Environmental Encyclopedia
Подождите немного. Документ загружается.

Environmental Encyclopedia 3
Privatization movement
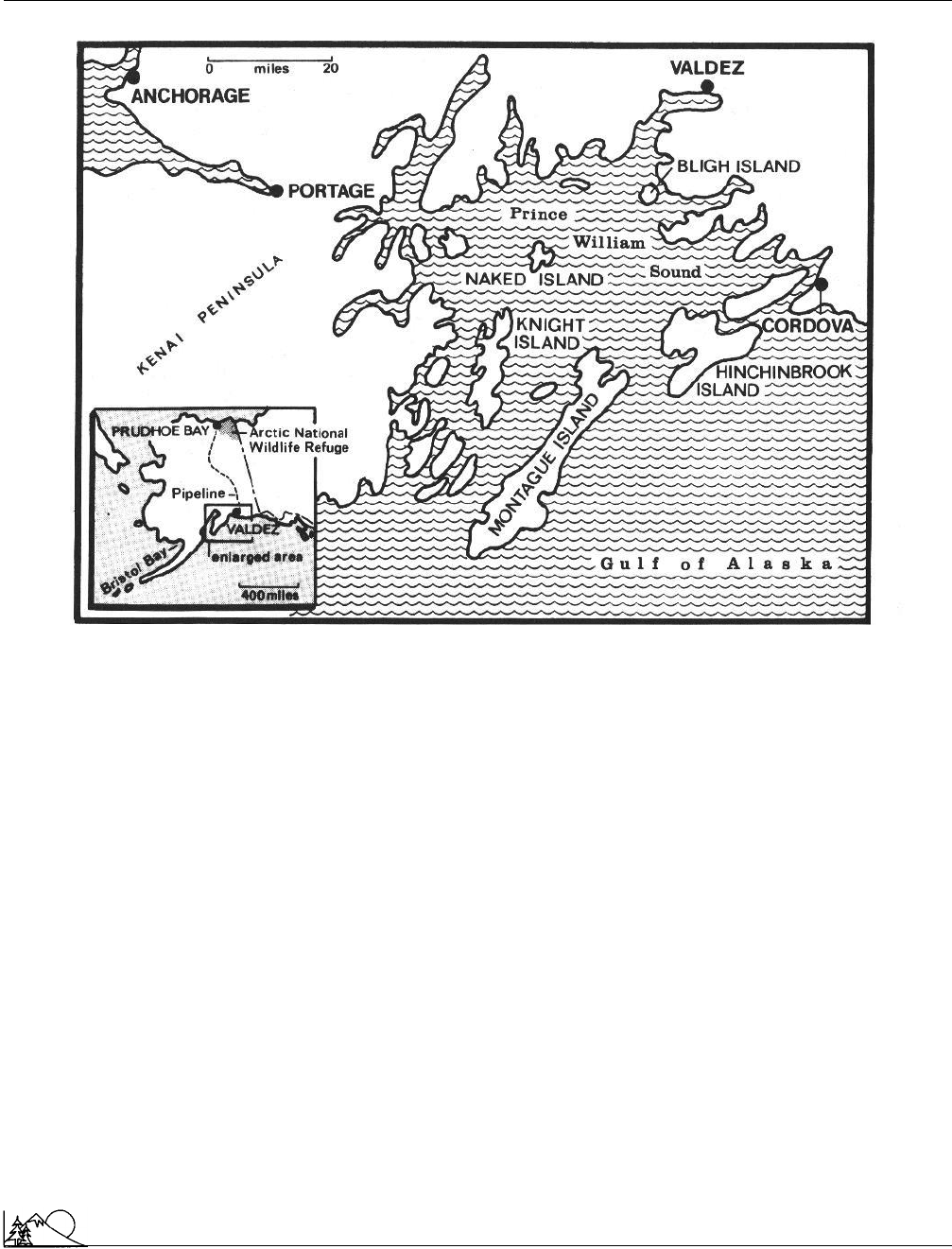
A map of Prince William Sound, Alaska. (The Conservation Fund. Reproduced by permission.)
R
ESOURCES
B
OOKS
Lethcoe, N., ed. Prince William Sound Environmental Reader, 1989: Exxon
Valdez Oil Spill. Valdez, AK: Prince William Sound Books, 1989.
P
ERIODICALS
Dold, C. A., et al. “Just the Facts: Prince William Sound.” Audubon 91
(1989): 80.
Heacox, K. “Sound of Silence.” Buzzworm 5 (January–February 1993): 52.
Steiner, R. “Probing an Oil-Stained Legacy.” National Wildlife 31 (April–
May 1993): 4–11.
Priority pollutant
Under the 1977 amendments to the
Clean Water Act
, the
Environmental Protection Agency
is required to compile a
list of priority toxic pollutants and to establish toxic pollutant
effluent
standards. A list of 126 key water pollutants was
produced by EPA in 1981, and is updated regularly, with
the updates appearing in the Code of Federal Regulations.
This list, consisting of metals and organic compounds and
known as the Priority Toxic Pollutant list, also prescribes
1137
numerical
water quality standards
for each compound.
State
water quality
programs must use these standards or
develop their own standards of at least equal stringency.
Privatization movement
This movement, initiated and supported primarily by econo-
mists, peaked in the early 1980s. Public ownership of land
was inefficient because the administration of the lands was
removed from the incentives and discipline of the free mar-
ket. The case for the transfer of these lands to the private
sector was made most strongly for lands managed for com-
modities (e.g., grazing lands, mineral lands, timber lands),
but some also advocated transferring
wilderness
lands to
the private sector, where it, too, would be more efficiently
managed. Many of the economists who supported the pro-
gram were a part of a movement referred to as the New
Resource Economics (NRE), which advocated an increased
reliance on private property rights and the free market for
managing
natural resources
. Such an approach meshed

Environmental Encyclopedia 3
Probability
well with the Reagan Administration’s philosophy of free
market economics.
The privatization idea moved from theory to practice
in February 1982 at a Cabinet Council on Economic Affairs
meeting with the creation of the Asset Management Pro-
gram. This program was designed to identify federal property
for disposal, to develop legislation needed to dispose the
land, and to oversee the sale of the land. The program was
formalized by President Reagan in February 1982. The Fiscal
Year (FY) 1983 budget proposal called for the sale of 5
percent of the nation’s land (excluding Alaska), approxi-
mately 35 million acres, over five years. The revenues pro-
jected from the program were $17 billion from FY 1983
through FY 1987, the bulk of which was to come from
sales of
Bureau of Land Management
(BLM) and
Forest
Service
lands.
The BLM began to develop a program for land dis-
posal, but in July 1983, Secretary of the Interior James Watt
removed Interior Department lands from the Asset Manage-
ment Program. He thought that the program was a mistake
and was undermining the President’s support in the West
that had developed through the good neighbor program
(which had defused the
Sagebrush Rebellion
).
In the summer of 1982, the Forest Service began to
identify possible lands for disposal and announced that it
would seek legislative authority to dispose the land. In March
1983, the agency announced that it would seek legislative
authority to dispose of up to 6 million acres of land managed
by the Forest Service (3.2% of the lands in the system). At
this time, they indicated the specific amounts of land under
consideration for disposal in each state, with high figures of
872,054 acres in Montana and 36 percent of its land in Ohio.
Opposition to the Asset Management Program was
immediate and intense. The chief opponents were environ-
mentalists, but they were also joined by the forestry profes-
sion and many western politicians. This already strong oppo-
sition to the program intensified once the specific areas for
disposal were identified. In the face of this intense opposi-
tion, the Forest Service never presented legislation to Con-
gress to allow the sale of these lands. The attempt to put
privatization into practice was aborted by early 1984.
[Christopher McGrory Klyza]
R
ESOURCES
B
OOKS
Short, C. B. Ronald Reagan and the Public Lands: America’s Conservation
Debate, 1979–1984. College Station, TX: Texas A&M University Press,
1989.
Truluck, P. N., ed. Private Rights and Public Lands. Washington, DC:
Heritage Foundation, 1983.
1138
Probability
Probability is a quantity that describes the likelihood that
an event will occur. If an event is almost certain to occur,
the probability of the event is high. If the event is unlikely
to occur, the probability is low. Probability is represented
in
statistics
as a number between one and zero, and is
derived from the ratio of the number of potential outcomes
of interest to the number of all potential outcomes. For
example, if there are 52 cards in a deck and a card player is
equally likely to draw any card, then the probability of draw-
ing hearts is 1/4 or 0.25%. The probability of drawing a
king is 4/52 or 0.0769%. An event that has a probability of
one will always occur and an event that has a probability of
zero will never occur.
[Marie H. Bundy]
Project Eco-School
Project Eco-School (PES) is a nonprofit resource center
designed to promote
environmental education
by serving
as a link between schools and a vast library of environmental
information. PES was founded in 1989 by Jayni Chase and
her husband, comic-actor Chevy Chase, who were deter-
mined to foster greater environmental awareness by educat-
ing children.
Since its inception, PES has worked most closely with
schools and children in California. In Inglewood, for in-
stance, PES provided Worthington Elementary School with
an environmental library. The organization has also been
instrumental in developing consumer responsibility among
students. It promoted the Zero Waste Lunch, in which
students were encouraged to use reusable containers and
avoid using the more wasteful, disposable, and prepackaged
single-serving containers. The PES flyer “Guidelines for
Packing a Zero Waste Lunch” provided tips on
recycling
and stressed the importance of our actions and choices on
the
environment
.
Among PES’s notable publications isBlueprint for a
Green School, a reference book geared toward educating
young people about a host of environmental issues, including
recycling,
waste reduction
, and consumer alternatives. In
addition,Blueprint for a Green School provides instruction on
developing letter-writing campaigns and organizing a range
of schoolchildren’s activities such as field trips, community
services, and fund raising.
The newsletterGrapevine is an important element in
PES’s endeavor to promote environmental awareness. A typ-
ical issue provides coverage of events and environmental
activism in various schools throughout the country and re-
ports on
environmental policy
affecting the nation and the

Environmental Encyclopedia 3
Propellants
world. The newsletter also functions as a valuable networking
tool by providing readers with coverage of recent develop-
ments in environmental laws and publications. An “Eco-
Stars” segment details events relating to recently created
organizations, especially those directed to students.
[Les Stone]
R
ESOURCES
O
RGANIZATIONS
Project Eco-School, 881 Alma Real Drive, Suite 301, Pacific Palisades,
CA USA 90272
Propellants
Propellants are used to disperse aerosols, powders and other
materials in a wide variety of applications. Consumers are
familiar with products such as cleaners, waxes, and spray
paints that are packaged in “aerosol spray cans” that use
propellants. In addition, many medical, commercial and in-
dustrial products use propellants. These products include
adhesives; document preservation sprays; portable fire extin-
guishing equipment; insecticides; sterilants; animal repel-
lants; medical devices such as anti-asthma inhalers and topi-
cal anesthetic applicators; lubricants, coatings and cleaning
fluids used in the electrical, electronic, and aerospace indus-
tries; and blowing agents and mold release agents used in
the production of foams, plastic and elastomeric materials.
In many cases, the propellant pressurizes, atomizes and deliv-
ers the product as an
aerosol
spray. In other cases, the
propellant itself is the sole or major “active ingredient” of
the product, usually for solvent and/or cleaning applications.
Aerosol sprays and other dispersions made possible
using propellants can form very small and uniform droplets
with controllable properties. These characteristics are desir-
able or necessary in critical applications where a very thin
layer or coating must be applied to a surface, e.g., as a
lubricant coating in an aerospace application. Additionally,
the small aerosols can be inhaled deeply into the lung and
the droplet itself may evaporate quickly, depending on the
product. Such characteristics help optimize the delivery of
drugs using medical inhalers.
The ideal propellant should generate sufficient volume
and pressure of vapor or gas for a particular application,
should be safe to humans and the
environment
, inert with
respect to reactions with other materials, miscible or highly
soluble in the product, easy to handle, and inexpensive. Each
chemical has its own physical and chemical properties that
affect the selection of a propellant for a given product and
application. Important properties are solvency, performance,
cost, and environmental considerations. Many of these prop-
erties are well characterized. For example, the solvency of a
1139
propellant can be measured as its solubility in water or other
chemicals
. Performance properties include the amount and
pressure of vapor generated from the liquid, measured as
vapor pressure, the volume of vapor generated per mass or
volume of the liquid, and the ratio of the volume of gas to
the volume of liquid. Performance also includes the range of
temperatures where the propellant will function adequately,
measured as the boiling and freezing points of the propellant,
and as the vapor generation rates at different temperatures.
The flammability of the propellant is another often critical
property, measured as the flammability limits in air and the
flash point. Additional properties that may be important
include the density of the liquid and gas, the critical tempera-
ture and pressure, the specific heat of gas and liquid, the
heat of vaporization, the viscosity of the liquid propellant,
the coefficient of liquid expansion, and the surface tension.
Environmental characteristics of propellants include the tox-
icity (often measured as
cancer
causing potency), the
ozone
depleting potential, the greenhouse warming potential, and
the reactivity (in terms of forming ground level ozone).
It is the environmental considerations that have brought
propellants forward in the last 20+ years as an national
and international environmental issue.
Restrictions on the Use of Propellants
Prior to the late 1970s, aerosol propellants were fre-
quently chlorofluorocarbon (CFC) propellants, and this use
constituted over 50% of total U.S. CFC consumption. At the
time, the most widely used CFCs were CFC-11 and CFC-
12. (These chemicals were also used in refrigeration, foam
blowing, and sterilization). Following concerns raised in 1974
regarding possible stratospheric ozone depletion resulting
from CFCs, the U.S.
Environmental Protection Agency
(EPA) and the
Foodand DrugAdministration
(FDA) acted
on March 17, 1978, to ban the use of CFCs as aerosol propel-
lants in all but essential applications. This reduced aerosol use
of CFCs by approximately 95% and achieved nearly a 50%
reduction in the U.S. consumption of CFCs. This reduction
was largely accomplished without economic penalty as con-
sumers voluntarily responded to advertising for “ozone safe”
substitutes. Also in the late 1970s, Canada and a few Nordic
nations banned or restricted aerosol propellant uses, also re-
sulting in a sharp drop in their total CFC use. Later in the
1980s, however, increases in other uses of CFCs, largely as
solvents, offset the earlier decreases.
The 1978 ban specifically exempted certain products
based on a determination of essentiality. Also excluded were
products where the CFC itself was the active ingredient or
sole ingredient in an aerosol or pressurized dispenser prod-
ucts, as this did not fit the ban’s narrow definition of an
“aerosol” propellant. These restrictions remained in effect
until 1990. Title VI of the 1990
Clean Air Act
Amendments
(CAAA) included provisions relevant to use of ozone deplet-

Environmental Encyclopedia 3
Propellants
ing chemicals used as propellants and expanded restrictions
for propellants. EPA’s response is the “Significant New Al-
ternatives Policy” (SNAP) Program which includes the eval-
uation of alternatives to ozone-depleting substances, includ-
ing an assessment of their
ozone layer depletion
potential,
global warming potential, toxicity, flammability, and expo-
sure potential (section 612 of the CAAA; 59 FR 13044).
In general, ozone-depleting substances are divided into
two classes with different product bans (section 610 in the
CAAA): Class I comprises CFCs,
halons
,
carbon
tetra-
chloride, methyl chloroform (MCF), hydrobromofluorocar-
bons and methyl bromide; and Class II comprises solely of
hydrochlorofluorocarbons
(HCFCs). EPA is to prohibit
the sale or distribution of certain “nonessential” products
(as determined by Congress and EPA) that release class I
substances, mandate the phaseout of class I and class II
substances (sections 604 and 605), review substitutes (section
612), and prohibit the sale of certain nonessential products
made with class I and class II substances (section 610). After
its review, EPA issued regulations on January 15, 1993 (58
FR 4767) which banned CFC propellants in aerosols and
other pressurized dispensers (and also in some other products
such as flexible and packaging foam). Exceptions were made
for a number of products, including certain medical devices;
lubricants for pharmaceutical and tablet manufacture; gauze
bandage adhesives and adhesive removers; topical anesthetic
and vapocoolant products; lubricants, coatings and cleaning
fluids for electrical and electronic equipment and aircraft
maintenance that contain CFC-11, CFC-12 or CFC-113;
release agents for molds used to produce plastic or elasto-
meric materials that contain CFC-11 or CFC-113; spinner-
ette lubricant/cleaning sprays used to produce synthetic fi-
bers that contain CFC-114; CFCs used as halogen
ion
sources in
plasma
etching; document preservation sprays
that contain CFC-113; and red pepper bear repellant sprays
that contain CFC-113. However, these products are not
exempted from the phase-out requirements for CFCs.
HCFCs can make excellent propellants, but their use
has been limited due to their cost and restrictions regarding
the class II ozone-depleting substances. In 1993, as a result
of increased taxation and CFC phase-out, HCFCs were
temporarily economically viable in applications where flam-
mability is a concern and cheaper alternatives (
hydrocar-
bons
) could not be used. However, section 610(d) of the
CAAA prohibits the sale or distribution of aerosol or foam
products that contain or are manufactured with class II sub-
stances after January 1, 1994. Again, exceptions and exclu-
sions from this ban have been made for “essential uses,” i.e.,
if necessary due to flammability or worker safety issues and
if the only available alternative is the use of a class I substance.
On December 30, 1993, EPA published a final rule (58 FR
69637) which exempted medical devices, lubricants, coatings
1140
or cleaning fluids for electrical, electronic equipment, and
aircraft maintenance, mold release agents used in the produc-
tion of plastic and elastomeric materials and synthetic fibers,
document preservation sprays containing HCFC-141b or
HCFC-22, portable fire extinguishing equipment sold to
commercial users, owners of boats, noncommercial aircraft,
and wasp and hornet sprays for use near high-tension power
lines. However, no other exceptions for class II propellants
were made since substitutes are available.
Propellant Alternatives and Substitutes
Due to the restrictions on propellants use, a large
number of propellant alternatives and substitutes have been
investigated. Both EPA and industry have been active in
this area.
Many products can be effectively packaged, distributed
and used without employing a propellant. For example, some
products are now sold for direct application as liquids or use
manually operated finger and trigger pumps, two-compart-
ment aerosol mechanism, mechanical pressure dispenser sys-
tems, and nonspray dispensers (e.g., solid stick dispensers).
The elimination of propellants altogether can be viable op-
tion for some products and applications. In other cases,
however, this may not provide proper dispersal or accurate
application of the product. Also, persons using manual
pumps or sprays may become fatigued with the constant
pumping motion and thus produce poor product perform-
ance. Because propellants are considered essential in a variety
of uses, there remains a need to find propellants that are
not environmentally damaging. Unfortunately, no propellant
exists which has all favorable properties. For example, some
CFC propellant substitutes, e.g., ammonia, butane and pen-
tane, have problems with toxicity and flammability. There
may be some essential applications for CFCs propellants for
which no practical substitutes exist, and the use of CFC
propellants in anti-asthma inhalers is a frequently cited ex-
ample.
A variety of propellants are being considered or are
being used as alternative propellants for class I and II con-
trolled substances. Each alternative propellant has its own
physical and chemical characteristics that influence its suit-
ability for a given application. The primary substitutes for
aerosol propellant uses of CFC-11, HCFC-22 and HCFC-
142b are saturated hydrocarbons (C3-C6); dimethyl ether;
compressed gases; and HFCs. A few EPA-approved alterna-
tive propellants are discussed below.
Of the hydrocarbons, butane, isobutane and propane
may be used singly or in mixtures. All have low boiling
points, are relatively nontoxic, inexpensive and readily avail-
able. (As with essentially any propellant, very high concen-
trations may result in asphyxiation because of the lack of
oxygen.) However, these propellants are flammable and, for
example, should not be used around electrical equipment if

Environmental Encyclopedia 3
Public interest group
sparks could ignite the hydrocarbon propellant. To reduce
product flammability, hydrocarbons can be used with water-
based formulations. In the United States, nearly 50% of
aerosol propellants were using hydrocarbon propellants prior
to 1978, and nearly 90% in 1979 as a result of the CFC
ban. Propane/butane propellants have been used since 1987
in the Scandinavian market.
Dimethyl ether (DME) is a medium pressure, flamma-
ble, liquefied propellant generally used in combination with
other propellants. Its properties are similar to the hydro-
carbons.
Compressed gases, including
carbon dioxide
,
nitro-
gen
, air, and
nitrous oxide
, are used in applications where
a nonflammable propellant is necessary. These gases are
inexpensive, readily available, nonflammable (although cer-
tain temperatures and pressures of nitrous oxide may create
a moderate explosion risk), relatively nontoxic, and industrial
practices for using these substitutes are well established.
Since these gases are under significantly greater pressure
than CFCs and HCFCs, containers holding these gases
must be larger and bulkier, and safety precautions are neces-
sary during filling operations. Often, modifications must be
made to use compressed gases as they require new dispensing
mechanisms and stronger containers due to the greater pres-
sure; their low molecular weights restrict certain applications;
high pressure compressed gases dispel material faster which
may waste product; compressed gases cool upon expansion;
and finally, they are not well suited for applications that
require a fine and even dispersion. At present, about 7-9%
of the aerosol products use compressed gases, and their use
is expected to grow.
Hydrofluorocarbons (HFCs) such as HFC-134a,
HFC-125 and HFC-152a are partially fluorinated hydrocar-
bons, developed relatively recently and currently priced sig-
nificantly higher than HCFC-22. HFCs are less dense than
HCFC-22, but can provide good performance in applica-
tions (but not products such as noise horns, which require
a more dense gas). HFC-134a and HFC-125 are nonflam-
mable and have very low toxicity. HFC-152a is slightly
flammable. All three HFCs have zero ozone depletion po-
tential, but are potential
greenhouse gases
although their
atmospheric residence times are short. Additionally, these
HFCs are chemically reactive and they contribute to the
formation of tropospheric ozone. In ozone nonattainment
areas, state and local controls on VOCs may restrict the use
of these products. HFCs may be combined with flammable
propellants to reduce the flammability of the mixtures.
HFC-134a and HFC-227a are possible alternative propel-
lants in medical applications (currently using CFC-12 and
CFC-114). Approvals from both FDA and EPA are needed
for these applications.
[Stuart Batterman]
1141
Public Health Service
The United States Public Health Service is the health com-
ponent of the
U.S. Department of Health and Human
Services
. It originated in 1798 with the organization of the
Marine Hospital Service, out of concern for the health of
the nation’s seafarers who brought diseases back to this
country. As immigrants came to America, they brought with
them
cholera
, smallpox, and yellow fever; the Public Health
Service was charged with protecting the nation from infec-
tious diseases.
Today the Service helps city and state health depart-
ments with health problems. Its responsibilities include con-
trolling infectious diseases, immunizing children, controlling
sexually transmitted diseases, preventing the spread of tuber-
culosis, and operating a quarantine program.
The Centers for Disease Control in Atlanta, Georgia,
is the Public Health Service agency responsible for promot-
ing health and preventing disease.
Public interest group
Public interest groups may be defined as those groups pursu-
ing goals the achievement of which ostensibly will provide
benefits to the public at large, or at least to a broader popula-
tion than the group’s own membership. Thus, for example,
if a public interest group concerned with
air quality
is
successful in its various strategies and activities, the achieved
benefit--cleaner air--is available to the public at large, not
merely to the group’s members. The competition of interest
groups, each pursuing either its own good or its conception
of the public good, has been an increasingly prominent fea-
ture of American politics in the latter half of the twentieth
century.
There is no single, universally applicable definition or
test of the public good, and thus there is often a great deal
of disagreement about what happens to be in the public
interest, with different public interest groups taking quite
different positions on various issues. In any particular politi-
cal controversy, moreover, there may be several quite differ-
ent public interests at stake. For example, the question of
whether to build a nuclear-powered generator plant may
involve competing public interests in the protection of the
environment
from
radioactive waste
and other dangers,
the maintenance of public safety, and the promotion of
economic growth, among others.
Similarly, the question of who benefits from the activi-
ties of a public interest group can also be quite complicated.
Some benefits that are generally available to the public may
not be equally available or accessible to everyone. If
wilder-
ness
preservation groups are successful, for example, in hav-

Environmental Encyclopedia 3
Public land
ing land set aside in, say, Maine, that land is in principle
available to potential recreational users from all over the
country. But people from New England will find that benefit
much more accessible than people from another region.
The membership, resources, and number of active
public interest groups in the United States have all increased
dramatically in the previous twenty-five years. There are
now well over 2,500 national organizations promoting the
public interest, as determined from almost every conceivable
viewpoint, in a wide variety of issue areas. Over 40 million
individual members support these groups with membership
fees and other contributions totalling more than $4 billion
every year. Many groups find additional support from various
corporations, private foundations, and governmental
agencies.
This growth in the public interest sector has been
more than matched by, and partly was a response to, a similar
explosion in the number and activities of organized interest
groups and other politically active organizations pursuing
benefits available only or primarily to their own members.
Public interest groups often provide an effective counter-
weight to the activities of these more narrowly-oriented
associations.
The growth of interest group politics has not been
without its negative consequences. Some critics argue that
every interest group, including “public interest groups,” ulti-
mately pursues relatively narrow goals important mainly to
fairly limited constituencies. A politics based on the competi-
tion of these groups may be one in which well-organized
narrow interests prevail over less well-organized broader in-
terests. It may also produce decreased governmental per-
formance and economic inefficiencies of various types. Public
interest groups, moreover, seem to draw most of their sup-
port and membership from the middle and upper economic
strata, whose interests and concerns are then disproportion-
ately influential.
[Lawrence J. Biskowski]
R
ESOURCES
B
OOKS
Berry, J. M. The Interest Group Society. Boston: Little, Brown, 1984.
Cigler, A. J., and B. A. Loomis, eds. Interest Group Politics. Washington,
DC: CQ Press, 1991.
McFarland, A. S. Public Interest Lobbies. Washington, DC: The American
Enterprise Institute, 1976.
Schlozman, K. L., and J. T. Tierney. Organized Interests and American
Democracy. New York: Harper and Row, 1986.
Public Interest Research Group
see
U.S. Public Interest Research Group
1142
Public land
Public land refers to land owned by the government. Most
frequently, it is used to refer to land owned and managed
by the United States government, although it is sometimes
used to refer to lands owned by state governments. The U.S.
government owns 262 million acres, about one eighth of the
land in the country, the bulk of which is located in the
western states, including Alaska. The lands are managed
primarily by the
Bureau of Land Management
, the De-
partment of Defense, the
Fish and Wildlife Service
, the
Forest Service
, and the
National Park Service
.
Public Lands Council
An important environmental debate is currently focused on
the use of public lands by livestock owners, particularly own-
ers of cattle and sheep. Historically, the federal government
has sold leases and permits for grazing on
public land
to
these individuals at very low prices, often a few cents per acre.
In recent years, many environmentalists have argued
that cattle are responsible for the destruction of large tracts of
rangeland in the western states. They believe the government
should either greatly increase the rates they charge for the
use of western lands or prohibit grazing entirely on large
parts of it. In response, livestock owners have claimed that
they practice good-land management techniques and that
in many cases the land is in better condition than it was
before they began using it.
The Public Lands Council (PLC) is one of the primary
groups representing those who use public lands for grazing.
It is a nonprofit corporation that represents approximately
31,000 individuals and groups who hold permits and leases
allowing them to use federal lands in 14 western states for
the grazing of livestock. Twenty-six state groups belong to
the council, and in addition, the council coordinates the
public lands policies of three other organizations, the Na-
tional Cattlemen’s Association, the American Sheep Indus-
try Association, and the Association of National
Grass-
lands
.
The PLC also represents the interests of public land
ranchers before the United States Congress. It lobbies and
monitors Congress and various federal agencies responsible
for grazing, water use,
wilderness
,
wildlife
, and other fed-
eral land management policies that are of concern to the
livestock industry.
The council was founded in 1968 for the purpose of
promoting principles of sound management of federal lands
for grazing and other purposes. The council obtains its funds
from dues collected by state organizations and by contribu-
tions from other organizations it represents. It has two classes

Environmental Encyclopedia 3
Puget Sound/Georgia Basin International Task Force
of membership. General members are those who belong to
a state organization that contributes to the PLC or those
who make individual contributions. Voting members are
elected by the general membership of each state, which may
have a maximum of four voting members. Voting members
meet at least once each year to establish PLC policy.
The PLC maintains a 500-volume library at its offices
in Washington, D.C. It also publishes a quarterly newsletter,
as well as news releases on specific issues, and regular col-
umns in various western livestock publications. The council
has also sponsored workshops and seminars on issues of
importance to users of federal lands.
The American Lands and Resources Foundation has
been established as an arm of the council for the purpose
of receiving charitable and tax-deductible contributions to
be used for the education of the general public about the
benefits of using federal lands for livestock grazing.
[David E. Newton]
Public trust
The public trust doctrine is a legal doctrine dealing with the
protection of certain uses and resources for public purposes,
regardless of ownership. These uses or resources must be
made available to the public, regardless of whether they are
under public or private control. That is, they are held in
trust for the public.
The modern public trust doctrine can be traced back
at least as far as Roman civil law. It was further developed
in English law as “things common to all.” This public trust
was applied mostly to navigation: the Crown possessed the
ocean, the rivers, and the lands underlying these bodies of
water (referred to as jus publicum). These were to be con-
trolled in order to guarantee the public benefit of free navi-
gation.
In the United States, the public trust doctrine is rooted
in Illinois Central Railroad Co. v. Illinois (1892). In this case,
the Supreme Court ruled that a grant held by the Illinois
Central Railroad of the Chicago waterfront was void because
it violated the state’s public trust responsibilities to protect
the rights of its citizens to navigate and fish in these waters.
In making this decision, the court relied on English common
law and served to underscore the existence of the public
trust doctrine in the United States.
As a trustee, the government (federal or state) faces
certain restrictions in protecting the public trust. These in-
clude using the trust property for common purpose and
making it available for use by the public; not selling the trust
property; and maintaining the trust property for particular
types of uses. If any of these responsibilities are violated,
1143
the government can be sued by its citizens for neglecting its
trust responsibilities.
With the rise of the environmental movement, the
public trust doctrine has been applied with greater frequency
and to a broader array of subjects. In addition to navigable
waters, the doctrine has been applied to
wetlands
, state
and national parks, and fossil beds. This expanded use of
the doctrine has led to increased conflict. On the ground,
there has been growing conflict over the limitations of private
property. Landholders who find their actions limited argue
that the public trust doctrine is a way to mask indirect
takings
and argue that they deserve just compensation in
return for the restrictions. Among legal scholars, there is
concern that the public trust doctrine is not firmly grounded
in the law and simply reflects the opinions of judges in
various cases. Proponents of the public trust doctrine, how-
ever, argue that it is a useful vehicle to temper unrestricted
private property rights in the United States. Indeed, it has
been argued that if public trust rights exist in private prop-
erty, then no takings can occur since the regulation is merely
recognizing the pre-existing limitation in the property.
[Christopher McGrory Klyza]
R
ESOURCES
B
OOKS
Plater, Z. J. B., R. H. Abrams, and W. Goldfarb, eds. Environmental Law
and Policy: Nature, Law, and Society. New York: West Publishing, 1992.
P
ERIODICALS
Brady, T. P. “’But Most of It Belongs to Those Yet to be Born:’ The
Public Trust Doctrine, NEPA, and the Stewardship Ethic.” Boston College
Environmental Law Review 17 (1990): 621–46.
Kagan, D. G. “Property Rights and the Public Trust: Opposing Lakeshore
Funnel Development.” Boston College Environmental Law Review 15
(1987): 105–34.
Puget Sound/Georgia Basin
International Task Force
The Puget Sound/Georgia Basin
ecosystem
consists of
three shallow marine basins: the Strait of Georgia to the
north, Puget Sound to the south, and the Strait of Juan de
Fuca that connects this inland sea to the Pacific Ocean.
In addition to open water, the ecosystem includes islands,
shorelines,
wetlands
, and the watersheds of several moun-
tain ranges whose freshwater rivers dilute the salt water.
This rich and diverse ecosystem spans the United States-
Canadian border and is threatened by
population growth
,
urbanization, agriculture, and industry. In addition to Pacific
salmon
, valuable ground fish, and marine mammals includ-
ing orca
whales
, Puget Sound/Georgia Basin has three
of North America’s busiest ports—Seattle, Tacoma, and

Environmental Encyclopedia 3
Puget Sound/Georgia Basin International Task Force
Vancouver, British Columbia (B.C.). Already an estimated
58% of the coastal wetlands of Puget Sound and 18% of the
Strait of Georgia wetlands, which provide vital
habitat
to
fish and birds, have been lost to development.
The Puget Sound/Georgia Basin International Task
Force was created 1992 by the B.C./Washington Environ-
mental Cooperation Council to coordinate priority environ-
mental efforts between the state of Washington and the
Canadian province of British Columbia. The task force in-
cludes representatives from the U.S.
Environmental Protec-
tion Agency
(EPA), the U.S.
Fish and Wildlife Service
,
the Northwest Fisheries Science Center, the Department of
Fisheries and Oceans Canada
, and the Department of
Environment Canada
. State and provincial representation
include the Washington Departments of Ecology, Natural
Resources, and Fish and Wildlife and the B.C. Ministries
of Water, Land and Air Protection and Sustainable Resource
Management (formerly combined under the B.C. Ministry
of Environment, Lands and Parks). The task force also
includes representatives from the Puget Sound
Water Qual-
ity
Action Team, the Northwest Straits Commission, the
Coast Salish Sea Council, and the Northwest Indian Fisher-
ies Commission. The task force is charged with addressing
marine, near-shore, and shoreline environmental issues for
the entire Puget Sound/Georgia Basin shared ecosystem, as
well as identifying and responding to new issues that may
affect the shared waters.
The task force pursues project funding and promotes
communication and cooperation among federal, state, pro-
vincial, local, and tribal/aboriginal governments and groups.
In 1994, a Marine Science Panel (MSP), made up of Wash-
ington and B.C. scientists, identified priority environmental
issues to be addressed by the task force’s working groups.
The task force cooperates with government agencies on im-
plementation of the working groups’ proposals.
The MSP recommended that fish and
wildlife man-
agement
shift its goal from maximum sustainable harvest
to
species
protection. To this end, the task force’s highest
priority issues are protecting marine life, establishing
marine
protected areas
(MPAs), and preventing near-shore and
wetland habitat loss and the introduction of exotic or non-
indigenous species (NIS). The Task Force Work Group on
Marine Protected Areas has conducted an assessment of
Puget Sound MPAs. The B.C. Nearshore Habitat Loss
Work Group has devised a plan for preventing coastal habitat
loss in the Georgia Basin. The Washington Aquatic Nui-
sance Species Coordination Committee and the B.C. Work-
ing Group on Non-Indigenous Species have worked to de-
velop nuisance species legislation and proposals for
regulating ballast water release from ships, a major source
of NIS introduction. In collaboration with various agencies,
the task force has launched a public NIS education program.
1144
The medium priority recommendations of the MSP
included the control of toxic waste discharges and the pre-
vention of large
oil spills
and major diversions of freshwater
for
dams
and other projects. The Washington and B.C.
toxic chemical work groups have undertaken research, inven-
toried contaminated sites, and assessed the movement of
toxic
chemicals
through the shared waters.
On May 15, 2002 the Transboundary Georgia Basin-
Puget Sound Environmental Indicators Working Group re-
leased their ecosystem indicators report, concluding that
population growth constitutes the primary threat to the re-
gion. During the 1990s, the region’s population grew by
about 20% to seven million people. It is projected to grow
another 32% by 2020. Whereas most of the growth during
the 1990s was in urban areas, new growth is expected to occur
in more rural areas. The report found that
air pollution
from
inhalable particles has declined since 1994; the amount of
waste produced per person has remained about the same;
and
recycling
has increased, particularly in B.C. However
the loss of stream and shoreline habitats to development is
endangering the region’s plants and animals. In the Georgia
Basin almost 35% of the freshwater fish and 12% of the
reptiles are in danger of
extinction
, as are 18% of Puget
Sound’s freshwater fish and 25% of its reptiles. The harbor
seals
of Puget Sound are much more heavily contaminated
with
polychlorinated biphenyls
(PCBs) than the Strait
of Georgia seals. PCB contamination levels have remained
constant for more than 14 years, despite major cleanup ef-
forts. The harbor seals also are contaminated with other
persistent organic pollutants
including dioxins and
fu-
rans
. The report found that most of the ecosystem’s pro-
tected land is in the mountains: only 1% of land below 3,000
ft (914 m) is protected.
[Margaret Alic Ph.D.]
R
ESOURCES
B
OOKS
Mills, Mary Lou. Strategy and Recommended Action List for Protection and
Restoration of Marine Life in the Inland Waters of Washington State. Seattle:
Puget Sound/Georgia Basin International Task Force, 1999.
O
THER
The British Columbia Nearshore Habitat Loss Work Group. A Strategy
to Prevent Coastal Habitat Loss and Degradation in the Georgia Basin. June
2001 [May 2002]. <www.wa.gov/pswqat/shared/pdfs/Coastal_main.pdf>.
Puget Sound/Georgia Basin International Task Force. Pathways to Our
Optimal Future: A Five-Year Review of the Activities of the International
Task Force. Puget Sound-Georgia Basin Environmental Initiative. [May
2002]. <http://www.wa.gov/puget_sound/shared/pdfs/_December_1_f.
al_in_sequenc.pdf>.
“Shared Waters, Puget Sound On-Line.” Puget Sound/Georgia Basin Inter-
national Task Force. [May 2002]. <www.wa.gov/pswqat/shared/
backgrnd.html>.

Environmental Encyclopedia 3
Pulp and paper mills
Transboundary Georgia Basin-Puget Sound Environmental Indicators
Working Group. Georgia Basin-Puget Sound Ecosystem Indicators Report.
May 15, 2002 [June 2002]. <wlapwww.gov.bc.ca/cppl/gbpsei/index.html>.
Washington Sea Grant Program. Shared Waters: The Vulnerable Inland Sea
of British Columbia and Washington. Shared Waters, Puget Sound On-
Line. [May 2002]. <www.wa.gov/pswqat/shared/bcwaswl.html>.
O
RGANIZATIONS
Ministry of Water, Land and Air Protection, PO Box 9360 Stn Prov Govt,
Victoria, BCCanada V8W 9M2 (250) 387-9422, Fax: (250) 356-6464,
<http://www.gov.bc.ca/wlap>
Puget Sound/Georgia Basin International Task Force, Email:
jdohrmann@psat.wa.gov, <http://www.wa.gov/puget_sound/shared/
shared.html>
Puget Sound Water Quality Action Team, PO Box 40900, Olympia, WA
USA 98504-0900 (360) 407-7300, Toll Free: (800) 54-SOUND, <http://
www.wa.gov/puget_sound>
Pulp and paper mills
Pulp and paper mills take wood and transform the raw
product into paper. Hardwood logs (beech, birch, and maple)
and softwoods (pine, spruce, and fir) are harvested from
managed forestlands or purchased from local farms and tim-
berlands across the world and are transported to mills for
processing. Hardwoods are more dense, shorter fibered, and
slower growing. Softwoods are less dense, longer fibered,
and faster growing.
Today, the process is mainly done with high tech,
sophisticated machinery. Wood products, which consist of
lignin (30 percent), fiber (50 percent), and other materials--
carbohydrates, proteins, fats, turpentine, resins, etc., (20 per-
cent) are transformed into paper consisting of fiber, and
additives--clay, titanium dioxide, calcium carbonate, water,
rosin, alum, starches, gums, dyes, synthetic polymers, and
pigments. Wood is about 50 percent cellulose fiber. The
structure of paper is a tightly bonded web of cellulose fibers.
About 80 percent of a typical printing paper by weight is
cellulose fiber. First in the process, the standard eight-foot
(2.4-m) logs are debarked by tumbling them in a giant
barking drum and then chipped by a machine that reduces
them to half-inch chips. The chips are cooked, after being
screened and steamed, in a digester using sodium bisulfite
cooking liquor to remove most of the lignin, the sticky matter
in a tree that bonds the cellulose fibers together. This is the
pulping process.
Then the chips are washed, refined, and cleaned to
separate the cellulose fibers and create the watery suspension
called pulp. The pulp is bleached in a two-stage process
with a number of possible
chemicals
. Those companies that
choose to avoid
chlorine
bleach will use
hydrogen
peroxide
and sodium hydrosulfite which yields a northern high-yield
hardwood sulfite pulp. This pulp is blended with additional
softwood kraft pulp after refining as part of the stock prepara-
tion process, which involves adding such materials as dyes,
1145
pigments, clay fillers, internal sizing, additional brighteners,
and opacifiers.
Late in the process, the stock is further refined to
adjust fiber length and
drainage
characteristics for good
formation and bonding strength. The consistency of the
stock is reduced by adding more water and the stock is
cleaned again to remove foreign particles. The product is
then pumped to the paper machine headbox.
From here, the dilute stock (99.5 percent water) flows
out in a uniformly thin slice onto a Fourdrinier wire--an
endless moving screen that drains water from the stock to
form a self-supporting web of paper. The web moves off
the wire into the press section which squeezes out more
water between two press felts, then into the first drier section
where more moisture is removed by evaporation as the paper
web winds forward around an array of steam-heated drums.
At the size press, a water-resistant surface sizing is added
in an immersion bath.
From there the sheet enters a second drier section
where the sheet is redried to the final desired moisture level
before passing through the computer scanner. The scanner is
part of a system for automatically monitoring and regulating
basis weight and moisture. The paper enters the calendar
stack, where massive steel polishing rolls give the sheet its
final machine finish and bulking properties.
The web of paper is then wound up in a single long
reel, which is cut and moved off the paper machine to a
slitter/winder machine which slices the reel into rolls of the
desired width and rewinds them onto the appropriate cores.
The rolls are then conveyed to the finishing room where
they are weighed, wrapped, labeled, and shipped.
In practice, all papers, even newsprint, are pulp blends,
but they are placed in one of two categories for convenient
description: groundwood and free sheet. And in practice,
other pulp varieties enter into the picture. They may be
reclaimed pulps such as de-inked or post-consumer waste;
recycled pulps which included scraps, trim, and unprinted
waste; cotton fiber pulps; synthetic fibers; and pulps from
plants other than trees: bagasse, esparto, bamboo, hemp,
water hyacinth
; and banana, or rice. But the dominant raw
material remains wood pulp. Paper makers choose and blend
from the spectrum of pulps according to the demands on
their grades for strength, cleanliness, brightness, opacity,
printing, and converting requirements, aesthetics, and mar-
ket price.
From cotton fiber-based sheets to the less expensive
papers made from groundwood, to recycled grades manufac-
tured with various percentages of wastepaper content, pa-
permakers have consistently responded to the need of the
marketplace. In today’s increasingly environmentally con-
scious marketplace, papermakers are being called on to pro-
duce pulp that is environmentally friendly. Eliminating chlo-

Environmental Encyclopedia 3
Purple loosestrife
rine from the bleaching process is a major step in eliminating
unwanted
toxins
. The changeover costs money and is the
source of controversy here in the United States.
However, the chlorine-free trend has taken a firm hold
in Europe. All of Sweden requires its printing and writing
paper mills to be chlorine-free by the year 2010. France,
Germany, and several other countries have several mills that
are reported to be chlorine-free and the trend is moving
across Canada.
While there are growing exceptions, most North
American mills still use a chlorine bleaching process to create
a bright, white pulp. Why the need to eliminate the
chemical?
In the bleaching process, chlorine, chlorine dioxide,
and other chlorine compounds create toxic byproducts.
These byproducts consist of over 1,000 chemicals, some of
which are the most toxic known to man. The list includes:
dioxin
and other organochlorines compounds such as PCBs,
DDT,
chlordane
, aldrin, dieldrin,
toxaphene
, chloroform,
heptachlor and
furans
. These are formed by the reaction
of lignin in the pulp with chlorine or chlorine-based com-
pounds used in the bleaching sequence of all kraft pulps.
These unwanted chemicals byproducts must be dis-
charged and end up in the
effluent
. The effluent is released
into our rivers, lakes and streams and is threatening the
groundwater
and our drinking water, as well as the food
chain through fish and birds. Epidemic health effects among
thirteen
species
of fish and
wildlife
near the top of the
Great Lakes
food web have been identified. Not only are
these toxic chemicals causing
cancer
and birth deformities
in humans and wildlife, but they are very persistent, building
up in our waterways and eventually into our bodies.
Dioxin traces have been found in papers and even in
coffee from chlorine-bleached coffee
filters
and milk from
chlorine-bleached milk cartons, as well as in women’s hy-
giene products. Most of the paper being sold in the United
States today as “dioxin free” is actually “dioxin undetectable.”
That is because dioxin can be measured in
parts per trillion
or parts per quintillion, but beyond that level, there are no
scientific measurements sophisticated enough. Or if measur-
able, the process becomes very expensive. (If exposed often
enough, even these minuscule quantities build up in the
environment
and in humans.) To be truly dioxin free, the
paper must be made from pulps that have been bleached
without chlorine or chlorine-based compounds.
The newer trend is to eliminate chlorine from the
bleaching process completely. Some North American mills
are turning to hydrogen peroxide, oxygen brightening, or
ozone
brightening. These compounds do not produce di-
oxin or other organochlorine compounds and are considered
“environmentally-sound.” The United States pulp and paper
1146
industry has sharply reduced its use of the chemical and
plans to curtail use further during the next few years.
In part, this reduction can be traced to the increased
sophistication of pulp and paper plants during the past de-
cade. The cooking and bleaching operations have been fine-
tuned. Wood chips are cooked more before they go to the
bleach plant, so less bleaching is required. Also, in some
plants, industry is trying chlorine dioxide as a substitute; it
produces less dioxin, but still contains chlorine.
The result of these changes means an 80 percent reduc-
tion in the amount of dioxin associated with bleaching.
Between 1988-1989, a total of 2.5 lb (11.1 kg) of dioxin
was produced. As of 1993, that number fell below 8 ounces
(22.7 g) per year. Eight ounces sound like a small amount,
but scientists measure dioxin in
parts per million
, billion,
trillion and quintillion, so eight ounces is still too high.
A number of lawsuits have been filed by residents
living near or downstream of dioxin-contaminated pulp mills
because of the health threats. The more the plaintiffs win,
the sooner will the use of chlorine be eliminated completely.
It is estimated that the amount of chlorine used in pulp and
paper bleaching will fall from 1.4 million tons in 1990 to
920,000 tons by 1995.The eventual goal is
zero discharge
.
[Liane Clorfene Casten]
R
ESOURCES
B
OOKS
Ferguson, K. Environmental Solutions for the Pulp and Paper Industry. San
Francisco: Miller Freeman, 1991.
P
ERIODICALS
Jenish, D. “Cleaning Up a Chemical Soup.” Maclean’s 103 (29 January
1990): 32–4.
Purple loosestrife
Purple loosestrife (Lythrum salicaria) is an aggressive wetland
plant
species
first introduced into the United States from
Europe. It is a showy, attractive plant that grows up to 4
feet (1.2 m) in height with pink and purple flowers arranged
on a spike, and it is common in shallow marshes and lake-
shores all across the northern half of the United States.
Loosestrife is a perennial plant species that spreads
rapidly because of the high quantity of seeds it produces
(sometimes up to 300,000 seeds per plant) and the efficient
dispersal of seeds by wind and water. The plant has a well-
developed root system and is able to tolerate a variety of
soil
moisture conditions. This has made it an effective colo-
nizer of disturbed ground as well as areas with fluctuating