Должиков В.П. Основы программирования и наладки станков с ЧПУ
Подождите немного. Документ загружается.

41
частей и определяют значение MID в миллиметрах. Если припуск не
разделен, то MID = DP.
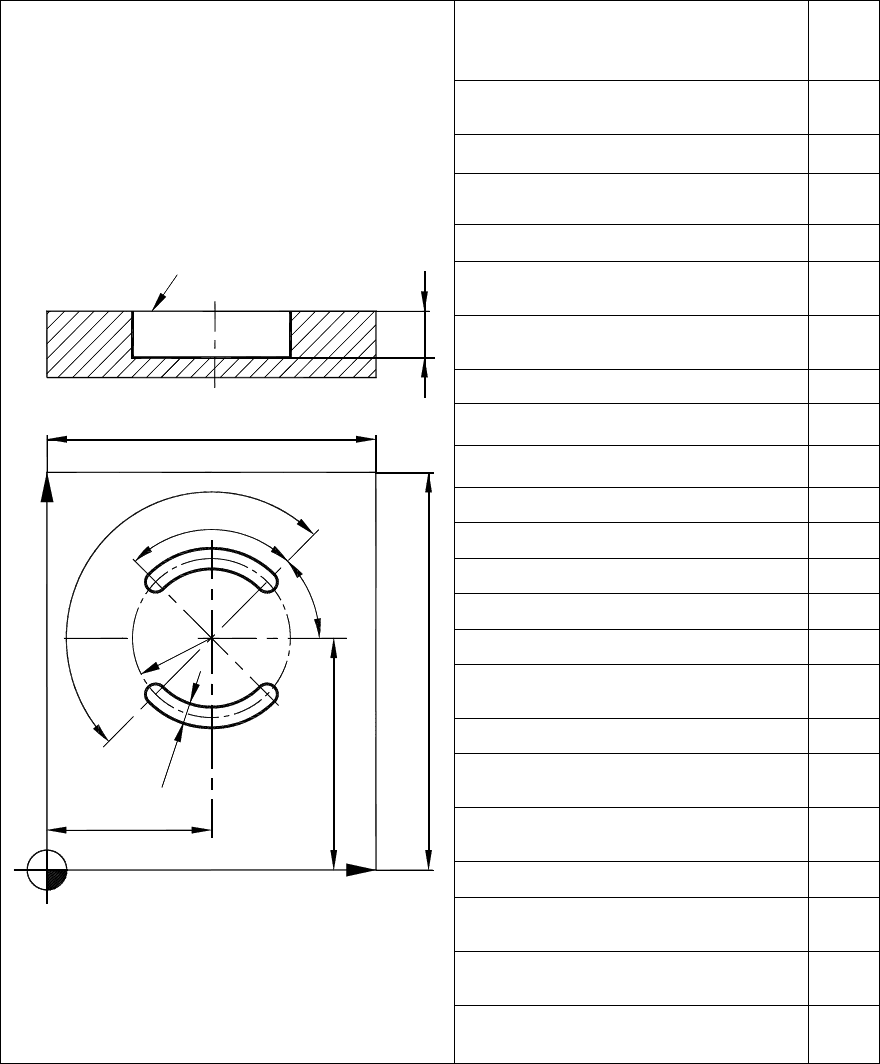
Цикл SLOT2 (рис. 1.18) предназначен для программирования па-
зов расположенных по окружности. При заполнении таблицы в кадре
управляющей программы сформируется следующая запись:
SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD,
STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF).
Цикл SLOT1 предназначен для программирования пазов располо-
женных радиально к окружности. В кадре управляющей программы па-
раметры цикла
запишутся в следующей последовательности: SLOT1
(RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1,
INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF, FALD,
STA2), где CPA, CPO – центр окружности радиусом RAD, от которой
радиально отходят пазы; STA1 – начальный угол оси первого паза отно-
сительно оси X; INDA – угол между осями последующих пазов; NUM –
число пазов; LENG – длина паза; WID – ширина паза, ширина паза
обычно больше диаметра фрезы, чтобы была возможность сделать чис-
товой проход; MID – глубина врезания на
один проход; FALD – при-
пуск на чистовую обработку на дне паза; STA2 – максимальный угол
врезания для возвратно-поступательного движения (обычно до 15 гра-
дусов). Остальные параметры такие же, как в цикле SLOT2.
1.9. Кодирование вспомогательных функций
Вспомогательные функции предназначены для программирования
различных технологических команд.
М00 Программируемый останов. После выполнения команд, за-
писанных в данном кадре, происходит останов шпинделя, охлаждения,
подачи. Однако информация, ранее записанная в УП и введенная в УЧ-
ПУ, не стирается. Работа по программе возобновляется нажатием кноп-
ки на пульте УЧПУ.
М01 Останов
с подтверждением. Функция аналогичная М00, но
выполняется в том случае, если на пульте УЧПУ зажата соответствую-
щая клавиша.
42
Параметры
(для рис. 1.18)
Зна-
че-
ние
Плоскость отвода RTP, абсо-
лютно
2
Базовая плоскость RFP 0
Безопасное расстояние SDIS 1
Глубина кругового паза DP –6
Глубина кругового паза,
инкр., DPR
0
Количество круговых
пазов, NUM
2
Угол для длины паза, AFSL 90
Ширина паза, WID 10
Центр оси паза, CPA 50
Центр оси паза, CPО 60
Радиус окружности, RAD 30
Начальный угол, STA1 45
Начало второго паза, INDA 180
Величина подачи врезания, FFD 80
Величина подачи по поверхно-
сти, FFP1
300
Глубина врезания, MID 2
Направление фрезерования, по
час. стрелке, CDIR
3
Припуск чистовой обработки,
FAL
0,2
Тип обработки, VARI 0
Глубина врезания для чистовой
обработки, MIDF
6
Величина подачи для чистовой
обработки, FFP2
400
Y
X0
СPA
СPO
R
A
D
DP
Референтная плоскость RFP
A
FSL
W
ID
ST
A
1
I
N
D
A
100
100
Рис. 1.18. Описание цикла SLOT2
Обороты шпинделя для чисто-
вой обработки, SSF
3000
М02 Конец программы. Функция указывает на завершение отработ-
ки программы. После выполнения всех команд в кадре происходит оста-
нов шпинделя, подачи, выключается охлаждение. Используется для при-
ведения в исходное положение управляющего устройства и (или) испол-
нительных органов станка. Возвращение в исходное положение для УЧ-
ПУ типа NC может включать перемотку перфоленты
до символа «Начало
программы» или протягивание перфоленты, склеенной в кольцо.
43
М03 Вращение шпинделя по часовой стрелке. Команда включает
вращение шпинделя в направлении по часовой стрелке, если смотреть
со стороны положительного направления координатной оси, проходя-
щей вдоль оси шпинделя.
М103 Вращение первого шпинделя по часовой стрелке.
М203 Вращение второго шпинделя по часовой стрелке.
М04 Вращение шпинделя против часовой стрелки. Команда
включает вращение шпинделя в направлении противоположном преды-
дущему случаю.
М05 Останов шпинделя. Команда производит остановку враще-
ния шпинделя и выключение охлаждения.
М06 Смена инструмента. Команда на смену инструмента вручную
и автоматически, при этом поиск инструмента не производится. Эта ко-
манда является подготовительной для слова «Функция инструмента»,
которое записывается с адресом Т. В некоторых УЧПУ по команде М06
выключается
вращение шпинделя и охлаждение.
М07 Включение охлаждения 2. Включается какое-либо охлажде-
ние, например, масляным туманом.
М08 Включение охлаждения 1. Включается какое-либо охлажде-
ние, например, жидкостью.
М09 Отключение охлаждения. Отменяет команды М07, М08,
М50, М51.
М10 Зажим.
М11 Разжим. По командам М10 и М11 производится соответст-
венно зажим
и разжим подвижных органов станка, например, стола с за-
готовкой при растачивании с целью повышения точности обработки.
М13 Вращение шпинделя по часовой стрелке и включение ох-
лаждения.
М14 Включение шпинделя против часовой стрелки и включе-
ние охлаждения.
М15 Перемещение положительное.
М16 Перемещение отрицательное. Команды М15 и М16 исполь-
зуются для
выбора направления быстрого хода или рабочей подачи.
М19 Ориентированная остановка шпинделя. Происходит оста-
новка вращения шпинделя, причем шпиндель останавливается в опреде-
ленном положении. Это необходимо, например, при выводе борштанги
из отверстия при растачивании.
М119 Ориентированная остановка первого шпинделя. Функция
применяется при программировании многошпиндельных станков. Ори-
ентированная остановка применяется, например, при
фрезеровании или
сверлении на токарных обрабатывающих центрах.
44
М219 Ориентированная остановка второго шпинделя.
М30 Конец ленты. После выполнения всех команд, записанных в
кадре совместно с командой М30, происходит выключение вращения
шпинделя и охлаждения. В отечественных станках команда М30 ис-
пользуется для установки в исходное положение УЧПУ и (или) испол-
нительны органов станка. Установка в исходное положение включает в
себя перемотку перфоленты до символа «%» – «Начало программы» (в
случае записи на перфоленте нескольких УП) до символа «%», протяги-
вание ленты, склеенной в кольцо или обращение ко второму считывате-
лю. Любая информация, записанная на перфоленте после команды М30,
устройством УЧПУ не воспринимается.
М31 Отмена блокировки. Временное отключение обычно дейст-
вующей блокировки.
М36
Диапазон подач 1.
М37 Диапазон подач 2. Команды М36 и М37 используются для
задания одного из двух диапазонов подачи путем переключения кине-
матической связи.
М38 Диапазон оборотов шпинделя 1.
М39 Диапазон оборотов шпинделя 2. Команды М38 и М39 ис-
пользуются для задания одного из двух диапазонов частоты вращения
шпинделя путем переключения
кинематической связи.
М50 Включение охлаждения 3.
М51 Включение охлаждения 4.
М55 Линейное смещение инструмента в положение 1.
М56 Линейное смещение инструмента в положение 2. По коман-
дам М55 и М56 происходит линейное смещение инструмента в фикси-
рованное положение, определяемое механическими, электрическими
или другими видами упоров.
М60 Смена заготовки. Автоматическая замена обработанной дета-
ли
, установленной на станке, на заготовку, которая может храниться, на-
пример, в магазине заготовок. Смена может производиться с помощью
механического манипулятора или промышленного робота. На станке
ИР320ПМФ4 по этой команде устанавливается очередной стол-спутник.
М61 Линейное смещение заготовки в положение 1.
М62 Линейное смещение заготовки в положение 2.
М71 Угловое смещение заготовки
в положение 1.
М72 Угловое смещение заготовки в положение 2. По командам
М61, М62, М71, М72 производится линейное или поворотное смещение
заготовки в фиксированное положение, определяемое механическими,
электрическими и другими видами упоров.
45
П р и м е ч а н и я:
1. Функции М20...М29, М90...М99 по ГОСТ 20999–83 постоянно не
определены и предназначены для индивидуального использования в
конкретных УЧПУ.
2. Функции М17, М18, М46...М49, М52...М54, М57...М59,
М63...М70, М73...М80 не определены и предназначены для индивиду-
ального применения.
1.10. Программирование размерных перемещений
Согласно разработанному технологическому процессу для данной
детали имеем операционный эскиз для станка с ЧПУ, на котором пока-
заны поверхности, которые должны быть обработаны на данной опера-
ции. Для обработки этих поверхностей необходимо разработать управ-
ляющую программу (УП). В УП необходимо запрограммировать траек-
торию движения режущего инструмента, режимы резания и другие тех
-
нологические параметры. Траектория движения программируется в виде
элементарных перемещений. Элементарными перемещениями являются
отрезок прямой по одной, двум или трем координатам (осям) и четверть
дуги окружности. Каждое элементарное перемещение программируется
отдельным кадром. Процесс перевода величины перемещения, записан-
ного в кадре, в движение станка называют интерполяцией. Различают
линейную интерполяцию – движение по прямой,
и круговую интерпо-
ляцию – движение по дуге окружности.
Если подготовка управляющей программы будет выполняться
вручную (без применения ЭВМ), то для создания управляющей про-
граммы необходимо разработать расчетно-технологическую карту, со-
держащую траекторию движения инструмента и всю необходимую тех-
нологическую информацию.
1.10.1. Разработка расчетно-технологической карты
Расчетно-технологическая карта (РТК) представляет
собой опера-
ционный эскиз, на который нанесена траектория движения инструмента
в виде последовательности элементарных ходов. Начало и конец эле-
ментарного хода обозначается опорной точкой с номером. В опорной
точке изменяется либо направление движение подачи, либо технологи-
ческое состояние станка (включается СОЖ, изменяются режимы реза-
46
ния и т. д.). Началом и концом траектории является исходная точка
станка, из которой начинается движение инструмента (стола, суппорта)
и в которой закончится движение инструмента. Траектория показывает
или перемещение вершины резца, или центра торца фрезы. При фрезе-
ровании контура детали концевой фрезой вместо траектории строят эк-
видистанту – кривую, равноудаленную от траектории
на величину, рав-
ную радиусу фрезы. Для уменьшения влияния системы СПИД тра-
екторию движения инструмента проводят по середине поля допуска
обрабатываемого размера.
Структура элементарных ходов зависит от модели применяемого
станка, возможностей устройства ЧПУ. При использовании более раз-
витой системы УЧПУ возможно движение по прямой или дуге окруж-
ности одновременно по
трем координатам.
Кроме траектории движения инструмента на РТК наносят оси ко-
ординат, комплекты баз, применяемые нулевые точки станка, режимы
резания, места расположения прижимов. Обрабатываемые на данной
операции поверхности обводят толстыми линиями.
Заготовка будет располагаться в определенном месте рабочего про-
странства станка, поэтому при разработке РТК должны быть учтены
зоны, в которых
должны быть запрещено движение инструмента. Это
места, близкие к шпинделю, суппорту, столу. Размеры зон определены
для каждой модели станка. При разработке РТК оперируют рабочей зо-
ной станка, в которой разрешено движение инструмента. Ее размеры
ограничиваются уставками станка и учитываются при разработке РТК.
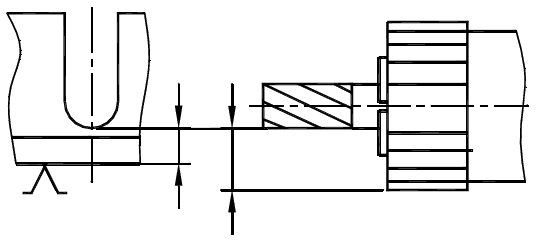
Для станков с горизонтальным расположением шпинделя необходи-
мо
учитывать расположение вспомогательного инструмента (патрона,
державки) над плоскостью стола (рис. 1.18). В данном примере деталь
должна быть установлена не на столе, как показано на рисунке, а на до-
полнительной плите с учетом величины радиуса цангового патрона: h > H.
3
H
h
Рис.1.18. Взаимное расположение детали
и цангового патрона
47
30O
20
O
80,00
30101015
10
O
200 ± 0,05
300,00
Z
5
0
2
R15
3
1
4
0
X
4
5
6
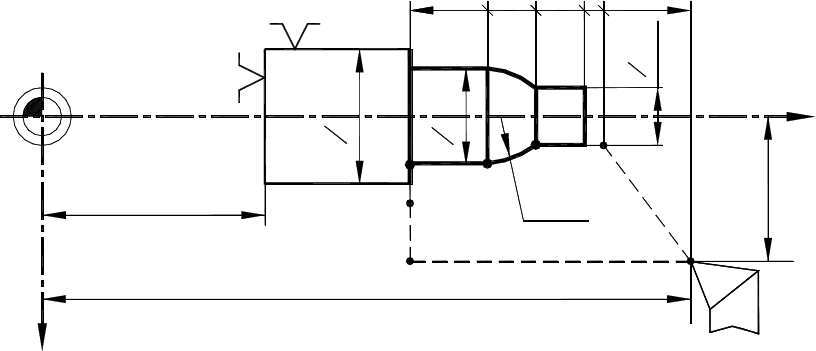
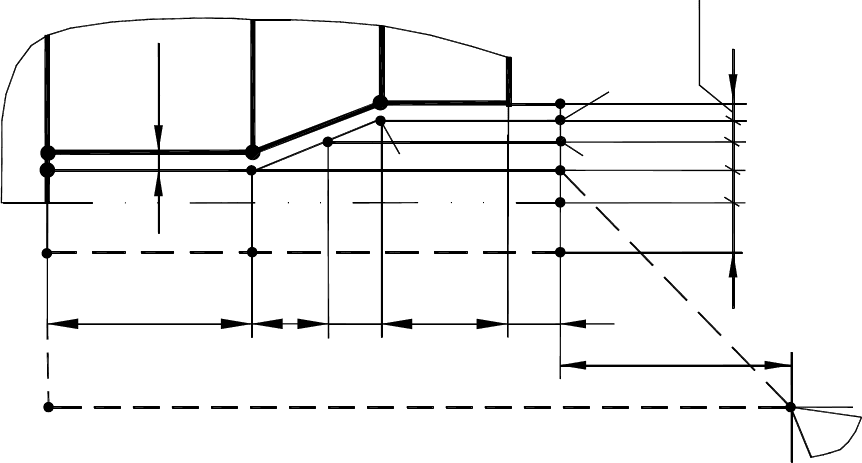
Рис. 1.19. Траектория движения резца при токарной обработке заготовки.
Штриховой линией показана ускоренная подача (точки 0–1 и 5–6–0),
сплошной линией (точки 1–2–3–4–5) – рабочая подача
Фрагмент РТК для обработки детали на токарном станке представ-
лен на рис. 1.19. Штриховой линией показано движение резца на уско-
ренной подаче. Размеры даны от нуля станка до базового торца и до
вершины резца. Размер до базового торца – с допуском, так как он на-
страивается с определенной погрешностью. Осевой размер до вершины
резца выполняется с погрешностью отработки данным станком (до со-
тых долей миллиметра), поэтому после запятой – два нуля. Осевые раз-
меры между опорными точками траектории даны в приращениях.
1.10.2. Особенности разработки РТК для токарных станков
При разработке РТК необходимо учитывать рекомендуемую после-
довательность обработки поверхностей при точении [3]:
• подрезка торца;
• сверление отверстия. Обычно перед сверлением заготовку за-
центровывают. Это особенно важно, если отверстие будет сверлиться
длинным и тонким сверлом. Отверстие сверлится до продольной обточ-
ки потому, что при сверлении возникают значительные силы резания,
которые, при менее жесткой (обточенной) заготовке, приведут к неже-
лательным последствиям. Если диаметр отверстия более 20…25 милли-
метров, применяют
набор сверл с перепадом диаметров 10...15 милли-
метров для снижения сил резания;
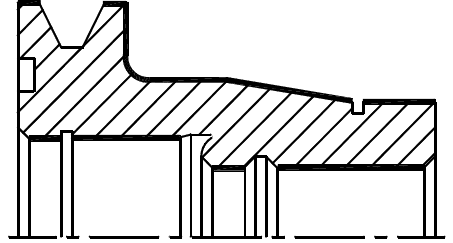
• черновая обработка наружных основных поверхностей (рис.
1.20);
• черновая обработка внутренних основных поверхностей;
48
• обработка дополнительных поверхностей специальным инстру-
ментом;
• чистовая обработка наружных поверхностей;
• чистовая обработка внутренних поверхностей.
Рис. 1.20. Эскиз типовой детали [3]:
Основные (жирная линия) и дополнительные (тонкая линия) поверхности заготовки
На рис. 1.19 показана траектория движения вершины резца при
окончательной обработке, когда формируется окончательный профиль
детали. Такая траектория характерна для заготовок, полученных точным
литьем. Если для обработки заготовки, полученной из прутка, оставить
только один этот проход резца, то либо резец может сломаться, либо ос-
тановится движение суппорта из-за недостаточной мощности привода
.
Это объясняется тем, что при обработке заготовки до диаметра 10 мил-
лиметров, толщина срезаемого слоя будет равна
t = Dзаг/2 – d мин/2 = 30/2 – 10/2 = 10 миллиметров.
Для станков типа СТП220, МК6731, 16К20Ф3 средняя толщина срезае-
мого слоя обычно составляет 2–4 миллиметра. Поэтому данную заго-
товку необходимо обрабатывать за несколько проходов, учитывая тол-
щину срезаемого слоя (рис. 1.21). Глубина
резания делится на неравные
части. Слой металла, расположенный ближе к обрабатываемой поверх-
ности, должен быть тоньше для уменьшения сил резания при оконча-
тельном проходе. Чем точнее обрабатываемая поверхность, тем меньше
глубина резания при окончательном проходе. Обычно диапазон глубин
резания при окончательном проходе составляет 1…0,3 миллиметра. При
задании величины подачи необходимо учитывать
следующие положе-
ния: при назначении окончательного (чистового) прохода подача назна-
чается, исходя из требуемой шероховатости, подача на предварительные
проходы назначается, исходя из мощности привода и жесткости систе-
мы СПИД (Станок – Приспособление – Инструмент – Деталь). Глубина
резания при окончательном проходе, равная 1 миллиметру позволит по-
лучить размеры, ориентировочно, по 9–12-му квалитету точности и с
шероховатостью Rz 40. При глубине резания, равной
49
0,5–0,3 миллиметра, достигается точность для станков класса «Н» по
8-му квалитету и шероховатость Ra 2,5… Ra 1,6. Для получения деталей
более высокого качества применяют станки класса точности «П», «В»,
«А» и используют технологические приёмы, характерные для тонкого
точения.
10
0,3...0,5
5
32
4
49,
,
14
5
0
30
16
1
611
5
4
10
17
7,
12
18
813
,
15
6
2
3,
19
20
0,3...0,5
15
Рис.1.21. Траектория движения резца при задании размеров в приращениях
При разработке РТК удобно пользоваться типовыми переходами
[2]. Наиболее распространенные переходы при токарной обработке –
подрезка торца заготовки, точение наружного цилиндра, центрование
заготовки, сверление, зенкерование, развертывание отверстия, растачи-
вание отверстия, точение наружной или внутренней фасок, точение
кольцевых канавок, нарезание резьбы резцом, нарезание внутренней
резьбы метчиком, нарезание наружной резьбы плашкой. Пример типо-
вого
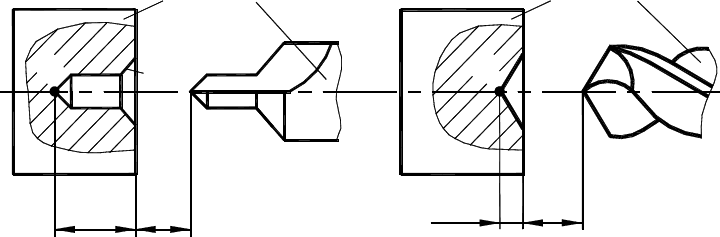
перехода при центровании заготовки представлен на рис. 1.22. При
токарной обработке вращается заготовка, а сверло не вращается. На
сверлильных и многооперационных станках обычно вращается инстру-
мент, а заготовка закреплена неподвижно. Размер L указывается на чер-
теже, размер L
1
составляет 3…10 миллиметров в зависимости от точно-
сти исходной заготовки. Чем больше допуск на заготовку, тем больше
выбирается размер L
1
. Центрование обычно выполняют центровочными
сверлами. Такие сверла имеют более жесткую конструкцию (рис. 1.22, а).
При центровании иногда используют короткие (30…50 мм) спиральные
сверла диаметром 18…25 миллиметров с подшлифовкой перемычки
(рис. 1.22, б). Величина перемещения L + L
1
выполняется на рабочей
50
подаче. Центрование всегда применяется перед последующим сверле-
нием тонкими (до 12 мм) и длинными (свыше 50 мм) сверлами. Если
центрование применяется для получения базирующей поверхности (на-
пример, для последующего шлифования в центрах) и важна глубина
фаски Ф центровочного отверстия или ее диаметр, то величина размера
L рассчитывается с учетом этих параметров.
С
З
1
1
L
Ц
З
2
L
б
Ф
1
1
L
а
L
2
Рис. 1.22. Центрование заготовок:
а – центровочным сверлом; б – спиральным коротким сверлом; З – заготовка,
Ц – центровочное сверло, С – спиральное сверло, Ф – фаска; L – глубина обработки,
L
1
– расстояние до детали
При разработке управляющих программ для станков с ЧПУ с по-
мощью систем автоматизированного проектирования технологиче-
ских процессов (САПРТП) или CAD/CAM систем используют ТЭПы
(типовые элементарные переходы), имеющиеся в базе данных. В ТЭПах
заложен жесткий алгоритм последовательности обработки, что исклю-
чает появления брака и облегчает программирование. Дальнейшим раз-
витием ТЭПов стали
циклы (CYCLE), или G-инструкции, часто приме-
няемые в зарубежных станках. В развитых системах количество ТЭПов
может достигать нескольких сотен. В каждой САПР по-разному опери-
руют с ТЭПами. Например, в САПРТП–2 (разработчик организация
«Технотрон», г. Томск) для наружной обточки имеются следующие
ТЭПы: ПНПП – поверхность наружная продольная предварительная,
ПНТП – поверхность наружная торцовая
предварительная, ПНКП – по-
верхность наружная контурная предварительная и др. В предваритель-
ных элементарных переходах припуск снимается не за один проход, а за
несколько проходов. Количество проходов определяет САПР в зависи-
мости от жесткости данного станка. В базе данных САПРТП–2 имеются
также ТЭПы для предварительной обработки с зачистным проходом и
ТЭПы для
окончательной обработки.