Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

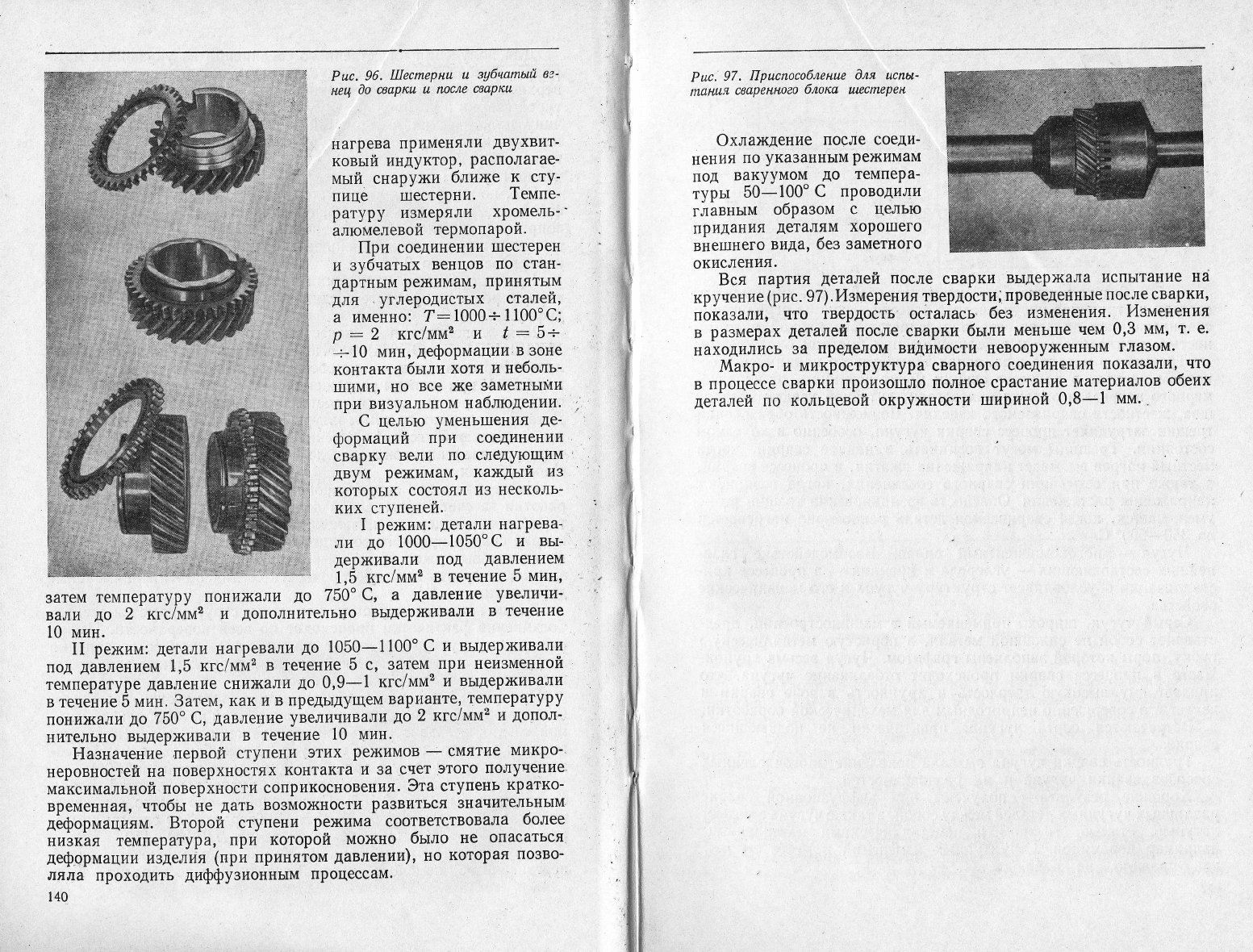
Рцс.
96.
[есгпернш
ш
зубиагпый
вэ'
нец
0о
сваркш
ш после
своркц
:
нагрева
применяли
двухвит-
ковь1й
индуктор'
располагае-
мь1й снару}{и
6ли}ке
к сту-
пице
1шестерни.
1емпе_
ратуру
и3меряли
хромель-_
алюмелевой
термог1арой.
|[ри соединении
1пестерен
и зубчатьтх
венцов
по стан_
дартнь1м
рех(имам'
принять1м
для
.углеродисть1х
сталей,
а име;но:
7:1000-
1100"€;
Р:2
кгс/мм2
и
,!:5:'
--10
мин,
деформашии
в
3оне
контакта
6ьт,ли
хотя
и неболь_
|пими' но
все
>ке 3аметн'ь|ми
при
ви3уальном
наблюдении.
€
целью
умень1пения
де-
формаший
при
соединении
сварку
вели
по следующим
двум
рех(имам,
какдьтй
и3
которь1х
состоял
из несколь_
ких ступеней.
1
ре>ким:
детали
нагрева'
ли
до
1000_1050'с
и
вь1-
дерх{ивали
под
давлением
1,5
кгс/мм2
в течение
5 мин,
3атем
температуру
поних(али
до
750'€,
а
давление
увеличи_
вали
до
2 кгс|мм2
и
дополнительно
вь|дерх(ивали
в течение
10 мин.
11
рех<им:
детали
нагревали
до
1050_1100"
с
и
вь|дер>кивали
под
дЁвлением
1,5
кгс/мй'
в
течение
5
с, затем'при
неизменной
температуре
давление
сни)кали
до
0,9-1
кгс/мм2
и вь1дерх(ивали
в тече]тие
5
мин. 3атем,
каку!
в предь1дущем
варианте'
температуру
поних(али
до
750" €,
давление
увеличивал[1
до
2 кгс/мм2
и
допол-
нительно
вьцерх{ивали
в течение
10
мин.
Ёазначение
первой
ступени
этих
рех{имов
_
смятие
микро-
неровностей
на
поверхностях
контакта
и 3а
счет
этого
получение
максимальной
поверхности
соприкосновения.
3та ступень
кратко-
временная'
чтобьт не
дать
во3мох{ности
развиться
3начительнь1м
дё9'р*аш'я*.
3торой
ступени
ре_х(има-
соответствовала
более
ни3кая температура'
при
которой
мо}кно
бьтло не
опасаться
деформации
и6делйя
(прй принятом
давлении),
но
которая
позво'
ляла
проходить
диффузионнь1м
процессам.
140
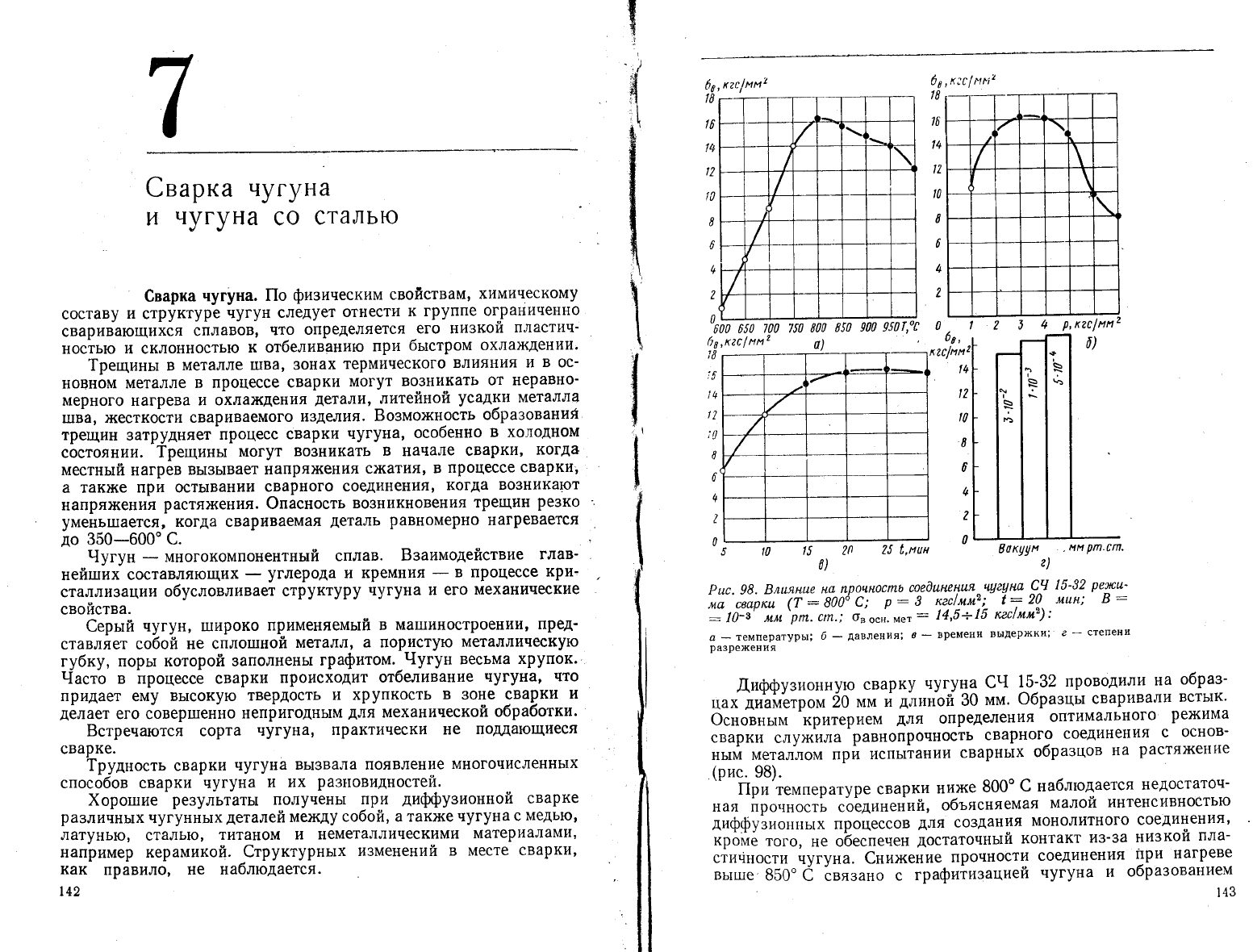
Ршс.97,
|1ршспособленше
0ля цспы-
!пан!!я
сваренноео
блока шес!перен
Фхлах<дение
после соеди-
нения
по
ука3анным
рех(имам
под
вакуумом
до
темпера_
турь1
50_100'с
проводили
главнь1м
образом
с
целью
лридану1я
деталям
хорошего
внешнего
вида.
без заметного
окисления.
Бся
партия
деталей
после
сварки
вь1дер)кала
испь1тание
на
кр
учен
ие (рис. 97).
14змерен ия твердости
;
проведеннь1е
после
свар
ки'
показали'
что
твердость осталась
без
и3менения.
изменения
в
ра3мерах
деталей
после
сварки
6ьтли
мець1ше
чем
0,3
мм,
т. е.
находились
3а
пределом видимости невоору'(еннь1м
гла3ом.
.&1акро-
и
микроструктура
сварного
соединения
пока3али'
что
в
процессе
сварки
пр6йзойло
полное срастание
материалов
обеих
дет}лей
по
кольцевой окрух<ности
!шириной
0,8-1
мм.
т
т
?
1
66,
ксс|мм1
18
г"т_-
10
0.-ц
Б00 0.50 700
(;6,
ка|
/нм2
5 10
15 20
25 [,пцн
0)
7'0
800
850
900 950г:с
а)
т
э
э
в
Р,к?с|!'1п2
8акуун
.
'!'1мрп.сп.
?)
02,ксс|нгт7
\-варка
чугу|-!а
у1
чугуна
со
сталью
6варка
чугуна.
||о
физинеским
свойствам'
химическому
составу
и
структуре
чугун
следует
отнести
к группе
ограниченно
сваривающихся
сплавов'
что
определяется
его ни3кои
пластич'
ностью
и скло[1ностью
к отбеливанию
при
бьлстром
охлах{дении.
1рещиньт в
металле
1пва' 3онах
термического
влияния
и в ос_
новном
металле
в процессе
сварки
могут
во3никать
от неравно_
мерного нагрева
и охлах(ден|1я
детали''питейной
усадки
металла
|'шва' х(есткости
свариваемого
|4зАел|!я.
Бозмох<ность
о6р азования
трещин
затрудняет
процесс
сварки
чугуна'
особенно
в
холодпом
состоянии.
1рещинь:
могут
возникать
в
начале
сварки'
когда
местный
нагрев
вы3ь|вает напря}|(ения
сх(атия'
в
процессе
св&!ки;
а так}ке
при ость1вании
сварного
соединения'
когда
во3никают
|{апря>кения
растях{ения.
опасность
возникновения
трещин
резко
умень1шается'
когда свариваемая
деталь
равномерно
нагревается
до
350_600" с.
9угун
-
многокомпонентный
сплав.
Бзаимодействие
глав'
нейших
составляющих
_
углерода
и кремния
-
в проце€€€
!(!}|.
сталли3ации
о6условливает
структуру
чугуна
и его
механические
свойства.
€ерьтй
чугун'
широко
применяемь]й
в ма1шиностроении'
пР0А'
ставляет со6ой
не спло1шной
металл,
а пористую
металлическую
губку, порьт
которой заполненьт
графитом.
чугун весьма
хрупок.
!1асто
в процессе сварки
происходит
отбеливание
чугуна'
что
придает
ему
вь1сокую
твердость
и хрупкость
в
3оне сварки
и
делает
его совер1пенно
непригоднь1м
для
механической
обра6отки.
3стренаются
сорта
чугуна'
практически
не
поддающиеся
сварке.
1рулность сварки
чугуна
вь|3вала появление
многочисленнь1х
способов сварки чугуна
и их
раз!1овидностей.
{,оротпие
результать1
получень1
при
дифузионной
сварке
ра3личнь|х
чугуннь1х
деталей
мех(ду
собой, а так}ке чугуна
с
медью'
латунью'
сталью,
титаном
и неметаллическими
материалап{и'
например керамикой.
€труктурньтх
изменений
в месте
сварки'
как
правило'
не наблюдается.
\42
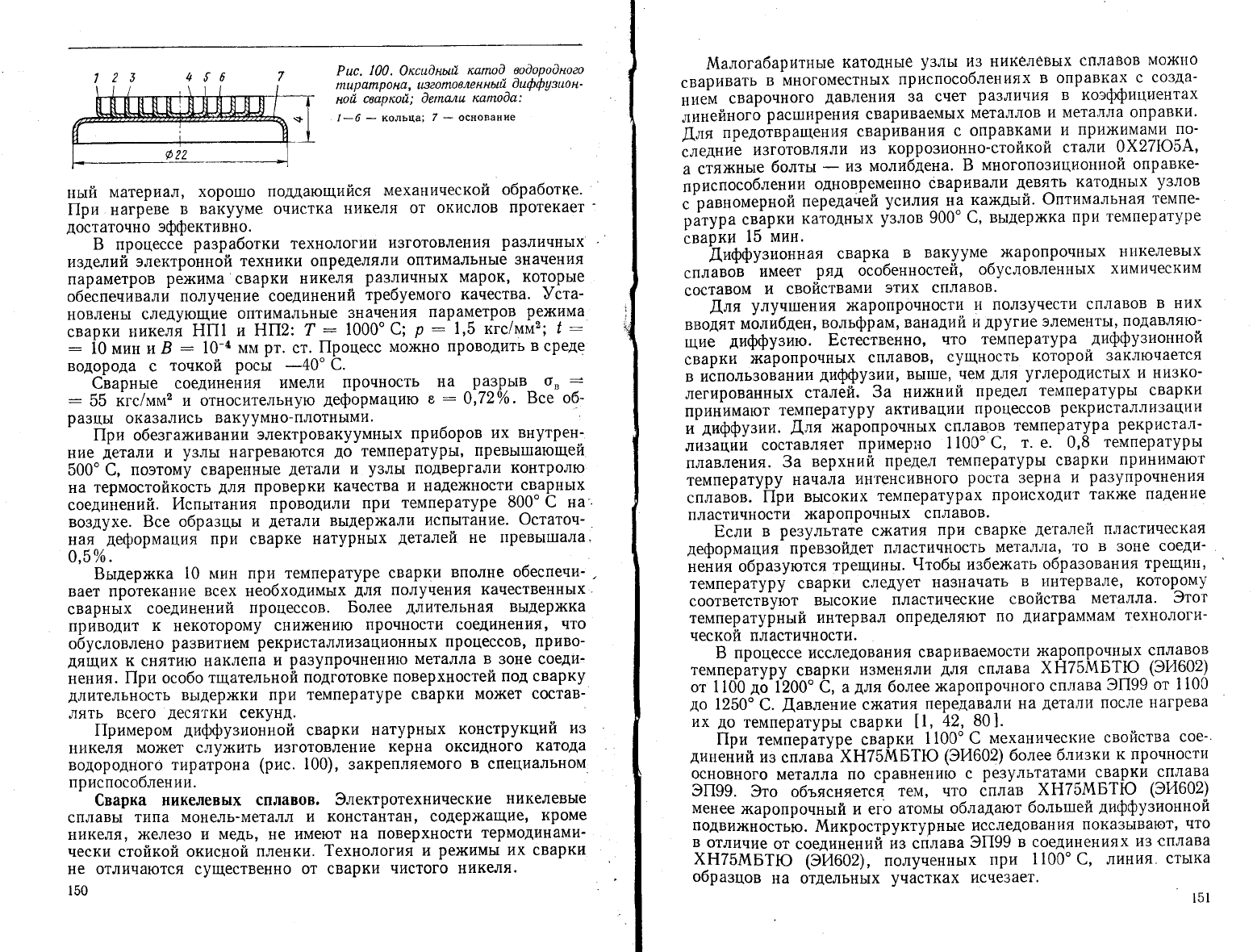
Р::с.98.
Блшянше
но
процнос/пь
сое0шненшя^ицецно
€||
15-32
реоюш'
-"Б-']йр*"_с1:ёоо:6с;
Р:3
к39|ум|;-
1:20
мцн;
в:
:
то-''
м!\4
рп.
'*.;
о"'",.у"":
!4,5+15
кэс/мм2):
а
_
температурь:;
б
_
давления;
8
*
вре|||ени
вь|держки;
а
-
степени
разрежения
!,ифузионную
сварку
чугуц1
сч
15_32
проводили
на
образ-
цах
диайетром
,0
мм й
длиггой
30
мм.
Фбразць:
сваривали
всть1к'
Фсновньтм критерием
для
определения
оптимального
рех{има
сварки
слу)кила
равнопроч1{ость
сварного
соединения
с
основ-
нь1м металлом
при
испьт1ании
сварнь1х
о6разшов
!{а
растя)кение
(рис.98).
||ри'температуре
сварки
ни)ке
800о
€ наблюдается
недостаточ-
ная
прочность соединеЁий,
объясняемая
малой
инте!{сивностью
диффу!ионнь1х
процессов
для
со3дания
монолитного
соединения'
кройЁ
того'
не
'6..,",."
достаточнь[й
контакт
из-за
низкой
пла-
сти.|ности
чугуна.
€ни>кение
прочности
соединения
при
нагреве
вь|1пе-в50"
ё .,".'"'
с
графитизацией
чугуна
и
образованием
|43
18
16
14
1?
|!
0
0
4
2
+
?
/4
11
;0
0
0
4
2
0
\
{
{
{
{
'18
/
/
/
\
\

дополнительного
феррита.
ФптимальньтЁ:
ре>ким
для
сварк!1
чу-
гуна следующий: ?
:
300' с:
р
:3
кгс/мм2; [
:
2о м:лн; 6
:
:
10_3-:-5.10_д
мм
рт.
ст'
||овьттпение
степени
разре'(ения
в
сварочной
камере способ-
ствует
уменьшению
содер)кания количества
газов' находящихся
в чугуне' что
ведет к
уплотнению
структурь1
и повь1!шению проч-
ности
как
самого чугуна' так
'1
сварного соединения.
3
сварном соединении
не
}{аблюдается окислов'
трещин:
!8€-
слоений и прочих
Афектов.
Бь:сокие механические свойства
сварнь1х
соединений чугуна' полученных
на
оптимальных
ре}кимах'
гарантируют
вь1сокие
эксплуатационнь1е характеристики
деталей
для
конкрет!{ого на3наче|{ия.
6варка чугуна со
ста.,!ью.
.{ифузионпая
сварка
чугуна со
сталью не
требует
специальной
технологии. Фсвоена сварка
чугуна с ни3коуглеродисть|ми, среднеуглеродисть1м}|
и вьтсоколе-
гированнь|ми сталями.
€варку
серого
чугуна
сч 00
с низкоуглеродистой сталью
€т3
вь|полняли
на образшах
диаметром
15
мм и
длиной
30
мм при
различнь|х
температурах
(750,
775' 800, 825, 850,
875,
900, 950,
975,
1000"
€) и постояннь1х
давлении
(1
кгс/мм2), времени
сварки
(10
мин) и
разре>ке!!ии
(8.\0_ц+2.10_д мм
рт.
ст.).
1рещиньт,
непроварь1 и
другие
во3мо)кнь1е
дефектьт
образцов
после
сварки
выявляли внешним
осмотром и магнитной
дефекто-
скопией.
[ефектьт
обнарух<еньт не были.
.[,ля
обеспечения минимальной
степени
деформации
при сварке
вь|числяли
величинь1 относительного
у1ширения
и
относительной
усадки
ках{дого
сварного соединения. Беличина относительного
у!ширения
в исследуемом температурном
интервале
для
стали
€т3
составляла
0,4-4,3о/о
'
а
для
чугуна сч 00 0,2-\2'2о/о.
||ри металлографинеском исследовании
соединений
€т3
{
+сч
00
в
зоне сть!ка
в
стали
обнарух<ен
дифузионньтй
слой
угле-
рода
в виде перлитной полосы?
а в чугуне обезуглерох<енньтй
слой
разньтх
толщин
в зависимости
от
температурьт
сварки.
|1ри
минимальной температуре сварки
(750'с)
обезуглеро}кенного
слоя не наблюдалось'
а при максимальной температуре (1000"
€)
толщина
дифузионного
и обезуглерох(енного
слоя имела
макси-
мальное значение.
Ёа
рис.
||-20
приведена
структура
соединения стали €т3
и
чугуна сч 00 после еварки
по оптимальному
рех(иму
7
:
850' €;
Р
:
| кгс/мм2; Ё
:
10
мин; Ё
:
8.10_{-:-2.10-д
мм
рт.
ст.
Б
основном металле
стали
€т3
и чугуна
сч 00
рост
3ерен не
обна-
ру)кен.
Б зоне сть1ка в стали
€т3 имеется
науглерох<еннь:й
слой
толщиной
0,15-0,125
мм,
а в
чугуне обезуглерох<еннь:й слой
толщиной
0,02-0,25
мм.
(варньте
соединения
подвергались
испытаниям
на
прочность
при
изгибе
и
растя'(ении'
на
ударную
вязкость
и
твердость.
[
повыш-тением
температуры сварки
до
875" предел
проч!|ости
при
растя}|(ении
растет
до
6
кгс/мм2.
,[|альнейп:ее
увеличение
темпе-
144
ратурь1
не
влияет
на прочность
при
растях{ении.
йспьттание
на
ударную
_вя3кость
проводили
на образцах
типа
А{ена>ке,
но
без
надре3а. мдрдая
вязкость
с
повь|1пением
температурь1
до
в75"с
растет
до
0,31 кгс.м/см2. .!,альнейшее
увеличение
температурь]
сварки незначительно
влияет
на пластичность
сварного
соеди_
нения.
}довлетворительные
результать!
получень1
при
сварке
дру_
гих марок
чугуна |1
стали.
Фбразцьт,
свареннь1е
на
оптимальнь1х
ре)кимах'
подвергали
испь1т-аниям
ца
удар
и
ра3рь1в.
Разругпение
происходило
по
чугуну (табл.
1).
!,ля
сравнения
бьтли
испьттаньл
'гак)ке
образцьт
и3
чугуна
(без
сварки).
|[ри металлографинеском
исследоЁ
ании
образцов
граница
ра3_
дела
стали
и
чугуна
не вь1явле1ла.
1(ак видно
на
рис.
|{_2 1,-где
пока3ана-3она
диффузионной
сварки
образцов
из
нугуна
сч 21_40
14
стали
50, металл
соединения
представляет
собой
йепрерьтвнь:й
ряд
твердь]х
растворов
с
постепеннь1м
увеличением
количества
углерода
по
мере
диффузии
и3 чугуна
в
сталь.
Ферритнь:е
про_
слойки
в
стали
блих<е
к
чугуну
становятся
все
тонь1пе,
и сплав
переходит
в квазиэвтектоид.
3атем
проявляются
пластинки
графита,
и
структура
постепенно
приобретает
характер
чугуша.
бона
отоела
полностью
отсутствует.
Б шве
и
околошовной
зоне
нет
трещин'
пор
и
неметаллических
включений.
Ёа
оптимальнь1х
ре)л(имах
осуществлена
диффузионная сварка
стрелок
подвеснь1х
путей
и
тормо3нь1х
секторов
скоростнь|х
машин.
Фсновная
1_1ст!
^с]релки-подвеснь:х
путей
изготовлена
1:,::р9:9
чугуяа
сч 15-32
или
€{
2\-40.
Разйер
детали
250\
х 120х35
мм.
(
ее
работей
кромке
приваривается
пластина
ра3_
мером
160х
12х
10
мм
из
сталп
45
и|п
50'
1ормозной
сектор
представляет
собой
трехслойную
деталь
и3
стали
10
и
пласт|1!1
ц3
чугуна
чнмх
по
бокам.'
€тальная
пластина
слух(ит
каркасом
х(есткости'
к которому
приваривают
чугуняь1е
пластинь1.
|!лощадь
свариваемои
ЁоверхнБсти
около
5000
мм2
(рис.
99).
[иффузионная
сварка
стрелок
подвеснь1х
путей
и тормо3нь]х
секторов
скоростнь]х
ма1шин
не вь]3ывала
особь:х
тР}дностей.
10
н. Ф.
ка3аков
|45
7а6лнца
1
850
900
15,1
9, !,
21,4
0,40
0,44
0,48
|!риме
+
10*{
т}|м
рт.
ч а н
}1
е.
ст_
Режппг
сварки:
Р:1,5
:*гс,/птм2;
|:5
мин;
Ё:10_3+
|
!
|
1
|
$
1
$
!
*
|

ш
Рцс'
99.
!ормозной
секпор:
,/
_
по.,!ученнь]й
металлургинес!{!]м
пу_
'1"".
й'ЁЁ,-5'ь
:<г;
2-полу':ен:ть:й
диф_
фузио'ной
сваркой,
масса
710 г
Ёи
в
одной
детали
при
осмот_
ре
не
обнару)кено
трещин
или
йепроваров.
[отовьте
у1здел:1я
подвергали
выборочному
п[е_
'
таллографитескому
контро_
.
.[}Ф,
ко}о!ьтй
так}ке
||е
обна_
'
ру>кил
никаких дефектов'
}!:инем
участки
-
с^отбелен'
нь[м
чугуном
полностью
отсутствовали
Фй'
рис'
п-22)'
Ёаблюдени
я
над
установленными
на
действуюшем
оборудо._
ван
ии
стр
ел
ками
.й{""""'*
п
утей,
вь1
пблн
еннь1ми
диффу3'-':1'^1'
сй!ркоа
в
вакууме,
г\ока3али'
что
эксплуата-|\ия
их
протекает'
;;ъ;;;;"ъ.
-"{р,,'"
стрелки
подвеснь1х
пу1ей
6олее
и3носостойки
по
сравнению
с
применявтпимися
ранее'
с-лу)кив1пими
не_бол-ее
йБ.йй'.
.}4еханичеёкая
прочность
при
работе
,,
д1-':-_"рение
вполне
удовлетворяет
предъявляемь1м
к ним
треоованиям'
Ёеобходимость_сваркй
серого
и
ковкого
чугу}1а
с
ко!!о3ионн!'
стойкой
сталью
во3никает
при
изготовлении
деталей
!'
узлов
в
арматуростроени;.-
_€вариЁаемость
с^ерого-^чугуна
с-ч
15-32
и
ковкого
чугуна
кч
30-6^со
сталью
12х18н9т
'определяли
на
1'оЁ].цй!.
Ё
!..у','.'.
проведеннь[х
экспериментов
вьтбрань:
о,т"мал,ные
рех(имь1
сва}ки
перечисленнь1х
пар
металлов'
(табл.
2
тл
рис.
п-23).
'_-ё".р,,,ё
образшь!
подвергали
механическим
испь1таниям
на'
,'.",-й'.й7..
[рояность
сварньтх
соединений
составила
для
серого
:;;;;;?й-]6-$:
.' с'а','
12х18н9т
16,5
кгс/мм2^;
А]|$
ковкого
;+;+;;
т(аъъ-ы
й
.'^',то
12х18н9т
32'5
кгс/мм2'
^''й*'^'''фафинеские
исследования
о6разшов'
свареннь|х
на
оптимальнь1х
рех{имах'
пока3али'
что
образуется
'.
монолит}{ое
;;;;;;;й;-
без
непроваров
и
каких-л|1бо
изменений
структурьт
основного
металла
в зоне
сварки'
Б
хиштическом
1'т
нефтяном
машиностроении
1пироко
приме_
няют
ра3личную
армацру
с
3аданнь1м
условнь1м
проходнь1м
]Ё'Бй"Ё*.,||ля"
создания'уйлотнеъ1ия
в
вь11пеука3анной
арматуре
необходима
запрессовка
1|
завальцовка
латуннь|х
колеш-Б
пРо-
цессе
эксплуатации
такие
кольца
бьтстро
вь1ходят
и3
строя
вслед-
ствие
эро3ионного
и
корро3ионного
износа'
появления
задиров'
а
так)*(е
вмяти!{'
образуюшихся
в
ре3ультате
попадания
посто_
р
онн их
твердьтх
'.9'йш:'"'
Бр
убопр
оЁол6в'
}(
недостатк
ам способа
3авальцовки
и
3апрессовки^йатуйньтх'
колец
относится
больтшая
трудоемкос'ь,
зн'*й'ельнь:й
расйол
дефицитного
цветного
металла
146
7аблшца
2
сч
15-32
+
кч
30"6
+
12х18н9т
12х18н9т
п
ри
!'!еча
[! ие.
т:9ф'€;
6:10-3 мм
рт.
ст.
|!
н|43кая
эксплу
атационн
ая
стойкость
соединен
ий' вь1р
ах{ающаяся
в
потере
герметич1{ости.
,|1,лй
уст!анет|ия
указанных
недостатков
в сссР
и за
рубех<ом
при
и3готовлении
запорчой
арматуры
применяют
газовую
на'
п)тавку
с
п0ро]'пковьтми
флюсами.
|1рименение 1!аплавки
взамен
3апоессовки
и завальцовки
позволяет
снизить
трудоемкость
процесса
и
более
чем
в 3
раза
умень1пить
расход
латух{и.
Фднако
долговечность
арматурь!
с латуннь1ми
уплотнительными
поверх'
ностями
невелика.
6
целью
повь!1шения
работоспособности
и
долговечности
уплот'
нения
проведено
исследование
по
дифузионн-ой
сварке
уплот1{и-
тельных
поверхностей
корпусов
арматурь1.
Фбразшьт
материала
уплотн
ительн
ого
кол
ьца
{91адь
^!!
х 11 |1?) св
ар
и в ал]'1. с
м€те! и ал
ом
1орпуса
(серьтй
чугун
сч
15'32). Бь:бор
ст-али
\..48.\7Ё12 о6ус'
лоЁлетл
ее
больтшой
твердостью
и
эро3ионной стойкостью.
1(ритерием
для
установления
оптимальнь1х
ре)кимов
сварки
корпусов
с
уплотнительными
кольцами.слух(или
технологические
пробьт
на
отрь|в
уплотнительного
кольца от
корпуса
с определен_
ным
усилием.
}силие
составляло
3000 кгс, что
при
пересчете
на
площадь
сварки
соответствовало
ра3рывному
усилию
примерно
15 кгс/мм2.
@птимальнь1е
3начения
параметров
рех(има
сварки:
?
_
850"
(;
р
:
1,5 кгс/мм2;
|
:15
мин;
6
:
10_а
мм
рт.
ст.
10*

Фсобенности
сварки
никеля
и его
сплавов.
!,ля
сварки
никеля
и
никелевь1х
сплавов
применяют
ра3личнь!е
видьт
дуговой
.,'р*"
(под
флюсом,
в среде
защитнь|х
га3ов
вольфрамовьтм
электродом),
рунной
и автоматической,
и контактную
сварку'
Б
последг:ее
время
находит
применение
сварка
треяием'
электрон-
но-лучевая
и
)1иффузионная
сварка.
Быбор способа
и,технологии'
сварки
3ависит
от
конкретнь1х
условий
работьт
сварн'ой
кон€т!}к:
ции'
т.е.
сводится
к о6еспечейию
наиболее
вах(ной
для
данньтх
условий
характеристики
свойств
сварного
соединения.
|1оэтому
дах(едляодногоитого)кесплаваилигруппь1сплавовтехнология
сварки
мо)кет
бьтть
различной
в зависимости
от
условий
эксплуа.
тации
сварного
издел|1я.
1ехнически
чистьтй
никель
не
удается
сварить
без
пор
и тре_
щин
с
достаточно
вь1сокими
пока3ателями
механических
и корро-
3ионнь1х
свойств
1шва,
если
его
химический
состав
и структура
1{дентичнь1
основ]{ому
металлу.
3 зависимости
от
метода
сварки
никеля
необходимьт
ра3личнь1е
способь:
легирования
металла
1шва.
|1ри
сварке
никеля
и его сплавов
необходимо,
чтобьт
свари_
ваемьтй
металл
6ьтл
чистьтм'
так
как
в
расплавленном
состоянии
он
мо}кет
растворять
больтшое
количество
газов
(азота' водорода
и
кислорода),
которьте'
вьтделяясь
-при
кристаллизации
и
охла-
ждении
металла
тпйа,
вьтзьтвают
образование
пор. |[оэтому
при
сварке
необходимо
тщательно
3ащищать
расплавленнь1и
металл
и
зону
сварки
от
попадат{ия
во3духа
14 влаг|1.
|1ри
сварке
никеля
и его сплавов
с
медью
3она
термического
вл|4я11|1я
не
3акаливается
и не
имеет
дефектов,
если
применень1
предварительнь:й
подогрев
ици последующая
термообработка'
'
Б сплавах
никеля
с
молибденом
и
никеля
с
молибденом
и
хромом
по
зоне
сплавле]{ия
мо}кет
во3никнуть
коррозия'
для
предотвращения
которой сварное
соединение
подвергают
после_
дующей
термообра6отке.
|!оэтому
не
рекомендуется
сваривать
такие сплавь1
способами
сварки'
при которь|х
металл
продол)ки-
тельное
время
подвергается
_действию
вь:сокой
температурьт,
без
148
защить1
от
окру)*(ающей
атмосферьт.
€ледует
опасаться
при сварке
науглеро)кивания
металла
|'шва'
такх<е
сни)кающего
стойкость
против
корро3ии.
'
€варка
никельхромисть1х
сплавов
любь:ми
способами
сварки
плавлением
затрудЁена
вследствие
образования
на
поверхности
ваннь1
тугоплавйой
пленки
окиси
хрома'
которую
обьтчно
удаляют
механическим
путем.
|!ри
аргонодуговой
сварке
расплавленньтй
металл
в
сваронной
ванне
наде)кно
предохраняется
от окисления
защитной
струей
аргона'
в
ре3ультате
чего обеспечивается
постоянное
и вь1сокое
качество
сварнь1х
соединений.
Фднако
при больтшой
толщине
соединяемь1х
поверхностей
не
всегда
удается
обеспечить
достаточ_
ную
3ащиту
расплавленного
металла
от окрух<ающей
средьт.
"
Ёикель
-и
его сплавь1
хоро1по
свариваются
между со6ой
и
с
другими
металлами
и сплавами
контактной
сваркой
и сваркой
трением.
|1ри
сварке
больп:инства
никелевь1х
сплавов
с
расплавлением
соединяемь1х
материалов
прй
всех спосо6ах
сварки
во'зникают
горячие
трещиньт
в металле
шва
и около1повной
зоне.
!!4зунение
причин
образования
горячих
трещин
м[1огими
отечественньтми
и^ зарубе>к1ть1ми
исследователями
по3волило
разработать
меро_
приятия'
умень1пающие
склонность
свар!1ь1х-
]пвов
к горячим
т!ещ"нам.'Фднако
полностью
предотвратить
образование
горячих
трещин
при
сварке
плавлением
не
всегда
удается.
Фсобенно
опасньт
около1повнь1етрещинь!'возникающиенаучасткеперегреваоко.
лоп:овной
зоньт.
Радика,цьное
средство
борьбьт
с ними
-
устра_
нение
перегрева
металла'
т. е. сварка
без
расплавления
соеди'
няемь1х
металлов.
9асть изделий
по своим
конструкционнь1м
особенностям
вообще
исключает
возмо)кность
примене1{ия
сварки
плавлением.
3амена
сварки
пайкой
такх(е
встречает
затруднения
технологи-
ческого
порядка
в
результате
образования
напль1вов
припоя'
пористости,
тплаковьтх
включений'
непропаев
и
большого
расхода
дорогостоящих
припоев.
Фдним из способов
сварки
никеля
и
его сплавов,
позволяю'
щих
избе>кать
ука3аннь]х
вь[1|]е затруднений
и обеспечивающих
получение
сварнь1х
конструкций
с заданнь|ми
геометрическими
параметрамииэксплуатационнь1михарактеристикам1{'является
диффузионная
сварка
в вакууме.
3
связи с
тем' ято
лиффузионную
сварку
проводят
при
темпе-
ратурах
3начительно
ни}ке
температурьт
плаЁления,
в процессе
соединения
отсутствует
первичная
кристалли3ация
соединяемьтх
металлов
и
умень1пается
опасность
возникновения
трещин'
€варка
никеля.
Аетали
и
у3лы
и3
никеля
и
никеля'
сварен_
ного
с
другими
металлами'
широко
пРименяют
в электронике'
14з
них
изготовляют
керньт
оксиднь1х
катодов'
анодь!'
сетки'
вну_
триламповую
арматуру'
детали
электровакуумньтх
приборов
и
др'
9аще
всег6
используют никель
Ё|11
и
нп2
_
пронньтй
и
пластич-
149
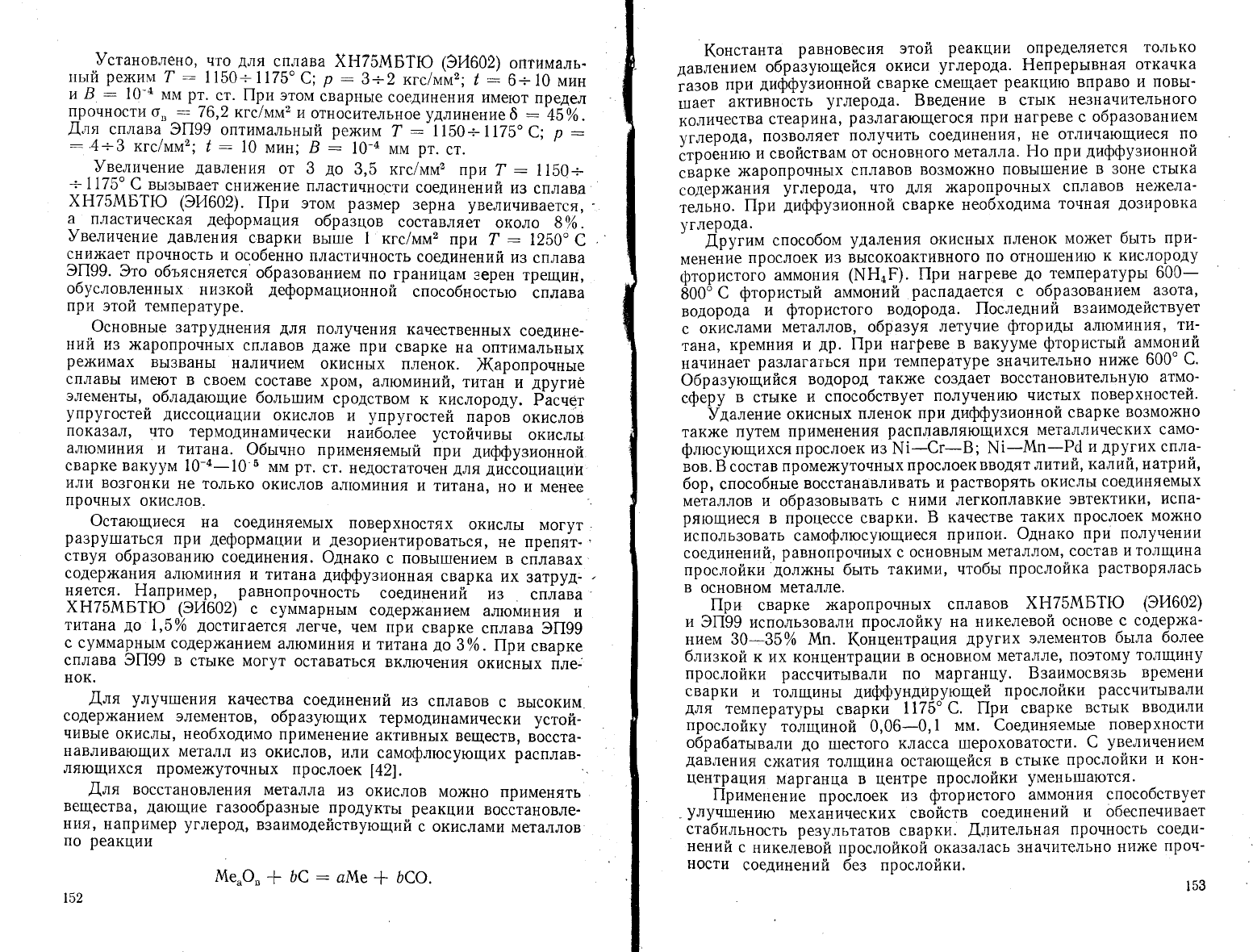
Рцс. |00. Фксц0ный
капто0
во0оро0ноао
п1шр а!про
на'
свео
поовле
нньой
0аффу зшо
н'
ной
сваркой;
0епалц
ка!пооа:
/-6
_
кольца;
7
*
основание
нь1й
материал'
х0ро1шо
поддающийся
механической
обработке.
[1ри нагреве
в вакууме очистка
1{икеля
от
окислов
протекает'
достаточно
эффективно.
Б процессе
разработки
технологии
и3готовления
ра3личнь1х
издел|4Ё\
электронной
техники определяли
оптимальнь1е
3начения
параметров
рех(има
сварки
никеля
ра3личнь1х
марок'
которь|е
обёспечйвалй
полунение соединений
требуемого
качества.
уста-
новлень1
следующие
оптимальнь1е
3нач€ния
параметров
р^ех(има
сварки
никел;
Ё||1
и Ё[72:
!
:
1000'(;
р:1,5
кгс/мм2;
1:
:
10 мин
тт Б
:
10-д
мм
рт.
ст.
|!роцесс
мох(но
проводить
в
средч
водорода
с
точкой
росьт
-40"
с.
€варньте
соедине1{]-{я
имели
прочность
на
_р_а_3р.ь1в_
б'
]
:
55 кгс/мм2
и относительную
деформаци}Ф
8
:
0,72о/о.
Бсе о6'
разць1
оказались
вакуумно-плотнь1ми'
_
|!ри обезга>кивании
электровакуумнь1х
при6оров
их
внутрен-
ние
детали
и
узль1
нагреваются
до
температурь1'
превьттпающей
500' с,
поэтому еваренньте
детали
и
у3ль1
подвергали
контролю
на
термостойкость
для
проверки
качества
и наде}кности
сваРнь|х
соедил*ений.
Р1спьттания
проводили
при
температуре
800' € на'
воздухе.
Бсе образць1
и
детали
вь]дерх(али
испь1тание.
Фстаточ-
ная
деформация
при сварке
натурнь1х
деталей
не
превь{1пала'
0,5о/о.
3ьтдерх<ка
10
мин при
температуре
сварки
вполне обеспечи_.
вает протекан[1е
всех необходимь1х
для
получения
качественнь|х
'
сварнь1х
соединений
процессов.
Более
длительная
вь]дер)кка
пр11водит
к некоторому
сних(ению
прочности
соединения'
что
обусловлено
ра3витием
рекристаллизационнь1х
процессов' приво-
дящих
к снятию наклепа
и
ра3упрочнени!о
металла в
зоне соеди_
нения.
||ри особо
тщательной
подготовке
поверхностей
под сварку
длительность
вь|дер)кки при
температуре
сварки
мо}{(ет
состав-
лять
всего
десятки
секунд.
[1римером
диффузионгтой
сварки
натурнь1х
конструкций
из
никеля
мох(ет с,цу>кить
и3готовление
керна оксидного
катода
водородного
тиратрона
(рис. 100),
закрепляемого
в специальном
приспособлен ил:.
€варка
никелевь|х сплавов.
3лектротехнические
никелевь1е
сплавь1
типа
монель-металл и
константан' содер}кащие'
кроме
никеля'
>келе3о и медь, не имеют
на
поверхности
термодинами_
чески
стойкой
окисцой пленки.
1ехнология и
рех(имы
их сварки
не отличаются существенно
от сварки
чистого никеля.
150
1т1алога6аритнь]е
катоднь1е
узль]
из никёлевь1х
сплавов
мо}к1-|о
сваривать
в многоместнь]х
приспособлениях
в оправках
с
со3да-
нием
сварочного
давления
3а
счет
раз]1ич|4я
в коэффициентах
лигтейного
рас1п!{рения
свариваемь|х
металлов
и металла оправки.
!.ля
предотвращения
сваривания
с
оправками
и
при}к1'1-мами
по-
следние
изготовляли
из коррозионно-стойкой
стали
0х27ю5А'
а
стя}кнь|е
болтьт
-
и3
молибдена.
Б
многопозиционной
оправке-
приспособлении
одновреме||но
сваривали
девять
катод!|ь|х
узлов
с
равномерной
переда4ей
усилия
на
5а>кАьтй.
Фптимальная
темпе_
р6тура
с-взрки
катоднь]х
у3лов
900'
с, вь]дер}кка
при температуре
сварки
15 мин.
.[1иффузионная
сварка
в вакууме
)каропрочнь]х
н11келевь|х
сплавов
имеет
ряд
особенностей,
обусловленньтх
химическим
составом
и свойствами
этих сплавов.
.[|.ля
улуншения
>+{аропрочности
|1 пол3учести
сплавов
в них
вводят
молибден,
вольфрам,
ъанадий
и
другие
элементь|'
подавляю_
щие
лиФФу3ию.
Бстественно,
что температура..диффузионной
сварких(аропрочнь1хсплавов'сущностькотороизаключается
в
использовании
дифузии'
вь|ше,
чем
для
углеродисть1х
и
низко-
легированньтх
сталей.
3а ни>кний
предел
температурь1
сварки
принимают
температуру
активации
процессов
рекристалли3ации
и
диффузии.
\ля
х{аропрочнь1х
сплаво-в
температура
рекристал_
лизации
составляет
'прймер:то
1
100' с,
т. е. 0,в
температурь1
плавления.
3а
верхний
предел
температурь1
сварки
принимают
температуру
начала
интенсивного
роста
3ерна
и
ра3упрочнения
сплавов.
|1ри
вьтсоких
температурах
про}1сходит
такх(е
паден|'1е
{1ластичности
}{аропрочнь1х
сплавов.
Бсли
в
резулЁтатё
с)катия
при сварке
деталег!
пластическая
деформация
превзойдет
пластичность
металла'
то в 3оне
соеди_
нейи]т
образуются
трещинь|.
9тобьт
избе>кать
образования
трещин,
темпеРатуру
сварки
следует
на3начать
в интервале'
котор^ому
соответствуют
вь1сокие
пластические
свойства
металла.
3тот
температурнь:й
интервал
определяют
по
диаграммам
технологи-
ческой пластичности.
Б пр оцессе исследован
у|я свар
иваемости
ц1Р 9цР-о_ч1ь|
х
спл
авов
температуру
сварки
изменяли
для
сплава
хн75мБтю
(эи602)
от 1100
д6':2оо'
ё, а
для
более
)каропрочного
сплава
3!_199
от
110!
до
1250'6.
Аавление
сх{атия
передавали на
детали
после
нагрева
их
до
температурь1 сварки
[1,
42'
80].
|1ри
темйерйтуре сварки
1 100'с
механические
свойства
сое_
динений
из
спйава
хн75мБтю
(эи602) более
6лизки
к прочг|ости
основного
металла
по сравнению
с
ре3ультатами
св4р_ки
сплава
эп99.
3то
объясняется
тем'
что сплав
хн75мБтю
(эи602)
ме|{ее
)каропрочньтй
и его
атомь1
обладают
больп:ей
лиффузионной
подви)кностью.
}становлено,
что
для
сплава
хн75мБтю
(эи602)
оптималь.
пьтй
ре>кишт
т:
|150-1175"(;
Р:3:-2
кгс/мй2;
!:6-10
мин
и
Б
:
10-+
мм
р1.^с].
|1рлл этом
сварнь1е
соединения имеют
предел
прочности
о'
-
76,2 кгс|мм2
и относительное
удлинение
6
:'45о/о.
А.пя
сплава
3|199
оптимальньй
рех(им
т
:-
|150-:-
1!75.
(;
р
:
:
4-3
кгс/мм2;
[
:
!0
мин; Ё
:
10_д
мм
рт.
ст.
}ве_личение
давления
от 3
до
3,5
кгс/мм,
пр"
7:
1150;-
_1175"
€ вь:зь:вает
сни)кение
пласт}1чности
соедин6ний
из
сплава
хн75мБтю
(эи602).
[[ри
этом
размер
зерна
увеличивается'
а
пластическая
деформация
образцов
составляет
около
в%.
}величение
давления
сварки
вьтлле
1
кгс/мм2
при
[
:
1250"
€
сних{ает
прочность
и особенно
пластичность
соединений
из
сплава
эп99.
3то
объясняется
образованием
по
границам
зерен
трещин'
обусловленньтх
низкой
деформационной_
способностью
сплава
при
этой
температуре.
.0сновньте
3атруднения
для
получения
качественнь1х
соедине_
ний цз }каропрочньтх
сплавов
да}ке
при
сварке
на оптимальнь1х
ре}кимах
вь1звань1
наличием
окиснь1х
пленок.
[аропронньте
сплавьт
имеют
в своем
с-оставе хром'
алюминий,
титан
и
другиё
элементь|'
обладающие
больтпим
сродством
к кислороду.
Растет
упругостей
диссоциации
окислов
и
упругостей
паров_
окислов
показал'
что термодинамически
наиболее
устойнивьт
окисль1
алюминия
и титаъ|а.'_Фбьтчно
применяемьтй
при
диффузионной
сварке вакуум
10_4-10
6
мм
рт.
ст. недостаточен
для
диссоциации
или
возгонки
не только
окислов
алюминия
и титана'
но
и
менее
прочнь|х
окислов.
Фстающиеся
|{а
соединяемь[х
поверхностях
окисль|
могут
разру1па'ться
при
деформации
и
де3ориентироваться' не препят.'
ствуя
образованию
соединения.
Фднако
с
повь1|пением
в
сплавах-
содер}кан_ия
алюминия
и титана
диффузионная
сварка их
3атруд;
,
няется.
Ёапример,
равнопрочность
соединений
1)!з
сплава
'
хн75мБтю'(эи602)
с суммарнь|м
содер'{анием
алюминия
и
титана
до
1,5%
достигается
легче'
чем при
сварке
сплава
3|-[99
с
суммарнь1м
содер)канием алюмин:*1я
и
1птана
до
3%.
[!ри
сварке
сплава
3||99 в
сть1ке могут
оставаться
включения
окиснь|х
пле-
нок.
!,ля
улуншения
качества
соединений
из
сплавов
с вь1соким
содер>канием
элементов'
образующих
термодинамически
устой-
чивь1е
окисль|'
необходимо
применение
активнь1х
веществ'
восста_
навливающих
металл
и3 окислов'
или
самофлюсующих
расплав_
ляющихся
промех{уточнь|х
прослоек
[42].
Аля
восстановления
металла
|1з
окислов
мох{но
применять
вещества'
дающие
газообразнь1е
продукть1
реакции
восстановле_
ния'
например
углерод,
взаимодействующий
с окислами
металлов
по
реакции
\52
}4е^Ф.
+
ьс:
а}1е
+
0со.
}(онстанта
равновееия
этой
реакции
определяется
только
давлением
образующейся
окиси
углерода.
Ёепрерьтвная
откачка
га3ов
при
диффузионной
сварке
смещает
реакцию
вправо и повь1_
1шает
активность
углерода.
Бведение
в сть1к
незначительного
количества
стеарина'
разлагающегося
при нагреве
с
образованием
углерода'
по3воляет
получить
соединения,
не
отличающ1-{еся
по
Ё'роё"иго
и
свойствам
от
основного
металла.
Ёо
при
дифузионной
сварке
)каропрочнь1х
сплавов
возмо)кно
повь11пение
в 3оне
сть1ка
содер)кания
углерода'
что
для
)кароп-рочнь1х
сплавов
не)кела-
тельно.
||ри
диффузионной
сварке необходима
точная
дозировка
углерода.
"
,[ругим
способом
удаления
окиснь|х
пленок
мо)кет бьтть
при-
менение
прослоек
и3
вь1сокоактивного
по отно1шению
к кислороду
фтористого
аммония
шн4Р).
[|ри нагреве
до
температурь1
600-
8оо'
с
фтористьтй
аммоний
распадается
с
образованием
а3ота'
водорода
и
фтористого
водорода.
||оследний
взаимодействует
с
окислами
металлов'
образуя
летучие
фторидьт
алюминия'
ти-
тана,
крем\1'|1я
у|
др.
при нагреве
в вакууме
фтористьтй
аммоний
начинает
разлагаться
при
температуре
значительно
них(е
600"
с.
Фбразующийся
водород
так)ке создает
восстановительную
атмо'
сфёру-в
сть1ке
и способствует
получению
чистьтх
поверхностей.
_
}даление
окиснь|х
пленок
при
диффузионной
сварке
во3мо)кно
так)ке
путем
применения
расплавляющихся
металлических
само-
флюсуюйихся
прослоек
из
1х{|-€г-Б;
\1-}1п-Рс1
и
других
спла-
Ёов.
Б
состав
промех<уточнь|х
прослоек
вводят лпт*1й,
калт4й, натрий,
бор, способнь1е
восстанавливать
и
растворять
окисль| соединяемь1х
металлов и образовьтвать
с ними
легкоплавкие
эвтектики'
испа-
ря|ощиеся
в процессе сварки.
Б
качестве
таких
прослоек
мох{но
исполь3овать самофлюсующиеся
припои.
Фднако
при получении
соединений'
равнопрочнь|х
с
основнь1м
металлом'
состав
и толщ1{на
прослойки
дол)кнь|
бьтть
такими,
'{тобьт
прослойка
растворялась
в
основном
металле.
|{ри
сварке
л{аропрочнь1х
сплавов
хн75мБтю
(эи602)
и 3[199
исг1ользовали
прослойку
на никелевой
основе
с содер}ка-
нием 30*35% ]у1п. 1(ойцентрация
других
элементов
6ьтла более
близкой
к их
концентрации
в
основном
металле'
поэтому
толщину
прослойки
рассчить1вали
по
марганцу.
Бзаимосвязь
времени
сварки
и толщинь1
диффунли!ующей
прослойки
рассчить1вали
для
температурь1
сварки
1175'с'
||ри сварке
всть1к
вводили
прослойку
толщиной 0,06_0,
1
мм.
€оединяемьте
г!оверхности
обрабать:вали
до
1пестого
класса
1пероховатости.
€
увеличением
давления
с}катия толщиРта
остающейся
в стьтке
прослойки
и кон_
центрация марганца в
центре
прослойки
уменьшаются.
[|рименение
прослоек
из
фтористого
аммония
способствует
-
улучшению
мехайических свойств
соеди:-тений
и обеспечивает
стабильность
результатов
сварки.
Алительная
прочность
соеди_
нений
с
никелевой прослойкой оказалась
знач'|тель1{о
н}1)ке
проч-
г|ости
соединений без прослойки.
153
Ё1а основа:{ии
ре3ультатов
проведеннь]х
исследований
разра-
6отана
технология сварки
промь]1пленнь]х
деталей
газотурбиннь1х
установок
современнь]х судов.
€варивали
детали
с
тверАой про-
слойкой
в виде
фольги
и с
расплавляющейся
прослойкой. |1риме-
нение
для
соединения
деталей
аргонодуговой
сварки приводило
к
образованию
трещин.
Ёекоторьте
детали
по
конструктивнь]м
сообра>кениям
вообще
нево3мо'{но
сварить
аргонодуговой свар-
кой. |1ри соединении
пайкой появлялись
пористость
и
напль|вь:
припоя.
|1рименение
диффузионной
сварки
-по3волило
избе>кать
недо-'
статков
свар](и
плавлением п пайки. 1рещин при
дифузгтонной
сварке не
обнару>кено.
|1оявилась возмох{ность
исключить из
технологического
процесса и3готовления
деталей
операции
фре-
зерования
охлах{дающих
каналов на
вь1ходной кромке колеса'
что
значительно
упростило
и
уде1певило
процесс изготовления
деталей
и
у3лов.
||ри сварке
х{аропрочнь|х сплавов
хнв0тБюА
(эи607А)
и {Б653}1тю
(эи893)
оптимальнь]е
ре)кимь1
сварки
определяли
на о6разцах
диаметром
20 мм и
длиной
45
мм.
Аля
сплава
!,Ё801БюА
(эи607А)
принят следующий
рех(им
сварки:
!
:
1200"
(;
р
:2
кгс/мм2; 1
:
6мин;
Ё
:
10_д мм!т.
ст'.]
для
сплава
хн65вмтю
(3й393):
?:
|170'€;
Р
_
2
кгс/мм2';
|
:20
мин и 6
:
10-д мм
рт.
ст.
1(ачество соединения
оценивали по
углу
тазги6а
до
ра3ру1пе-
ния
и
по характеру
излома. !,арактерь: и3ломов
технологических
проб,
сваренньтх
на
принять|х
ре}кимах
с
ра3личной
степеньр
механической обработки соединяемьтх
поверхностей, существенно'.
различал!|сь.
1ехнологические пробьт, свареннь1е
по полирован-
нь1м
поверхностям' имели предельнь:й
угол
изгиба и четко вьтра-.
>кенттьтй
вязкий и3лом.
:{еханические свойства оценивали
при испь1тан|114 на
растях(е-
-
ние образ:1ов
с
диаметром
рабоней
части
3 мм при
комнатной тем-
'
пературе' а
такх(е при
температуре
700" с
для
сплава
хнв0тБю
(эи607А) и
750"
€
для
сплава
хн65вмтю
(эи893).
Б
микроструктуре
металла зонь| соединения
сплава
хн80тБю
(эи607А)
наряду с
зернами'
общими
для
обеих
3аготовок'
обнару-
х{ень1 следь1
границь1
раздела.
3ти следьт
в виде
микронеспло|пно-
стей
или остатков окиснь1х
пленок в плоскости
соединения
сни-
)кают пластичность
сварнь}х
соединений
Б микроструктуре
3о1{ь1 сварк]{
сплава
хн65вмтю
(эи893)
практически отсутствует
граница
раздела'
а внутри вновь образо-
вав1пихся общих зерен
отчетливо
виднь|
следь1
вь1сокотемператур-
ной
пласттдческой
деформации.
€равт*ение
двух
микроструктур'
показьтвает
луч1|]ее
формирование
сварного
соединения
сплава
хн65вмтю
(эив93).
.&1еханические свойства
сварнь1х
соедине-
ний этого сплава при
20 ут 750'€
такие
}ке'
как
у
основного
ме;
талла.
|-{ри
20'(
разрушение
образшов
происходило вязко
по
плоскости
соеди!{ения'
а
пРи
750"
с
-
по
осяов}1ому
металлу.
154
}(аропровность
сварнь1х соединений
оценивали
по
-цх
дли_
'.',*''1|
йронности.
€Бединение сплава
хн80тБю
(эи607А)'
сваренное
на
оптимальном
ре)киме
и термообработанно:
по
рел{иму
]ббб"
с,
2 ч;
750'€,
20 ч, испь1ть1вади
при
700"
с'
||р-е-дел
д':и_
{ельно*
прочности
сварнь|х соединенйй
сплава
хн80тБю
сэивоть1
з?
10,
ч
состаЁил
13 кгс/мм2,
т. е.
0,8о*.п
основного
йеталла.
Разрупление
образцов
происходило
вязко
и
на
плоскости
соединения
и
по основному
металлу.
-
_
'й'"'ел,ная
прочность сварнь1х
соединений
сплава
хн65вмтю
(эив93)
определяли
при 750'
с,
|| 3а
106
ч она
составила
\4,7
кгс/мм2.
Разрушение
образцов
проходило
по
основному
металлу
и носило
вязкий
характер.
Алительная
пластичность
сварнь1х
соединений
соответствовала
пластичности
основного
металла.
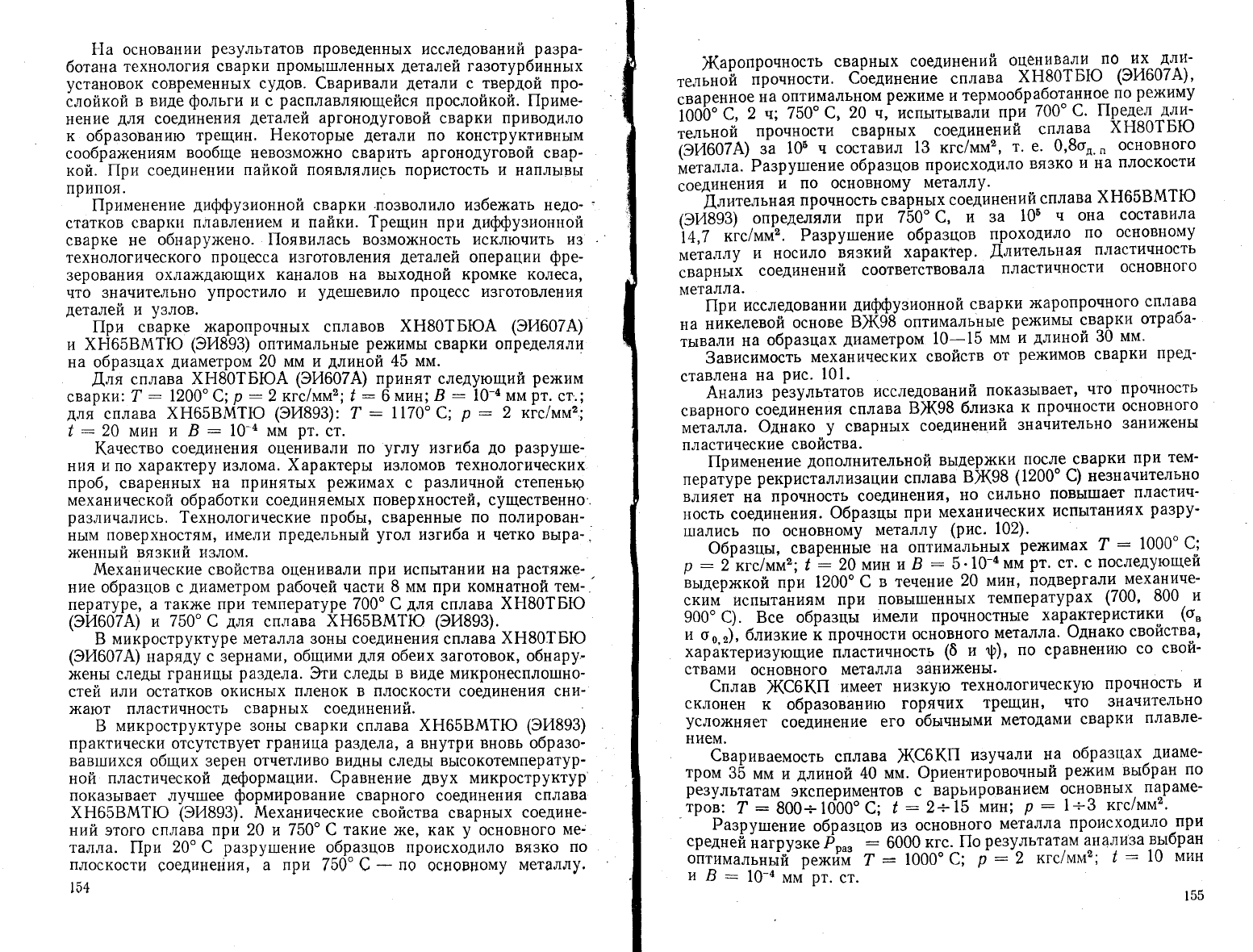
|1ри
исследовании
дифузионной
сварки
)каропрочного
сплава
*,,
нйкеле"ой
основе
вйэ6 оптимальнью
ре)кимьт
сварки
отра6а_
!,,"',"
на
образцах
диаметром
10_15
мм и
длиной
30
мм'
3ависимость
механических
свойств
от
ре}кимов
сварки
пред_
ставлена
на
рис.
101.
Аналр:з
ре3ультатов
исследований
показь1вает'
что
прочность
сварного
соединения
сплава
вж98
6лизка
к прочности
основного
металла.
Фднако
у
сварнь1х
соединений
3начительно
занижены
пластические
свойства.
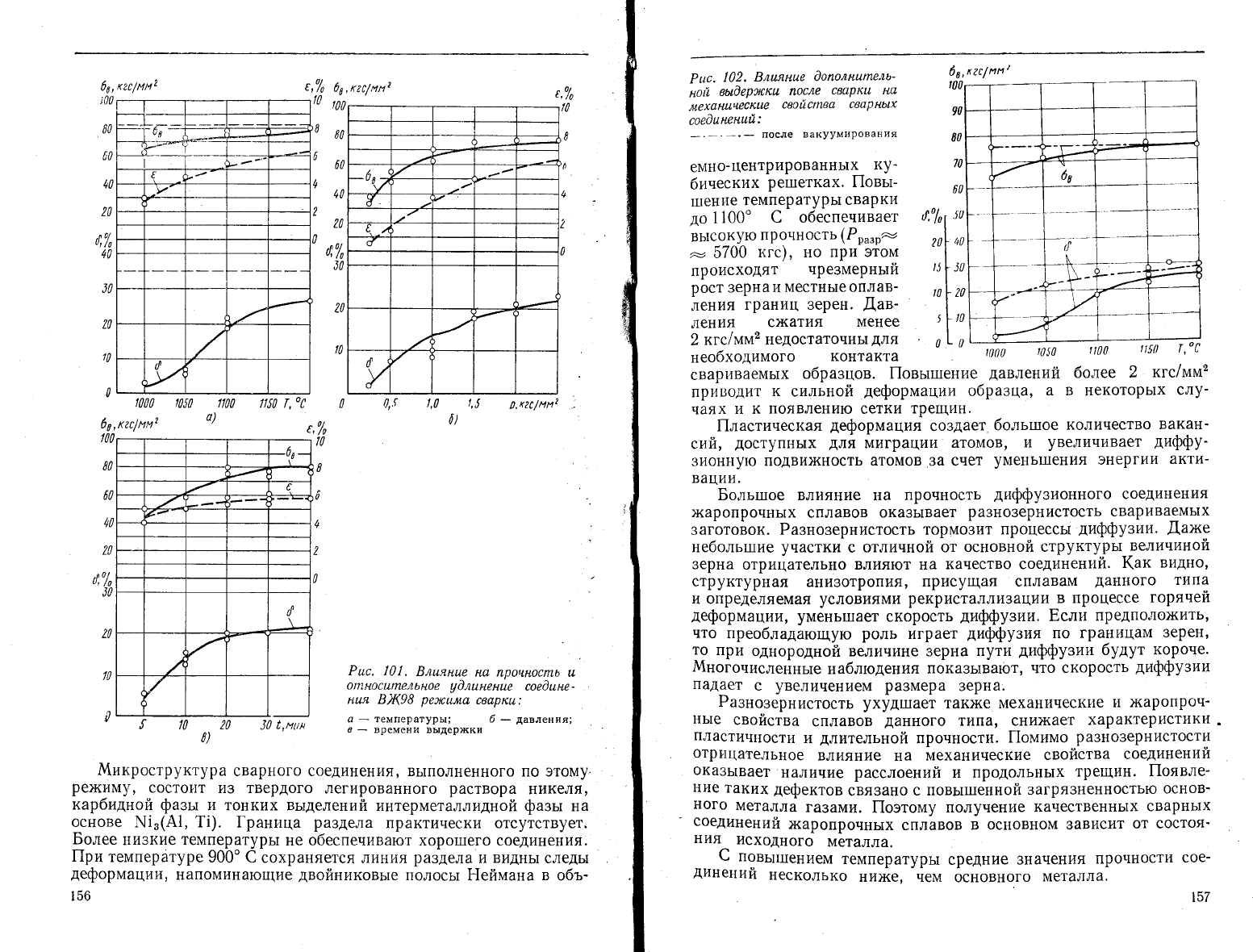
|1рименение
дополнительной
вь1дер_жки
после
9варки
при
тем_
пературе
рекристаллизации
сплава
вж98
(1200" €) незнатительно
влияет
на
прочность
соединения'
но
сильно
повь11пает
пластич_
ность соединения.
Фбразшьт
при
механических
испытаниях
разру'
шались
по основному
металлу
(рис.
102).
Фбразшь:, свареннь1е
на
оптимальнь]х
рех{имах
?
:
1000'€;
р
:
2'кгс}мм2' |':
20 мин
и Б
:
5'10_4
мй
рт.
ст.
с последующей
вь:дер>ккой
при 1200"
€
в течение
20 мин,
подвергали
1,|еханиче-
ским испь1таниям
при
повь11пеннь1х
температурах
(700,
800
и
900"
с). 3се образш^ьт
имели
прочностнь1е-
характеристики
(о"
и
о,,'|,
6лутзкие
|< прочности
основ1|ого
металла.
Фднако
свойства,
характери3ующие
й'ас'",,'.ть
(6 и
ф),
по сравнению
со
свой_
ствами
основного
металла
3аних(ень1.
€плав
жс6кп
имеет
низкую
технологическую
прочность
и
склонен
к
образованию
горячих
трещин'
что
3начительно
усло)княет
соединение
его
обьтчньтми
методами
сварки
плавле_
нием.
€вариваемость
сплава
жс6кп
изучали
на
образшах
диаме-
тром
35
мм
и
длиной
40 мм.
0риентировочнь:й
рех(им
вьтбран
по
ре3ультатам
экспериментов
с
варьированием
основнь1х
параме_
троБ:
?:
воо]!о'об'ё;
1
:2-'\5
1мутн;
р:
1+_3
кгс/мм2.
"
Разрушение
образцов
и3
основного
металла
происходило
лри
сРедней
нагруз*е Ё.".
:
6000
кгс.
|1о
резу':ьтатам
анализа
в^ьтбран
оп'имальнь{и
ре*#й
7
:
1000"
€;
р
:-э
кгс7мм2;
1
-
10
штгтн
и
6
:
10-{
мтг
рт.
ст.
!55
б6,
к2с/мн2
06
,
кас|пп2
/0
10
10
Ё
'нон
п00 7150
г,
ос
!,0
1'5
р,к21/нн2
Рцс. 101.
Блцянце
на процнос/пь !|
о'пносц/пельное
у0лшненше
соеоцне-
нця Б){{98
ре9юцма
сваркц:
с_температуры; 6
_
даъленпя;
6
-
времени выдержки
0,.1
0)
}1икроструктура
сварного соединения' вь1полненного
по этому
ре)киму'
состо!1т
}13 твердого
легирован!]ого
раствора
никеля'
карбидной
фазьт
и тонких вь1делений
интерметаллидной
фазьт
на
основе
ш13(А1' т|).
|раница
раздела
практически отсутствует.
Более
1ти3кие
температурь1
не
обеспечивают
хоро1пего соединения'
|1ри
температуре
900'с
сохраняется
ли11!|я
раздела
и
виднь1
следь1
деформации'
напоминаюш{,ие
двойниковьте
полось1
Ёеймана
в
объ_
156
Рцс.
|02.
Блшянце
0ополнцтпель-
нот|
вьс0ерэюкц
после
сварм1 на
лехан11цеск!1е
свойсп'ова
сварнь!х
сое0цненцй:
после
вакуумирова|{ия
емно-центрированнь!х
ку'
бических
ре1шетках.
|1овьт-
шен
ие температурь1
сварк1{
до
1|00"
с обеспечивает
[''/,
вь1с-о{ую
прочность
(Рразо*
?0
,= 5700
кгс), но
при это1\1
г1роисходят
чре3мернь]й
!5
рост
3ернаи
местнь|еоплав-
!0
ления
границ 3ерен.
Аав.
ления
сх(атия
менее
'
2
кгс/мм2
недостаточнь|для
0
необходимого
контакта
!
!00
|150
т,'
с
более
2 кгс|мм2
в
некоторь1х
слу-
свариваемь1х
образцов.
|1овьттпение
давлений
приводит
к
сильной
деформации
обра3ца'
а
чаях
|1 к появлению сетки
трещин.
[]ластическая
деформация
со3дает
больгшое
количество
вакан'
сий,
доступ1{ь|х
для
миграции
атомов'
и
увеличивает
диффу_
3ионную
подви)кность
атомов
3а счет
умень1шения
энергии
акти-
вации.
Больгпое влияние
на
прочность
дифузионного
соединения
)каропрочнь1х
сплавов
оказь1вает
разнозернистость
свариваемь|х
заготоЁок.
Разнозернистость тормозит
процессь1
диффузи;т.
.[1
а>ке
неболь1пие
участки
с
отличной от основной
структурь1
величи1{ой
зерна
отрицательно влияют на
качество соединений.
(ак
видно'
структурная
анизотропия'
присущая сплавам
данного
типа
и определяемая
условиями рекристалли3ации
в процессе
горячей
деформации'
умень1пает
скорость
диффу3ии.
Рсли
предполо)кить'
нто
преобладающую
роль
играет
диффузия
по гран}1цам
зерен'
то
при
однородной
величине зерна
пути
диффузии
будут
короче.
}1ногочисленньте
наблю
ден14я
пока3ь|вают'
что
скорость
диффу3ии
падает
с
увеличением
ра3мера
3ерна.
Разнозернистость
ухуд1пает
так}ке механические
и
)каропроч_
ньте
свойства
сплавов
данного
типа' сни)кает
характеристики
пластичности
и
длительной
прочности.
|1омимо
ра3нозернистости
отр}1цательное
влияние
на
механические
свойства
соединений
оказь1вает
наличие
расслоений
и продольнь|х
трещин.
|1оявле-
|{ие
таких
дефектов
связано
с повь11пенной
3агрязненностью
основ_
ного
металла
га3ами.
|{оэтому
получение
качественньтх
сварнь1х
соединений
)каропрочнь1х
сплавов
в основном 3ависит
от состоя'
ния
исходного
металла.
€
повь:п_тением
температурь1
средние
значения
прочности
сое-
динений
несколько
ни}ке' чем
основного
металла.
\57
66,к?с|пп'
[о
разра6отанной
технологии сваривали
охла)кдаемь1е
ло'
патки.
}1еханические испь1тания сварных
соединений
показали
о"
:98-:-120
кгс/мм2;
6
:7,3-:-\1,5о/о
и
ф:9,6-:_11,5о/о.
Асльт'
та\1'ия по3воли,'ти
установить'
что
весьма ва)кно
при сварке
дета_
лей сло>кной
формьт
(таких,
как лопатка) обеспенение
равномер_
ности нагрева
и с)катия свариваемь|х
деталей
в процессе
соединения
по всей поверхности.
€варка литейньтх никелевьтх
х(аропрочнь1х
сплавов
возмох{на
ли[шь с
подогревом соедг{няемь{х
деталей
до
температурь:
1200'
(.
,
|!ри сварке плавлениеп1
возникают горячие
трещинь1.
||4сследование
свариваемости
литейньтх никелевьтх
сплавоы
диффузионной
сваркот:: проводили на
сплаве
[€6.
€варнь1е
соеди_
нен|'{я
испь]ть1вали
на
уАарньтй
увгуаб, на
растя)кение
при
комнат_
ной
температуре и температуре эксплуатации'
достигающей
975' €.
}становлено' что
на
рех(имах'
при которь]х
термомеханическое
роздействие
цикла
сварки
еще не
приводит
к остаточной
микро_
пластической
деформации'
механические
характеристики
соеди-
нения недостаточно
вь1сокие.
|1ронность
и
ударная
вязкость
при
комнатной температуре не
превь1шают 90%,
а кратковременная
прочность
при
975'
(
40-45о/о соответствующих
характеристик
сплава
[€6.
Разру1пение локализуется
в
плоскости сварки,
|А9
имеются отдельг1ь|е несплавления'
ориентированнь1е
вдоль направ_
ления
механической обработки.
||ри сварке с остаточной
деформацпей
2-8о/о мо)кно
получить
соединения,
прочность и пластичность
которь|х соответствуют
подобньтм характеристикам основного
металла.
|!ри этом
3авер-'
шается
формирование
истинного
контакта
поверхностей,
отсут-
ствуют непроварь|'
а
ра3руп]ение
при
статических
и
ударнь1х
испь|таниях при
комнатной температуре
происходит
по основному
металлу.
}1еталлографинеские
исследования
пока3ь1вают
отсутствие
рек_
-
ристаллизации
зерен
твердого
раствора
в сплаве
и
наличие
ориен_
тированной гранйцы
раздела
вдоль
плоскости.
сварки.
]ак
как
в этом
случае
ударная
вязкость соединения
равна
или
больтше
ударной
вязкости ёплава
}(€6
(а'
:
11-45 кгс'м/см2),
1Ф,
|1Ф-_
видимому' вь1вод об
отрицательном
вл||я|1|1и ориентированной
границь1
ра3дела
на
ударную
вя3кость соединения
не
мох(ет
бьтть
распространен
на
рассматриваемь!е
металль1.
Разру:пение сплавов
[€6
при вь1соких
температурах
-
хруп-
кое по
границам зерен.
|1ри
температуре 975'с
соединения
разру_
1паются
по плоскости'
которую
мо}кно
рассматривать
как
границу
зерна.
Ёа этой границе
нормальнь1е
напря}кения'
ориентированнь1е
перпендикулярно
оси
образша'
достигают
предельнь:х
значений,
что
и определяет опись1ваемь|й
характер
ра3ру1пения.
||ронность
соединенйй'
испь|таннь1х
при
температуре
975'€, на
уровне
проч_
ности
основного
металла.
Аналогичгть|е
ре3ультатьт
получень]
при
диффузионноц
9_Р1р_ке
сплавов
){(€6
с
>каропровнь1ми
никелевь|ми
сплавами
вжл14'
158
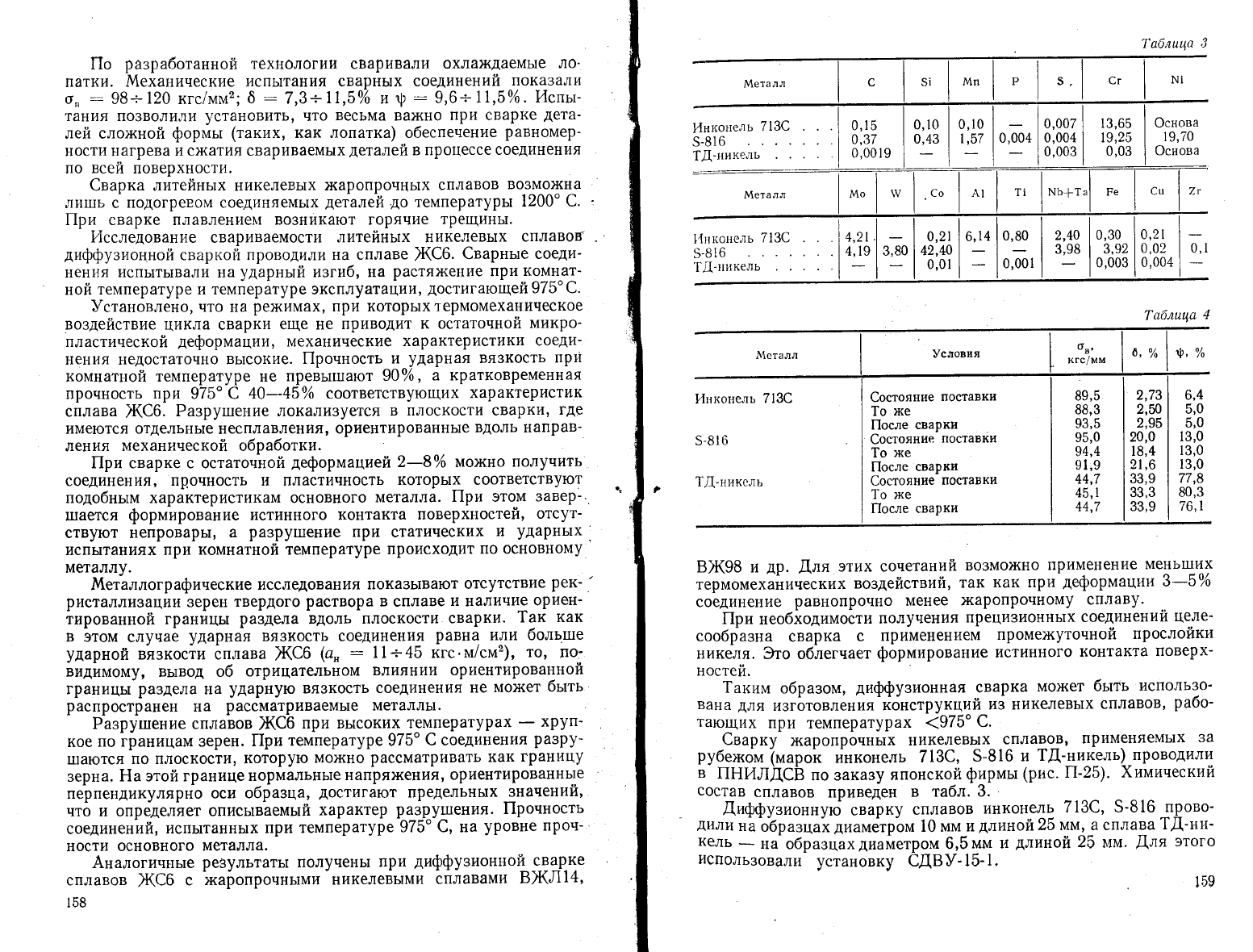
7аблнца
3
Р1еталл
йггкогте"'ть
5-816
1А-никель
т!
!шь[т
7аблнца
4
6,%
ф'%
1|нконель
713€
5-в
16
1,(-никель
условия
€остояние
поставки
1о х<е
|1осле
сварки
€остояние
поставки
1о
>ке
||осле
сварки
€остояние
поставки
1о >ке
|{осле сварки
6в'
кгс/мм
89,5
88,3
93,5
95,0
94,4
91,9
44,7
45,1
44,7
2,73
2,54
2,95
20,0
18,4
21
,6
33,9
33,3
33,9
6,4
5,0
5,0
13,0
13,0
|
3,0
77,8
80,3
76,1
вж9в и
др.
для
этих сочетаний
во3мох{но
применение
ме11ь1пих
термомеханических
воздействий,
так
как при
деформациц
3-5%
соединение
равнопрочно
менее
>каропрочному
сплаву.
|!ри
необходимоёти
получения
преци3ионньтх
соединений
целе'
сооб[азна
сварка
с
применением
проме>кутонной
прослойки
}!икеля.
3то облегчает
формирование
истин}{ого
ко}{такта
поверх_
ностей.
1аким
образом,
диффузионная
сварка
мо}кет бьтть
использо'
ва}1а
для
и3готовления':{онструкций
из никелевь1х
сплавов'
рабо-
тающих
при
температурах
<975"
с.
€варку
х{аропрочнь|х
никелевь|х
сплаво-в'
пр|'1меняемь]х
за
рубех<ом
(маро}
йнконель
7136,
5-816
и
1А-никель)-проводили
в
[лЁ7.г{А€Б
по заказу
японской
фирмь:
(рис.
|1-25).
!,имический
состав
сплавов
приведен
в табл.
3.
Аиффузионную сварку
сплавов
инконель
713с' 5'816
лрово-
лили на
о6разцах
диаме}ром
10 мм
и
длиной
25 мм, а сплава
1А_нрт_
кель
*
на_ образцах
диайетром
6,5
мм и
длиной
25
мм.
.[|.ля
этого
исполь3овали
установку
сдву_15-1
159