Должиков В.П. Основы программирования и наладки станков с ЧПУ
Подождите немного. Документ загружается.

71
Направление отвода резца определяется знаком «+» или «–» адреса I.
Длина резьбонарезания при G74 включает в себя: участок разгона
длиной 5 мм, длину резьбы по чертежу, сбег резьбы длиной 1,25К
(К – шаг резьбы).
При необходимости, для улучшения качества поверхности резьбы,
выполняют зачистной (чистовой) проход.
Пример нарезания резьбы по схеме рис. 1.42,а на станке
СТП220АП
с использованием цикла:
N80T0303LF – позиция инструмента 03, коррекция 03
N85G41LF – коррекция включена
N90S500M03M08M44LF – включено вращение шпинделя: число
оборотов в минуту – 500, по часовой
стрелке, 2-й диапазон чисел оборотов
N95X27919Z–38000LF – выход в заданную точку по двум осям
N100X7919LF – выбор глубины резания
N105G74Z0I1083J210K2000LF – цикл резьбонарезания; глубина
резьбы 1083 мкм, глубина одного
прохода 210 мкм, шаг – 2 мм
N110G74Z0I1083K2000LF – зачистной проход
N115G00X43250Z50000M05LF – отвод на
холостом ходу в точку
смены инструмента; останов
вращения шпинделя
N120G40LF – отмена коррекции инструмента.
1.13. Программирование состояния станка
При первоначальном включении станка происходит обнуление всех
рабочих органов станка, и по умолчанию устанавливаются определен-
ные подготовительные и вспомогательные функции. Перечень первона-
чальных установок определяется классом устройства ЧПУ. Для уст-
ройств ЧПУ класса NC подготовительные и вспомогательные функции
необходимо записывать в управляющей программе.
УЧПУ класса CNC устанавливают определенные подготовитель-
ные и вспомогательные
функции при включении и при обнулении (кла-
виша RESET) станка, однако, перед отработкой кадров с размерными
перемещениями необходимо рабочий орган (шпиндель, стол) устано-
вить в заданном положении.
Задание размеров в приращениях иногда оказывается предпочти-
тельным, например, при фрезерной обработке. Но принято перемещения
в исходную точку программы задавать в абсолютных значениях для об
-
72
легчения контроля первоначальных перемещений. Эти первоначальные
перемещения отрабатываются на ускоренной подаче.
В первых кадрах программы необходимо задать отмену коррекции,
частоту вращения шпинделя, направление вращения шпинделя, диапа-
зон оборотов шпинделя, подачу, так как многие устройства ЧПУ блоки-
руют перемещения, если не вращается шпиндель. В начале программы
обычно задают плоскость, в которой будет
запрограммирована круговая
интерполяция. Здесь же указывается, в каких единицах будет задана
подача. Если задается смещение исходной точки станка программно, то
это смещение необходимо также задать в начале программы.
Некоторые устройства ЧПУ не позволяют в одном кадре програм-
мировать несколько подготовительных или вспомогательных функций,
поэтому их необходимо программировать последовательно.
Пример программирования
состояния токарного станка класса NC
(СТП220ПР с устройством ЧПУ «Гамма 122»):
(Имя файла – gam_132.tec – 27.10.2000 )
(Деталь ЛЕВОЕ КОЛЬЦО 7427.16.01.653)
(Установ Б )
(Общий сдвиг нуля X=+048500 Z=+031500)
%ПС
/N001G25X+999999LF – выход в исходную точку по оси X
/N002G25Z+999999LF – выход в исходную точку по оси Z
N003G27LF – задание размеров в абсолютных значениях
N004G58LF – ввод плавающего нуля
N005T188S171M143LF – задана позиция инструмента, обороты
шпинделя, диапазон оборотов шпинделя
N006M103LF – вращение шпинделя по часовой стрелке
N007G10X+0171Z–000125F70000L31LF – длинные размеры, выход
в заданную точку на ускоренной подаче,
задана коррекция.
В станках уровня CNC состояние станка при отработке УП опреде-
ляется включенными подготовительными функциями (колонка PROGR
DATA в памяти УЧПУ, рис. 1.43) и командами управляющей програм-
мы. При обнулении станка в памяти
УЧПУ автоматически устанавли-
ваются подготовительные функции G01, G17, G09, G40, G53, G71, G90,
G94, G96. При работе станка это первоначальное состояние станка из-
меняется. Подготовительные функции, отработанные управляющей
программой, изменяют и данные в колонке PROGR DATA. Например,
при отработке станком функции G02 в поле индикаций вместо G01 по-
73
является G02. Для нормальной отработки УП в ее начале необходимо
зафиксировать требуемое состояние. Для включения вращения шпинде-
ля (без включения вращения шпинделя отработка по УП невозможна) и
предстоящей отработки круговой интерполяции первые кадры УП для
станка ИР320ПМФ4 запишутся следующим образом:
%LF – начало программы;
N10G90S500M41LF – размеры в абсолютных значениях, число
оборотов шпинделя – 500,
включен
1-й диапазон оборотов шпинделя;
N20G94M03LF – задана подача в мм/мин и направление
вращения шпинделя по часовой стрелке;
N30G17Z–130F2000LF – выбор плоскости XY, перемещение
по координате Z на ускоренной подаче
в исходную точку программы.
N - - - - - - - - N - - - METR P00000122
PROGR DATA
G01
G17
G09
G40
G53
G71
G90
G94
G96
F00010.0 S - - - - T - - - -
M - - H - - - E - - - -
ME - 00 - -00
E - 00 - - 00
STATUS
NO PRG
FD PRG
TST MD
CTR RD
IN POS
DEC PG
PRG ED
FAULTS
M01
Рис. 1.43. Индикация состояния управления на дисплее станка ИР320ПМФ4
1.14. Программирование коррекции инструмента
На предыдущих расчетно-технологических картах (рис. 1.37, 1.38)
траектория движения резца начиналась от вершины резца. При замене
резца необходимо очень точно выставить резец так, чтобы его вылет
(расстояние от резцедержателя до вершины резца) остался неизменным.
На станке выставить резец с заданной точностью без необходимых при-
74
боров невозможно. Чтобы не переписывать программу, в устройстве
ЧПУ предусмотрена возможность ввода коррекции. Вначале рассмот-
рим коррекцию на длину (вылет) инструмента. В УЧПУ уровня NC в
управляющую программу записывают слово «ввод коррекции» – на-
пример, подготовительную функцию G41, а на корректорных переклю-
чателях набирают численное значение коррекции. В УЧПУ уровня CNC
в управляющую программу также
записывают слово «ввод коррекции»,
а численное значение коррекции вводят на дисплее в память УЧПУ по
соответствующим адресам. Для отмены коррекции, в конце управляю-
щей программы или в конце действия коррекции данного вида, вводят
слово «отмена коррекции» – подготовительную функцию G40. Числен-
ное значение коррекции, введенное в УЧПУ, автоматически не стирает-
ся даже
при выключении станка. Поэтому при вводе другой программы
с наличием коррекции численное значение предыдущей коррекции не-
обходимо вручную изменить на новое.
LZp
LXp
LZф
D
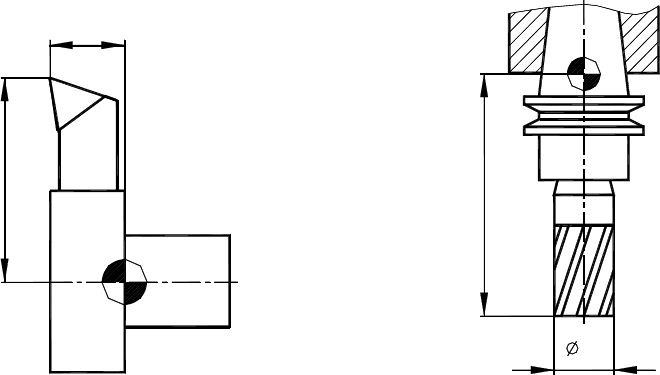
Рис. 1.44. Параметры коррекции
на резец
Рис. 1.45. Параметры коррекции
на фрезу
Наладчики станков с ЧПУ применяют коррекцию для облегчения
наладки станков. В этом случае для токарного станка за нулевую точку
инструмента принимают пересечение оси державки револьверной голов-
ки и торца револьверной головки (рис. 1.44). Для фрезерного станка – пе-
ресечение оси шпинделя и его торца (рис. 1.45). Величину коррекции,
равную вылету инструмента, записывают на соответствующих
коррек-
торах. Расчетно-технологическая карта не перерабатывается, а остается
без изменения. Поэтому при пуске станка с неизвестной программой
необходимо первый проход отработать на замедленной подаче или зна-
75
чение коррекции установить таким, чтобы при первой отработке УП ре-
зец не касался детали. Допуск наладочных размеров LXp и LZp для то-
карных станков должен быть в 4–5 раз точнее допуска на обрабатывае-
мый размер, но не менее, чем технически достижимая точность наладки
для данного предприятия (например, ±0,02 миллиметра).
1.15. Программирование подпрограмм
Во многих деталях присутствуют повторяю-щиеся элементы, кото-
рые могут быть выражены явно или неявно. При разработке управляю-
щих программ для станка с ЧПУ можно значительно уменьшить время на
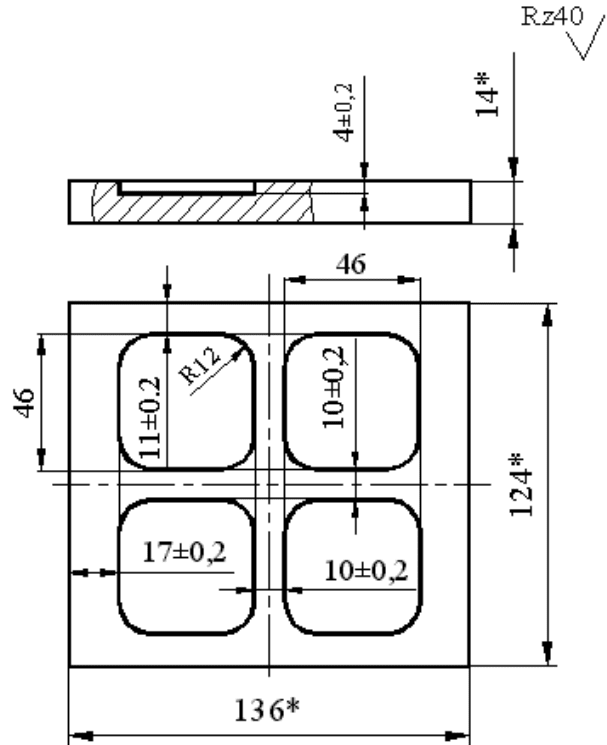
программиро-вание, если воспользо-ваться подпрограммами. На рис. 1.46
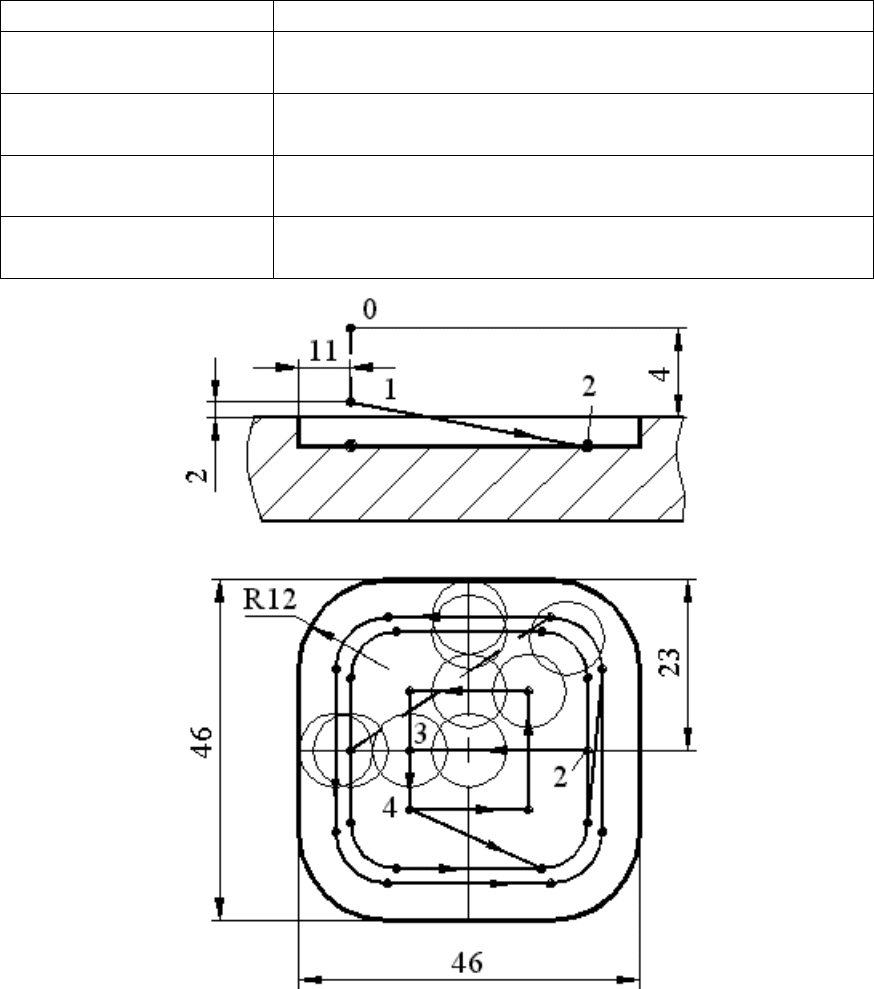
представлен чертеж плиты, на кото-рой присутствуют явно выраженные
повторяю-щиеся элементы – 4 колодца глубиной
4 мм. Удобно разрабо-
тать подпрограммму на изго-товление одного колодца, а затем в основ-
ной про-грамме 4 раза вызвать эту подпрограмму.
Рис. 1.46. Плита
76
2
3
4
3
Рис. 1.47. К расчету
количества эквидистант
Для проектирования подпрограммы разработаем расчетно-
технологическую карту. РТК должна быть разработана таким образом,
чтобы ее можно было использовать в каче-
стве подпрограммы. В качестве нуля детали
можно взять угол детали, от которого про-
ставлены размеры 11±0,2 и 17±0,2 мм.
При разработке РТК определим внача-
ле, сколько необходимо сделать проходов,
чтобы следы фрезы
перекрывали друг друга
с учетом радиуса закругления фрезы на ее
торце. Радиус закругления R сторон колодца
равен 12 мм, поэтому диаметр фрезы должен
быть равен или менее 2R ≤ 24 мм. Припуск
под чистовой проход оставляем 1 мм. Возь-
мем диаметр фрезы равный 20 мм. Определим количество n предвари-
тельных проходов фрезы. Для этого необходимо знать радиус закругле
-
ния фрезы. Допустим, радиус закругления фрезы равен 0,5 мм. Из обра-
батываемого размера L вычитаем величину чистового прохода
1 мм х 2 = 2 мм. Полученное значение делим на диаметр фрезы без уд-
военного радиуса закругления. Полученное значение дополняем до це-
лого числа. Для нашего случая n = (46 – 2)/(20 – 0,5 х 2) = 2,3. Число
предварительных проходов равно 3 (рис. 1.47). Для проверки на эквиди
-
стантах вычертим окружности радиусом 19 мм. Окружности 1 пред-
ставляют след фрезы при окончательном проходе, окружности 2 отстоят
от стенок колодца на 1 мм (припуск на чистовой проход равен 1 мм).
Окружности 3 и 4 расположены на соответствующих эквидистантах.
Участок окружности 4 будет обработан обратным ходом при врезании
фрезы. Ближние к стенкам колодца две эквидистанты имеют скругле-
ния,
а третья представляет собой квадрат для упрощения программиро-
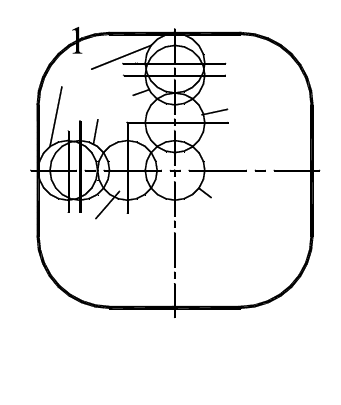
вания. Возникает опасность, что по углам квадрата следы фрезы могут
не перекрыться, поэтому вычерчиваем окружность диаметром 19 мм в
углу квадратной эквиди-станты для проверки (рис. 1.48). Из эскиза вид-
но, что следы перекрываются во всех точках перегиба эквидистант. Го-
товой подпрограмме присвоим номер Р
901, номера основ-ных программ
располага-ются в диапазоне 0…899 (для станка ИР320ПМФ4).
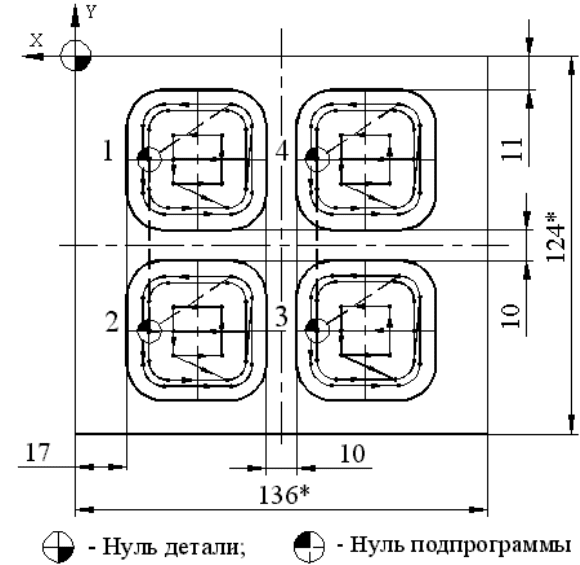
Приспособление установ-лено на станке, и пересе-чение его базо-
вых боковых поверхностей имеют координаты X = 298, Y = –277. Опре-
77
делим координаты начал каждой из 4-х подпрограмм (рис. 1.46) с уче-
том ввода плавающего нуля. Результаты запишем в табл. 1.1.
Таблица 1.1
Координаты начала подпрограмм
Номера точек Координаты
1
X = – 17 – 11 = –28 мм
Y = – 11 – 23 = – 34 мм
2
X = – 17 – 11 = –28 мм
Y = – 11 – 46 – 10 – 23 = –90 мм
3
X = – 17 – 46 – 10 – 11 = –84 мм
Y = – 11 – 46 – 10 – 23 = –90 мм
4
X = – 17 – 46 – 10 – 11 = –84 мм
Y = – 11 – 23 = –34 мм
Рис. 1.48. Фрагмент РТК фрезерования колодца
Управляющая программа для обработки плиты (рис. 1.46) разрабо-
тана с учетом применения подпрограмм. Подпрограмма в основной про-
грамме записывается под адресом Q.
78
%LF
N10G90S560M40LF – размеры в абсолютных значениях, задание
оборотов шпинделя
N20G94M04LF – подача в мм/мин, вращение шпинделя
против часовой стрелки (для данного станка !)
N25G54LF – смещение нулевой точки
N30G01X–28Y–34F1000LF – линейная интерполяция, выход в точку 1
N40Z6LF – подвод шпинделя по оси Z
N50Q901LF – работа по подпрограмме
N60G90X–28Y–90F1000LF – выход в точку 2
N70Q901LF – работа по подпрограмме
N80G90X–84Y–90F1000LF – выход в точку 3
N90Q901LF –
работа по подпрограмме
N100G90X–84Y–34F1000LF– выход в точку 4
N110Q901LF – работа по подпрограмме
N115G53LF – отмена смещения нулевой точки
N120G90Z-20F1000LF – отвод шпинделя по оси Z
N130X330 LF – смещение по оси Х для удобства смены детали
N140M02LF – конец программы
Для согласования подпрограммы и основной программы в под-
программе используется задание размеров в приращениях и сумма по-
ложительных перемещений должна быть
равна сумме отрицательных
перемещений (рис. 1.49):
Рис. 1.49. РТК фрезерной обработки с использованием подпрограмм
79
%LF
N10G91Z–4F300LF – размеры в приращениях, перемещение
из точки 0 в точку 1
N20X–24Z–6F150LF – выход в точку 2 на рабочей подаче
…
N280Z10F300LF – выход в точку 0 подпрограммы
N290M02LF – конец подпрограммы
В многооперационных станках имеется ряд стандартных для дан-
ного станка подпрограмм: подпрограммы смены инструмента и столов-
спутников. Подпрограмма установки инструмента из шпинделя в инст-
рументальный магазин:
N10(*MSG, INSTRUMENT V MAGAZIN) – сообщение оператору
;
N20G0M19 – быстрые перемещения, ориентация шпинделя;
N30G53Z0H0 – отмена плавающего нуля, отвод шпинделя по
оси Z, отмена коррекций;
N40Y–184,2 – перемещение к инструментальному магазину;
N50Z–132,118H0 – координата оси Z смены инструмента;
N60Y0 – координата оси Y смены инструмента;
N70M11 – разжим инструмента;
N80G4F2 – время для нормального разжима инструмента;
N90Z0 – отвод шпинделя без инструмента для поворота магазина;
N9999M02 – конец подпрограммы.
После поворота инструментального магазина в
заданную позицию,
в которой находится следующий инструмент (поворот производится по
командам основной программы), включается подпрограмма на взятие
инструмента из инструментального магазина и установки его в шпин-
дель:
N10(*MSG, INSTRUMENT V SPINDEL) – сообщение оператору;
N20G0M11 – быстрые перемещения, разжим инструмента;
N30G4F2 – время для нормального разжима инструмента;
N40G53Z–132,118H0 – отмена плавающего нуля, подвод шпинделя
по оси Z к инструменту, отмена
значений
корректорных переключателей;
N50M10 – зажим инструмента;
N60G4F2 – время для нормального зажима инструмента;
N70Y–184,2 – смещение по оси Y;
N80Z0 – смещение по оси Z;
N90Y–405 – смещение по оси Y в рабочую зону станка;
N9999M02 – конец подпрограммы.
80
Поочередная работа подпрограмм смены инструмента координиру-
ется основной программой:
%LF
…
N300G90Z–30F1000LF–задание абсолютных значений, отвод
шпинделя из зоны резания на ускоренной по-
даче;
N310Q1LF – отработка подпрограммы Р1 (инструмент из
шпинделя устанавливается в ячейку инстру-
ментального магазина, которая должна быть
свободной, так как из нее был взят инструмент)
N320T12LF – выбирается ячейка №12
инструментального магазина;
N330Q2LF –инструмент из ячейки №12 устанавливается в шпин-
дель;
N340Z–160LF – подвод шпинделя с инструментом по оси Z на
ускоренной подаче к исходной точке программы.
1.16. Разработка карты наладки
Для согласованной работы технолога-программиста и наладчика
станка с ЧПУ используется специальный технологический документ –
карта наладки станка с ЧПУ. Карта наладки для станков с ЧПУ разраба-
тывается согласно ГОСТ 3.1404–86. При разработке карты наладки не-
обходимо учитывать:
• тип оборудования, расположение координатных осей станка;
• применяемое приспособление, способ базирования приспособ-
ления на
станке, способ базирования детали в приспособлении, коорди-
наты базирующих элементов, способ крепления приспособления на сто-
ле и детали в приспособлении;
• применяемый режущий инструмент и способ его закрепления,
положение нуля инструмента; вылет инструмента;
• расположение нуля программы относительно базовых поверх-
ностей детали, совпадение или несовпадение базовых поверхностей де-
тали и
приспособления;
• наличие свободного доступа инструмента ко всем обрабаты-
ваемым поверхностям.
Разработку карты наладки начинают с определения положения
приспособления с деталью в рабочей зоне станка. Вычерчивают габари-
ты приспособления в рабочем пространстве станка и указывают коор-
динаты базирующих элементов приспособления относительно нуля