Должиков В.П. Основы программирования и наладки станков с ЧПУ
Подождите немного. Документ загружается.

61
сти, со сменой инструментов у каждого отверстия и с перемещением
шпинделя только вдоль своей оси. В противном случае погрешность бу-
дет увеличиваться за счет погрешности позиционирования;
• при большом количестве одинаковых отверстий (сверление пе-
чатных плат) необходимо использовать постоянные циклы (G81 – G89),
это сократит число опорных точек;
• при глубине сверления более 3-х
диаметров необходимо преду-
смотреть дополнительные выводы сверла из отверстия для удаления
стружки и охлаждения сверла.
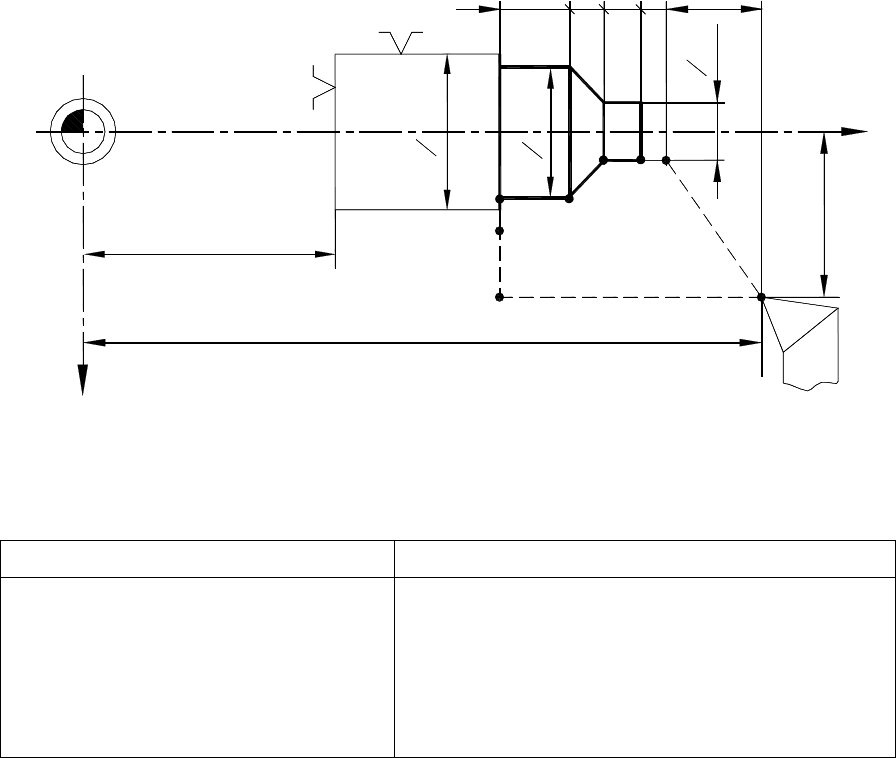
Для обработки отверстий на сверлильном станке разработан опера-
ционный эскиз (рис. 1.34). Необходимо обработать 8 отверстий
∅12 H14 и глубиной 18 миллиметров. Глубина отверстий меньше 3d,
поэтому можно сверлить напроход, без дополнительного вывода сверла.
Точность по 14-му квалитету достигается сверлением,
поэтому будет
использован один режущий инструмент – сверло.
ΔXi
2
4
3
5
1
Рис. 1.34. Операционный эскиз на сверлильную операцию
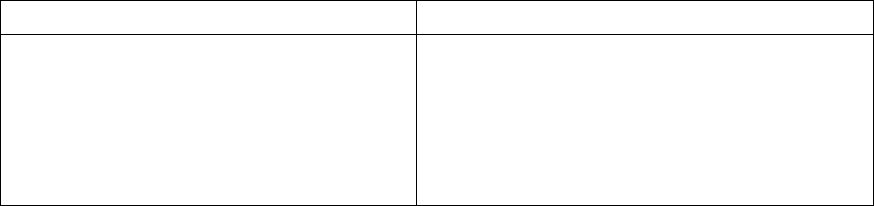
На базе операционного эскиза разработана расчетно-
технологическая карта (рис. 1.35). Для обработки всех отверстий необ-
ходимо применять короткие сверла. Если сверла применяются длинные,
то перед сверлением отверстия необходимо зацентровать центровочным
сверлом. При небольшой партии деталей можно использовать ту же
управляющую программу, что и для сверления. Если партия деталей бу-
дет состоять из
нескольких сотен деталей, то для уменьшения холостых
ходов необходимо разработать новую УП, содержащую и предвари-
тельную обработку центровочным сверлом.
В УП для сверления опорные точки 1,2,3,4,5,6,7,8 взяты на рас-
стоянии 5 мм над деталью (можно брать 3 мм) из условия большой
инерции револьверной головки при движении на холостом ходу и до-
пуском на
высоту заготовки. Рабочая подача включается не доходя 5
миллиметров до детали. Опорные точки, обозначенные цифрами со
62
штрихом показывают положение вершины сверла с учетом полного вы-
хода конуса из детали. Угол 2ϕ сверла принят равным 120 градусам.
При применении сверл с углом 2ϕ равным 90 градусов опорные точки
необходимо отодвинуть от детали и учесть при разработке УП. Для по-
лучения более точных и более чистых отверстий по этой же РТК
снача-
ла сверлят, затем зенкеруют и развертывают отверстия, соблюдая до-
пустимые припуски на обработку каждым инструментом. Точность
межцентрового расстояния при этом практически не улучшится. Для
уточнения межцентрового расстояния отверстия можно расточить по
этой же РТК. При растачивании отверстий вместо сверлильного станка
целесообразнее применить координатно-расточной станок. Приспособ-
ление можно использовать
то же, что и для фрезерования (рис. 1.31), ес-
ли совпадут размеры стола под базирующую шпонку и крепежные от-
верстия.
6, 6
7, 7
8, 8
5, 5
1, 12, 2
3, 3
4, 4
0
0
1, 8
2, 7
3, 6
4, 5
1, 8
2, 7
3, 6
4, 5
10
5
30
343434
18*
76*
134*
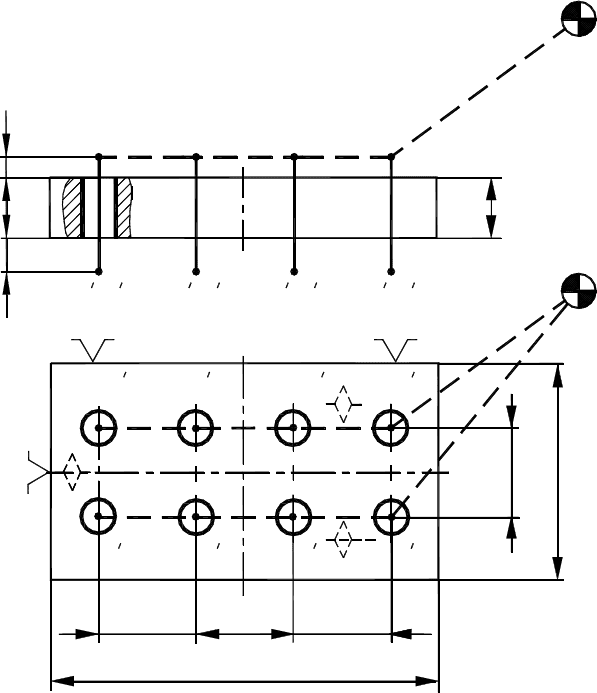
Рис. 1.35. Траектория движения инструмента при сверлении
РТК (рис. 1.35) имеет недостаток – при переходе из точки 5 в точку
6 происходит выбор люфта в приводе подач, поэтому при использова-
63
нии подготовительной функции G62 размер 30±0,1 не будет выдержан.
Для обеспечения этого размера (и других) можно использовать подгото-
вительные функции G60 и G61, но при этом увеличится время обработ-
ки за счет реализации этими функциями подхода к обрабатываемому
отверстию только с одной стороны.
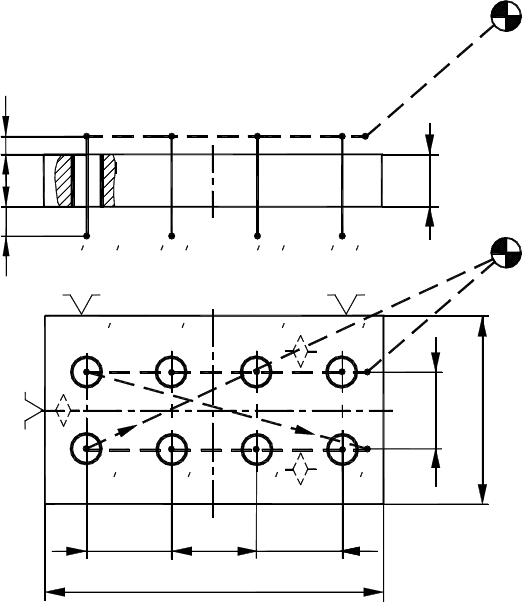
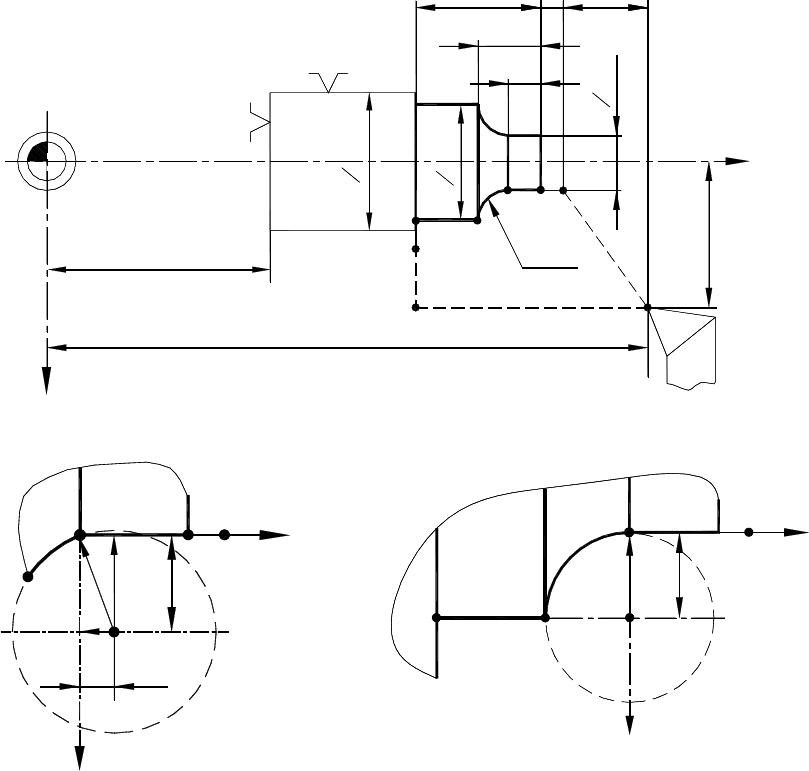
Уменьшить время обработки можно за счет реализации в самой
РТК подхода к
обрабатываемому отверстию только с одной стороны
(рис. 1.36).
6
343434
1
6
1,
9, 9
8, 8
7, 7
10, 10
2, 23, 3
4, 4
5, 5
0
0
2, 7
3, 8
4, 9
5, 10
2, 7
3, 8
4, 9
5, 10
10
5
30
18*
76*
134*
Рис. 1.36. Траектория движения инструмента при сверлении
(подход с одной стороны)
Если на детали имеется большое количество одинаковых отверстий,
то удобно пользоваться подготовительными функциями G81…G89 «По-
стоянные циклы». При этом в первом кадре по адресу R записывается
расстояние от детали для холостых перемещений, а по адресу Z записы-
вается рабочее перемещение (5 мм и (18 + 10) мм по рис. 1.36, соответст-
венно, если плавающий нуль помещен на поверхность
детали).
В общем случае расчетно-технологические карты содержат графи-
ческую часть и технологическую. РТК удобно оформлять на соответст-
вующем бланке (рис. 1.51 для формата 420 х 297 мм).
64
Технологическая часть (режимы резания, режущий и измеритель-
ный инструмент, вспомогательная оснастка) записывается в соответст-
вующих графах.
1.10.5. Линейная интерполяция
Линейная интерполяция – размерное перемещение рабочего ор-
гана станка по прямой линии – задается определенными словами, кото-
рые составляют кадр управляющей программы. Слова записываются в
последовательности адресов, заданных форматом УП данного станка.
Кадр линейной интерполяции содержит: слово «номер кадра», одну из
функций G90 или G91, функцию G01, слово «размерное перемещение»
с адресом X (Y, Z), слово «обороты шпинделя», слово
«направление
вращения шпинделя» (по часовой стрелке или против), слово «диапазон
вращения шпинделя», слово «номер инструмента» и слово «подача».
Размерные перемещения для разных устройств ЧПУ задаются по-
разному. Для устройств ЧПУ класса NC величины перемещений необ-
ходимо задать в дискретах (элементарных перемещениях). Наиболее
часто применяемый формат для класса NC:
N03G2X+042Z+042I+042K+042S04F04T02M2*
С учетом этого
формата число цифр в слове «размерное перемеще-
ние» должно быть равным 6 (4 цифры целой части числа и 2 дробной).
Нули перед первой значащей цифрой могут быть опущены.
Для устройств ЧПУ класса CNC величины перемещений задаются в
реальных значениях. Наиболее употребляемый формат для класса CNC
в части линейных перемещений:
N05G02X+04.30Z+04.30I+04.30K+04.30S04F04T02D02M02*
Нули перед целой частью числа и
после значащей цифры дробной
части могут быть опущены.
1.10.6. Задание размеров в приращениях
Для указанных выше форматов размерные перемещения при зада-
нии размеров в приращениях (подготовительная функция G91) вы-
числяются следующим образом:
• для устройств CNC как разность между конечной и начальной
точкой элементарного перемещения:
Х = Хк – Хн,
Z = Zк – Zн,
где Xн, Zн – координаты точек начала перемещения в миллиметрах;
Xк, Zк – координаты точек конца
перемещения в миллиметрах;
65
• для устройств NC размерные перемещения в управляющую
программу записываются в дискретах, которые вычисляются как:
Xд = 100 (Xк – Xн);
Zд = 100 (Zк – Zн),
где Xн, Zн – координаты точек начала перемещения; Xк, Zк – координа-
ты точек конца перемещения; Xд, Zд – численные значения в дискретах,
которые необходимо записать в УП по адресам X и Z.
0
3015 10 10
X
0
4
2
13
5
7
6
4
80,00
300,00
200 ± 0,05
O 30
O 20
5
O
10
Рис. 1.37. Траектория движения резца. Размеры в приращениях
Например, перемещение резца из точки 0 в точку 4 в РТК для то-
карного станка (рис. 1.37) запишется в УП следующим образом:
Устройство CNC Устройство NC
N40G91LF
N45G1X–75Z–30F1000LF
N50Z–15F200LF
N55X+5Z–10LF
N60Z–15LF
N40G91LF
N45G01X–7500Z–3000F1000LF
N50Z–1500F200LF
N55X+500Z–1000LF
N60Z–1500LF
В первом из этих кадров задаются размеры в приращениях. Во вто-
ром кадре задана линейная интерполяция и перемещение по координате
X на величину 75 миллиметров, по координате Z на величину 30 мил-
лиметров с ускоренной подачей. В третьем кадре задано перемещение
только по координате Z на 15 миллиметров с рабочей подачей.
66
1.10.7. Задание размеров в абсолютных значениях
При задании размеров в абсолютных значениях (подготовитель-
ная функция G90) численные значения для станков с УЧПУ типа CNC
определятся как положение конечной точкой перемещения относитель-
но нуля станка:
X = Xк;
Z = Zк,
где Xк и Zк – координаты конца перемещения относительно нуля станка
в миллиметрах.
А для станков с устройствами ЧПУ типа NC величина перемещения
определится как положение конечной точки перемещения относительно
нуля станка в дискретах:
Xд = 100Xк;
Zд = 100Zк,
где Xк и Zк – координаты конца перемещения относительно нуля станка
в миллиметрах. Xд, Zд – численные значения перемещений, которые
необходимо записать в УП. Предыдущий пример, при сохранении всех
размеров на рис. 1.37, запишется как:
Устройство CNC Устройство NC
N40G90LF
N45G01X+5Z+270F1000LF
N50Z+255F200LF
N55X+10Z+245LF
N60Z+230LF
N40G90LF
N45G01X+500Z+27000F1000LF
N50Z+25500F200LF
N55X+1000Z+24500LF
N60Z+23000LF
1.10.8. Программирование круговой интерполяции
Круговая интерполяция – размерное перемещение рабочего орга-
на станка по дуге окружности. Это перемещение задается одновремен-
ным скоординированным движением рабочего органа (шпинделя, стола
или суппорта) по двум осям, образующим определенную плоскость.
При программировании плоскость задается одной из функций G17, G18,
G19, которая расположена до кадра с круговой интерполяцией. В кадре,
задающем круговую интерполяцию, необходимо
указать: движение по
часовой стрелке (G02), или против часовой стрелки (G03), размерное
перемещение по двум осям выбранной плоскости, радиус дуги окруж-
ности или его проекции по двум осям плоскости, которые обычно запи-
сываются по адресам I, J, K. Положение центра дуги окружности опре-
деляется относительно начальной точки дуги окружности. В устройст-
вах ЧПУ класса NC обычно программируется
не более одной четверти
67
дуги окружности. Если не было задано вращение шпинделя, то его
можно задать в этом же кадре.
Ниже приведен фрагмент УП с программированием круговой интер-
поляции при задании размеров в приращениях для РТК (рис. 1.38) токар-
ного станка с форматом кадра N03G2X+042Z+042I+042K+042S04
F04T02M2*. Радиус дуги окружности запишется в виде проекций по осям
X и Z
словами с адресами I и K соответственно. Центр окружности рас-
сматривается относительно начальной точки дуги окружности –
опорной точки 2 (рис. 1.39). В нашем случае проекция радиуса на ось X
будет равна самому радиусу (рис. 1.40). Поэтому в УП по адресу I запи-
шется величина радиуса, а по адресу K запишется нуль. Нуль записывает-
ся со знаком плюс. Для
определения знаков по адресам I и K в точку нача-
ла дуги окружности мысленно переносится нулевая точка станка.
30
X
0
4
2
13
5
R10
7
6
4
0
80,00
300,00
200 ± 0,05
O 35
O 30
5
20
35
10
O
10
Рис. 1.38. Траектория движения резца. Круговая интерполяция
4
3
I
K
1
2
R
X
Z
Рис. 1.39. Определение проекций
радиуса. Общий случай
Z
2
1
34
R
0
I=R
X
Рис. 1.40. Определение проекций
радиуса для УП по рис. 1.38
68
Если направление движения по дуге совпадает с направлением
осей, то ставится знак «+», если не совпадает, то ставится знак минус.
N40G91LF
N45G01X–7500Z–3000F1000LF
N50Z–1500F200LF
N55G03X+1000Z–1000I+1000K+0LF
N60G01Z–1500LF
При задании размеров в абсолютных значениях положение центра
дуги окружности будет определяться относительно нуля станка и по ад-
ресам I и K нулей не будет. Вышеприведенный фрагмент программы
будет выглядеть следующим образом:
N40G90LF
N45G01X+500Z+27000F1000LF
N50Z+25500F200LF
N55G03X+1500Z+24500I+1500K+25500LF
N60G01Z+23000LF
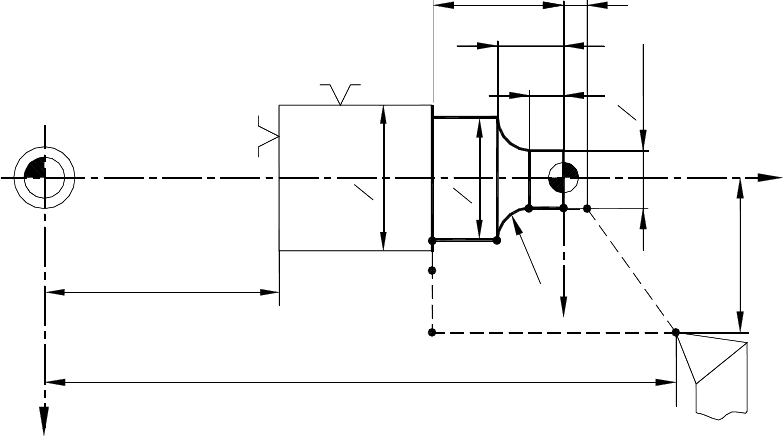
1.11. Ввод плавающего нуля
На чертежах деталей часто проставляются размеры от одного тор-
ца. В этом случае облегчить составление РТК и УП позволяет введение
плавающего нуля – смещение нулевой точки детали относительно ис-
ходной точки (нуля станка). Очень часто ввод плавающего нуля приме-
няют при токарной обработке при задании размеров в абсолютных раз-
мерах. Новое
положение нуля размещают или на чистом (подрезаемом
на данной операции) торце детали, или на торце со стороны отрезки го-
товой детали от прутка. При этом осевые размеры не надо пересчиты-
вать, а можно брать непосредственно с чертежа. Если плавающий нуль
располагают на подрезаемом торце, то это позволяет проще контроли-
ровать наладку
станка при изготовлении пробной детали, при получе-
нии уже первых обработанных поверхностей. Величину смещения за-
дают или в самой управляющей программе (УЧПУ уровня CNC), или на
специальных корректорных переключателях (УЧПУ уровня NC). Все
размеры на РТК (рис. 1.41) рассматриваются в новых координатах
X1O1Z1. Величина смещения плавающего нуля по оси Z для данных ус-
ловий принята
равной 265 миллиметров (300–30–5). Ось Z1 совпадает с
осью Z, поэтому смещение по оси Z равно нулю. Радиальные размеры в
управляющей программе для формата:
N03G2X+042Z+042I+042K+042S04F04T02M2*
будут равны половине диаметра, осевые размеры детали будут со зна-
ком минус и измеряться относительно обработанного торца (новых ко-
ординатных осей). В предлагаемом фрагменте УП показана подрезка
торца, причем резец
должен пересекать осевую линию на 0,5 – 1 милли-
метр для гарантированной подрезки.
69
N90G90LF
N95G01X+2250Z+0F1000LF
N100X-50F100LF
N105X+500LF
N110Z-1000LF
N115G03X+1500Z-2000I+1500К-1000LF
N120G01Z-3500LF
10
O
10
35
20
5
O 30
O 35
200 ± 0,05
300,00
80,00
1
Z
Z
0
1
0
1
X
4
6
7
R10
5
31
2
4
0
X
Рис. 1.41. Ввод плавающего нуля
В кадре N95 перемещение по оси X задано как сумма половины
диаметра заготовки, равная 17,5 миллиметра и недовод резца до заго-
товки равный 5 миллиметрам. Это сделано для предотвращения удара
резца о заготовку при движении с ускоренной подачей по прямой 0–1,
так как допуск на заготовку может быть и со знаком «+».
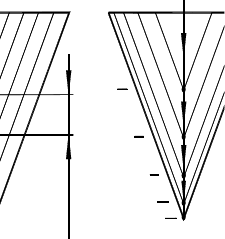
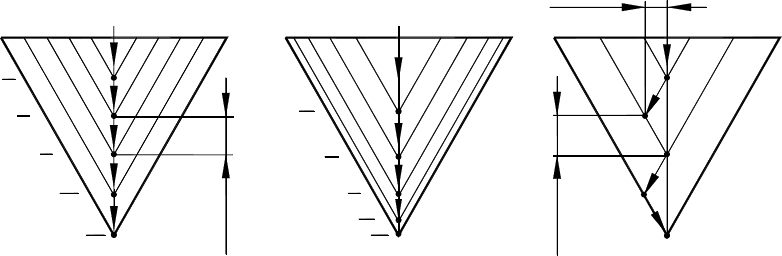
1.12. Нарезание резьбы
Нарезание резьбы резцом на токарных станках производится в ос-
новном для больших диаметров и шагов. Для получения качественной
резьбы обработку заготовки производят за несколько проходов. Чем
больше шаг резьбы, тем больше необходимо сделать проходов. Сущест-
вует несколько схем снятия припуска при обработке. Наиболее простая
схема (рис. 1.42, а) предусматривает одинаковую величину смещения
Δx
i
. Достоинство этой схемы – она легко программируется. Однако с
каждым проходом увеличивается сила резания за счет снятия большего
сечения среза. Заключительный проход – самый нагруженный, – поэто-
му качество резьбы может быть неудовлетворительным. Вторая схема
70
(рис. 1.42, б) предусматривает одинаковое сечение среза во всех прохо-
дах, поэтому качество резьбы будет выше. Существует несколько тех-
нологических схем [2] повышающих качество обработки резьбы. Они
более сложны в программировании, но более технологичны. Одна из та-
ких схем представлена на рис. 1.42, в. По этой схеме смещение по оси Х
остается постоянным,
а смещение по оси Z с каждым проходом изменя-
ет свой знак на противоположный.
ΔXi
Δ
Zi
ΔXi
1
5
3
в
2
4
2
4
3
5
б
1
3
2
5
4
а
1
Рис. 1.42. Технологические схемы обработки резьб
G33 является стандартной функцией резьбонарезания. В этом слу-
чае каждый проход должен записываться отдельным кадром. При наре-
зании крупных резьб необходимо запрограммировать обработку резьбы
за несколько (5–10) проходов, каждый из которых записывается отдель-
ным кадром. Поэтому предпочтительными являются циклы резьбонаре-
зания, в которых вся необходимая информация записывается одним ка-
дром. При вводе
цикла резьбонарезания (например, функция G74) изме-
няется и формат кадра УП:
G2X+043Z+043I+023J+023K023C03P022S04M2,
где: I – высота профиля резьбы;
J – глубина одного прохода;
K – шаг резьбы;
C – угловое смещение при многозаходной резьбе;
P – изменение шага резьбы.
Если адреса J, C, P в кадре отсутствуют, то нарезается однозаход-
ная резьба с постоянным шагом за один проход.
Количество проходов n, при нарезании
резьбы за несколько прохо-
дов, определяется по формуле n = I / J, которое дополняется до бли-
жайшего целого числа, если при расчете n получается дробным.
Число заходов a, при многозаходной резьбе, определяется по фор-
муле a = 360 / C. Величина углового смещения задается в угловых гра-
дусах и должна быть кратной 360°.