Davim J.P. Tribology for Engineers: A Practical Guide
Подождите немного. Документ загружается.


xxi
About the contributors
Editor
J. Paulo Davim is an Aggregate Professor in the Department
of Mechanical Engineering of the University of Aveiro,
Portugal, and is Head of MACTRIB (Machining and Tribology
Research Group). His main research interests include
tribology/surface engineering and machining/manufacturing.
He is the Editor in Chief of several international journals,
Guest Editor of journals, book Editor, book Series Editor,
and Scientifi c Advisor for many international journals and
conferences.
Authors
Saverio Affatato is a Senior Research Scientist at the Istituto
Ortopedico Rizzoli (IOR) in Bologna, Italy. In particular,
he is responsible for the tribology area in the Laboratorio di
Tecnologia Medica of the IOR. His main research interests
include wear evaluation on hip and knee joint simulators
and particle debris characterization. He is Referee of the
international journals Clinical Biomechanics, Acta
Biomaterialia, Biomaterials, and Proc. IMechE Part H.
María-Dolores Bermúdez is Head of the Materials Science
and Engineering Research Group of the Materials and
Manufacturing Department at the Technical University of

xxii
Tribology for Engineers
Cartagena, Spain. Her main research lines are currently
focused on the study of tribological performance and surface
interactions of materials using ordered fl uids such as ionic
liquids and the development of new composite materials
with enhanced tribological performance using nanophases.
Leonid Burstein is based at Technion, Quality Assurance and
Reliability Department, and at the Braude ORT College,
Computer Engineering Department, Israel. His main research
interests include hydrodynamic lubrication of roughened
surfaces and system modelling. He is author of chapters in
published scientifi c books and is an Editorial Board member
and Reviewer for a number of international scientifi c
periodicals. His achievements have also been reported in
more than 60 publications in leading scientifi c journals.
Mark J. Jackson is Associate Department Head for Research
and University Faculty Scholar at Purdue University, Indiana,
USA. He is Director of the Advanced Manufacturing
Laboratory and Leader of the Physics and Chemistry of
Machining Group.
Ana-Eva Jiménez is research assistant and member of the
Materials Science and Engineering Research Group of the
Materials and Manufacturing Department at the Technical
University of Cartagena, Spain. She is currently working on the
study of the tribology and surface engineering of ionic liquids
in contact with light alloys and high temperature materials.
Jonathan S. Morrell is Compatibility and Surveillance
Manager at the Y12 National Security Complex, Oak Ridge,
Tennessee, USA. Dr Morrell is Adjunct Professor at Purdue
University and his research involves investigating the
machining of pyrophoric materials.

xxiii
About the contributors
Kausala Mylvaganam is a Visiting Research Fellow at the
School of Mechanical and Manufacturing Engineering,
University of New South Wales (UNSW), Australia. She
received her PhD from the University of Cambridge, UK
for her work on the ab-initio calculation of molecular
properties. Currently she is doing research in nanotechnology
with a particular focus on the modelling of ultra-precision
machining and characterization of materials.
Prasanta Sahoo is a Professor in the Department of
Mechanical Engineering, Jadavpur University, Kolkata,
India. His main research interests include tribology and
structural mechanics. He has authored a textbook on
Engineering Tribology and a number of book chapters. He
has co-authored more than 150 technical papers. He is the
Associate Editor of one international journal and on the
editorial board of fi ve international journals.
Francesco Traina is a Medical Doctor in the Department of
Traumatologia e Chirurgia Protesica e dei Reimpianti di Anca
e di Ginocchio at the Istituto Ortopedico Rizzoli in Bologna,
Italy. His main research interests include hip and knee
implants, hip, knee, and ankle arthroscopy, and biological
reconstruction of ligaments. He is Referee of the international
journals COOR, J Bone Jt Surg Br and Hip International.
Liangchi Zhang is Scientia Professor, Australian Professorial
Fellow and Professor of Mechanical Engineering at the School
of Mechanical and Manufacturing Engineering, University of
New South Wales (UNSW), Australia. He is an elected Fellow
of the Australian Academy of Technological Sciences and
Engineering. His research is in the fi eld of precision and nano
processing technologies, focusing on nanomechanics and
nanomaterials, machining and solid mechanics.

1
1
2
3
4
5
6
7
8
9
10
10
1
2
3
4
5
6
7
8
9
20
20
1
2
3
4
5
6
7
8
9
30
30
1
2
3
34R
34R
1
1
Surface topography
P. Sahoo,
Jadavpur University, India
Abstract: This chapter discusses the approaches to solid
surface topography characterization including the surface
layers, roughness parameters and statistical aspects. The
multiscale characterization of surface topography in terms
of fractal analysis, Fourier transform and wavelet
transformation is also considered. The measurement
techniques for surface roughness evaluation are discussed
in terms of surface profi lometry, optical methods and
electron microscopy including the advanced techniques
like scanning tunnelling microscopy and atomic force
microscopy.
Keywords: surface layers, roughness parameters, multiscale
characterization, measurement techniques.
1.1 Introduction
Surface interactions are dependent both on the contacting
materials and the shape of the surface. The shape of the
surface of an engineering material is a function of both its
production process and the nature of the parent material
(Bhushan, 1996; Thomas, 1982; Whitehouse, 1994). When

1
2
3
4
5
6
7
8
9
10
10
1
2
3
4
5
6
7
8
9
20
20
1
2
3
4
5
6
7
8
9
30
30
1
2
3
34R
34R
2
Tribology for Engineers
studied carefully on a very fi ne scale, all solid surfaces are
found to be rough, the roughness being characterized by
asperities of varying amplitudes and spacing. The distribution
of the asperities are found to be directional when the fi nishing
process is direction dependent, such as turning, milling, etc.,
and homogeneous for a non-directional fi nishing process like
lapping, electro-polishing, etc. For the study of tribological
behaviour it is essential to know the methods of measuring
and describing the surface shape in general and the surface
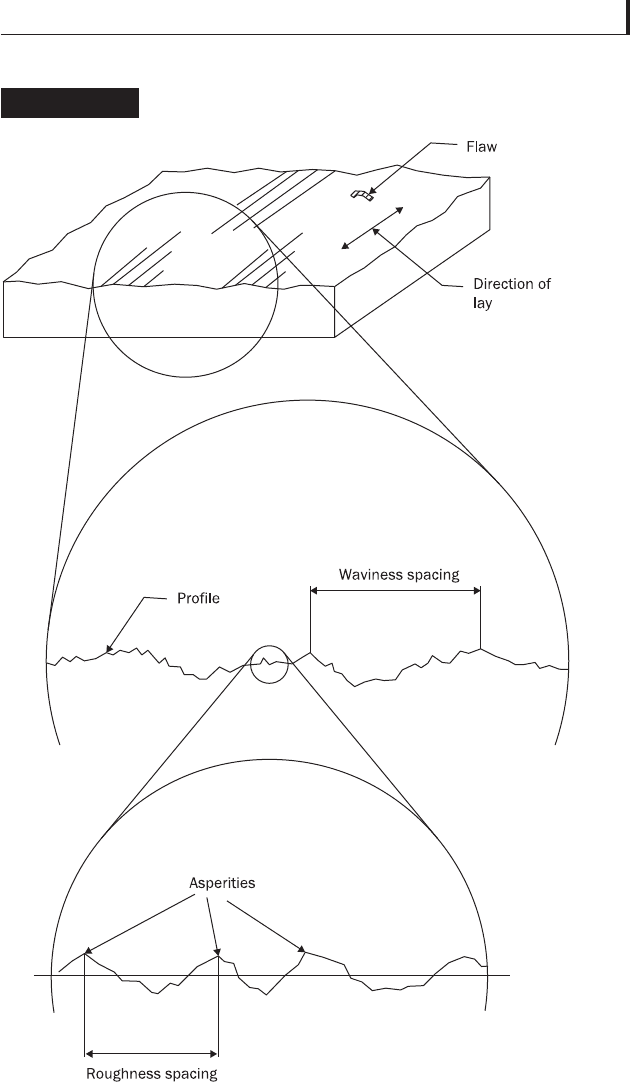
roughness in particular. The surface texture may include
(a) roughness (nano- and micro-roughness), (b) waviness
(macro-roughness), (c) lay and (d) fl aw. Figure 1.1 shows a
display of surface texture with uni-directional lay. Roughness
is produced by fl uctuations of short wavelengths characterized
by asperities (local maxima) and valleys (local minima) of
varying amplitudes and spacing. This includes the features
intrinsic to the production process. Waviness is the surface
irregularities of longer wavelengths and may result from
such factors as machine or work piece defl ections, vibration,
chatter, heat treatment or warping strains. Lay is the principal
direction of the predominant surface pattern, usually
determined by the production process. Flaws are unexpected
and unintentional interruptions in the texture. Apart from
these, the surface may contain large deviations from nominal
shape of very large wavelength, which is known as error of
form. These are not considered as part of surface texture.
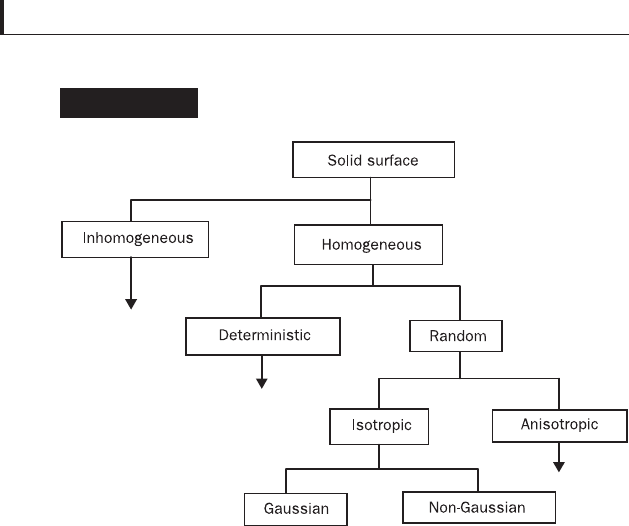
A very general typology of a solid surface is shown in
Fig. 1.2. Deterministic surface textures may be studied by
simple analytical methods. However, for most engineering
surfaces, the textures are random, either isotropic or
anisotropic, and either Gaussian or non-Gaussian; the exact
type depends on the nature of the processing technique. So
called cumulative processes such as peening, lapping and
electro polishing where the fi nal shape of each region is the
1
2
3
4
5
6
7
8
9
10
10
1
2
3
4
5
6
7
8
9
20
20
1
2
3
4
5
6
7
8
9
30
30
1
2
3
34R
34R
3
Surface topography
Display of surface texture
Figure 1.1
1
2
3
4
5
6
7
8
9
10
10
1
2
3
4
5
6
7
8
9
20
20
1
2
3
4
5
6
7
8
9
30
30
1
2
3
34R
34R
4
Tribology for Engineers
cumulative outcome of a large number of random discrete
local events and independent of the distribution governing
each individual event, produce surfaces that are governed by
the Gaussian form. It is a direct result of the central limit
theorem of statistical theory. Extreme-value processes such
as grinding and milling and single-point processes such as
turning and shaping usually produce anisotropic and non-
Gaussian surfaces.
1.2 Characteristics of surface layers
The surface of a solid body is the geometrical boundary
between the solid and the environment. But in tribological
terms, surface includes the near-surface material to a
signifi cant depth. The surface of a typical metal consists of
several layers whose physio-chemical properties are
signifi cantly different from that of the bulk material (Buckley,
General typology of surfaces
Figure 1.2

1
2
3
4
5
6
7
8
9
10
10
1
2
3
4
5
6
7
8
9
20
20
1
2
3
4
5
6
7
8
9
30
30
1
2
3
34R
34R
5
Surface topography
1981). Such a typical metal surface with different layers is
shown in Fig. 1.3. The top layer known as the Bielby layer,
results from the melting and surface fl ow during the
machining of molecular layers that are subsequently hardened
by quenching as they are deposited on the cool underlying
material. The layer is of amorphous or microcrystalline
structure and thickness typically ranges from 1 to 100 nm.
This is followed by a compound oxide layer, which is
produced from the chemical reaction of the metal with the
environment. Besides this, there may be absorbed fi lms that
are produced either by physisorption or chemisorption of
oxygen, water vapour and hydrocarbons. In physisorption,
no exchange of electrons takes place between the molecules
of the absorbent and the absorbate. This involves van der
Waals forces. In chemisorption, an actual sharing of electrons
or electron interchange occurs between the chemisorbed
species and the solid surfaces, and the solid surface bonds
very strongly to the adsorption species through covalent
bonds. The chemisorption layer is always monomolecular
while physisorbed layers may be monomolecular or poly-
molecular. Heat of absorption for chemisorption (10 to
Typical surface layers
Figure 1.3

1
2
3
4
5
6
7
8
9
10
10
1
2
3
4
5
6
7
8
9
20
20
1
2
3
4
5
6
7
8
9
30
30
1
2
3
34R
34R
6
Tribology for Engineers
100 kcal/mol) is more than that for physisorption (1 to
2 kcal/mol) and chemisorption requires certain activation
energy while physisorption needs no such energy. The
thickness of oxide and chemically reacted layer ranges
from 10 to 100 nm. Below this lies the deformed layer of
the material containing some entrapped lubricants and
contaminants followed by the bulk material. The thickness
of the deformed layer ranges from 1 to 100 microns.
The tendency of molecules to absorb on the surface and the
chemical reactivity may be regarded as extrinsic properties
of the surface. The important intrinsic property of the surface
is the surface tension or free surface energy, which is basically
the reversible work required to create a unit area of the
surface at constant volume, temperature and chemical
potential. The creation of a new surface implies not only
mechanical work but also heat consumption if the process
occurs isothermally. The value of the surface energy of a
material depends on the nature of the medium on the other
side of the material boundary. Numerous surface analytical
techniques are commercially available for the characterization
of surface layers. The metallurgical properties like grain
structure of the deformed layer can be obtained by sectioning
the surface and examining the cross-section with the help of
a high-resolution optical microscope or a scanning electron
microscope (SEM). A transmission electron microscope
(TEM) can be used to study microcrystalline structure and
dislocation density. The crystalline structure of a surface layer
can also be studied by X-ray, high-energy or low-energy
electron diffraction techniques. An elemental analysis of a
surface layer can be done with the help of an X-ray energy
dispersive analyser (X-REDA), an Auger electron spectroscope
(AES), or an electron probe microanalyser (EPMA), etc. The
chemical analysis of the surface layers can be performed by
X-ray photoelectron spectroscopy (XPS) and secondary ion

1
2
3
4
5
6
7
8
9
10
10
1
2
3
4
5
6
7
8
9
20
20
1
2
3
4
5
6
7
8
9
30
30
1
2
3
34R
34R
7
Surface topography
mass spectroscopy (SIMS). Thickness and severity of the
deformed layer can be obtained by measuring residual stress
in the surface, while the thickness of all layers can be measured
by depth-profi ling a surface. The most common techniques
for measurement of organic layer thickness include depth-
profi ling using XPS and ellipsometry.
1.3 Roughness parameters
Surface roughness basically refers to the variations in the
height of the surface relative to a reference plane. It is in
general measured either along a single line profi le or along
a set of parallel line profi les as in the case of a surface map.
A surface is composed of a large number of length scales
of superimposed roughness that are generally characterized
by three different types of roughness parameters, viz.,
amplitude parameters, spacing parameters and hybrid
parameters. Amplitude parameters are measures of the
vertical characteristics of the surface deviations and examples
of such parameters are centre line average roughness, root
mean square roughness, skewness, kurtosis and peak-
to-valley height. Spacing parameters are measures of the
horizontal characteristics of the surface deviations and
examples of such parameters are mean line peak spacing,
high spot count, peak count, etc. On the other hand, hybrid
parameters are a combination of both the vertical and
horizontal characteristics of the surface deviations and
examples of such parameters are root mean square slope of
profi le, root mean square wavelength, core roughness depth,
reduced peak height, valley depth, material ratio, peak area
and valley area. Hybrid parameters are considered more
powerful than a parameter solely based on amplitude or
spacing to characterize the surface topography.