Цехмистро И.С. Технология изготовления деталей и сборки машин
Подождите немного. Документ загружается.

23
Токарно-карусельные станки,
оснащенные 2-4-мя суппортами и
большим количеством одновремен-
но работающих режущих инстру-
ментов, обладают широкими техно-
логическими возможностями. Эти
станки используются для обработ-
ки крупных деталей (диаметром до
24 м) типа маховиков, шкивов, зуб-
чатых колес и т.п. деталей.
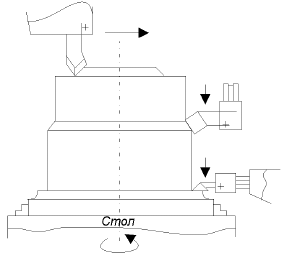
На рис. 1.18 показана схема
обработки одновременно трех
поверхностей.
Обрабатываемые детали
закрепляются на столе (планшайбе) карусельного станка при помощи
независимо перемещаемых кулачков, прихватов, индивидуальных
гидрозажимов или в специальном приспособлении.
Обработка конусной поверхности (наружной или внутренней)
может быть произведена при помощи поворота салазок суппорта
или по копиру с углом наклона в пределах от 0 до 45°. При обточке
конуса с углом более 45°
вместе с поворотом суппорта включается
горизонтальная и вертикальна подачи.
Для автоматизации работы токарно-карусельных станков
используются электрокопировальные устройства, гидрокопировальные
суппорты и различные системы программного управления.
При обработке резцами на токарно-карусельных станках
достигается в среднем точность 9-12 квалитета и шероховатость
R
a
= 2,5-10 мкм.
1.3.2. Обработка деталей на токарных автоматах и
полуавтоматах
Изготовление деталей из прутков в серийном и массовом
производстве производится на одно- и многошпиндельных токарных
автоматах, работающих по принципу концентрации операций. Эти
станки значительно дешевле и производительнее станков с ЧПУ.
Одношпиндельные фасонно-отрезные автоматы предназначены
для обработки деталей из прутка диаметром до 40 мм и из проволоки
диаметром до 8 мм. На этих автоматах обрабатывают детали длиной
до 100 мм, для которых не требуется высокая точность. Обработка
ведется методом врезания фасонными, отрезными и другими
Рис. 1.18. Схема обработки детали
на токарно-карусельном
станке
24
резцами, установленными в резцовой вращающейся головке.
Некоторые станки имеют устройство для продольного точения, а
также агрегатные головки для сверления, нарезания резьбы,
фрезерования.
Одношпиндельные автоматы продольного точения пред-
назначены для обработки деталей диаметром до 30 мм и длиной до
100 мм с точностью 6-8 квалитета по диаметру и 8-го квалитета по
длине с шероховатостью поверхности R
a
= 5-2,5 мкм. На этих
автоматах шпиндельная бабка имеет продольное перемещение
вместе с прутком; все суппорты (которых может быть 4-5)
расположены веерообразно вокруг прутка и имеют только поперечное
перемещение. При одновременном согласованном перемещении
шпиндельной бабки с прутком и поперечных суппортов с
инструментами возможна обработка фасонных и конических
поверхностей без применения фасонных резцов. Шпиндель в этих
автоматах имеет левое вращение, поэтому правую резьбу на них
нарезают методом обгона.
Одношпиндельные токарно-револьверные автоматы пред-
назначены для обработки из прутка деталей диаметром 10-63 мм.
Наличие в этих автоматах 3-4-х поперечных суппортов и
продольного суппорта с шестипозиционной револьверной головкой
(в которой помещают державки с резцами, сверлами, зенкерами,
развертками, резьбонарезными и другими инструментами)
позволяет обрабатывать наружные и внутренние поверхности
различной формы (цилиндрические, конические, фасонные),
нарезать или накатывать резьбы. Достигается точность 8-го
квалитета, шероховатость R
a
= 5-2,5 мкм.
Многошпиндельные горизонтальные автоматы предназначены
для изготовления из калиброванных прутков или труб деталей
диаметром 12-100 мм, длиной до 160 мм. Обработка производится
последовательно на четырех, шести или восьми позициях в
зависимости от числа шпинделей. Шести- и восьмишпиндельные
автоматы можно настраивать на двойную индексацию, в этих
случаях шпиндельный блок поворачивается сразу на две позиции.
Многошпиндельные автоматы по сравнению с одношпиндельными
имеют большую производительность и позволяют обрабатывать
более сложные детали, хотя точность обработки ниже (9-10-й
квалитет по диаметру и 0,08-0,15 мм по линейным размерам).
Установка прутков и труб на автоматах производится в цанго-
вых патронах с зажимной и подающей цангой. Чтобы избежать по-
явления рисок от резца на обрабатываемой поверхности при обрат-
25
ном ходе суппортов рекоменду-
ется устанавливать резец не-
сколько выше лини центров, со-
вмещать окончательное обтачива-
ние с отрезкой детали либо при-
менять специальные державки с
“отскоком” резца при обратном
ходе суппорта.
Штучные заготовки обраба-
тываются на многошпиндельных
горизонтальных полуавтоматах
аналогичных автоматам.
Наружные поверхности вра-
щения (цилиндрические, коничес-
кие, фасонные) в серийном и мас-
совом производстве обрабатыва-
ют на токарных многорезцовых и гидрокопировальных полуавто-
матах. Базирование деталей на этих станках осуществляется в цент-
рах, в патроне и в центре, только в патроне, на оправках.
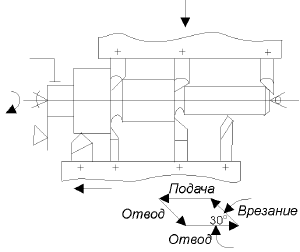
На рис. 1.19 показана схема обработки вала на одно-
шпиндельном многорезцовом токарном полуавтомате.
Обычно на многорезцовых станках имеются два суппорта –
передний и задний. Передний суппорт, имеющий продольное и
поперечное перемещение, служит в основном для продольного
обтачивания валов или других деталей.
Задний суппорт, имеющий только поперечное перемещение,
предназначается для подрезания торцов, подрезания канавок, сня-
тия фасок, фасонного обтачивания.
Многоместные суппорты могут быть оснащены большим
количеством резцов, доходящим до 20. Многорезцовые станки с
большим расстоянием между центрами имеют два передних и два
задних суппорта.
Ступени вала значительной длины обрабатываются двумя и более
резцами; в этом случае первый резец врезается в средней части ступени
по схеме указанной на рис. 1.19. Оба суппорта заканчивают обработку
в одно время и автоматически возвращаются в исходное положение.
Резцы на суппортах устанавливаются по эталону или по готовой
детали. Режимы резания и стойкость резцов устанавливаются
такими, чтобы смена резцов при их количестве не более пяти
осуществлялась не более двух раз за смену, при 6-12 резцах – 1 раз
Рис. 1.19. Схема обработки ступен-
чатого вала на многорез-
цовом токарном полу-
автомате

26
за смену, если количество резцов более 12 – один раз за две смены.
Режимы резания устанавливаются с учетом жесткости системы
СПИД, суммарной мощности резания.
Конусные и фасонные поверхности обрабатывают с помощью
копиров.
Часто на заднем суппорте устанавливают бреющий резец (рис. 1.20).
Резец перемещается по касательной к обрабатываемой
поверхности на величину l. Бреющие резцы изготавливают из
быстрорежущей стали шириной до 90 мм. Резец настраивается по
минимальному диаметру детали.
При точении бреющим резцом с калибровкой достигается
точность детали по 7-му квалитету, шероховатость R
a
= 2,5 мкм.
На многорезцовых токарных полуавтоматах в результате
сокращения основного и вспомогательного времени достигается
значительное снижение трудоемкости и станкоемкости обработки.
Точность обработки на этих станках – 8-10 квалитет, шероховатость
поверхностей R
a
= 2,5-10 мкм.
Ступенчатые валы и им подобные детали с цилиндрическими,
коническими и фасонными поверхностями обрабатываются также
на токарных гидрокопировальных полуавтоматах, схема обработки
показана на рис. 1.21.
Обтачивают детали обыч-
но одним резцом, расположен-
ным в верхнем, перемещаю-
щемся по копиру суппорте.
При наличии на станке резцо-
вой головки можно последова-
тельно вести черновую и чис-
товую обработки соот-
Рис. 1.20. Схема обработки бреющим резцом на многорезцовом токарном
полуавтомате
Рис. 1.21. Схема обработки вала на
токарном гидрокопиро-
вальном полуавтомате
27
ветствующими резцами. Подрезные, канавочные и фасочные резцы рас-
полагаются в нижнем суппорте.
Станок настраивают на размер по одной, самой точной шейке,
остальные размеры обеспечиваются копиром и следящей системой
станка.
Обтачивать валы можно за 1, 2, 3 и 4 рабочих хода благодаря
наличию барабана, в который можно установить 4 копира.
На гидрокопировальных полуавтоматах достигается точность
обработки до 7-8-го квалитета, шероховатость поверхности
R
a
= 2,5-5 мкм.
Для обработки наружных и внутренних поверхностей враще-
ния различной формы и торцовых плоских поверхностей в маши-
ностроении используют также многошпиндельные вертикальные
токарные полуавтоматы двух типов: последовательного и непрерыв-
ного (параллельного) действия.
На станках последовательного действия за одну установку на
всех рабочих позициях обрабатывают деталь, перемещая ее
последовательно из одной позиции в другую, и выполняют на
каждой из них свои переходы обработки. На этих станках
обрабатывают зубчатые колеса, ступицы, муфты, шкивы, некоторые
корпусные детали. Заготовки закрепляют в патронах или в
специальных приспособлениях. Количество суппортов на таких
станках на 1-2 меньше количества позиций (станки в основном 6-ти
и 8-ми позиционные) и зависит от схемы наладки – одноцикловая
или двухцикловая. Точность обработки достигается 7-9 квалитета,
шероховатость R
a
= 2,5-1,25 мкм.
Многошпиндельные полуавтоматы непрерывного действия
предназначены для обработки деталей несложной формы в центрах
или патронах.
Схема обработки вала на этих станках показана на рис. 1.22
(двухцикловая обработка).
На многошпиндельных полуавтоматах непрерывного действия
обеспечивается точность обработки 10-11 квалитета и параметр
шероховатости R
a
= 2,5 мкм.
Многошпиндельные автоматы и полуавтоматы из-за сложности
наладки применяют в крупносерийном и массовом производстве. В
мелкосерийном и серийном производстве для обработки цилинд-
рических, конических и других поверхностей применяют станки с
программным управлением, токарные гидрокопировальные

28
полуавтоматы, токарные станки, оборудованные гидрокопиро-
вальными гидросуппортами, а также токарные станки обычного
типа.
1.3.3. Чистовая обработка наружных цилиндрических и
конических поверхностей
Для получения точной и чистой цилиндрической и конической
поверхности применяются, в зависимости от предъявляемых
требований и конфигурации детали, различные виды чистовой и
отделочной обработки: тонкое (алмазное) точение, шлифование,
притирка, суперфиниширование, полирование.
1.3.3.1. Тонкое (алмазное) точение
Тонкое точение применяется главным образом для отделочной
обработки деталей из цветных металлов и сплавов и отчасти для
деталей из чугуна и стали. Шлифование цветных металлов
значительно труднее, чем стали и чугуна, вследствие быстрого
засаливания шлифовального круга.
Тонкое точение производится алмазными или твердосплавными
резцами на быстроходных станках повышенной точности и
жесткости. В алмазных резцах алмазный кристалл весом от 0,5 до
1,2 карата закрепляется в стальной державке. Алмазный кристалл
перетачивают от 6 до 15 раз, он может быть использован до веса 0,1
Рис. 1.22. Схема обработки вала на 6-типозиционном вертикальном
полуавтомате непрерывного действия
29
карата. Стойкость алмазных резцов выше стойкости твердо-
сплавных резцов в десятки раз.
Тонкое точение деталей из цветных металлов осуществляется
со скоростью от 200 до 1000 м/мин при подаче 0,03-0,1 мм/об. и
глубине резания 0,05-0,1 мм. При тонком точении достигается
точность до 6-го квалитета и шероховатость R
a
= 0,62-0,16 мкм.
1.3.3.2. Шлифование
Шлифование является основным методом чистовой обработки
наружных цилиндрических, конических и фасонных поверхностей.
Для обработки наружных поверхностей вращения применяют
следующие виды шлифования:
а) обдирочное (взамен предварительной обработки лезвийным
инструментом);
б) точное (предварительное и чистовое);
в) тонкое.
Шлифование наружных поверхностей (называется “круглым”
шлифованием) производят на кругло-шлифовальных станках, при
этом обрабатываемая деталь может быть установлена в центрах
станка, цанге, патроне или в специальном приспособлении. Скорость
вращения детали в зависимости от ее диаметра применяется от 10 до
50 м/мин; скорость шлифовального круга составляет обычно 30-35 м/с,
а при использовании более прочных кругов и станков высокой же-
сткости достигает 50-80 м/с.
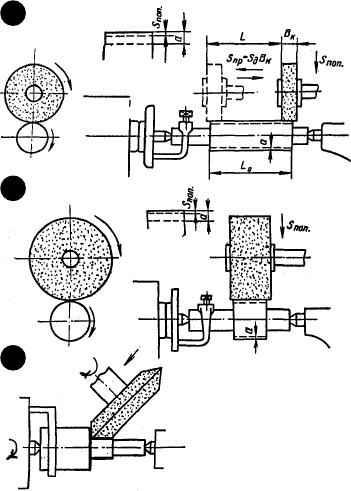
Различают два способа круглого шлифования:
а) шлифование с продольной подачей;
б) шлифование с поперечной подачей (способ врезания).
Первый способ заключается в том, что в процессе шлифования
обрабатываемая деталь (рис. 1.23, а), совершает продольное
движение попеременно в обе стороны; поперечная подача шлифо-
вального круга производится по окончанию каждого продольного
движения (хода).
При предварительном шлифовании продольная подача обычно
составляет 0,5-0,8 высоты круга на один оборот детали, при
окончательном – 0,2-0,5 высоты круга; глубина резания – 0,005-0,02 мм
на каждый проход. Этот способ является наиболее распространенным
и удобным для шлифования валов.
Шлифование конической поверхности производится после по-
ворота стола с деталью на угол уклона конуса. Детали небольшой
длины устанавливают также в патроне с поворотным приспособле-
30
нием на столе станка, что
позволяет повернуть деталь
на угол уклона конуса так,
чтобы образующая конуса
была параллельна оси кру-
га. В некоторых конструк-
циях тяжелых станков дви-
жение продольной подачи
имеет бабка шлифовально-
го круга, которая может
быть развернута на требуе-
мый угол уклона конуса.
Второй способ –
шлифование с поперечной
подачей, или врезное шли-
фование (рис. 1.23, б). При
этом способе шлифование
производится широким кру-
гом по всей длине шлифуе-
мой поверхности. Шлифо-
вальному кругу сообщается
поперечная подача S
поп
= 0,002-
0,005 мм/об. дет. Этот способ позволяет, пользуясь фасонным кру-
гом, получить соответствующую форме круга поверхность дета-
ли, в т.ч. и коническую.
В крупносерийном и массовом производстве применяются круг-
лошлифовальные станки с двумя, тремя и более шлифовальными
кругами. При необходимости шлифования уступа и прилегающей уз-
кой шейки (часто это место под подшипник) ступенчатого вала при-
меняют станки с поворотной шлифовальной бабкой (рис. 1.23, в).
На операциях предварительного шлифования достигается точ-
ность 7-9-го квалитета и шероховатость поверхности R
a
= 1,2-
2,5 мкм. Окончательным шлифованием достигается точность 5-6-
го квалитета и шероховатость поверхности R
a
= 0,2-1,2 мкм.
При бесцентровом шлифовании деталь 2 свободно помещает-
ся между двумя шлифовальными кругами (рис. 1.24), из которых
круг 1 – большего диаметра – является шлифующим, а круг 3 –
Рис. 1.23. Схема круглого шлифования:
а – с продольной подачей; б – с поперечной подачей; в – шлифование
уступа и шейки вала
а
в
б
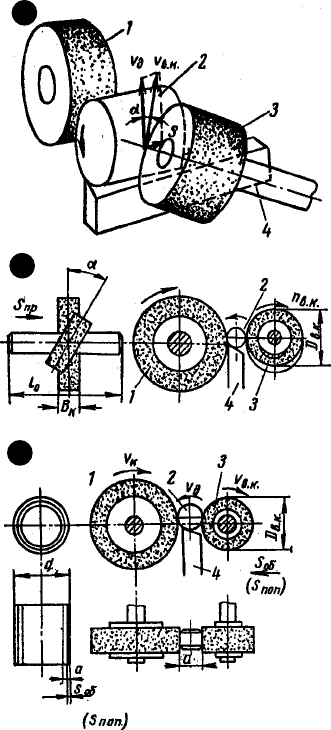
31
меньшего диаметра – ведущим кругом, который вращает деталь
и сообщает ей продольную подачу.
Шлифующий круг вращается с окружной скоростью 30-35 м/
с, ведущий круг имеет скорость 20-30 м/мин. Обрабатываемая де-
таль поддерживается опорой со скосом 4, имеющим форму ножа.
Благодаря скосу, направлен-
ного в сторону ведущего кру-
га, деталь прижимается к это-
му кругу.
Опора устанавливается
таким образом, чтобы ось де-
тали находилась выше линии
центров круга на половину
диаметра детали, но не более
15 мм, иначе деталь может
получиться с огранкой.
На бесцентрово-шлифо-
вальных станках можно шли-
фовать детали, имеющие фор-
му тела вращения с цилиндри-
ческими, коническими и фа-
сонными поверхностями.
Бесцентровое шлифова-
ние может производиться дву-
мя способами: продольной
подачей детали (сквозное
шлифование “на проход” –
рис. 1.24, а, б) и поперечной
подачей ведущего круга (врез-
ное – рис. 1.24, в).
Сквозное шлифование
применяют для шлифования
валов, втулок, поршневых
пальцев, поршней и т.п. дета-
лей цилиндрической формы
без буртиков. Для осуществ-
ления сквозной подачи дета-
ли ведущий круг устанав-
ливается под углом накло-
Рис. 1.24. Схемы бесцентрового шлифо-
вания:
а – общая схема; б – с продольной
подачей; в – с поперечной подачей
а
б
в
32
на α = 1-5° к оси шлифующего круга. С изменением угла α изменя-
ется величина подачи и соответственно шероховатость обрабатывае-
мой поверхности детали.
Минутная подача шлифуемой детали колеблется от 1000 до
4000 мм. Глубина шлифования при чистовых проходах составляет
0,01-0,03 мм, а при черновых – 0,05-0,1 мм.
При сквозном шлифовании за несколько ходов можно
достигнуть точности обработки 7-8-го квалитета и шероховатости
R
a
= 1,25-0,63 мкм.
Врезное шлифование осуществляется поперечной подачей
ведущего круга (рис. 1.24, в). Перед этим деталь укладывается на
опору сверху или сбоку. При этом способе оси ведущего и
шлифующего кругов параллельны. Подача ведущего круга
принимается от 0,003 до 0,01 мм на один оборот детали.
Шлифование способом врезания применяется в основном при
обработке деталей с буртиком, а также с конусной или фасонной
поверхностью. Для шлифования конусных деталей ведущий круг
заправляют на соответствующий конус, а опору (нож) устанавливают
наклонно (под углом). Точность и шероховатость прошлифованных
таким способом поверхностей аналогичны сквозному шлифованию.
Бесцентровое шлифование обладает рядом преимуществ перед
шлифованием на обыкновенных кругло-шлифовальных станках:
более высокая производительность, не требуется центрование
деталей, нет необходимости применять люнеты при шлифовании
длинных валов, требуется ниже квалификация шлифовщика, станок
легко автоматизируется и встраивается в автоматические линии.
С другой стороны, некоторые особенности бесцентрового
шлифования в ряде случаев ограничивают его применение:
– при бесцентровом шлифовании нельзя достигнуть точной
концентричности наружной и внутренней цилиндрических
поверхностей;
– у ступенчатых валиков нельзя шлифовать каждую ступень
отдельно, так как не обеспечивается концентричность
окружностей ступеней.
Шлифование абразивной лентой (ленточное шлифование) приме-
няется для шлифования различных поверхностей – цельных, прерыви-
стых, фасонных. На рис. 1.25 показано ленточное шлифование цилинд-
рической детали. Абразивные ленты изготавливают на бумажной или
тканевой основе; ленты на бумажной основе применяют лишь при су-