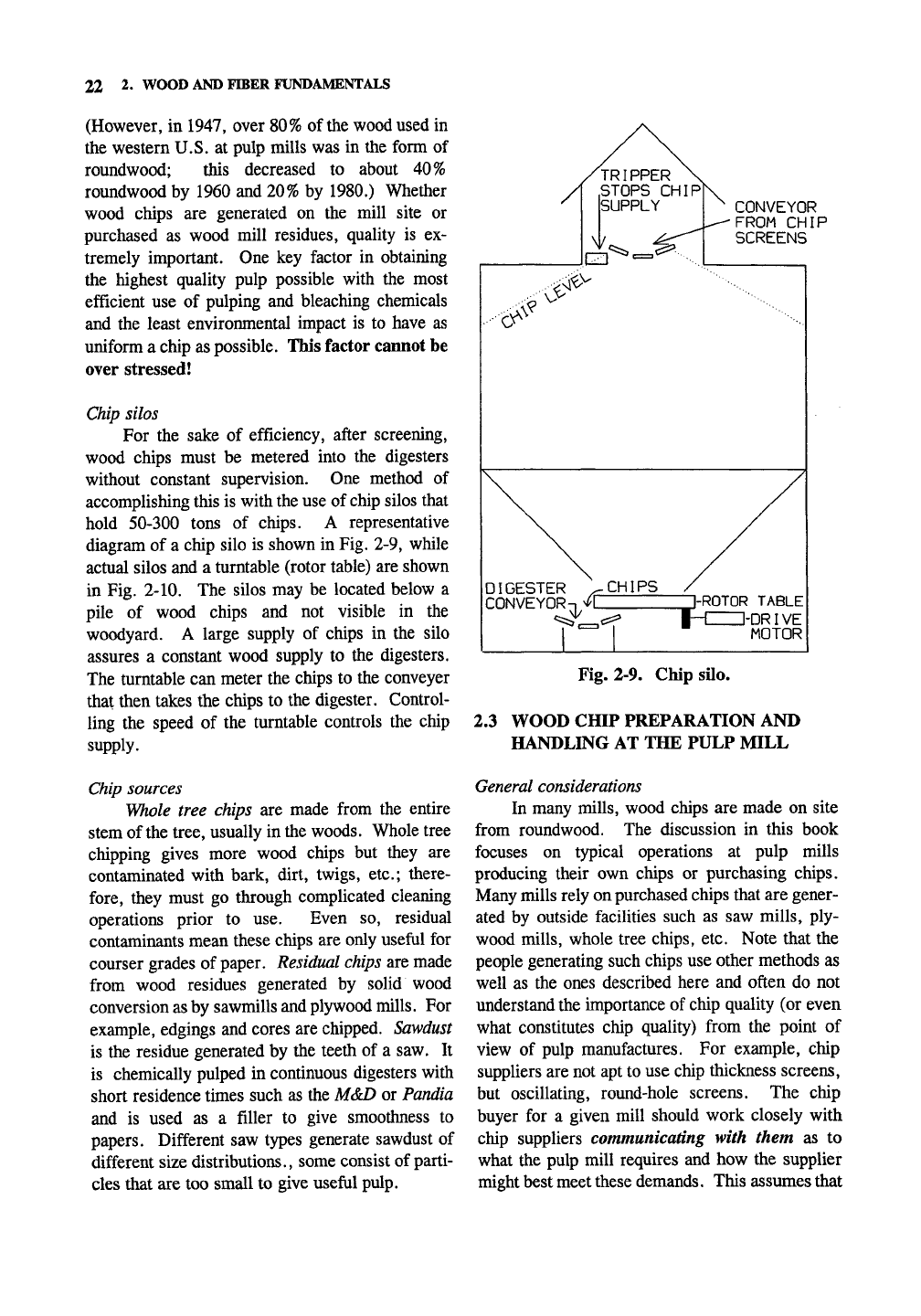
Chip silos
For the sake of efficiency, after screening,
wood chips must be metered into the digesters
without constant supervision. One method of
accomplishing this is with the use of
chip
silos that
hold 50-300 tons of chips. A representative
diagram of a chip silo is shown in Fig. 2-9, while
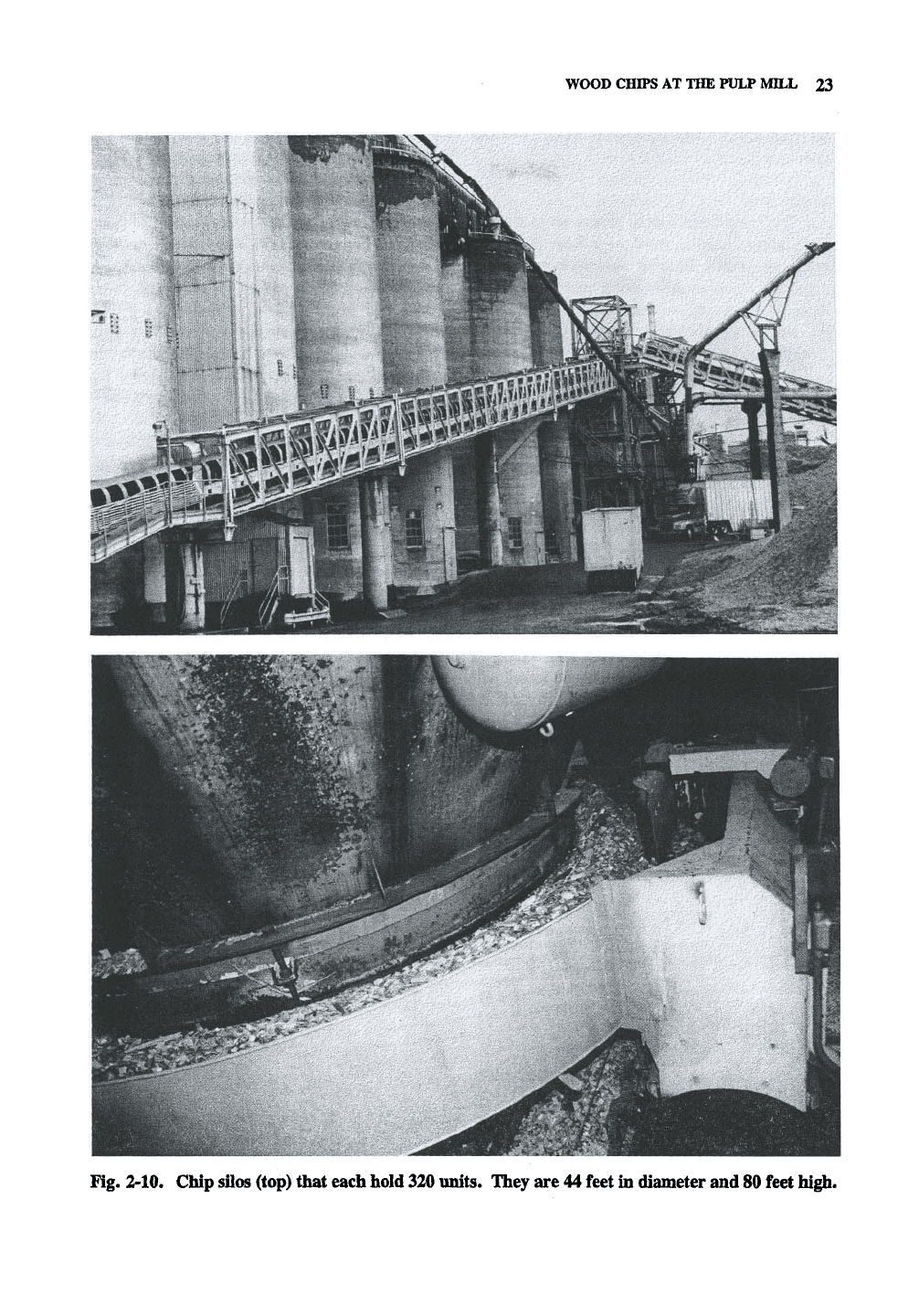
actual silos and a turntable (rotor table) are shown
in Fig. 2-10. The silos may be located below a
pile of wood chips and not visible in the
woodyard. A large supply of chips in the silo
assures a constant wood supply to the digesters.
The turntable can meter the chips to the conveyer
that then takes the chips to the digester. Control-
ling the speed of the turntable controls the chip
supply.
Chip sources
Whole tree chips are made from the entire
stem of
the
tree, usually in the woods. Whole tree
chipping gives more wood chips but they are
contaminated with bark, dirt, twigs, etc.; there-
fore,
they must go through complicated cleaning
operations prior to use. Even so, residual
contaminants mean these chips are only useftil for
courser grades of paper. Residual chips are made
from wood residues generated by solid wood
conversion as by sawmills and plywood
mills.
For
example, edgings and cores are chipped. Sawdust
is the residue generated by the teeth of a saw. It
is chemically pulped in continuous digesters with
short residence times such as the M&D or Pandia
and is used as a filler to give smoothness to
papers. Different saw types generate sawdust of
different size distributions., some consist of parti-
cles that are too small to give useful pulp.
CONVEYOR
FROM CHIP
SCREENS
DIGESTER
CONVEYOR-
CHIPS
in-ROTOR TABLE
"|H
I-DRIVE
MOTOR
2.3
Fig. 2-9. ChipsUo.
WOOD CHIP PREPARATION AND
HANDLING AT THE PULP MILL
General considerations
In many mills, wood chips are made on site
from roundwood. The discussion in this book
focuses on typical operations at pulp mills
producing their own chips or purchasing chips.
Many mills rely on purchased chips that are gener-
ated by outside facilities such as saw mills, ply-
wood mills, whole tree chips, etc. Note that the
people generating such chips use other methods as
well as the ones described here and often do not
understand the importance of chip quality (or even
what constitutes chip quality) from the point of
view of pulp manufactures. For example, chip
suppliers are not apt to use chip thickness screens,
but oscillating, round-hole screens. The chip
buyer for a given mill should work closely with
chip suppliers communicating with them as to
what the pulp mill requires and how the supplier
might best meet these demands. This assumes that
WOOD CHIPS AT THE PULP MILL 23
Fig. 2-10.
Chip silos
(top)
that
each hold
320 units.
They are
44
feet in diameter
and
80
feet
high.