Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

724
ANSWERS TO SELECTED PROBLEMS
13.
Effluents from the later stages, such as a D
stage, can be used to wash pulp at the earlier
stages. Chlorination water can be reused
within the chlorination stage since this stage
does not remove large quantities of lignin
(most of it is removed in the subsequent
alkali extraction stage). Oxygen de-
lignification effluent can be sent to the brown
stock washers.
14.
By allowing the oxygen bleaching effluent to
be used in the brown stock washers, hgnin,
alkali, and water are reused rather than being
sent with the mill effluent discharge.
8. Fiber size distributions can be determined
with a series of screens, by optical scanning
techniques, or by projection.
9. Fiber size distributions indicate what is hap-
pening during mechanical pulping or refin-
ing. Low freeness values are usually caused
by fines generation, but also by fibrillation.
10.
The formation and testing of laboratory
handsheets indicate much about the quality of
the fiber for papermaking. They provide the
papermaker with useful information for trou-
bleshooting if problems develop.
CHAPTER 6
2.
Refining increases the surface area of fibers
to improve fiber—to—fiber bonding. Refin-
ing causes lamination of the fibers to improve
fiber flexibility (and therefore fiber—to—
fiber bonding). Refining also hydrates the
fibers to make them more flexible (e.g.,
compare dry spaghetti to wet spaghetti).
3.
Generally, refining at high consistency in-
creases fiber—to—fiber brushing. This
means less fiber cutting due to refiner
bar—fiber interactions.
4.
Laboratory refining does not duplicate the
conditions of commercial refining; therefore,
it is not a perfect comparison of how fibers
will actually behave in the commercial pro-
cess.
5.
The level of refining is usually determined by
the freeness of the pulp. Other methods such
as the size distribution of the fibers can be
used as well. Handsheet testing is a good
indicator of the effectiveness of refining.
7.
At elevated pH the carboxylic acids are no
longer in the acid form, but in the salt form.
In this form refining is more effective be-
cause the fibers are hydrated more easily.
The paper strength properties are improved
because the fibers are more flexible. This is
especially true when the salt form is with
sodium ions. (Hard water in a mill would
hinder the process at pH above 7 or so.)
CHAPTER 7
2.
The moisture content of paper (and its
strength properties) under standard conditions
depends upon whether the paper loses or
gains water. Therefore, TAPPI standards
state that paper should be placed in a hot, dry
room before conditioning to standard condi-
tions.
3.
The paper may be over dried or under dried
relative to the moisture content it will achieve
under standard atmospheric conditions. It
may take well over an hour for paper to
achieve its equilibrium moisture content.
Also,
see question 2.
4.
The fold test is extremely sensitive to the
moisture content of the paper. For example,
consider how the moisture content of spa-
ghetti influences how easily it is bent without
breaking. The analogy is fair since both
spaghetti and cellulose fibers have
polysaccharides of similar structures.
7.
Fiber alignment is usually credited with this
phenomenon, but the fact that paper is dried
under tension in the machine direction, but
not in the cross machine direction, accounts
for much of this effect. Individual fibers
dried under tension are stronger and stiffer
than fibers not dried under tension.
8. In this case, the basis weight is an average
over an area of 144 in.^ In the case of the
fold endurance test, an area of about 15 mm
by 1-2 mm is tested, or up to 30 mm^ is
CHAPTER 7 725
tested. Small imperfections in formation
would not be noticed in the first case, but
could be most of the test area in the second
case.
(This is related to the concept of statis-
tical sample size where variability is inverse-
ly proportional to the square root of sample
numbers.)
9. Scanning electron microscopy with X—ray
analysis and atomic absorption spectroscopy.
10.
Paper brightness is the relative amount of
reflected light at 457 nm.
11.
The two commonly used tests are the G.E.
brightness and Elrepho brightness, which
differ in the geometry of the light source and
light detection.
12.
All of these, except increased refining, will
increase the opacity.
CHAPTER 8
1.
Pressure screens and vortex cleaners.
2.
Control additives are not designed to become
an integral part of the paper. They are used
to improve the papermaking process. Func-
tional additives are used to become an inte-
gral part of the paper and influence the
properties of the paper
itself.
3.
PCC generally costs less than wood fiber and
can save money. PCC also improves the
opacity and brightness of the resulting paper.
4.
Titanium dioxide is used since it has a high
index of refraction and brightness.
5.
1. Allows use of CaCOs as a filler, which
would otherwise decompose at pH
below 7 by the reaction:
CaCOj^-
+ 2 H^ -> CO2 t + H2O
2.
Less corrosion of the paper machine.
3.
Increased longevity of paper due to de-
creased acid-catalyzed hydrolysis of
cellulose and hemicellulose.
4.
Paper has higher strength since the
fibers are more flexible at higher pH.
5.
Allows the use of secondary fiber con-
taining CaCOs filler.
6. Clay fillers.
7.
Since strength is the most important feature
of this paper, fillers are not used.
8. 1. The viscosity and polarity (surface ten-
sion) of the liquid. In the case of rosin
sizing, the coordinating potential of any
ligand in the liquid is important.
2.
Base sheet properties (bulky, porous
sheets pull in more water by capillary
action than dense sheets).
3.
The contact angle of the liquid on the
surface. (If the angle is less than 90°,
we say it is unsized.) This is a function
of (2) and the polarity of the surface,
such as whether or not hydrophobic
groups (from internal sizing) are on the
surface of the paper.
9. One does not normally size these papers
since they are designed to be absorbent.
10.
Both of these are similar in that they have a
hydrophobic (water-hating or nonpolar) por-
tion which resists water and a functional
group that ultimately bonds with the fiber
surface. The main difference is the mecha-
nism of
bonding.
With rosin, aluminum ions
complex with rosin and the fiber surface to
achieve bonding, whereas with the synthetic
size agents, covalent ester linkages are
formed. The latter group, while expensive,
are much more effective in that much lower
quantities are required.
11.
Rosin size is most effectively used under
acidic to neutral conditions. PCC has a pH
of about 8, which makes it difficult to use
with rosin sizing.
13.
Starch; the bond between glucose units is a
instead of the jS linkage occurring in cellu-
lose.
The mechanism of adhesion is hydro-
gen bonding. In this regard, starch is similar
to hemicellulose in increasing the strength of
paper.
CHAPTER 9
1.
An object in motion tends to remain in mo-
tion in the same direction. When the web
726 ANSWERS TO SELECTED PROBLEMS
goes through a curve the water tends to go
straight (an example of centrifugal force),
away from the web. An S—shaped curve
allows this effect to occur on both sides of
the web consecutively.
2.
The large fibers make an excellent filter mat
next to the screen; this allows smaller parti-
cles to be trapped that might otherwise es-
cape through the screen. The sweetener
stock is recovered along with the fines.
3.
Small—scale turbulence (microturbulence) is
desired and necessary to keep fibers sus-
pended in the pulp slurry and well dispersed.
Large—scale turbulence (macroturbulence
and splashing) is not desired since this will
lead to large amounts of fiber in some areas
and little fibers in other areas. This would
have a disruptive effect on paper formation.
4.
Paper leaves the press section at higher con-
sistencies using less energy in the dryer sec-
tion. The higher consolidation of the web
gives better fiber-fiber bonding leading to a
stronger paper.
5.
To prevent rewetting—the tendency of the
water from the felt to rewet the web when
the pressure is released.
6. Pressure is applied at the ends of press rolls.
The press rolls are made slightly larger in
diameter in the middle (perhaps 0.05 in.) so
that the pressure is evenly dispersed across
the width of the paper machine.
7.
No, rather they tend to get plugged with
fillers, pitch, and other debris. Calcium and
aluminum ions may help precipitate materi-
als,
so felt washing solutions often have a
chelating agent added to them.
8. Pitch from wood, polymers from secondary
fiber, and additives used in the mill such as
defoamers and sizing agents. Again alumi-
num and calcium ions may help precipitate
these materials. Also, the felts collapse and
the void volume decreases.
9. This increases pressing efficiency. Heating
water lowers its viscosity and increases its
rate of removal while pressing.
10.
Tissue paper is too weak to withstand the
numerous felt transfers of conventional dry-
ers.
11.
Tissue paper, see the answer immediately
above, and writing papers with a machine
glaze (the surface of
the
paper in contact with
the dryer gets a smooth sheen on it).
12.
The earlier dryer sections are relatively cool
to prevent a large amount of steaming that
would cause blisters in the paper, while the
later sections are much hotter to drive off the
chemisorbed water.
13.
A coarse dryer felt will allow faster water
removal, but a fine dryer felt leaves fewer
impressions on the sheet.
14.
Typically it takes
1.2-1.6
lb of steam to re-
move 1 lb of water from the paper in the
dryer section. In multiple effect evaporators
with a steam economy of 5, 0.2 lb of steam
removes 1 lb of water from the black liquor.
15.
Pigments and binders.
16.
The refining stage offers the most control
over the final caliper of paper. Glassine, a
very dense paper, is made with much refin-
ing. Calendering is used to control the
caliper across the sheet for uniform winding.
Pressing has an appreciable influence on the
final sheet caliper. Refining (most impor-
tant),
pressing (moderately important), and
calendaring (relatively unimportant) all in-
crease the density of paper.
17.
Small particles such as fines and fillers are
washed out of the wire side, hence the ash
content (fillers contribute to ash since they
are inert and not combustible) is higher on
the felt side. This contributes to two—
sidedness of paper.
18.
Two—sided paper tends to curl since one side
might absorb water slower than the other side
or water might have more of an effect on one
side than on the other.
A thermostat coil is a bimetallic strip of
metal. One side of the strip is one type of
metal and the other side of the strip is a
CHAPTER
9
727
metal with a much different coefficient of
thermal expansion; therefore, a change in
temperature causes a curling effect. (With
paper, a change in moisture content is more
important than a change in temperature.)
19.
Strength is desired for obvious reasons, such
as to prevent breaks in the web in the print-
ing press. Bulk is desired because it contrib-
utes to opacity. (The more air in the sheet,
the more fiber-air interfaces that scatter
light.) Unfortunately, the bulkier the sheet
the lower is its strength (that is, there is an
inverse relationship). As in life, most things
in pulp and paper are a compromise.
20.
Wet strength adhesives often form covalent
linkages. Most papers, however, are held
together by hydrogen bonding without the use
of added adhesives. Starch is often added to
paper with a concomitant increase in the dry
strength due to hydrogen bonding. Hemi-
celluloses have a similar effect.
21.
A corrugated box is like an I—beam. The
center of the beam only separates the top and
bottom, where the forces are highest. Con-
sider a 2 by 4 piece of wood laying flat
supported on each end by a cement block.
When
one
jumps in the middle, it flexes quite
a bit. When put on the narrow side, flexing
decreases substantially because this beam is
now "thicker".
22.
Starch is a hydrophilic molecule; its mecha-
nism for imparting sizing to paper is much
different from that of rosin or the alkaline
sizing agents. Starch acts to "plug" the
capillaries on the paper surface, thereby
decreasing the rate of water penetration.
CHAPTER 10
3.
A high efficiency can be achieved with high
fiber reject rates, but much useful fiber is
lost.
4.
Flotation and washing. Some processes use
both methods.
5.
Sodium hypochlorite would tend to react with
all of the lignin (of the large amount present)
and not just the chromophores.
6. Originally these were centrifiigal cleaners
"operated in reverse" that removed light-
weight materials through the top, where
fibers usually exit. Both the contaminants
and the fibers leave through the bottom in
through—flow cleaner. Through—flow
cleaners are used in secondary fiber plants to
remove plastics, styrofoam, and other materi-
als less dense than wood fibers
CHAPTER 11
1.
Material that is suspended (not dissolved) in
the water.
2.
BOD, color, suspended solids, and other
materials such as acids or bases.
3.
Color.
4.
Both oxygen and carbon dioxide have lower
solubilities in water at high temperatures.
The limited solubility of oxygen in the warm
summer months (along with lower water flow
rates in rivers) often means that the allowable
BOD discharge rate is lower.
5.
Lower oxygen solubility in the water and
decreased flow rates.
6. This is not easily removed and requires the
tertiary water treatments. It is seldom prac-
ticed commercially.
7.
The biological oxygen demand test must be
carried out with microorganisms in order to
simulate the fate of organic materials in
rivers or lakes. Microorganisms take several
days to metabolize the available food, espe-
cially mill effluents, which contain many
materials that are difficult to metabolize.
8. One gallon is about 3.78 kg (or liters) so
75.6 X 10^ kg effluent is produced daily and
27.6 X 10^ kg is produced annually. This is
equal to 27.6 X 10^^ g annually or 27.6 x
10^^
mg effluent annually. Since 10 parts
dioxin per quadrillion part effluent are pro-
duced, less than 300 mg of dioxin is pro-
duced each year.
9. HjS and CH3SH can both be removed by
alkali scrubbing as they have an ionizable
728 ANSWERS TO SELECTED PROBLEMS
proton, that is, they are weak acids. By
reaction with a metal hydroxide, a salt of low
volatility is produced.
RSH + NaOH ^ (RS" + Na+) + H2O
10.
The reactions of sulfides with the methoxy
groups of
lignin.
It is an undesirable product
since it is highly odorous and not easily
trapped.
11.
Nitrogen oxides form during any high—tem-
perature combustion process where nitrogen
from air can react with excess oxygen. Ex-
cess oxygen must be present or carbon mon-
oxide emissions would be very high.
12.
Ambient sampling is done in air in the vicini-
ty of a mill. Point sampling is done directly
at the source (such as the smokestack) of gas-
eous effluents.
13.
Some pollutants are formed under reduction
conditions (CO and TRS) while others are
formed under oxidation conditions (SO2 and
NO^),
so there is always a tradeoff between
levels of these pollutants.
CHAPTER 12
4.
The following shows that a ream which
weighs 52.3 pounds means the paper has a
basis weight of 85 g/m^.
1 lb 1 ream
ream x 24in. x 36
in.
500 sheets
, 454g ^ (39.37in.)^
__
^ ,, .
lib (Im)^
5.
This cannot be done since the units are in-
compatible.
CHAPTER 13
2.
d) All of the above.
3.
c) Na^S.
4.
a, c, f, g, i,
j.
6. c, since hydrogen bonding occurs.
7.
a) 0.546 mole.
b) 0.0537 mole.
c) 2.69 mole.
8. d) 50%.
9. 30.1 gC02.
10.
0.74 M.
11.
35 g of NaOH; 437.5 mL as (875 mL of 0.5
12.
a) 1.33 is the pH.
b) 1.70 is the pH since there are two ioniz-
able protons in sulfuric acid.
c) 11.1 is the pH.
15.
Cr is +6.
16.
Na loses an electron, is itself oxidized, and is
the reducing agent since it causes water to be
reduced.
17.
One lb of NaOH is 11.3 moles of Na. Since
each sodium atom requires one electron, this
is 96,500 amp seconds (the number of elec-
trons in a mole) times 11.3 or 303 amp
hours.
At 4 volts this is 1214 watt hours or
1.214 kWh, but this is the ideal minimum.
18.
Corrosion occurs at a small point made the
anode with a high surface area cathode, so
the reaction is intense at a small point.
19.
If the magnesium strip is used up, then cor-
rosion can occur to the water heater
itself.
The high temperature and hot water can
make corrosion very quick. This is a perfect
example of "an ounce of prevention being
worth a pound of cure."
21.
C^H,^.
CHAPTER 14
1.
The normality of the diluted NaOH = (21.37
mL X 0.1027AO/20.0mL = 0.1097iV. The
normality of the concentrated NaOH =
0.1097 A^ X (1000/25) = 4.39 A^ NaOH.
The concentration of the NaOH = 4.39 N
NaOH X 40 g/eq = 175.6 g/L.
2.
The amount of water present during the titra-
CHAPTER
14
729
tion is not critical as long as there is not
undue dilution; it does not enter into the
calculations above; however, it is important
to know the precise dilution factor as this
does enter into the calculations.
3.
Use of Eq. 14-2 gives with p^^ of 4.76 for
acetic acid gives:
pH = 4.76 + log (0.2/0.5) = 4.36
4.
a, c, d.
5.
No, not without large dilution factors.
6. Just like pH indicators such as phenolphtha-
lein, the bleach effluent contains compounds
whose colors are very pH dependent. Mea-
suring the color at a low pH would underes-
timate its true color in the environment.
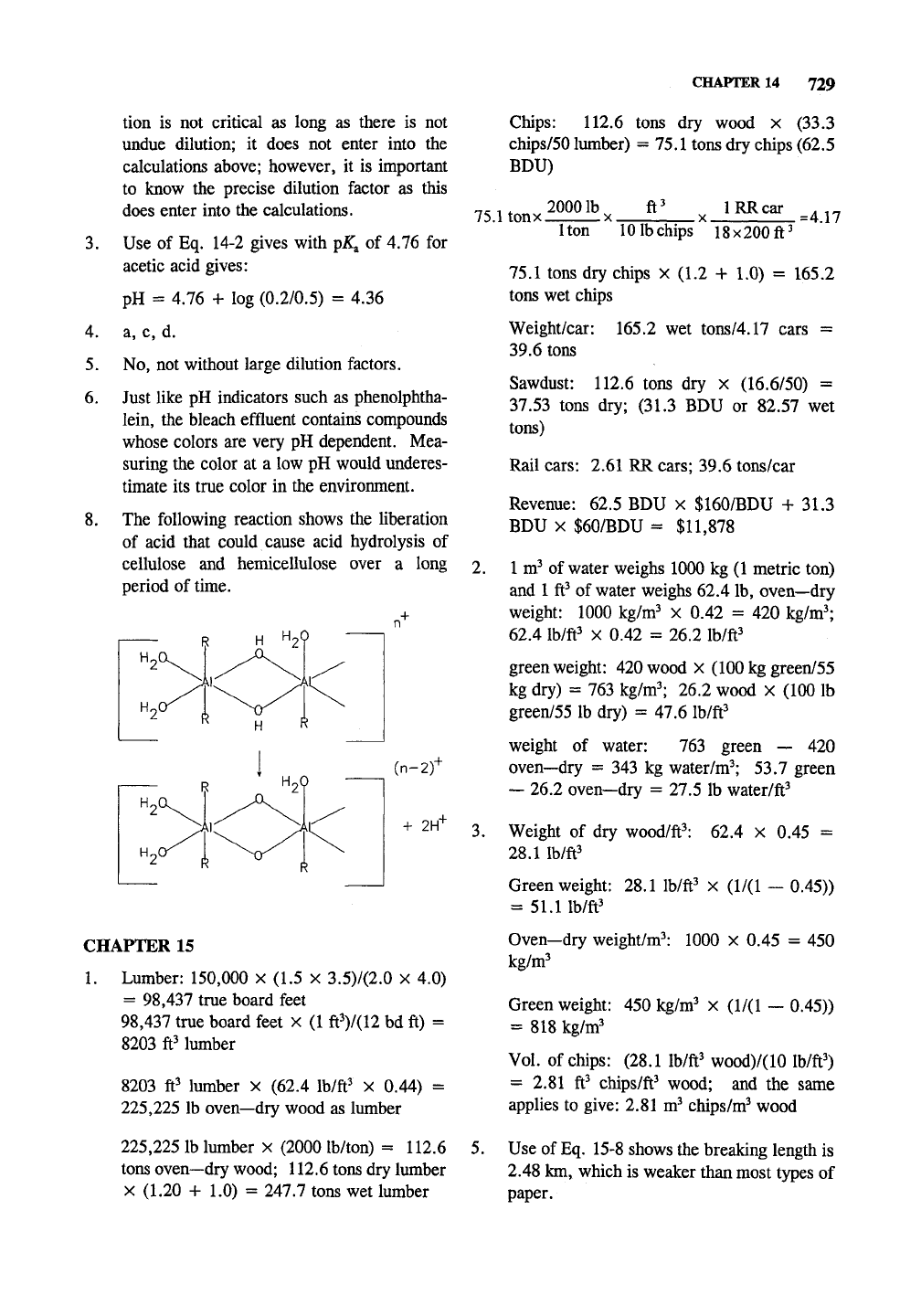
8.
The following reaction shows the liberation
of acid that could cause acid hydrolysis of
cellulose and hemicellulose over a long
period of time.
(n-2)+
+ 2H"'
CHAPTER 15
1.
Lumber: 150,000 x (1.5 x 3.5)/(2.0 X 4.0)
= 98,437 true board feet
98,437 true board feet x (1 ft^)/(12 bd ft) =
8203 ft^ lumber
8203 ft^ lumber x (62.4 Ib/ft^ x 0.44) =
225,225 lb oven—dry wood as lumber
225,225 lb lumber x (2000 lb/ton) = 112.6
tons oven—dry wood; 112.6 tons dry lumber
X (1.20 4- 1.0) = 247.7 tons wet lumber
Chips: 112.6 tons dry wood x (33.3
chips/50 lumber) = 75.1 tons dry chips (62.5
BDU)
„^
,, 2000 lb
75.1 tonx X.
ft^
V IRJlcar ^^,^
Iton lOlbchips 18x200ft^
75.1 tons dry chips x (1.2 + 1.0) = 165.2
tons wet chips
Weight/car: 165.2 wet tons/4.17 cars =
39.6 tons
Sawdust: 112.6 tons dry x (16.6/50) =
37.53 tons dry; (31.3 BDU or 82.57 wet
tons)
Rail cars: 2.61 RR cars; 39.6 tons/car
Revenue: 62.5 BDU x $160/BDU + 31.3
BDU X $60/BDU = $11,878
2.
1 m^ of water weighs 1000 kg (1 metric ton)
and 1
ft^
of water weighs 62.4 lb, oven—dry
weight: 1000 kg/m^ x 0.42 = 420 kg/m^
62.4 Ib/ft^ X 0.42 = 26.2 Ib/ft^
green weight: 420 wood X (100 kg green/55
kg dry) = 763 kg/m^; 26.2 wood x (100 lb
green/55 lb dry) = 47.6 Ib/ft^
weight of water: 763 green — 420
oven—dry = 343 kg water/m^; 53.7 green
— 26.2 oven—dry = 27.5 lb water/ft^
3.
Weight of dry wood/ft^: 62.4 x 0.45 =
28.1 Ib/ft^
Green weight: 28.1 Ib/ft^ x (1/(1 — 0.45))
= 51.1 Ib/ft^
Oven—dry weight/m^: 1000 x 0.45 = 450
kg/m^
Green weight: 450 kg/m^ x (1/(1 — 0.45))
= 818 kg/m'
Vol. of chips: (28.1 Ib/ft^ wood)/(10 Ib/ft^)
= 2.81 ft^ chips/ft^ wood; and the same
applies to give: 2.81 m^ chips/m^ wood
5.
Use of
Eq.
15-8 shows the breaking length is
2.48 km, which is weaker than most types of
paper.
730 ANSWERS
TO
SELECTED PROBLEMS
L
=
J50LP?i
=2.48 km
,-1
0.85
X
1422psi-km"
CHAPTER 16
3a. liquor sulfidity = 37.5% = Na2S/AA; since
y2Na2S = (AA - EA), 37.5% = 2 x (AA
- EA)/AA X 100%; AA = 115.3 g/L as
Na20.
NaOH = (2 X EA) - AA = 72.1 g/L.
Na2C03 = 20.45 g/L as Na20; TA = 135.8
g/L.
1.017 N HCl = 31.53 mg NajO/mL titrant.
10 mL liquor = 10 mL x 93.7 mg/mL EA
= 937 mg EA/aliquot; therefore, Titration
"A"
is 937 mg/(31.53 mg Na20/mL titrant)
= 29.72 mL titrant; B = 36.57 mL; C =
43.07 mL.
3b.
Mol/L of NaOH = (2A - B) mL x 1.017
MIO mL = 2.32 M.
Na2S = NaHS = (B - A) mL x 1.017
MIO mL = 0.697 M. Na2C03 = 0.66 M.
3c.
There is 100 g dry wood. EA = 93.7 g/L
X 0.2 L/(100 g wood) X 100% = 18.7%
EA on wood.
4.
600/hr X 1.43 hr = 858
858/(910/hr) = 0.94 hr
5.
It is a molar comparison.
6. Combined is 3%. Sulfurous acid is 1%,
bisulfite is 6 %, and sulfite is 0 %. (Apprecia-
ble amounts of both sulfurous acid and sulfite
ion cannot exist in solution simultaneously.)
7.
By difference, the free SO2 is 6%. To get
the concentration of each of the species we
realize by the strong equilibrium shift to the
right in the equation below that both sulfu-
rous acid and sulfite ion do not exist in
solution together (in any significant concen-
tration). Therefore we have to "remove" at
least one of the species. Thus 2% sulfite ion
(combined form, leaving 0% sulfite ion) and
2%
sulftirous acid (free form, leaving 4%
sulfurous acid) react to give 4% bisulfite ion.
According to Fig. 16-8, the pH will be about
2 since we have a ratio of 50% of the sulfu-
rous acid species and 50% of the bisulfite
species.
SO32-
+ H2SO3 -^ 2HSO3-
2%
+ 2% -^ 4%
9. lodometric titration gives free SO2 (10%),
and titration with NaOH gives free SO2
(6.5%),
leaving 3.5% SO2 as combined.
3.5%
free reacts with 3.5% combined to give
7%
bisulfite and 3% sulfurous acid as the
actual chemical present on a SO2 basis.
CHAPTER 17
1.
CIO2 has five electrons transferred per CI
atom, while CI2 has one electron transferred
per CI atom. Therefore, ClOj gives much
more bleaching power for the chlorine con-
tent. Furthermore, CIO2 reacts principally by
oxidation with most of
the
chlorine ending up
as harmless, inorganic CI". On the other
hand, CI2 reacts principally by substitution of
chlorine for hydrogen in the organic com-
pounds. The resultant chlorinated organic
compounds increase the toxicity of effluents.
(Chlorinated organic chemicals include DDT,
dioxins, PCBs, herbicides such as 2,4-D and
2,4,5-T.)
2.
NaOCl + H2O +
21-
->
I2
+ NaCl + 20H-
3.
[CIO2] = 0.0606 Nhy Eq. 14-1. Table 17-2
shows this is 0.819 g/L.
5.
100%
—
(0.16% lignin/kappa x 34 kappa +
2%) = 92.6%. If the original pulp yield is
46%,
the overall yield of bleached pulp is
0.926 X 46% =42.6%.
6. Five gallons is about 24 L. (When using
large portions of water like this, it is more
accurate and faster to weigh it rather than try
to measure its volume. Also, start with 23.5
L so that it can be diluted to the exact vol-
ume that corresponds to 0.1000 N,) The
equivalent weight of potassium permanganate
CHAPTER 17 731
is one—fifth the formula weight or 158/5 =
3L6.
Weigh 31.6 g/eq X 24 L X 0.1 eq/L
= 75.84 g of KMn04 and add it to the wa-
ter. (Freshly distilled or boiled water should
be used.) Add 100 mL of water, 25 mL of
2 M H2SO4, and 5 mL of 2 M KI (using
graduated cylmders) to a 250 mL Erlenmeyer
flask. Pipet 25.00 mL of the KMn04 solu-
tion into the flask. Titrate the liberated
iodine with thiosulfate until the blue color of
the starch indicator disappears. Repeat the
titration. Calculate the concentration of
KMn04 and dilute to give 0.1000 K Check
the concentration with additional titrations.
8. The height of water is 20.4 meters; volumet-
ric flow = 2.0 mVsec.
The slice height is 0.01 m = 1 cm. The
production is: 20 m/sec x 10 m x 50 g/w?
X 1 kg/1000 g = 10 kg/sec.
10 kg/sec X 60 sec/min x 60 min/hr x 24
hr/day x 365 day/year x 1 MT/1000 kg =
315,360 MT/year = 347,000 tons/year.
CHAPTER 18
1.
There is a series of small void spaces or
tunnels that small compounds can enter but
large ones cannot. The apparent volume for
small molecules is much higher than that for
large molecules; hence, for a series of simi-
lar molecules, the small molecules are eluted
(come off the column) last—a characteristic
unique to gel permeation chromatography.
2.
DP„ = 300; DP^ =
333.3.
Since the sty-
rene monomer has a mass of 104, the num-
ber average molecular weight is 104 x 300
= 31,200.
5.
Anionic polymerization.
CHAPTER 19
1.
Sodium borohydride reduces the end group of
cellulose (or hemicellulose) that contains the
free anomeric carbon (that is, the free alde-
hyde group, the reducing end). This is the
same end from which the peeling reaction
occurs. The reducing end is converted from
an aldehyde to an alcohol which does not
undergo peeling in alkaline solution.
5.
The cellulose viscosity of mechanical pulps is
generally very high and not a limiting factor
in the strength properties of these pulps.
There has not been any severe treatment
during the processing of these pulps that
would lower the degree of polymerization of
the cellulose.
CHAPTER 20
4.
95.45% lie within ±2 standard deviations.
99.73%
lie within ±3 standard deviations.
99.994% lie within ±4 standard deviations.
CHAPTER 21
1.
Soap forms micelles which have non polar
centers that can dissolve oil or grease so that
an emulsion is formed.
4.
No.
7.
Blue light is scattered to a much higher
degree than other colors. We see the scat-
tered blue light in the sky.
CHAPTER 22
1.
CTMP pulp produced with sulfite is probably
sulfonated; these groups will affect the
surface charge of the pulp.
3.
Quaternary ammonium groups.
4.
They have a higher surface area.
5.
One of the polymers is of high molecular
weight and, therefore, shear sensitive.
CHAPTER 23
2.
Offset printing uses an intermediate blanket
to transfer the ink from the plate to the
paper. It refers to lithographic printing.
3.
Halftone printing allows shades of gray to be
reproduced using a grid of dots so that any
point on the paper is either black or white.
It is used for reproduction of photographs.
4.
Stochastic printing uses a computer—gener-
ated "random" dot placement. It gives high-
732 ANSWERS TO SELECTED PROBLEMS
er resolution and avoids moire patterns. The
latter advantage is especially important in
multicolor printing.
5.
Four—color printing uses four colors of ink,
which allows reproduction of a wide variety
of hues at various levels of saturation. It
uses subtractive mixing of color inks, where
each ink (ideally) selectively removes one of
the additive primaries. In other words, each
ink transmits (reflects) two of the additive
primaries and absorbs one of the additive
primaries. The additive primaries are the
three colors that respectively selectively
stimulate the three types of cones in the
human eye.
6. Proper color reproduction is possible only if
each of the four inks is printing at the proper
intensity (as checked by a densitometer).
7.
Gravure and letterpress put much less stress
on the coating adhesive than offset, so paper
made for gravure will probably give picking
problems when used for offset.
CHAPTER 24
1.
Optical brighteners absorb light in the ultravi-
olet range and give off light in the visible
range. The effect is identical to that used in
black light paints to produce posters and, in
a sense, makes the object "brighter than
bright," by giving off more visible light than
shines on them, if
the
light source has signifi-
cant amounts of UV light.
2.
Yellowish paper absorbs more blue light than
yellow light and does not appear to the hu-
man eye to be bright. By adding blue dye
the paper, the amount of yellow light ab-
sorbed is increased to "balance" the light
coming off. While such paper actually
reflects less light, it appears to be brighter.
3.
The way the eye and brain perceive the color
of an object depends very much on the
source of light. This is exemplified by
observing objects under sodium-vapor lights
such as yellow street lights, or, less directly,
by taking pictures with the same type of film
with no filters, using different sources of
light such as incandescent, fluorescent, or
sunlight.
4.
Red, orange, and perhaps some yellow de-
pending on the source of the color; blue
alone if a high-quality filter is used or if it
light from a laser; black; green, since this
color is not absorbed efficiently, but largely
reflected, there is no way for the plant to
trap its energy.
6. Blackbody radiation at higher temperature
tends to flatten the spectral distribution of the
light source and is a more efficient light
source.
7.
The new paint had a slightly higher gloss.
This is one problem with "computer paint
matches," but I feel the match will improve
as the new paint weathers and loses some of
its gloss.
8. Opacity is improved since light is scattered to
a higher degree.
9. Light scattering decreases with particle size
below 50% of the wavelength of the light
involved. Is this true of light absorption?
Try to think of an example in order to come
to a conclusion.
10.
Using Eq. 24-8 or a table gives k/s as
0.0100 and 0.00132 for 0.87 and 0.95,
respectively. Therefore, k is 0.0005 and
0.000066 for 0.87 and 0.95 absolute bright-
ness,
respectively, a very large change in k\
11.
Since ^W^is 2.0 and R^ is 0.87, the Tappi
opacity, Q.gg, is read as 0.74 from Fig. 24-
16.
12.
Refining leads to a sheet of higher density
(better fiber—fiber conformation) so that
there is less air—fiber interface to scatter
light. This effect is more important than the
relatively minor increase in surface area of
the pulp.
CHAPTER 25
2.
No.
4.
Hardwoods.
AUTHOR
INDEX^
3M, 162, 183, 184
Adams, 499
Adler, E., 701
Aflenzer,
F.A.,
506,510
Ahlers, P.-E., 708
Ainsworth, J., xi, 1, 24, 26, 104,
112,
126, 130, 366
Ainsworth, SJ., 688, 697
Akhtar, M., 706
Alander,
P., 127, 134
Alexander,
A.E., 423, 436
Allen, L.H., 207
Alsholm, H., 120
Althouse, E.B., 135
Amsden, CD., 295
Anders, J.E., Sr., 660
Anderson, N.A., 648, 670
Anderson, W.A., 121
Andritz
Sprout-Bauer,
Inc., xv,
xvi, 78, 144446, 152, 293
Angeus, L., 718
Anon., 534, 539, 636, 639, 652,
654,
660, 689, 694, 697
Aronovsky,
S.L, 636, 637, 639,
640
Arrhenius, S., 368, 370
Aspler, J.S., 188
Asplund, 60, 69, 70
Atchison, J.E., 53, 633, 640
Attridge, M.C., 706
Attwood, 448
Avery,
L.P., 718
Awerin, A., 461
Ayton, J., 135
Aziz, S., 99
Babcock
and Wilcox, 94, 107-109,
111
Bach, E.L., 261
Backa, S., 718
Backman, R., 709
Bacon, F.C., Jr., ix
Baekland, 395
Baeuerlin, C.R., 709
Bafile, P., 52
Bailer, m, J.C., 295
Bailey,
J.H.E., 702
Bain, R., 53
Baker, D.E., 259
Ballard, J., 260
Balos, B., 281
Bamber,
R.K., 540, 581
Banerjee, S., 713
Bares, S.J., 188
Barham, D., 118,
121,709
Barker, N.J., 720
Batelka,
J.J., 188
Battan, G.L.,
458,459
Bauer
Bros., 67
Bauer, D.G., 121
Bauer, J.V., 673
Bauer-McNett,
151, 152, 439,
454,
705
Beach, M., 470,481,483,484,
486
Beck,
D.A., 260
Beer's
law (spectroscopy), 342
Bekk (paper
surface), 170, 171
BeloitCorp., xvi, 90, 187, 212,
227,230,231,237-239,270,
271,
274, 275, 281
Berben, S.A., 718
Berg,J.C.,
428,431,436,704
Berg, J.M., 436
Bergh, P.A., 419
Bergstrom, R.E., 707
Berlyn, G.P., 539
Berlyn, R.W., 24, 52
Berndt,
G., 709
Bernoulli,
648, 657, 668
Berol,
705
Berry,
R.M.,
295,708
Besley,
534
Betz, 680, 684
Bevan, E.J., 395
Bichard, W., 392, 393
Biermann, C.J., 11,99,206,208,
346, 347, 385, 393, 439, 441,
446,449,450,451,452,459,
460, 462, 509, 512, 702, 719
Billmeyer,
F.W. Jr., 508
Bills, A.M., 135
Biv,
RoyG.,
489,512
Black
Clawson, xi, xvi, 193, 230-
232,235,238,240,251,252,
266-271,
273, 280
Black,
N.P., 99
Blackwell,
B., 121
Blanchette, R.A., 706
Blasche, D.W.,
467,483
Bliss,!.,
271,281
Bobalek,
J.F., 704
Bolam, F., 711
Bolker,H.I.,
377,710
Boltzmann, 425, 500
Bonano, E.J., 393, 700
Bormett,
D.W., 676
Born, 426
Bostwick,
J.H., 135
Bourdon, 667
Bowen, L.J., 279
Brandenberger,
J.E., 395
Brautigam, G., 713
Bray,
M.W. 706
Brazier,
J.D.,
531,537
Brimmer,
P.J., 718
Brink,
K.L., 648, 660
Bristow,
J.A., 173, 188
Britt,
K.W., 9, 151, 154,439,
444,
445, 446, 454, 456, 460
Brolin, A., 718
Br0nsted, L., 318, 343
Brown, CM., 282
Brown, H.P.,
526,538,541,552
Brown, R.B., 153, 155
Brown, W.F., 120
Browning,
B.L., 188, 701
Browning,
J., 654
Brunner,
CC, 496, 500, 509
Bublitz, W.J., xi, 4, 230, 234,
236, 244, 712
Buchanan, E.R., 660
Buckman, 705
Burgess, 86
Burkett,
K., 98
Burkhard, G.,
217,258
Burley,
J.,
540,581
Burns, D.A., 718
Burris, B., 120
Burton, D., 120
Busayasakul,
N., 717
Busker, L.H., 260
Butler, D.A., 509
Byrd, Jr., M.V., 710
Byrd, V.L., 156
Calderon, P., 145, 146, 155
Campbell,
A.G., xi, 702
^Most proper names
are
included
here,
including equipment
and
process
names.
733