Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

-
се!пь
Рцс,
8!.
€хема
овпома!п11ческо?о
рееулцрованця
ре9!с|сма
сварк||
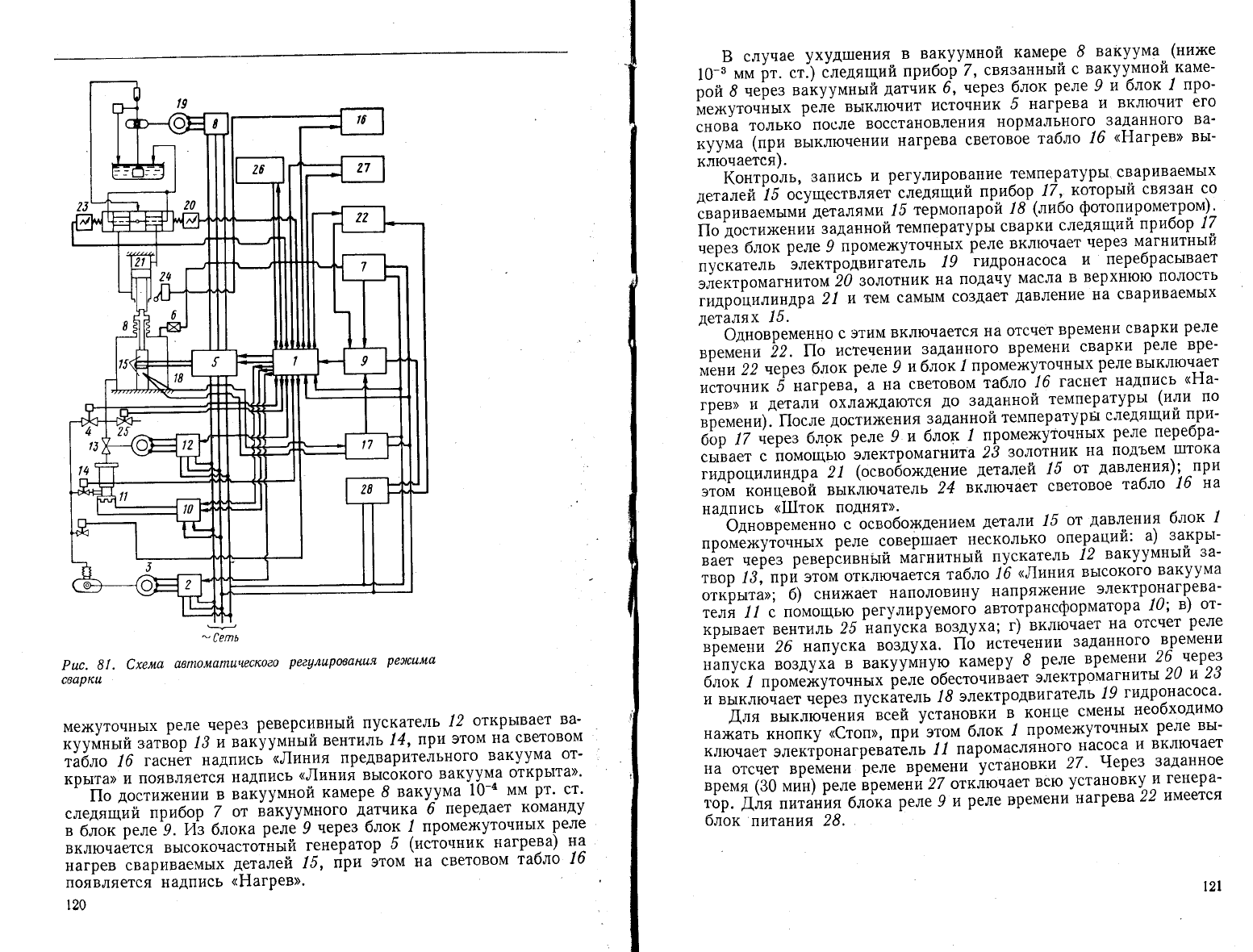
мех(уточнь1х
реле
через
реверсивнь1й
пускатель
/2
открьтвает
ва'
кууйньтй
затвор
,13
гвакуумньтй
вентиль
14,
при
этом
на
световом
т16ло
,16
гаснёт
надпись
<<]7иния предварительного
вакуума
от-
крь1та)
и
появляется
надпись
<<Аиния
вь1сокого
вакуума
открь1та)'
^
|1о
достих(ении
в вакуумной
камере 8
ваку_ума
10_{
мм
рт'
ст'
следящий
прибор
7
от
вакуумного
датчика
6
передает
команду
в
б|ок
реле
9.
из
6лока
реле
9
нерез
блок
'1
промех<уточнь1х
реле
включается
вь1сокочасто|ньтй
генератор
5
(ис1онник
нагрева)
на
нагрев
свариваемь1;
й;;'
15,
'Ёри
5том
па
световом
та6ло
16
появляется !1адпись
<}{агрев>.
\20
Б
слунае
ухуд!ления
в
вакуумной
камере
8
вакуума.
(них<е
:о-'-мй
Ё{-
.'.)
.'ёд"щий
прибф-7,
связанньтй
с
вакуутлной
каме-
рБа
в
,е!:ез
ва{.уумньтй
да",ик
6,
нерез
блок
реле
9
и 6лок
'/
про-
йе>кутонньтх
реле
вь1ключит
источник
5 нагрева
и
включит
его
сноватолькопослевосстановлениянормального,^заданногова.
куума
(при вьтключении
нагрева
световое
табло
1б
(нагрев)
вь1-
ключается).
|(онтроль,
запись
и
регулирование
температурь1'
свариваемьтх
д.''й.й
?5
'"уш"."вляет
следящий
п9и{о^г.
17,
которьтй
связан
со
свариваемь1*" д"".,ййи
15
тБрмопар6п
;в'
(либо
фотоп1р-*']р'*):
|1о
дости>кении
задан1{ой
температурьт
сварки
следящий
"р!-6:!
ч
нерез
блок
реле
9
проме}куточнь1х
реле
включает
чере3
магнитнь1и
пускатель
эле*"р'!"''атёль
/9
_гидронасоса
и
перебрась1вает
,й-''р''..нитом'20
золотник
на
подачу
масла
в верхнюю
полость
.идроцили"
ьра
21
и тем
самь1м
со3дает
давление
на
свариваемь1х
деталях
/5.
Фдновременно
с
этим
включается
на
отсчет
времени
сварки
реле
воемени
2у.
ло
истечении
3аданного
времени
сварки
реле
вре-
м|ени
22
нерез
блок
реле
9
и блок
1
проме>кут_очнь1х
реле
вь|ключает
йЁ.',,"*
5
,'.р.,']!
1,
...''вом
1абло16
гаснет
надпись
<Ёа_
гоев)
и
детали
охла}|{даются
до
заданной
температурь:
(или по
!Б!й."й:]ЁБ.'.
д'.!йй."ия
заданной
температурБ!
следящий
при-
оБр
17
""рез
олрк
й;
'
и блок
/ проме>к!точт!ьтх
реле
перебра_
сь1вает
с помощью
электромагнита
23
3олотник
на
подъем
1птока
.й.йБ"''йй!р?:!
1'."'о')кдение
деталей
15
от
давления);
^при
этом
концевои
вьтк},Б;й;;-
24
ъключает
световое
табло
16 на
надпись
<11]ток
поднят).
@дновременно
с?свобо}кдением
детали
15
от
даъления
блок
'1
проме)куточнь1х
реле
совер1пает
несколько
операций:
а)
закрьт-
вает чере3
р.,"р."Бйй
м1гнитньтй
пускатель
12
вакуумньтй
за-
твор ,13,
прй
этом
откл}очается
та6ло
16
<<Аиния
вь1сокого
вакуума
''.р,''й,;
^
б)
сни>кает
наполовину
напря)кени'
'{:11р?:агрева-
теля 11
с
помощью
регулируемого
а,'о|рансформатора-'10;
в)
от-
'р!*,е"
вентиль
25'найуск['
во34уха;
г)
вклюнает
на
отсчет
реле
,р.*.,и 26
напуска
воздуха.
|1о
истечении
заданного
времени
напуска
воздуха
в
вакуумную
камеру
6
реле
"р-'ч-'-1_1_
26
нерез
блок
1
проме}куто,,,й
{,Ё".
"'оес"очи}ае'
электромагнптьт
20
и
23
и
вь1ключает чере3
пуск|тель
/8
электродвигатель
/9
гидронасоса'
Аля
вь:ключения
всей
установки
в конце
смень1
необходимо
*.й]1!
кнопку
<€топ>, при
этом
блок
/
промех{уточнь1х_реле
вьг
ключает
электронагреЁатёль
//
паромасляного
насоса
и
включает
на
отсчет времени
реле
вре-мени
уста}!овки
27'
9ерез
заданное
время
1зб
мйн)
реле
!ременй
27-отключает
всю
установкуи
генера'
'6р.
д.}',
,и"6ния
блока
реле
9
и
реле
времени
нагрева
22
имеется
блок
питания
28.
\2!

€варка однороднь|х сталей. Ёттзкоуглеродистьте стали
обладают хоротшет!
свариваемостью.
Фднако технология
сварки
их
долх{па
предусматривать
и
обеспечивать
дости>*{ение
равнопроч-
ности сварного
соедине!1ия с основньтм
металлом и отсутствие
де-
фе:<тов
в
сварном
соединении.
.[4,еханические
свойства
сварного
соединения-
зависят
от
его
структурьт' которая
определяется
химическим
составом'
ре}кимом
сварки и термообработки'
€варньте
соединения и3 низкоуглеродистьтх сталей, пол}9ен:
нь1е всеми способами
сварки плавлением, обладают
удовлетвори-
тельной
стойкостью
против образования
кристаллизационнь1х
трещин'
нто обусловлено
низким содер)|(анием
в металле 1пва
углерода.
€вариваемость
сталей с
увеличением
содерх{ания
углерода
ухуд1пается.
€одерх<ание
более
0,3% с спосо6ствует
склон]{ости
сталей
к перегреву
и закалке, образованию холоднь1х трещин
в
сварном соединении и пор в металле
шва.
€реднеуглеродистьте
стал|1 прип{еняют
для
малонагру>*{еннь1х
деталей.
.[1,етали
из
этих сталей иногда подвергают после
сварки
упрочняющей
термообработке
(закалке
с отпуском)
Аля
полунения
предела прочности
70-90
кгс/мм2.
Фбщепринятого
критерия оценки пригодности конструкцион-
гтьтх
сталей к изготовлению
сварнь1х
деталей
и конструкций пока
нет.
||ри вьтборе
сталей
для
сварнь1х
деталей
и
конструкций
руко-
водствуются
пре)кде всего
механическими
свойствами основного
металла
и
сварнь|х соединений' а так>:<е технологичностью
(штам-
пуемостью' сопротивляемостью к горячим
и холодньтм трещинам
при сварке и т. п.),
термообрабать1ваемостью' механияеской обра-
бать:ваемостью' трудоемкостью
и т.
п. Ёадех<ность
сварнь[х соеди-
нени:]
слух(ит
основнь1м и
главнь1м
критерием
в вопросе
вь:бора
марки
сталей и
способов и3готовления
сварнь1х
изделий.
Аля
соединения
углеродисть|х
и низколегированньтх сталей,
кроме
1пироко и3вестнь1х
способов
сварки'
целесообра3но
так)ке
применять
новь1е
способьт сварки' обеспечивающие вь1соку|о проч_
\22
ность'
сохранение
в
ряде
случаев
исходнь|х
свойств
соединяемых
материалов
и исключающие
дефектьт,
свойственнь1е
сварке
плав_
лением.
1(
таким
спосо6ам
сварки
пре}кде
всего
относится
дифузион_
ная
сварка
в вакууме'
осуществляемая
при
температурах
значи'
тельно
ни}ке
температурь|
плавления.
Б
этом
случае
отсутствует
процесс
первинной
кристаллизации
металла'
и во3мох(ность-во3-
никновений
горячих
трещин
уменьшается.
1ак
как окиснь1е
пленки
на
свариваемь1х
поверхностях
воз-
гоняются
или
дифундируют
во внутренние
слои
основного
ме-
талла'
то
толщина
остающейся
пленки
практицески
не
ока3ьтвает
вл|1ян|1я
на
свойства
соединения.
€варка
стал|7
20
сушествующими
способами
не представляет
больтшйх
трудностей.
Фднако
своеобо_а-зие
конструкции
прядиль_
нь1х
колец' изготовленных
из стали
20
и представляющих
со6ой
тонкостенные
фигурньте
профили,
требует
особого
подхода
к их
сварке.
3а
рубех<ом
кольца и3готовляют
точением
и3 прутков
и
бестшовнь:х
цельнотяцуть:*
труб
и
методами
металлокерамики.
||ри
изготовлении
колец
и3 прутков
отход
металла
в струх(ку
.'..а",""'
в0-90%'
а
при
точении
из
цельнотя[{утых
труб
и ме-
тодами
металлокерамик1|-
до
26-30%.
вниилтвкмАш
разработал
технологию
стьтковой
электро-
сварки
колец из
профи.йьн6й
лентьт
без
обработки
ре3анием.
1(
тех-
нологии изготовления
сварного
кольца
предъявляются
>|(есткие
требования в
от!|о1шении
точности сть|ка
(отсутствие
заметного
осевого
и
радиального
смещения
профиля
в месте
гшва), отсут_
ствия
дефо}машии,
прох(огов
и
других
дефектоы
сварки;
вьтсокой
прочности
1шва; одинаковой-износостойкости
зоны
сварки
и основ'
ного металла;
отсутств.ия
следов
сть|ка
в свариваемом
кольце.
3
результате
проведеннь1х
исследований
автором
предлох(ена
технология и3готовления
текстильных
колец
методом
дифузион-
ной
сварки
в.вакууме.
Б сварных
соединения-х'
полученнь1х
свар'
кой
на
оптимал|!тых
рех<ийах
(?
:
950"
€;
Р
:
!,6
кгс/мм2;
|
:
6
мин;
6
:
10-д мм
рт.
ст.), не
удалось
обнарух<ить
видимой
границь1
ра3дела
(см.
рис.
п-15).
-
3то
свидетельствует
о
полноте
прошед|ших
процессов
дифу_
зии.
3нешний осмотр
показал
отсутствие
смещения
кромок' не-
допустимой
деформашии
и
т. п.
14сследование
диффузионной
сварки легированнь1х
конструк'
ционнь|х
сталей
1,х2н4А,
18х2н4вА,
30хгсА,
30хгснА,
30х2н2м,
18х2м
и
др.
проведено
в
1'1нституте-э-пектР999-аР-чч
им
Ё.
Ф.
|!атона.
ЁапримеР,
пРи сварке
сталей
30хгсА
и 12\2114Ана
оптимальнь1х
рех<ймаг
(!-:
\:5о+-1180"€;
Р
:
|
кгс/мм2;
1:
:
12
мин
и Б
:
10_б
мм
рт.
ст.)
получень1
соединения''
рав]{опроч-
нь|е
основнь1м
металлам.
}дарная
вя3кость
соединений
в
ряде
случаев
них{е' чем
у.основного
металла.
{,'рупкость сварнь1х
со_
единений
появляется вследствие
перегрева
и мох(ет бьтть
устранена
последующей
термообработкой.
}дарная
вя3кость
в значительттой
:123
степени
3ависит от
величинь1
прилох{енного
давления.
Ёаивьтс-
шая
ударная
вя3кость
достигается
при критической
величине
дав-
ления'
которой соответствует
и
наиболь1шее
3начение
коэффициента
диффузии
[53,
54].
Фсновное
требование'
предъявляемое
к
инструментальнь|м
ста-
лям'
_
вь|сокая
твердость
ре'{ущего
инструмента.
Ёаиболее 1пи-
рокое
применение
для'
и3готовления
инструмента
находят
бьтстро-
ре}]{ущие
инструментальньте стали. ||ри
различнь|х
видах
сварки
плавлением и электроконтактной сварки происходит
оплавление
соединяемь1х поверхностей
деталей
и образование
ледебуритной
структурь1
в тонких
соприкасающихся слоях.
!(роме того'
в
сть1ке
соединений
наблюдается обезуглерох(ивание, обеднение
карби-
дами
и вь1горание
легирующих элементов.
Б соединениях' свареннь1х
трением'
в
сть1ке
отсутствует струк_
тура ледебурита' но вместо нее
до
отх(ига обнару>кивается полоса
мелко3ернистого аустенита. Фбразование мелкого 3ерна свя3ано
с вь1сокими скоростями охла)кдения сть1ка и
маль1м
временем
глребьтвания 3онь] соединения- металлов при
вь1соких
темпера-
турах
[70
|.
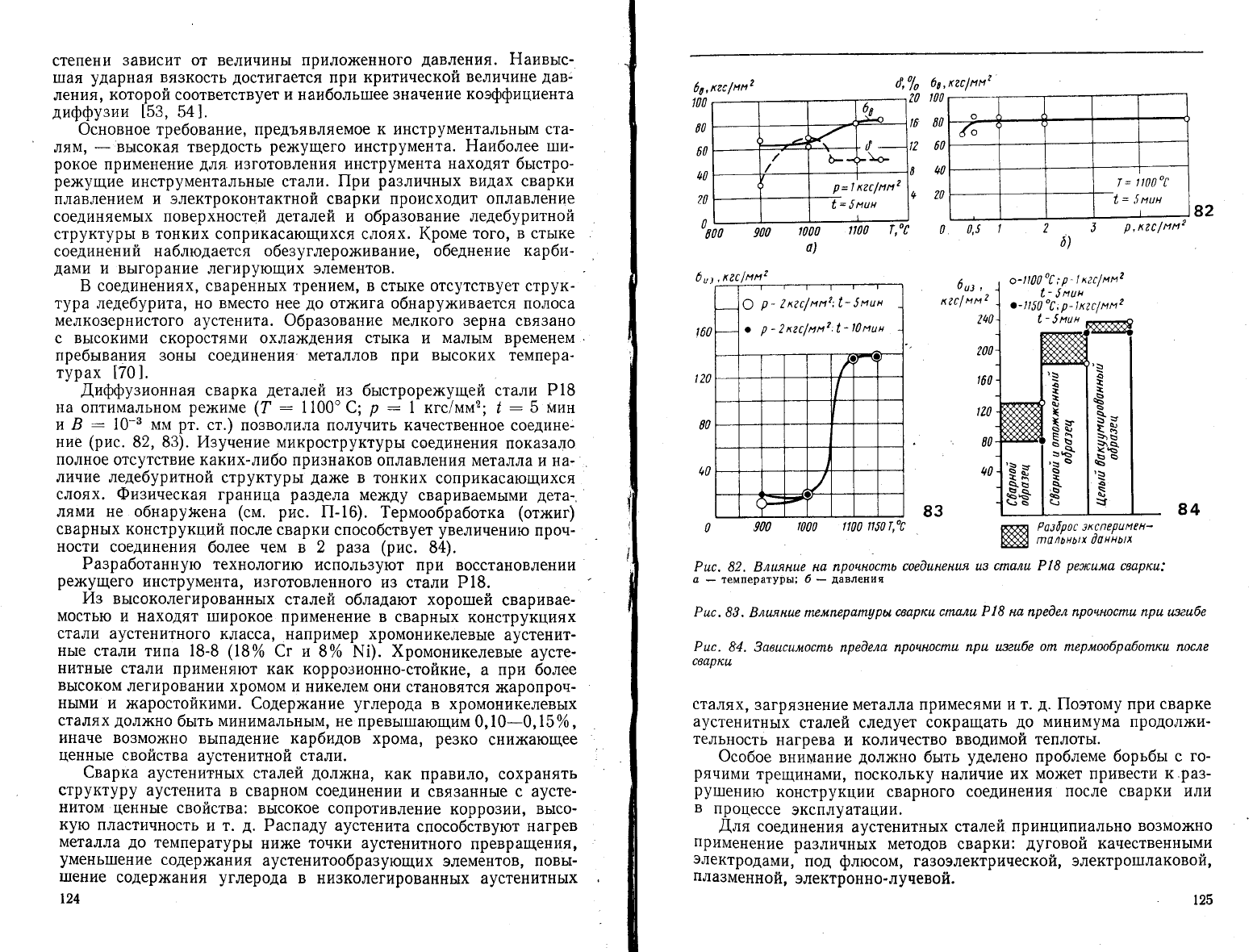
[иффузионная
сварка
деталей
из
бьтстроре>кущей
стали
Р18
на оптимальном
ре)киме
(7:
1100"
(;
р:1
кгс/мм2;
1:5
мин
и Б
:
10*3
мм
рт.
ст.) позволила получить качествен|{ое
соедине_
ние
(рис.
82' 83). 14зунение микроструктурь1
соединения
показало
полное
отсутствие каких-либо
признаков
оплавления металла
и на_
личие ледебуритной
структурь|
да}ке
в
тонких
соприкасающихся
слоях.
Физическая граница
ра3дела
ме}кду
свариваемь1ми
дета_'
лями
не обнаружена (см.
рис.
||-16).
1ермообработка
(от>киг)
сварнь1х конструкций
после сварки
способствует
увеличению
проч_
ности
соединения
более чем в 2
раза
(рис.
84).
Разработанную
технологию
используют
при восстановлении
ре;{ущего
инструмента'
и3готовленного
из стали Р18.
7з вь:соколегированньтх
сталей обладают
хоро:лей
сваривае-
мостью
и находят !пирокое
применение
в сварнь1х
конструкциях
стали
аустенитного
класса' например хромоникелевь1е
аустенит-
нь1е
стали типа 18_8
(18%
€г и
8% \!). )(ромоникелевь1е
аусте-
нитнь1е
стали
применяют как
коррозионно-стойкие'
а при более
высоком
легировании хромом
и никелем
они становятся
х(аропроч_
нь1ми
и х<аростойкими.
€одерх<ание
углерода
в хромоникелевь1х
сталях
дол'{но
бьтть
минимальнь1м'
не превьт1шающим
0,10_0,15%,
иначе возмох(но
вь|падение
карбидов хрома'
ре3ко
с!1их(ающее
ценнь1е
свойства
аустенитной стали.
(варка
аустенитнь1х
сталей
долх(на'
как
правило'
сохранять
структуру
аустенита
в сварном соединении
и свя3анные с аусте_
нитом
ценнь|е
свойства:
вь[сокое сопротивление
коррозии'
вь1со-
кую
пластичность
и т.
д.
Распаду аустенита
способствуют
нагрев
металла
до
температурь1
ни)ке
точки аустенитного
превращения'
умень1|]ение
содерх(ания
аустенитообразующих
элементов'
повь1-
шение
содерх{ания
углерода
в
!1и3колегирова!!ных
аустенитнь1х
\24
100
во
60
40
?0
100
00
60
40
70
0
ф,
кас
|нм2
!,0/,
66
,
ксс|пн2
16
000
1100 [,.[
0
0,5
6,з,
к?с|
мм2
?|л0
?00
160
120
00
ч0
8з
900
|000 1100 п50 т,'с
Раз6рос эксперанен-
[папьнь!х !0нньтх
Ру:с. 82. Блцянце на'
процнос'пь
оое0тлненсля ц3
спалш Р|8
реэюшма
сваркц:
с
*
температуры;
6
_
давления
Рцс.
83. 8лшянце
,пе'!перапцры
сваркц
с!палц Р !8
на пре0ел проиноспош прш азешбе
Рцс.
84'
3авшсцмоспоь пре0ела
пр0цнос/пц
прш т:зешбе
опт
пермообрабопкц после
сварк!'|
сталях'
загрязнение металла примесями
и т.
д.||оэтому
при
сварке
аустенитнь1х
сталей следует
сокращать
до
минимума продол>т{и-
тельность
нагрева и
количество
вводимой теплотьт.
Фсобое
внимание
дол}кно
бьтть
уАелено
проблеме
борьбьт с
го-
рячими
трещинами'
поскольку наличие
их
мо)кет привести
к.ра3-
рушению
конструкции сварного соединения
после сварки
или
в
про1\ессе
эксплуатации.
Аля
соединения
аустенитнь|х
сталей
принципиаль!{о
возмох(но
применение
различньтх
методов сварки:
луговой
качественнь1ми
электродами'
под
флюсом,
га3оэлектрической'
9лектрошлаковой'
плазменной'
электронно-лучевой.
\25
900
1000
а)
84
,
кас/нн2
0
р-
2хес|мн?:!-
5мцн
о
р-2хес|мп2;!-10пцн
б)
о-1!00
ос
|
р'
/
кес|
нп2
|-
5
нцн
о-1у50'с;
р-1кес/мм2
о
\
\
^ь
о
\=
Ёф
\с;
чФ-
ьь
ъ
!ь
\.
€тали
марте1{ситного
и
мартенситно-ферритното
классов
легко
и глубоко
закаливаются'
поэтому после
сварки
о6ьтчно
необходима
термоо6работка'
3аключающаяся
в низком
или
вь1соком
отпуске.
9|сто
нёо6ходим предварительньтй
подогрев
и3делия.
€ушествен-
ное
3начение
мо}кет
имет!
термообра6отка
изделия
перед
сваркой.
||ри
сварке
плавлением
стремятся
обеспечить
повы1шенную
пла-
стичность
наплавленного
металла и
устранить
образование
в нем
трещин.
Аля
этой
цели
при
луговой
сварке
часто
применяют
элек_
тродь1
|1'л'\
пр:*|садку
и3 аустенитной
стали.
-
Фсновньтм
недостатком
сварнь1х'
соединений
вьтсокохромисть|х
ферритньтх
сталей является
крупно3ернистость
металла
в
около-
ц_товной
зоне
и в
ряде
случаев
металла
сварнь1х
1'швов'
вь|3ь1ваю-
щая
3начительную
хрупкость.
Б связи
с
3начительнь1ми
трудностями
в
получении
качествен-
ных сварных
соединений
ферритньтх
сталей
в
ряде
случаев
для
сварнь1х
конструкций
их заменяю_т
хромоникелевыми
и
ферритно_
аустенитньтми'
имеющими
40_60%
феррита
в структуре'
.(ифузионная
сварка
в вакууме
вь1сокодегированньтх
сталеи
позволяет предотвратйть
в процессе
образования
соединений
не-
достатки'
присущие
другим
видам
сварки.
Бозмо;кность
пр!|мене-
йия
диффузиог{ной
сварки
для
вь1соколегированньтх
сталей
рас_
смотрим
на примерах
и3готовления
конструкший
из них.
||ри
разработке
метода
течеискания'
определения
техничес{их
условий
испьттаний
на герметичность
ко1-1кретнь|х-
промь1|пленнь1х
йзделий,
а такх(е
при проверке
наде>*(ности
вьтбранного
метода
контроля
герметичности
во3никает
нео6ходимость
и3готовления
и
ис
пользова
Ётця ст
аб:*т льнь|х
калибров
ан ньтх
течей.
€табильность
потока
газа
(или
х<идкости)'
проходящего
чере3
тень,
будет
обеспечена,
если
геометрия
течи
и
1пероховатость
ее
поверхности
не
меняются
со
временем.
€теклянньте
и кварцевь1е
капилляры непригоднь|
для
исполь3ования
в производственнь|х-
условиях.
-
Рассматриваемая
конструкция
контрольнойтечи
представляет
собой
канал
треугольного
сечения'
вь1полненнь1й
по оси
цилиндра
диаметром
20_
мм и
вьтсотой
10
мм, полученного
диффузионной
сваркой
из
двух
3аготовок.
3аготовки
изготовлень1
из аустенитной
коррозионно-стойкой
стали
12х18н10т;
на
одной из
заготовок
на!тёсен
канал
требуемой
глубиньт,
которьтй
после
соединения
3а'
готовок
является
порой
в
металле.
Фтсутствие
расплавления
в 3оне
контакта
соединяемь1х
заго-
товок при
лиффузионной
сварке
и возмох{ность
и3менения
вели-
чинь1 осадки
3аготовок
в 1широких
пределах
в зависимости
от
ре-
)*(имов сварки
позволяют
получить
контрольнь1е
течи любого
раз-
мера. [луб|4\1а канала
и
шероховатость
поверхности
определяются
степень1о
деформации
в процессе
сварки
и исходнои
1церохова_
тостью поверхности.
!,ля
проЁерки
во3мох(ности
и3готовления
требуемь:х
калибро_
ваннь1х
течей
и
разработки
промь1'т]ленной
технологии
их сварки
\26
бв,
75
кес/пм2
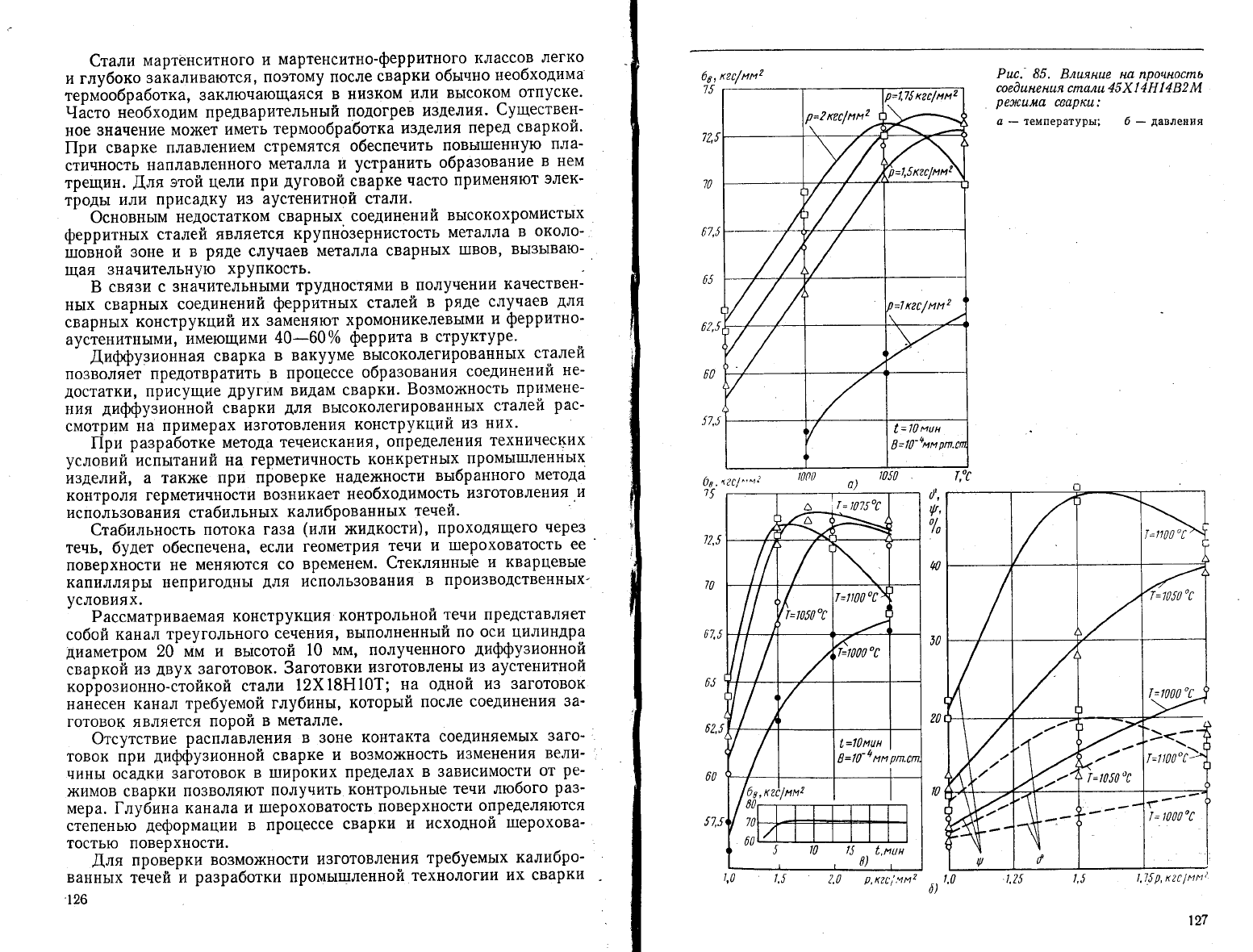
Рцс.- 85.
8лцянце на процноспь
сое0цненця спалц
45 *'
! 4
[]
! 4
в2 м
ре0!сцла
с0аркш:
@
_
температуры; б
_
давления
|,7[р,к2с|мп2
()',
у,
о!
72,5
10
20
67,5
62,5
Р'ксс'т''им2
,,
д
г
=
1075ос
\
,|
4=,*0,
=1100о(\
[|
.<
т4000
ос
|
/
|=10нцн
8=/0-+
нп
рп.сп'
|5
!,пцн
ы
/
/
'<у
у
/(
.\
и
4
|=1050
ос
><{|
[=1
100'0
-
{,
ц
\-"
ё
т--
_
[=
1000'с
57,5
1,0
/.0
1,0 1.5
127
исследовалось
влияние
глубиньт
канала'
нанесенного
перед
свар-
кой, й
рех(има
диффузио:|ной
сварки
на
величину
эффективного
радиуса
течи.
-
3ависимость
величинь:
эффективного
радиуса
канала
от пара'
метров
диффузионного
соединения
и3учали
при
температурах
.,'!'"
г!0о,
!аоо,
1000,
110!'€,^давлении.0,5,
1 и 2
кгс/мм2,
А]||-
тельности
вь!дерх{ки
|
_
5 и
10
мин
и степени
ра3рех(е!{.ия
в ва'
кууме 2-2,5.10-д
мм
рт.
ст.
Фптимальнь1м
ре)кимом
диффузион-
"6й
."'р'."
с"[ал||
12х!вн10т
по^ре3ультатам
исследований
сле'
!у"'
.'й''ть
[
:1000"
€;
Р
:2'
кгс/мм2,
1
:
10
мин
и Б
:
:2.10-5
мм
рт.
ст. Бсе
свареннь1е
на
оптимальном
ре)киме
к0н-
трольнь1е
течи
вь|дерх(али
комплекс
испьттаний'
'
|[одробное
влияние
параметров
сварки
на
качество
и.работо-.'
способность
аустенитных
сталей
и3уч€но
прчд1Р9у.:3-о]:ои
сварке
'
герметичнь1х
клапанов
из стали
45х14н14в2м
(эи69)'
'прй
в,:боре
температуры
сварки
учить1вали
не только
необ.
*'д'й'.',
обёспечений
треоуемой
скорости
пластического
дефор-
мирования
||
ра3в|\1'|я
диффузионнь1х
процессов'
но
и ее
влияние
на-структурнь]е
превращенйя,
рост
3ерна
и
физико-механические
свойстйа
металла
и3-3а
наличия
больтшого
количества
легирующих
добавок.
1емпература
сварки
ока3алась
вь11пе'
чем
для
углероди'
сть1х
и
ни3колегированнь|х
сталей.
|4сследовали
так')ке
зависи-
мость
прочности
соединения
от
давления
сх(атия,
длительности
'
вь1дерх<ки
и
степени'разр.х.","я'в
рабоней
камере
(рис'
85)'
-
||рояное
соединение
получено
при
сварке
деталей
]'1з
стали]
+ьх|'+н:дв2}!
Ёа
оптимальном
рех{име
!
:
1075"
(;
р
:'
:1,75
кгс/мм2;
1:
10
мин и
6
-
10-д
мм
рт.
ст.
[раница
сть1к6
соединяемь1х
поверхностей
при
сварке
на
оптимальнь1х
рех(имах
о'"утствует
(см.
рйс.
п_17).
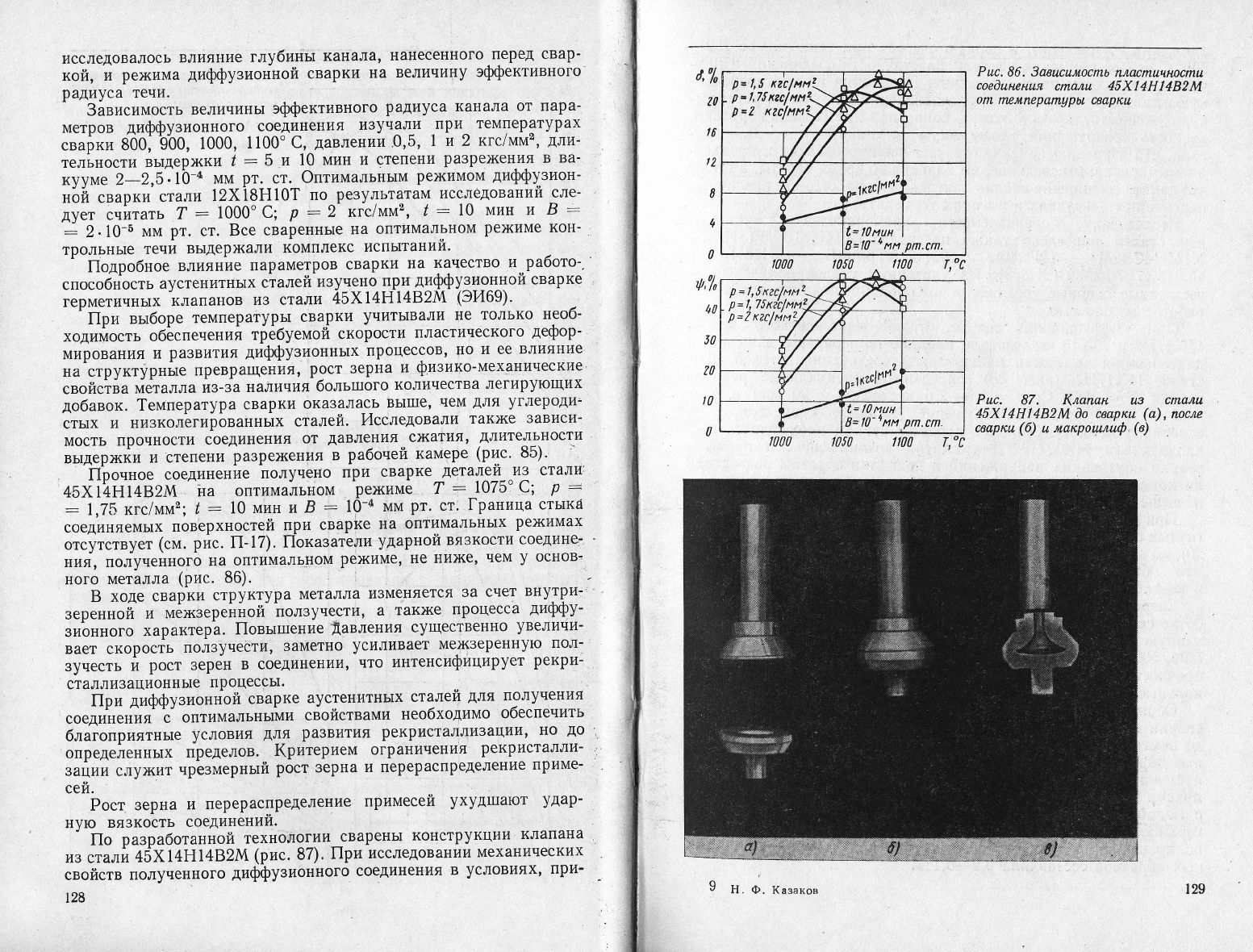
||оказатели
ударной
вя3кости
ёФёА[[1ё:-
'
ния'полученногонаоптимальномре>киме'нених(е'чемуоснов.
ного
металла
(рис.
86).
Б
ходе
сварки
структура
металла
и3ме_няется
3а счет
внутри-:'
."р.н"'й'
и
м6х.зере!тйи'1олзучести'
а
такл<е
процесса
диффу-
зионного
характера.
|1овь:ш:енйе
!,авления
существенно
увели'1и_
вает скорость
пол3учеёти,
заметно
усиливает
ме)к3ереЁн}}Ф
пФ"|1:'
3учесть
и
рост
зерен
в
соединении'
что
интенсифицирует
!ек!и_
сталлизационнь1е
процессьт.
||ри
диффузионт|ой
сварке
аустенитных
сталей
для
получения
соединения
с
оптимальнйи
сБойствами
необходимо
обеспечить
благоприятнь1е
условия
д41
развития
рекристалдизац||и,
но
до
определенньтх
пределов.
1(ритерием
ограничения
рекристалли_
зайии слу}кит
нрезмерньтй
р6ст
зерна
и
перераспределение
приме-
сей.
Рост
зерна
и перераспределение
примесей
ухуд1шают
удар-
ную
вя3кость
соединении.
'
|1о
разработанной
технологии
сварень1
ко11струк!т.ии
клапана
тлз
стали
+5х:дн:+в2}!
(рис. 87).
|1ри
исследовании
механических
свойств полученяого
диффузионного
соединения
в
условиях'
!!Р((-
128
р=1,$
кес/нн1
[= 10 нцн
0
=10'+
нп
а'%
20
,6
12
8
4
0
ф,,|,
ц!1
30
?0
10
0
Р цс,
86. 3авцсцмосгпь
плас'п!!цнос!пц
сое0т;неншя
стпалц
45х14н
!4в2м
оп
!т1л!1пе
рапу рь!
сваркш
Рцс.
87' |(лапан !13
спалц
45
х
!
4 н
1
4в2
м
0о сваркш
(а),
после
сваркш
(б)
ш макрошллшф
(в)
1100
[''€
т'
=
/ц п!]н 1
в--|0'чмн'рп.стп'
9
н.
о' |(азаков
129
блих<енньтх
к
рабоним,
в первую
очередь
при
температуре
750-
800"
с
особое
внимание
уделяли
пластичности
соединения
и
при'
чинам,
влияющим
на
ее
и3менение.
йспь:тания
на
кратковремен'
ную
и
длительную
прочность'
сопротивление
пол3учести'
усталост-
ную
пронность,
терйостойкость,
ёопротивление
газовой
коррозии'
вйзкостй
ра3ру1шения'
вакуумную
плотность
|1
т'
А',
пока_
зали'
что
данное
соединение
отвечает
всем
требованиям'
предъяв-
ляемь1м
к сварнь|м
соединениям
клапана
во
время
работьт,
а так)ке
что
дан11ое
соединение
вполне
пригодно
для
работьт
при
ра3лич!1ь1х
переменнь1х
нагрузках
и
вь1соких
температурах'
_йсследование
свариваемости
хромоникел9вч']^_-аустенит_
,,,*
.'',ёй
проведено
такх{е на-
сталях
1х
14н |4в2м.Ри257)'
х:+н14св2м'
(эи240),
37х12н8г8мФБ
(эи481)
|1
40х15н7г7Ф2мс
(эи3вв).
йз
указаннь:х
сталей
полученьт
ка_
чественнь1е
сварнь1е
соединения
вьтсокой
прочности
с
требуемой
работоспособностьто..|!ридифузионт:ойсваркесталеймартенситногокласса
14х17т12
и 20{,13
исследовали
вл|\яние
температурь|'
давления
и
длительности
вь1дерх(ки
на
прочность
соединения
деталей'
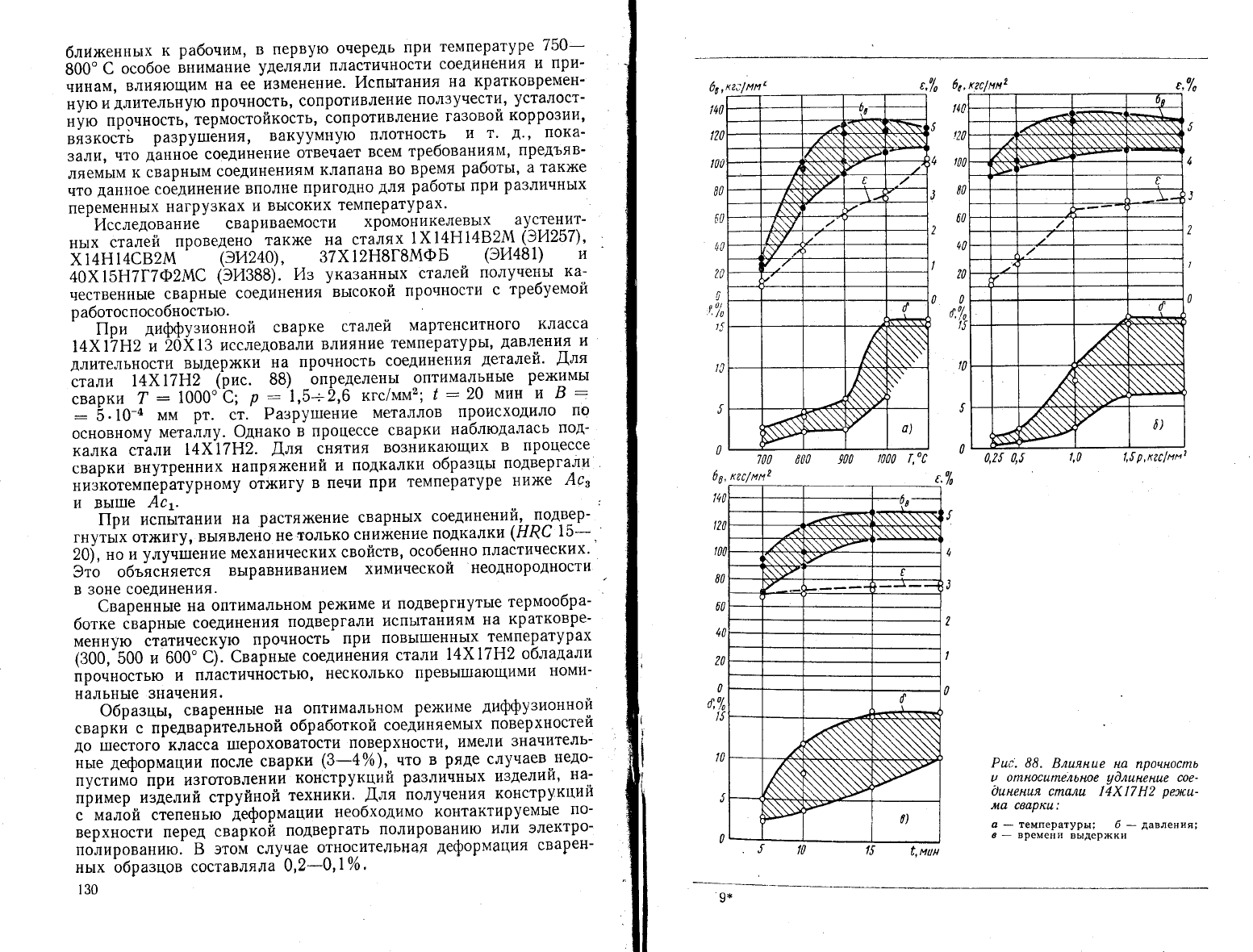
Аля
стали
\4х|7н2
(рис.
88)
определень1
оптимальнь1е
ре}кимь|
;;;';,
7:1000"ё;
р
='1,5_+2,6
кгс7мм2;
[:20
мин
и Б
=
:
5.
10_^
мм
рт.
ст.
Разрутпение
металлов
пр-оисходило
по
основному
металлу.
Фднако_в
процессе
сварки
наблюдалась
под_
калт<а
стали
|4х17112.
Аля
снятия
во3никающих
в
процессе
сварки
внутренних
напря}кений
и
подкалки
о6разцьт
подвергали
низкотемпературному
от}кигу
в печи
при
температуре
ни>ке
Ас,
и
вь:гпе
,4с'.
||ри
испь:та|1\4и
|1а
растя}кение
сварнь|х
соединений;'
п9дР-ер_
гнуть1х от}кигу'
вь|явлено
не
только
снийение
подкалки
(н,.?с
15-.
20), но
и
улун!пение
механических
свойств,
особе_нно
пластических.
3|о
объясйяется
вь]равниванием
химической
!1еоднородности
в зоне
соединения.
сваренйь:е
на оптимальном
рех(име
и подвергнуть1е
термообра-
ботке
сварнь1е
соединения
подвергали
испь1таниям
на
кратковре-
меннуюстатическуюпрочностьприповь1|.пеннь1хтемпературах
(300,"500
и 600"
€).
€ва!ньте
соединёния
стали
\4х\7н2
обладали
прочностью
и
пластичностью'
несколько
превь!1пающими
номи-
нальнь1е
3начения.
Фбразцы'
свареннь1е
на
оптимальном
ре)кипле
дифф}3ионной
сварки
с
предварительной
обработкой
соедит1яемь1х
поверхностей
до
1пестого
класса
1шероховатости
поверхности'
имели
3начитель-
ньте
деформации
после
сварки
(3-4о/о),-
что
в
ряде
случаев
недо-
пустимо
при
и3готовлении
конструкций
разлиннь:х
изделий,
на__
п[:имер
из!елий струйной
техники.
Аля
полуяения
конструкции
с'
малой
степенью_деформашии
необходимо
контактируемь1е
по_
верхности
перед
сваркой
подвергать
полированию
или
электро-
полированию.
в
этой
случа_е
относ.ительгтая
дефоРмация
сваРен-
нь:х образшов
составля ла
0,2-0,||о'
130
с,,/,
66, кас/нн2
66,
кес/нн2
Рцс. 88.
Блцянце
на
процнос!пь
у опносцпёльное
у0лнненше
сое-
0цненця спалц 14817!12
реэюн-
1|а сварк|[:
с
_
температурь|;
б
_
даъления;
в
_
времен}1
вь|держкн
9*
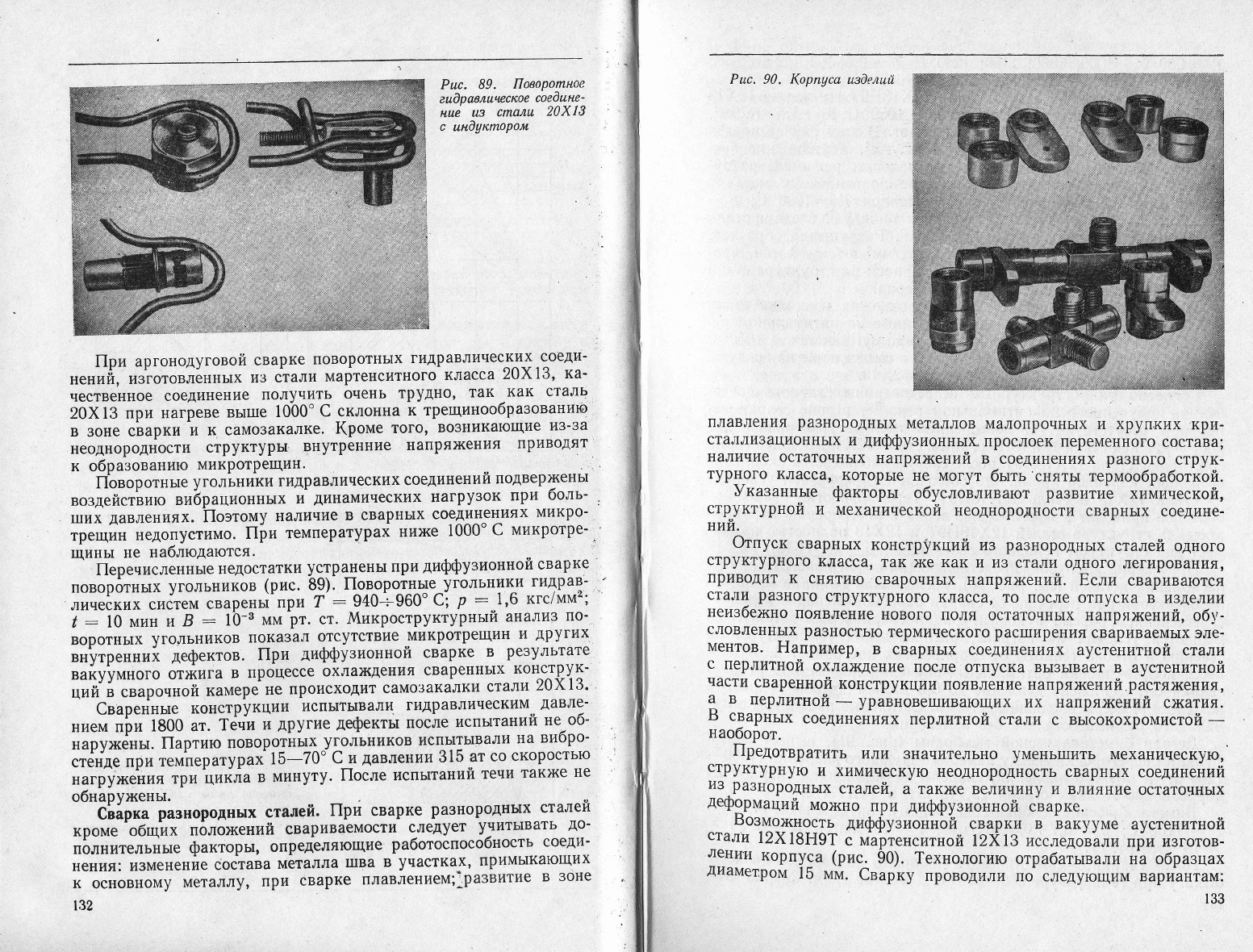
Рцс.
89'
[1оворопное
еш0равлшиеское
сое0шне-
нце
ц3
спалц
208'13
с шн0уктпором
|!ри
аргонодуговой
сварке
поворотнь1х
гидравлическ]4х
соеди-
нений,
изготовлённьтх
из
стали
мартенситного
класса
20!,13,
ка'
чественное
соединение
получить
очень
трудно'
так
-как
сталь
20х13
при
нагреве
вь11пе
10о0'с
склонна
к трещинообразованию
в 3оне
сварки
и к
само3акалке.
1(роме
того'
во3никающие
и3_за
неоднородности
структурь|'
внутрецние
напря}кения
приводят
к обра3ованию
микротрещин.
|1Бвор
отньте
у
гольн ики
гидр авлически
х
соединен
и
й подвер
>кен
ь1
воз!Бйст1зию
ви6рационнь1х
и
динамических
нагрузок
при
боль-
-
|пих
давлениях.
поэтому
наличие
в сварнь1х
со9д!]{:1иях
микро-
трещин
недопустимо.
|!!ли
температурах
них(е
1000"
с
микротре-
'
.::
*"ь":,ъ;#;:Ё3*3::;:..''*"
!91Ранены
при
диффузионной_с-вщ{е
повор отн
ьтх
у
гол
ьн
иков
(р
ис.
89).
фр^оро1^нд€^}|
Фо1БЁ1{(1'[
ги4р
зч .
лических
систем
сварень1_при
7
:
940+-960"
(1
р
:..1,6
кгс''1\'1]!1';
,
:
10
мин
и
6
:
10-в
мм
рт.
ст.
,&1икроструктурнь1й
анализ
по_-
воротньтх
угольников
пока3ал
отсутствие
микротрещин
и
других
внутренни1
дефектов.
||ри
лиФузионной
сварке
в
ре3ультате
вайуумного
отх(ига
в процессе
охла}кдения
свареннь1х
кон_стр-ук_
;;#;
;;;р''"'й
камере
не
происходит
самозакалки
стали
20х13.
€варег|ньте
конструкции
испь1тьвалц
гидравлическим.
давле-
""*#"Ёй'1Ббб
.,'.
т!й
и
другие
дфекты
после
испьттаний
не
об-
;;;'*Ё;".
-'р"".
поворотнь|х
^угольников
испь1ть1вали
на
вибро_
с'Ёйде
при
тем}ературах
15-70'-€:д
давлении
315
ат
со
скоростью
нагружения
три
ш"т|йа
в
минуту.
|1осле
испытаний
течи
такх(е
не
обнару>кеньт.
€варка
ра3нородных
стш9й.
|1рй сварке
разнороднь|х-
сталей
кроме'общ]ах
п6лох<ений
свариваемости
следует
учить1вать
до_
йБ'""'.',Ёьте
факторы,
опрейляющие
работоспособность
соеди-
нения:
измененйе
состава
мёталла
[шва
в
участках'
примыкающих
к
основному
металлу'
при
сварке
плавление!}{;_развитие
в 3оне
\32
Рпс. 90'
1(орпуса
цв0елцй
плавления
ра3нородньтх
металлов
малопрочнь]х
и хрупких
кри-
сталлизационнь1х
и
Аиффузионньт&
прослоек
переменного
состава;
наличие
остаточнь1х
напря>кений
в соединениях
разного
струк_
турн-ого
класса'
которь1е
не могут
бьтть'снятьт термообработкой.
}казанньте
факторь:
обуслоБливают
ра3витие
химинеской,
структурной
и механической
неоднородности
сварнь1х
соедине_
ний.
Фтпуск
сварнь1х
конструкций
из
разнороднь|х
сталей
одного
структурного
класса'
так
х(е как и и3
стал|\ одного
легирования'
приводит
к
снятию
сварочнь1х
напрях<ений.
Бсли
свариваются
стали
разного
структурного
класса'
то
после
отпуска в изделии
неизое}(но
появление
нового
поля
остаточнь1х
напрях(ений,
обу_
словленнь1х
разностью
термического
рас1пирения
свариваемь1х
эле_
ментов.
Ёа.пример,
в
сварных
соединенйях аусте!!итной
стали
с
перлитной
охлах<дение
после отпуска
вь|3ьтвает
в аустенитной
части
сваренной
конструкции
появление
напря}кений
растях<ения,
а
в
перлитной
-
уравнове1пивающих
их напря)кений
сх<атия.
},
сварньтх
соединениях
перлитной
стали с вь1сокохромистой
-
наофрот.
|[редотвратить
ил||
3начительно
уменьшить
механическую'
структур1{ую
и химическую
неоднородность
сварньтх
соединений
и3.разнородньтх
сталей'
а так)ке величину и влия[.1ие
остаточнь1х
де9ормаций
мо)кно
при
дифузионной
сварке.
^-
Б'.у9уч99]ь
диффузион!т?:};
сварки в вакууме
аустенитной
стали
12х18н9т
с йа|:тенситной
12{,13 исследовали
п!и и3готов_
::_ч1"
корпуса
(рис.
90). 1ехнологию
отрабатьтвали
т!а образцах
диаметром
15
мм.
€варку
проводили
по следующим вариантам:
133
?
:
900;950;
1000;
1050;
1150;
1200"-€!
!
:
0,5; 1;
1,5;2
кгс/мм2;
}:3;
ь]
:о;
15; 20
мин;
Ё
:
10_3-+!:]0-1-уч
рт.
ст'
А.йя
1иффузйо"ной
сЁарки
стали_12х1вн9т
со сталью
12х13
бьтл
опреде]'ёй
о,''й'',,чй-р"утцм!
--
1050"
6;
Р
:
|'5'кгс/мм2'
|
_
20'мутн
||
Б
:10-3;-5'10_{
мм
рт.
ст.
Б
этом
случае
предел
прочности
при
растях(ении
ов
:
64
кгс/мм2,
а
удлинение
6
:
:
6о,/,.
Фбразш!т,
свареннь1е
на
оптимальнь1х
ре}кимах'
разру_
11]ались
при
испь1та|||4ях
на
растях{ение
по
основно_м_у^^металлу
к;';;;-::[:внэт).
Фбразцьт,'сварен}{ь]е
лри
!
:
1000"
(;
р
:
:
1,5
кгс/мм2;
,
:
10
мин'
ра3ру_1п1,цтсь
по
1шву со
следами
стали
|2х'|3
на поверхности
стали
|эх;внэт.,
Разрутпение
образцов,
свареннь1х
лри'7.
:
1100'(;
р-=-\,^5
кгс/мм2
тл [:10
мин,
про_
исходило
с
вь|рь1вом
по
стали
12х13'
причем
на
структуре
стали
12х13
наблюдался
3начительньтй
рост
зерна'
Б прошессе
дифузионной
сварки
возмо}кна
подкалка
стали
12х13.'3
связи
с этим
образцьт'
сваренньте
на
оптимальнощ_Ре:
)киме'
подвергали
{ермооо!:аоо"ке
цо'ре>киму:
3акалка
с
1050"
€
в
масло'
отпуск
при
температуре
450"
с
и охлах(дение
на
воздухе'
1ермообрабо|*а
сн"ла
подкалку
сталу\
12х13'
'€огласно
микроструктурнь1м
исследованиям
сварного
соеди_
нения'
полученного
йа
оптимальном
рех{име'
в
зоне
сварки
не-'
проварьт
отсутствуют.
€
повьттпением
темпер-а1у^рь'
происходит
оост 3еона
как
стали
12х18н9т,
так
и
стали
12х13'
Б
зоне
сварки
!' .''рБ",'
стали
12х18н9т
после
сварки
наблюдается
скопление'
,"','|''"*
карбидов
хрома'
что
о-бъясняется
дифузией углерода
у1з стал||
12х13
в сталь
12х18н9т'
1ермообработка
свареннь1х
образцов
приводит
к
измельчению_
_3-е-Рна
_и^
-райворению
карбидов
хрома'
а
структура
сталей
12х18н9т
и 12[13
полностью
при!!и-
мает вид
структурь1
исходного
состояния
(см'
рис'
п_18):
||ри
сва!йе
:|орпусов,
представляютл1их
собой
конструкцию
из
нескольких
л.'',"й !.й.'р:{с.
90;,
и..ледовали
влияние
мастптаб-
ного
фактора
при
переходе
от сварки
образцов
к
сварке
изделий'
ё ,.й"й",йе*
6б,е*'
и'конфигу!ации
ёвариваемь1х
деталей
из_
меняются
условия
их
нагрева'
распределения
температу!ьт
по
сече!|ию
и
отвода
теплоть1
от свариваёмьтх
поверхностей.
Б
про_
цессе
корректировки
оптимальнь1х
значений
параметров
рех(има
сварки бБло
сЁих<ено
давлен}1е
до
_0,5
кгс/мм2,
нтобьт
сохранить
исходнь|е
ра3мерь|
входящих
деталей.
Фстальньте
параметрь1
опти_
мального
рех{има
остались
без
изменения'
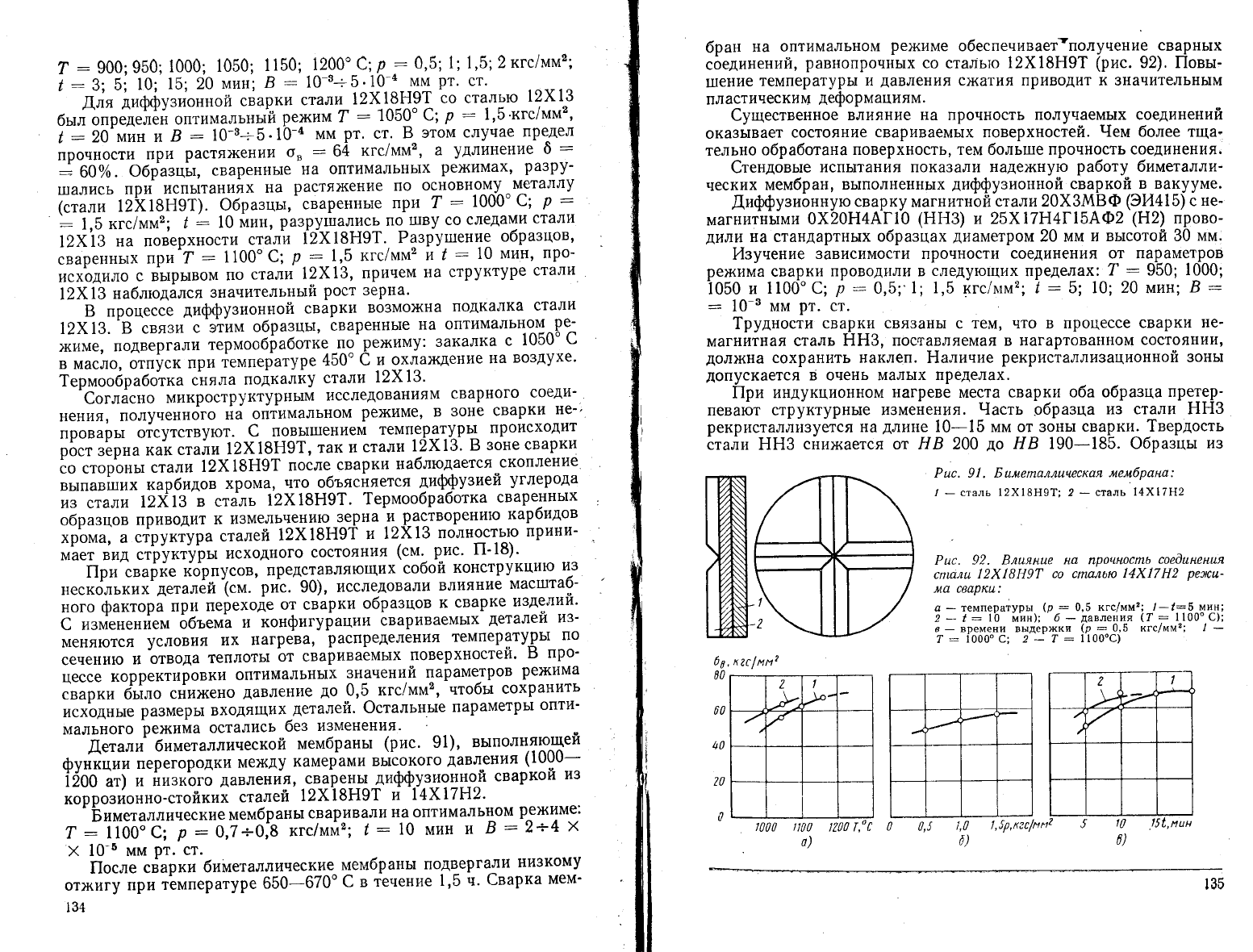
д.',',
би'"'алйи,еской
мембрань:
(рис' 91),
выполняющей
фуЁкшии
перегородки
между
камерами
вь1сокого
давления
(1000_
|!об ?')
и
й".^Б.о
давления'
с-в_1Р9}-ь]зифф.у.з_т91у9]
сваркой
из
*'рро.й'",о-стойких
сталей
12х18н9т
и
\4\\7\12'
'
Б
име'аллические
мембр
аньт
св ар
ив ал
и
н
а
оптим
ал
ьном
р^е}киме:
т: |1бо;
с;-':
о,7+о,в
кгс/мй';
,:
10
мин
и
Б:2_:-4
|
х
10_6 мм
рт.
ст.
||осле
сЁарки
биметаллические
меш:брань|
подвеРгчи
низкому
от)кигу
при
температуре
650_670"
€ в
течение
1,5 н'
0варка
мем_
!0*
бран
на
оптимальном
ре)киме
обеспечиваеЁполунение_свФнь1х
соединений'
равнопрочнь1х
со сталью 12х18н9т
(рис.
92). ||овь:-
шение
температурь|
и
давления
с)катия приводит к значительным
пластическим леформациям.
6ушественное
влияние на прочность
получаемь:х соединений
оказь1вает
состояние
свариваемь1х
поверхностей.
9ем более тща-
тельно
обработана
поверхность' тем больтше прочность
соединения.
€тендовь:е
испытания показали надежную
работу
биметалли-
ческих
мембран,
вь|полненнь:х
лиффузионной
сваркой
в вакууме.
.[[ифузионную
сварку магнитной
стали 20х3мвФ
(3}}4415)с не-
магнитнь1ми
0{,20Ё4Аг10
(нн3)
тт
25\17н4г15АФ2
(н2)
прово-
д14л|1
на стандартных
образцах
диаметром
20 мм и
вьтсотой 30
мм.
йзунение
зависимости прочност[{
соединения от параметров
рех<има
сварки
провод1!ли в
следующих
пределах;
[
:950;
1000;
1о50
и
1100'€;
Р
:
0,5;'1;
1,5
кгс/птм2;
|:5; 10;
20
мин;
3
:
:
10_3 мм
рт.
ст'
1рулности
сварки связань1
с
тем' что в процессе
сварки
не-
магнитная
сталь
Ё!{3, поставляемая в нагартованном
состоянии'
дол)кна
сохранить !таклеп. Ёаличие
рекристаллизационной
зонь:
допускается
в очень маль1х
пределах.
|!ри
индукционном
нагреве
места сваркут
оба образца
претеР-
певают структурнь1е
и3менения.
9асть
образца
из стали ЁЁ3
рекристалл11зуется
на
длине
10-15 мм от зонь1
сварки. 1верАость
стали
Ё}13
сни>кается от [{в 200
до
|]Б 190_185. Фбразцьт
из
Рсос. 9
1.
Б цлепаллцческая
мембрана:
,/
_
сталь
12х18н9т;
2
-
сталь
14х|7н2
Рцс. 92' Блцянце
на прочносп1ь
сое0цненця
споалц
128'10[]9!
со сгпалью !41.17!12
реэюш-
ма
сваркц:
,
_
'-',*р.]урь|
(р
:
0'5
кгс/мм';
!-!:5 мун'
2
-
!
:
:0
йин);
б_давлеттия
(т:
|100'с);
6
-
времени вь|держки
(р
:
о'ь
кгс/мм2;
1
_
7:
1000" с' 2
_
т:
1100'с)
1100
1?00 г'"с
0
б6
80
60
510
0)
0,5
1,0
0)
ксс|мн2
2
у
1
>о'
А
2\
\+7
7
7000
о)
1,5р,кзс/нп2
75|,,пцн
135
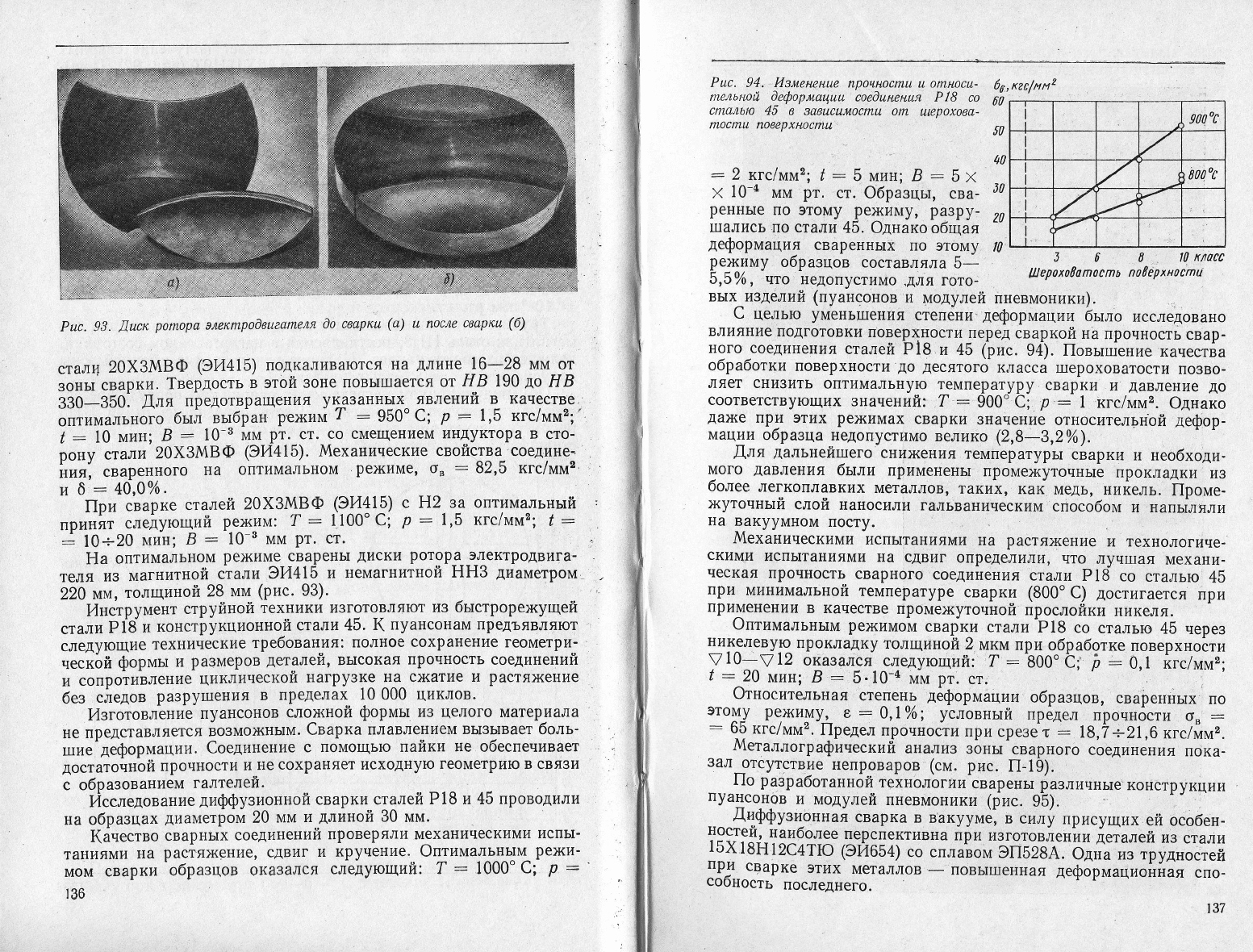
Рцс'
93'
!'оаск
роптора
олекптро0ваеопеля
0о сваркш
(а)
ш после
сваркш (б)
стал4
20х3мвФ
(эи415) подкаливаются
на
длине
16-28
мм от
зоньт
сварки.
твердость
в
этой 3оне
повь|1пается
от
нв \90
до
нв
330-350:
|ля
прелотвращения
ука3аннь|х_
явлений
в качестве,
Б,й'*1'1"'го
бьт.|т
вьтбран
ре>кий
?
:950'(;
р:1,5
кгс/мм2;'
1
:
10
мин;
6
:
10_3
мм
рт.
ст.
9о
смещением
индуктора
в
сто_
рону
стали
20х3мвФ
(эи415).
}1еханические
свойства. соедине-
|тия'
сваренного
на
оптималь1{ом
ре}киме,
б"
:
82,5 кгс/мм2'
и
6
:
40,0о/о
|!ри
сварке
сталей
20х3мвФ
]?ц11!)
с
Ё2.з-а
оптимальньтй
принят
следующий
ре)ким:
?
:
|100'€;
Р
:
|,5 кгс/мм2;
[
_
:
:0*:о
мин;
Ё
:
10_3
мм
рт.
ст.
Ёа
оптимальном
ре)к!1ме
сварень|
дискт4
ротора
электродвига_
теля
и3 магнитной
€тали
эи415
и немагнитной
ЁЁ3
диаметром
-
220
мм,
толщиной
23 мм
(рис.
93).
|4нструмент
струйной
техники
и3готовляют
из бь:строре>кушей
стали
Р[8
и
конструкционной
стали 45.
1(
пуансонам предъявляют
следующие
технические
требован.ия:
полное
сохранение
геометри-
'
ческой
формьт
и
ра3меров
деталей,
вь|сокая
проч}{ость
соединений
и
сопротивление
циклической
нагрузке
н^а_
с}катие и
растя)кение
без
сйедов
разру1пе[1ия
в предела1
10 000
циклов.
йзготовлёние-
пуансонов
ёлох<ной
формь:'
из
целого
материала
не
представляется
возмо)кнь|м.
(варка
плавлением
вьтзь:вает
боль_
шие'деформации.
€оединение
с
помощью пайки
не
обеспечивает
достаточной
прояности
и
!1е
сохраняет исходную
геометрию в свя3и
с образованием
галтелей.
йсследование
диффузионной
сварки сталей
Р18 и 45 проводили
на образшах
диаметром
20
мм
и
длиной
30
мм.
(ачество
сварнь1х
соединений
проверяли механическими
испь|'
таниями
на
растя)к9ние'
сдвиг
и кручение. Фптимальным
ре)ки_
мом
сварки
'образцов
ока3ался
следующий: 7
:
1000"
6;
р
:'
!36
Рцс' 94. ],[змененне
процнос|пн ц
о!пносц-
пт.ельной 0еформациш
сое0аненця
Р]8 со
с!т[алью
45 в
завцсцмосп!!1 оп'
ц!ерохова-
/пос/пц повер хносп![!,
:
2
кгс/мм';
|
:5
ми:т; 3
:
5х
х
10_д
мм
рт.
ст.
Фбразцьт,
сва-
ренные
по этому
ре}киму'
разру_
1шались
'по
стали
45.
Фднако общая
деформашия
свареннь1х
по этому
ре}киму
образцов
составляла
5-
5,5о/о,
что недопустимо
'для
гото-
66, кас|нп2
60
30
20
10.
3
0 0
10.пласс
!ерохо0опоспь
по0ёрхносп0
вь1х^изделий (пуансонов
и
модулей
пневмоники).
(-
целью
уменьшения
степени
лформации
бьтло
исследовано
влияние
подготовки
поверхности
перед
сваркой
на
прочность
свар-
ного соединения
сталей
Р18
и
45
(рис.
94)' ||овьтш:ение
качества
обработки
поверхности
до десятого
класса
1пероховатости
позво-
ляет сни3ить
оптимальную
температуру
сварки
и
давление
до
соответствующцх
значений:
7:
900"
(;
р
:1
кгс/мм2.
Фднако
дах<е
пр!1 этих
ре}кимах
сварки
значение
от!{осительной
лефор-
мац]]и
образца
недопустимо
велико (2,8-3,2%).
Аля .,1а''тьнейшего
сни}кения
температурь1
сварки
тт
необходи-
мого
давления
бьтли
применень|
проме)куточнь[е
прокладки
из
более
легкоплавких
металлов'
таких'
как
медь,
нийель.
||роме_
>кутонньтй
слой
наносили
гальваническим
способом
и
11аль|ляли
на
вакуум1_1ом
посту.
.&1еханическими
испь|тан|тям|\
на
растя}кение
и технологиче_
скими
испь|таниями
на
сдвиг
определили'
что луч1пая
механи_
ческая
прочность
сварного
соединения
стали
Р18
со
сталью
45
при
минимальной
температуре
сварки (в00"
с)
достигается
при
применении
в качестве
проме)кутонной
прослойки
никеля.
Фптимальнь1м
ре)кимом
сварки
стал|1
р18
со
сталью
45
нерез
никелевую
прокладку
толщиной
2
мкм
при
обработке
поверхн.ости
у10_у12 оказался-_с;1едующий:
г:
800"
ё;
р
:
0,1 кгс/мм2;
[
:20
мин; Ё
:
5.10_д
мм
рт.
ст.
ФтноситЁль"'"
-.й.*,
дЁф'рй'ц'и
образцов'
сваренных
по
этому
режиму'
е
:
0,70/о;
условньтй
предел
прочности
0"
:
:
оо
кгс/мм'.
!|редел
прочности
при
срезе
т
:
\8,7-21,6
кгс/мм2.
.[цеталлографинеский
а\1ализ
3оны
сварного
соединения
пока-
зал,
отсутствие
непроваров
(см.
рис.
п.1о).
1!о
разработанной
технологии
сварень1
различнь|е
конструкции
пуан-сонов
и модулей
пневмоники
(!ис.
9Б).
! ]
-
'.^^4чофу.ионнай
сварка
в вакууме'
в силу
присущих
ей
особен-
т9919!'-ц9цбо,'тее
перспективна
при
изготовйенйи
йеталей
из
стали
1о^!вн12с4тю
(эи654)
со сплавом
3|!523А.
Фдна из труАностей
прй-^сварке
31}1[
1т:[€]8о1лов
-
повь11шенная
деформац'о!'йа"
-,'_
сооность
последнего.
'з7

Рцс'
95.
';
1!ансоны
ц мооул[!
пневмонцкц
!,ля
полунения
качественного
соединения
из
указаннь!х
мате:
риалов
особое
внимание
следует-
уделять
состоянию
рельфа
по'
верхцости
деталей
перед сваркой
и
соотношению.между
темпера'
турой
сварки
и величиной вакуума.
!,ля
того чтобь1
сни3ить
вели'
чину
пластических
деформаший
в
3оне
соединения,
необходимо
иметь
минимальную
температуру сварки
(ни>ке или
равную
тем-
пературе
рекристаллизации),
что
достигается
ли|'пь
при
увели-
чении
глубинь:
вакуума.
}то,
по-вид!1мому'
объясняется
тем'
что в
вакууме
изменяются
физико-механические
свойства
поверхностного
слоя и
сни)кается
6опротивление
сдвиговь:м
деформациям.
||оэтому
6$тт{{?[
деформа'
ция
мо}кет
существенно
умень1шаться
(при
тщательной
подготовке
поверхности
-
Ао
0'6%).
1(роме
того'
при пони)кении
температурь: больтшое
значение
в
формировании
прочного
соединения
приобретает поверхностная
диффузия.
Аля
получения
качественного
соединения
стали
15х18н12с4тю
(эи654)
й эп528А
деталь дол)к11а
иметь мень'
шие
деформации'
чем мо}кно
обеспечить
на
действующих
установ-
ках €АБ}
при степени
разре)кения
10;3
мм
рт.
ст' Б сцязи
с этим
предло)кен
ре)ким
сварки'
состоящий
из нес_кольких
ступеней.
Аеталп
наг[евают
до
температурь: 1100-1150'с
и
вь|дер}кивают
под
давлением
5 кгс/мм2
в течение
10-15 с'
3атем при той }ке тем-
пературе
давление
пони)кают
до
0,5
кгс/мм2 при
вьцер}кке
Ё
те-
чение
15 мин.
Ёа первом этапе
сварки
происходит
уничто>кение рельефа
об-
работки
за
счет г{ластической
деформации
при вьтсокой
темпера-
туре
(принем
вь1дер}кка и
давление
мин[тмальньте).
|!ри
таких пара.
метрах сварки
прочного соединения получить
не
удается.
.[,опол-
нительная
вь|дер)кка при температуре
700" с в
течение 15
мин
йо'
зволяет получить вь|сокую прочность
соединения и минимальнь1е
деформашии.
8 зоне контакта отсутствуют 3аметные
структурнь]е изменения.
€оединение
фактинески
происходит по
всей
поверхности.
14зуне.
ние
микроструктур по3воляет
считать' что процесс
соединения
3атрудняется'
помимо окисной
пленки' образованием
значитель-
ного
слоя
кар6ида хрома
в
3оне контакта.
||ри
разработке
новой конструкции и
технологии
и3готовле-
ния
у3ла
коробки
передач перед
французской
автомобильной
фир-
мой
возникла
задача получения
прецизионного
соединения
двух
готовь1х
деталей:
1пестерни со
ступицей и зубнатого
венца'
наса-
)киваемого
на ступицу и
прочно
соединяемого
с
ней
(рис..96).
3убнатьте
венць1 вь1полненьт
и3
ни3коуглеродистой
стали
с
содер}|(анием
0,05_0,15о/о €,
:.шестер!ти
-
14з
ни3колегирован-
ной
стали,
содер}кащей
0,16-15%
6.
1вердость
до
сварки
1шесте-
рен
составляла
]1Б 140,
зубнатого
венца нв 100-110.
8
процессе
сварки
давлёние
на
торцовую окрухшость
деталей
передавали
с помощью
керамического
приспособления.
.[1ля,
139