Казаков Н.Ф. Диффузионная сварка материалов
Подождите немного. Документ загружается.

\
€5
5Ё
1!ь
5\
Ёч
ч
|1
н0с0с9
Рцс'
64.
€варка
с прамененше![4
уль!п'
ра3вуковь|х
колебанцй
Рцс.
65, |спановко
впи
(пнР)
}становка
с электронно-лучевь]м
нагревом
}становки,
предна3наченнь1е
для
диффузионной
сварки
в вакууме
ра3личнь|х
металлов
и сплавов'
состоят
и3
вакуумной
камерь1
с тремя
электронно-оптическими
системами'
откачной
ва-
куу#ной
сйстемьт,
гидравлического
пресса
и
блока
питания.
Фт_
качка
ра6оней
камерь1
осуществляется
высоковакуумнь1м
агрега_
том вА-2-3
ц
ф9Р".айуумнь1м
насосом
БЁ-1.
Бакуум
в камере
со-
ставляет
10-6-10_4
мм
рт.
ст.
[84].
3лектронно-оптические
системь1
ра3мещень|
сц^арух{и
р
а6оней
камерьт
в
горизонтальной
плоскости
под
углом
120'друг
к
другу
и
фл?нпами
прикреплень|
к
боковой
стенке
камерьт.
-|4сточником
питания
трех
электронно_оптических
систем
слу-
х<ит блок
питания
мощность:о
20 кБт
на
рабонее
напря}|(ение
10 кБ. Б
состав блока
питания
входят:
вь1соковольтньтй
вь:пря'
митель; блок
управления'
слу>кащий
для
подачи
напрях(ения
в
пределах
о-Ё
кв на
управляющие
электродь1
пу1шек;
блоки
пи-
тан||я
фокусирующих
и отклоняющих
систем'
слу)кащие
для
управ'
ления
электроннь1ми
лучами
и
интенсивностью
нагрева'
Ёа
отклоняющие
кату1ш['и
подается
постоянное
и переменное
напрях(ение
промь|1цленной
частоты.
3то напря>кение
необходимо
100
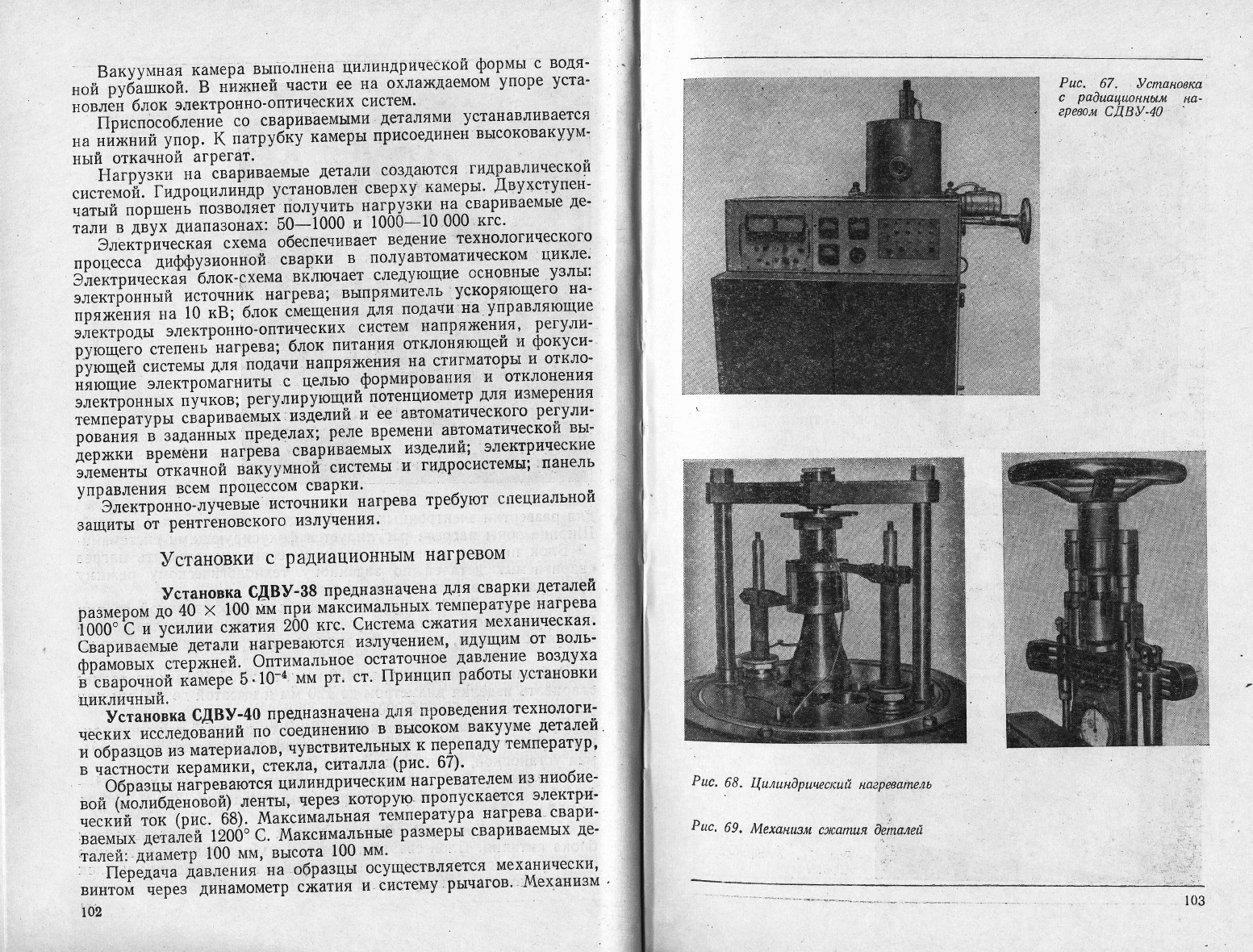
Рцс.'
66,
|споановка
с олек!пронно-лцч2вым
наеревом
А306.14
для
развертки
электронньтх
луней по сть1ку свариваемьтх
деталей.
111ирина
зонь:|
нагрева
регулируется
фокусирующими
системами.
Блок
питания
позволяет
автоматически.осуществлять
нагрев
свариваемь|х
деталей
по 3аданному
технологическому
ре:кйму
(температуре
сварки
и
времени
вь:дерх<ки).
}становка'
А306.14
предна3начена
для
дифузионной
сварки
в
вакууме
узлов
электровакуумньтх
приФров
и3 тугоплавких
ме4
таллов
и
сплавов'
а такх{е и3
других
конструкционнь1х
материа-
лов.
Ра6очая
камера
диаметром
490 мм
и вьтсотой 480 мм
по3воляет
сваривать
и3делия
диаметром
до
120 мм
и
вь1сотой
до
180 мм
при
усилиях
сх{атия
50_10
000
кгс.
||ри
ускоряющем
напрях{ении 10
кБ
суммарнь:й
ток
электрон-
ного
пучка
равен
2 А, а общая.максимальная
мощность'
потребляе-
мая_установкой,
не превь|11]ает
32 к3т.
. .Р1.уу*
в
рабоней_камере
поддерх{ивается в
пределах {1.10-6-
|'|0-о
мм
рт.
ст. [абаритнь:е
размерь|
установки
1780 х
1730
х
х
2100
мм.
-
}становка
(рис.
66) состоит
и3
двух
частей:
блока сварки
и
олока
питания.
Блок
сварки
имеет
вакуумт{ую камеру' откачную
систему
и
систему
охла)кдения'
гидравлическую
систему
и
6лок
электронно_оптических
систем.
101
Бакуумная
камера
вьтполнейа
цилиндрической
формь_т_с
водя-
"'а
йу6Ё*кой.
Б
нйх<ней
части
ее
на
охла)кдаемом
упоре
уста_
новлёй
блок
электронно-оптических
систем'
"--й,'й'соблениё
со
свариваемь1ми
деталями устанавливается
,,
"Ё*"йи
упор.
(
патрубйу
камеры
присоединен
вьтсоковакуум_
ньтй
откачной
агрегат.
Ёагрузки
на
свариваемые детали
со3даютс"
|1др-1::уческой
.
'.'.й6и1
[
идр
оци ли|:др
устан
овлен
свер
х
у
к амеР!_'
: 41{ 1::у^":1'
чатьтй
порплен1
позволяет
получить
нагрузки
на
свариваемь1е
де'
тали
в
двух
диапа3онах:
50-!000
и
1000-10
000
кгс'
5'е'{'рическая
схема
обеспечивает
ведение
технологического
,рй'Ё''
диффузионной
сварки
в полуавтоматическом
.
цикле'
5}'Бй'р",.6ка}'
блок_схема
включает
следу''щ":
^::1ч:::_1'*:'
,'ектооннь'й
источник
нагрева;
выпрямитель'ускоряющего
на_
;;;;Ё;;;;^
:б'йв;
о''к
с''ещен"' дл'подачи
на
управляющие
эйектроды
электронно_опти-ческих
систем
_ч11л9:т::э.я''
регули_
р"ующего
степень
"ф.,';
блок
питан|'1я
отклоняющей
и
фокуси_
!уйй.*
системы
для
подачи
напрях{епия
на
стигм,1'р^т--1
откло'
няющие
электромагнить!
с
целью
-формирова,'"
]-_':1лонения
электроннь1хпучков;регулируюшуйп9тен-1и^9ч']Р_-*:^:^'мерения
температурьт
свариваемьтх
и6делий
и
ее
автоматического
регули_
рования
в 3аданнь!х
пред9лах;
реле
времени
автоматической
вьь
1*р**,
времени
нагрёва
сва.рйваемь:х
изделий;
электрические
элементь1
откачнои
{!куумной
системь1
и
гцдросистемы;
'панель
управления
всем
процессом
сварки_'
_-
3лектронно-луне!ьте
источнийи
нагрева
требуют
специальной
3ащиты
от
рентгеновского
и3лучения'
'
}становки
с
радиационнь]м
нагревом
}становка
сдву_3в
предна3начена
для
сварки
деталей
размером
д'
до
х
100
йм
при
максимальнь1х
температуре
нагрева
|боо.!
и'усилии
сх{атия
200
кгс.
€истема
сх(атия
механическая.
ёв1р",'.'1'е
детали
нагреваются
-
и?'1учением'
идущим^
от
водь'
фрайовьтх
стерх<ней.
Фп!имальное
остаточное давление
во3духа
ЁБ'р'ч"'й
к!мере
5'10-д
мм
рт'
ст'
||риншип
работьт
установки
циклйчньтй.
-
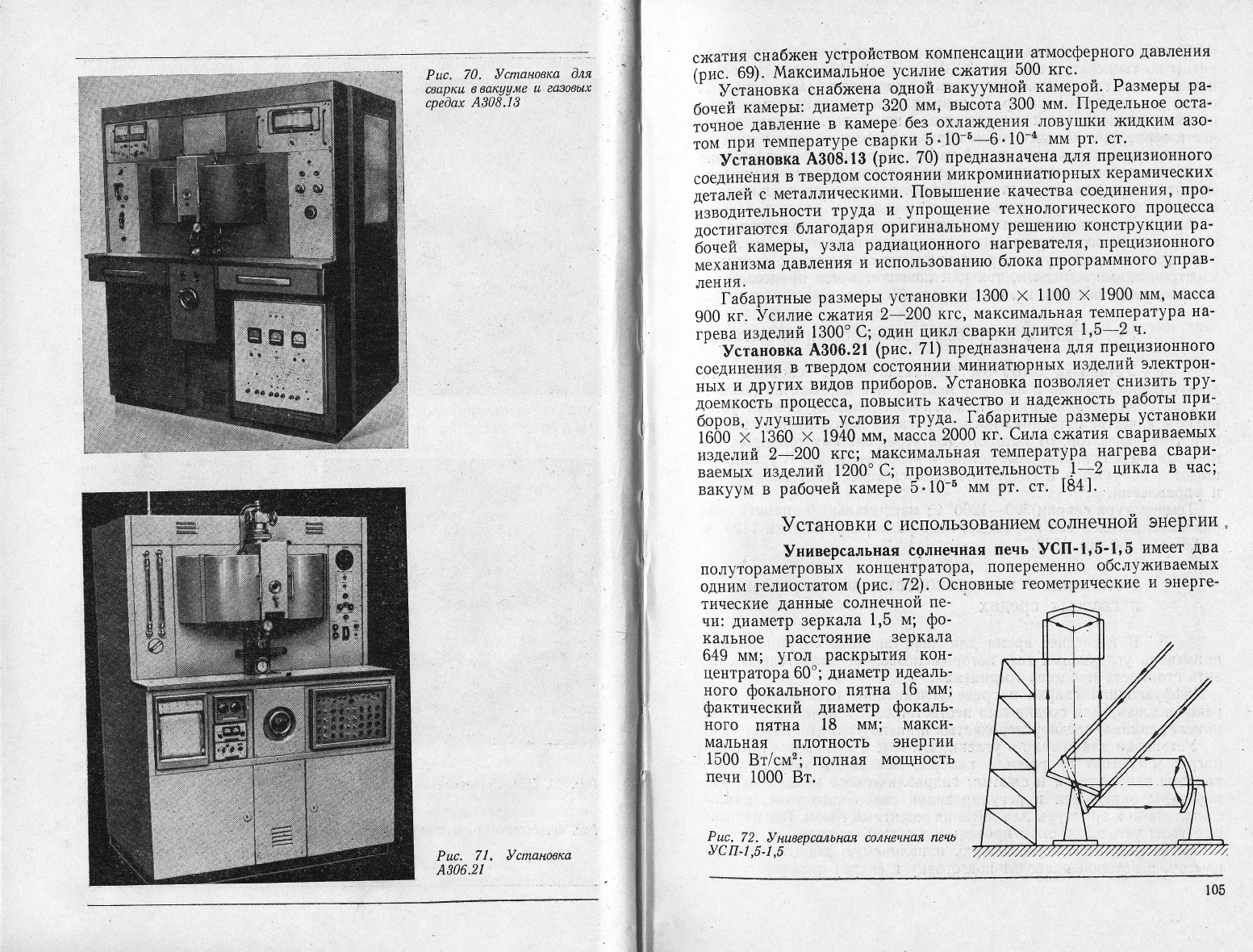
й""й'"ка
€АБ}_40
предназначена
для
проведения
технологи-
ческих
исследований
по
соединению
в
вьтсо!<ом
вакууме
4:1].*
и образцов
и3
материалов'
чувствител-ь-нь1х
к перепаду
температуР'
в частности
кера*й'и,
стекйа,
ситалла
(рис'
67)'
6боазць1
нагреваются
цилиндринеский
нагре|ателем
из'ниобие'
,оа1й'л"?деноЁой)
ленть1'
терез
которую
пропу'"391:1-?'ектРи'
;;;;;г;;(рй..
с;в:.
.|!1аксимальная
температура
нагрева'
свари'
,;;й;;
детаЁей
120о"
с. }1аксимальнь1е
размерь1
свариваемь|х де'
;;й;^йы;"р
:оо
мм'
вь1сота
100
мм'
: _ .ц9р|ддна
.{авления'
на
образць1
осуществляется
механически'
винтом
через
динамометр
с>катия
и систему
рь1чагов'
'&1ех'анизм
10,
Ршс,
67.
|сгпановка
с
ра0шацшонным
на-
еревом €А8!-40
Рше.68.
Рцс,69.
[]шл
ш н0
р
шне
с ктлй
наер евапе
ль
;
$ехансвм
с'!со!пс!я 0етпалей
!03
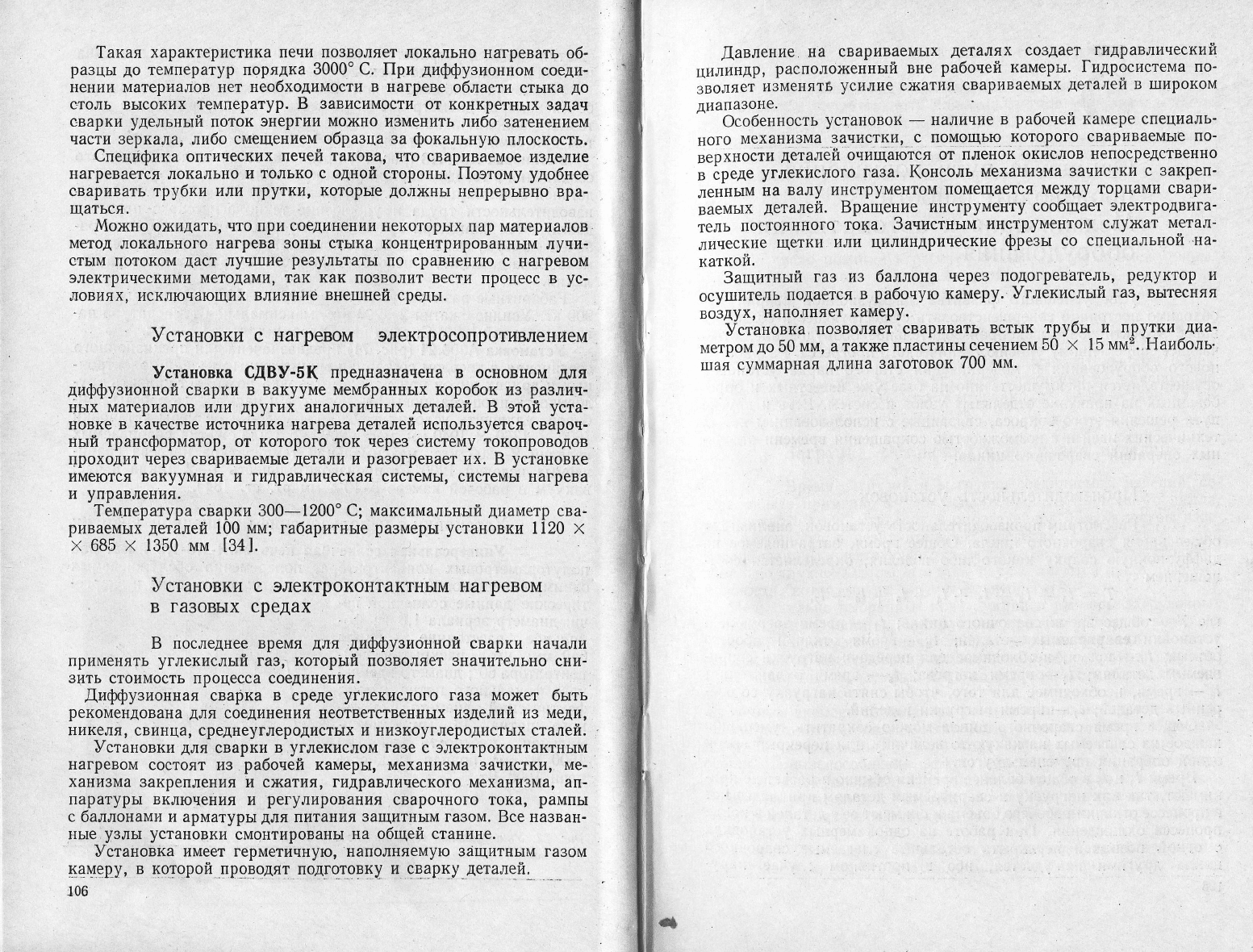
Ршс.70,
!споановка
0ля
сваркц
ввакцу]'4.е
ш еа3овь|х
сре0ах
А308.13
Ртлс.
71
,
|стпоновка
А306.21
с>1<атия
сн
абх(ен
устройством
компенс
аци
и
^атмосфер
ного
давлен
ия
/оис.
69).
.&1аксийальное
усилие
сжатия
500
кгс'
''--у..,|',ка
снабх(ена
6дной
вакуумной
камерой'.
Размерьт
ра'
бочей
камерь1:
диаметр
320
мм,
вь1сота
300
мм. |1редельное
оста-
точное давление
в
камере
без
охлах<дения
лову1пки
'(идким
а3о-
том
при
температуре
сварки
5' 10-5-6'
10_д
мм
рт.
ст'
}становка
А308.13
(рис.
70)
предназначена
для
преци3ионного
соединёния
в
твердом
состояции
микроминиатюрных
керамических
деталей
с
металлическими.'
|1овьтш:ение
качества
соединения'
!!РФ-
изводительности
тР}да
и
упрощение
технологического
процесса
достигаются
благодаря
оригинальному
ре1шению
конструкции
ра-
6оче{ц
камерь1'
у3ла
радиационного
нагревателя'
преци3ионного
механи3ма давления
й использованию
блока
программного
управ-
'""#|'','"ньте
ра3мерь1
установки
1300
х 1
100
х 1900
мм'
масса
900
кг.
}силие
с}катия
2-2о0
кгс'
максимальная
температура
на-
гоева
изделий
1300'6;
один
цикл
сварки
длится
\,5-2
ч'
'
}становка
А306.21
(рис.
71)
предназнач€н2
А,'1{,
преци3ионного
соединениявтвердомсостоянии-миниатюрнь1хизделииэлектрон-
ньтх
и
других
видов
приборов.
}гстановка
по3воляет
сни3ить
тру-
доемкость
процесса'
повьтсйть
каче_ство
и наде){(ность
работьт
при'
боров,
улуч1шить условия
труда.
|абаритньте
ра3мерь1
установки
:обо
х
":зоо
х
1940
мм,
масса
2000
кг.
€ила
с>к6тия
свариваемь1х
изделий
2-200
кгс;
максимальная
температура
_нагрева
свари'
вай"'*
изделий
1200"
€; прои3водительность-1
-2
шикла
в
час;
вакуум
в
рабоней
камере
5.:0*
мм
рт.
ст.
|в4].
}становки
с исполь3ованием
солнечной
энергии
"
}ниверсальная
солнечная
печь усп_1'5_1'5
имеет
два
полутораметровь]х
концентрат-ора'
попеременно
обслух<иваемь1х
одним
гелиостатом
(рис. 72).
Фсновнь1е.геометрические
и
энерге-
тические
даннь1е
солнечной
пе_
чи:
диаметр
3еркала
1,5
м;
фо-
кальное
расстояние
зеркала
649 мм;
угол раскрь1тия
кон-
центратора
60';
диаметр
идеаль-
ного
фокального
пятна
16
мм;
фактинеский
диаметр
фокаль-
ного
пятна
18
мм;
макси-
мальная
плотность
энергии
1500
Бт/см2;
полная
мощность
печи
1000
3т.
Рцс.
72.
!нцверсальная солнецная
пець
ус
п-1
'5-1 '5
105
1акая
характеристика печи
по3воляет
локально нагревать
о6'
разцьт
до
температур порядка
3000" €' ||ри
дифузионном
соеди-
нении материалов нет необходимости
в
нагреве
области
сть|ка
до
столь вьтсоких температур.
Б 3ависимости
от конкретнь1х
3адач
сварки
удельньтй
поток
энергии
мох{но
и3менить
либо затенением
части зеркала,
ли6о
смещением
образца за
фокальную
плоскость.
(пецйфика
оптических
печей
та(@в8;
что свариваемое
и3делие
нагревается
локально
и только с
одной
сторонь|.
|1оэтому
удобнее
с'варивать
трубки
или прутки'
которые
долх{нь1
непрерь1вно
вра-
щаться.
.&1о>кно ох{идать'
что при соединении некоторьтх
пар материалов
метод
локального нагрева
3онь| сть!ка концентрированнь1м
.|1}!1}1:
сть1м потоком
даст
луч1пие
результать|
по сравнению
с нагревом
электрическими
методами'
так как по3волит вести
процесс в
ус-
ловиях' исключающих
влияние
внешней
средь|.
[становки
с
нагревом
электросопротивлением
установка сдву-5к
предназначена в основном
для
диффузионной
сварки
в вакууме мембранных коро6ох
из
ра3лич_
ньтх
материалов ил|\
других
аналогичнь1х
деталей.
Б
этой
уста-
новке в качестве источника нагрева
деталей
исполь3уется свароч-
ньтй трансформатор' от
которого
ток через систему
токопроводов
проходит
чере3
свариваемые
детали
и
ра3огревает
их.
3
установке
имеются вакуумная и гидравлическая системь1' системы нагрева
и
управления.
1ешпература сварки 300-1200'
€; максимальньтй
диаметр
сва-
риваемь1х
деталей
100 йм; габаритнь:е
ра3меры установки
1
120
х
х 6в5 х 1350 мм
|34].
$становки
с электроконтактнь1м
нагревом
в
га3овь|х средах
в последнее время
для диффузионной
сварки
началц
применять
углекисльтй
газ' которь1й позволяет 3начительно
сни-
3ить стоимость процесса
соединения.
.||иффузионная
сварка
в среде
углекислого
га3а мох{ет
бьтть
рекомендова7\а
для
соединения неответственнь1х и3делий из
меди,
никеля'
свинца' среднеуглеродистьтх и низкоуглеродисть1х сталей.
}становки
для
сварки
в
углекислом
га3е
с электроконтактньтм
нагревом
состоят из
рабоней
камерь1' механи3ма зачистки' ме-
ханизма
3акрепления
у| с>1<атия'
гидравлического
механи3ма' ап_
паратурь[
включения
и
регулирова\\|1я
сварочного
тока'
рампы
с
баллонами и арматурь1
для
п||тану1я
защитнь|м га3ом.
Бсе назван-
.нь1е
у3ль1
установки
смонтировань1
на
общей станине.
}становка
имеет
герметичную' наполняемую
3ащитнь]м
га3ом
ц4щ9р'у'
в
которой
.пР_9Родят
под|9тоРку
и
9Р3рцу"деталей,
106
,[1,авление.
на
свариваемь1х
деталях
создает-гидравлинеский
цилиндр'
располох{енньтй
вне
рабоней
камерь1.
[идросистема
по_
зволяет
и3ме1]ятБ
усилие
с}катия
свариваемь1х
деталей
в широком
диапазоне.
Фсо6енность
установок
-
наличие
в
рабоней
камере специаль'
ного
механи3ма
зачистки'
с помощью
которого
свариваемь1е
по'
верхности
деталей
очищаются
от плен6к
окйслов непосредственно
в
ёреде
углекислого
га3а.
(онсоль
механи3ма
3ачистки
с
3акреп-
леннь1м
на
валу инструментом
помещается
мех(ду торцами
свари-
ваемь1х
деталей.
Бращение
инструменту
сообщает
электродвига_
тель
постоянного
тока.
3ачистнь1м
инструментом
слу'(ат
метал-
лические щетки
или
ц\4]|\4ндрические
фрезь:
со
специальной
'на'
каткой.
3ащитньтй
га3
и3
6аллона
чере3
подогреватель'
редуктор
и
осушитель
подается
в
рабоную
камеру.
}глекисльтй
газ, вытесняя
""'у;;#;#;#"#"#х:'!'Ё,',""'',
всть1к
трубьт,
.,ру,*,
д",-
метромдо
50
мм, а такх{е пластинь1
сечением
50
х 15 мм2.'Ёаиболь'
тшая
суммарная
ддина
3аготовок
700
мм.
Фсновнь:е
пути
повь|шения
п
ро
и3водител
ьн
ост
и.
&1ехани3ащия
и
автомати3ация
?
ооорудова н ия
Аля
успе1пного
ра3вития
диффузионной
сварки
не-
обходимо постоянно
совер1пенствовать существующее
и создавать,
новое
эффективное вь1сокопроизводительное оборудование'
отве-
чающее современному
уровню
технического прогресса.
Разработка
нового оборудования и модерни3ация
старого парка
установок
осуществляется
преимущественно на базе
ух(е
известнь1х и опро-
бованньтх на
практике
отдельнь|х
у3лов
и систем.
Бсть и
другие
пути
ре1пения
этого вопроса' свя3аннь1е с
исполь3ованием
новь1х
технических идей
и с
во3мох(ностью
сокращения
времени
отдель-
нь1х
операций сваронного
цикла'
|1роизводительность
установок
Рассмотрим
производительность
установок'
анали3ируя
общее время
сварочного
цикла.
Фбщее
время' 3атрачиваемое
на
диффузионную
сварку
какого-либо изделия'
.определяется
соот'
но1пением
7
:
|т
*
|,
*
|'
*
|*
*
|ь
*
|'
*
|''
где
7
-
общее время сварочного
цикла;
7'
-
время 3агрузки
и
установки
свариваемь1х
деталей;
1,
-
время откачки
рабонего
объема; 7,
-
время, необходимое
для
передачи
нагру3ки свари-
ваемь1м
деталям;
1.
-
время
нагрева; 1,
-
время охлах{дения;
|'
-
время,
необходимое
для
того, нто6ьт
снять
нагру3ку
со сва_
реннь1х
деталей;
1,
-
время
вь1гру3ки изделий'
Фбщее
время сварочного
цикла
мо)кно сократить'
умень1пив
ках{дое
и3
слагаемь1х
на
какую-то
величину или перекрь1в
время
одной
операции временем
другой.
Бремя
!, и !, в общем балансе
времени
обьтчно
в
расчет
не
при_
нимают' так как
нагру3ку
к свариваемь1м
деталям
прикладь1вают
в
процессе откачки
рабонего
объема
и снимают
ее с
деталей
в конце
процесса
охла)кдения. ||ри
работе
на
однокамерньтх
установках
с
одной позицией перекрь1ть
остальнь1е
слагаемь1е сварочного
цикла
другими
не
удается,
и6о
в
противном случае
нару_
108
шается
технология
сварки'
а вместе
с ней
и
качество
соеди.
нения.
Бремя
загру3ки
и
вь1гру3ки
свариваемь]х
деталей'
как правило'
и3меняется
незначительно
и
для
одного
типа
установок
остается
примерно
стабильньтм.
Фсновную
долю
общего
баланса
времени
составляют
слагаемь1е
[',
[^ и
7,,
к максимальному
сокращению
которь1х
необходимо
стремиться
при
разработке
оборудования.
-
Ё
общем
случае
производительност{
установок
диффузионной
сварку|
определяется
по
формуле
60Ёгпп
!|
:
-т-
шт/1\,1ин'
где
Р
-
число
позиций
в
рабонем
объеме
(число
промех(уточнь1х
штоков);
!т|
-
ч||сло
камер на
одной
установке;
2
-_число
де-
талей,
.1'р",..*,'х
одновременно
на
одной
по3иции;
7
-
общее
время
сварочного цикла.
^
!!4з
формуль1
видно' что
с
увеличением
значений
*',
;п
и
тт и
сокращением
величиньт
7
возрастает
прои3вод1-{тельность
устано-
,'.]
с'.д'вательно'
для
увеличения
прои3водительности
обо-ру-
дБ,,,"^'йеобходимо
применять
многопозиционнь1е
приспособле-
\1ия
и
камерь1'
пакетнь1е
способьт
сварки'
а так>ке
установку
не-
скольких
камер
на
одной"машине.
3агрузка'
установка
и
вь1гру3ка
|43делии
Бремя
3агру3ки
и
вь|грузки
соединяемь1х
изделий,
со_
ставляющее
примерно
4-80/о
общего
времени
сварочного
цикла'
для
ках{дого
типа
установок
и
определенной
номенклатурь1
изде-
лий изменяется
в незначительнь1х
пределах.
€ократить
его
при
модернизации существующего
и
разработке
нового
оборуАования
довольно
трудно.
Фднако
и в этом
случае
имеются
некоторь1е
во3-
мо}{ности'
которь1ми
не
следует
пренебрегать.
Ёеправильно
вьтбраннь1е
конструк!\|\и
и
размерь1
3агрузочнь1х
люков'
непродуманнь1е
конструкции
крь]шек
камер
и
корпусов
установок
приводят
к
значительнь1м
потерям
времени'
||оэтому
эти
элементь1
при
проектировании
нового
оборулования
дол}кнь1
бьтть
тщательно
про!умань1
и по
во3мох(ности
отработань1
на
ма'
кетах.
Ёемало
времени
теряется
на
установку
и
вь1верку
изделий
от_
носительно
нагревательнь1х
устройств,
а
так)ке
на
присоединение
термопар
к
изделиям.
3
этом-случае целесообра3но
применять
сборонньте
приспособления,
эфективность
которь1х
увеличивается
с
ростом
числа позиций.
||равильная
установка
издел|4и
относи_
тельно
нагревательнь!х
устройств
мо>кет
бьтть
достигнута
за
счет
применений
подви)кнь1х
столов'
смонтированнь1х
в!1утри
вакуум_
нь]х
камер.
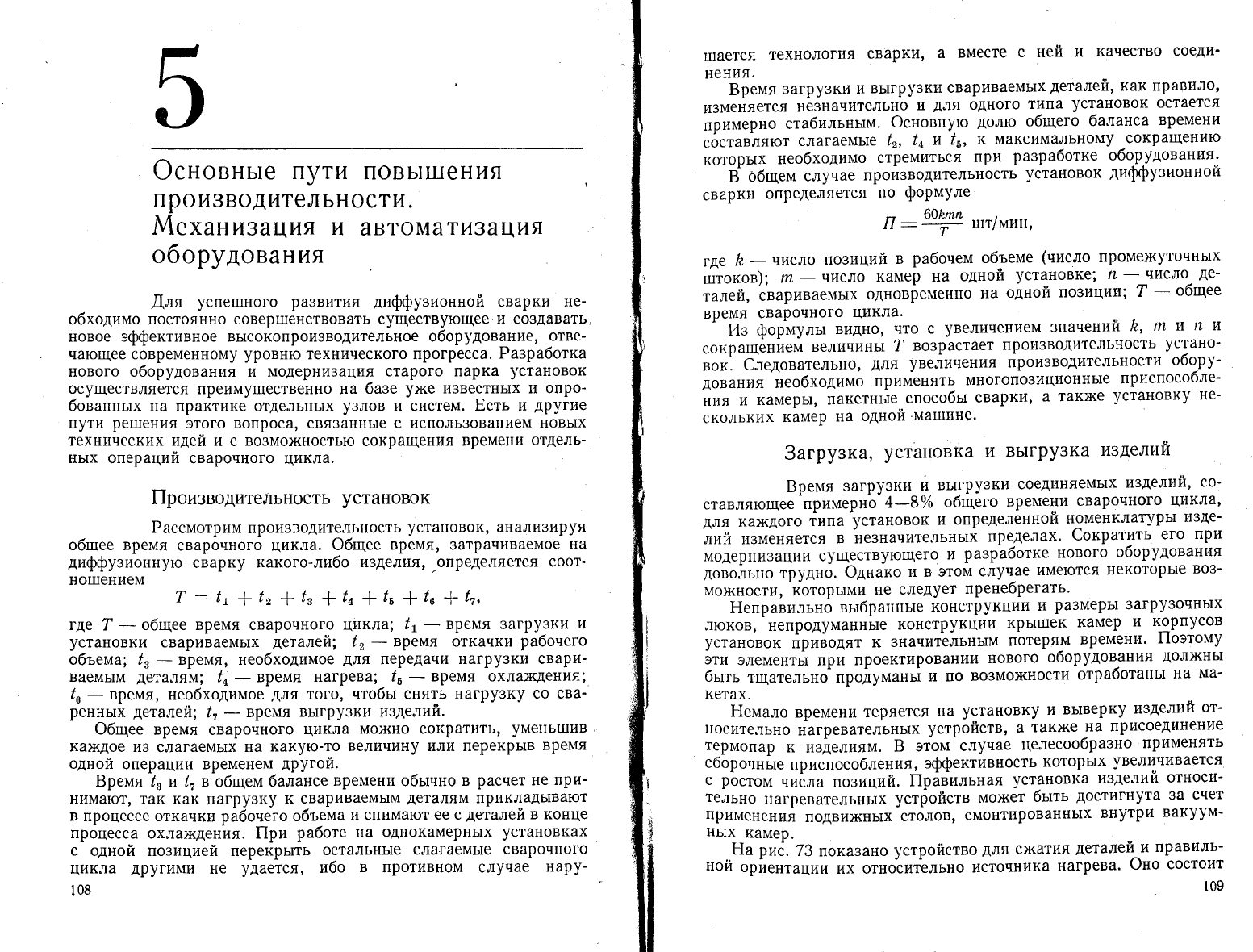
Ёа
ри6.
73
показано
устройство
для
с)катия
деталей^и
правиль_
ной
орйентации
их относительно
источника
нагрева.
Фно
состоит
109
Рцс.
73. |стпройстпво
0ля
сэюапця
0етпалей
с
цта-
лшн0
рамш
пр
опшво0авленоля
из
верхнего
силового
цилиндра
./,
про-
ме}куточного
1птока 2 с тларовой
опо-
ро{4
7,
стола 6' каркаса 6 и
ни>кнего
силового
цплиндра
10'
€вариваемьте
детали
устанавливают
на водоохлах(даемом столе 6'
располо-
)кенном в вакуумной камере 4.
(тол
6
свя3ан со
|птоком
9 них<него силового
цилиндра
10.|\рп подаче
масла в
ни)к-
нюю полость
цилиндра
10
шток послед-
него
давит
на стол 6 и поднимает
его
до
тех
00ФР, пока
детали
не
зайплут
правильного поло)кения
относительно индуктора 5 или какого-
ли6о
другого
источника
нагрева.
.
||осле
установки
деталей
11
откачки
воздуха из
камерь|
в верхнюю полость
цилиндра
1
подается масло'
и 1пток
шйлиндра
через промех<утояньтй
тлток 2
с тпаровой
опорой
давит
на свариваемь1е
детали.
[1|аровая
опо_
ра
7
компенсирует
погре1|]ности изготовления отдель!{ь1х элемен_
тов
камерь1 и обеспечивает
рав!1омерное
давление
по
всей
пло_
щади
сварки.
Б тех случаях' когда
при нагреве вь1является'
что
зона со_
единения
свариваемь|х
деталей
неточно
ориентирована
относи-
тельно
источника нагрева
или требуется более вь1сокая
темпера-
тура нагрева
одной из
деталей,
стол 6 вместе со 1штоком
2 мох<но
перемещать вверх
или вниз
при подаче
масла в
соответствующие
полости
цилиндров
1
ут
10.
Аанное
устройство
по3воляет сократить
время
установки
сва-
риваемь1х
деталей
относительно
источника
нагрева и
умень1пить
ра3мерь1
силовых
цилиндров.
|!рименение
приспособлений
Фчень
яасто конфигурация и
размерь1
изделтцй,
свари-
ваемь1х
диффузионной
сваркой,
не позволяют осуществить
процесс
соединения
без приспособлений.
Фт того, насколько
удачно
вь1-
браньт
конструкция и материал
приспособления, зависит
качество
сварки
того или иного
узла
|\ производительность
установки
в
целом.
Б
ряле
случаев
роль
приспособлений
сводится
к
фиксации
ка-
ких-то
определеннь1х элементов
свариваемого
у3ла
в требуемом
поло}кении
|4л'| к компенсации погрегпностей
и3готовления
еоединяемь1х
деталей.
Фднако, как правило'
основное
назначе'
110
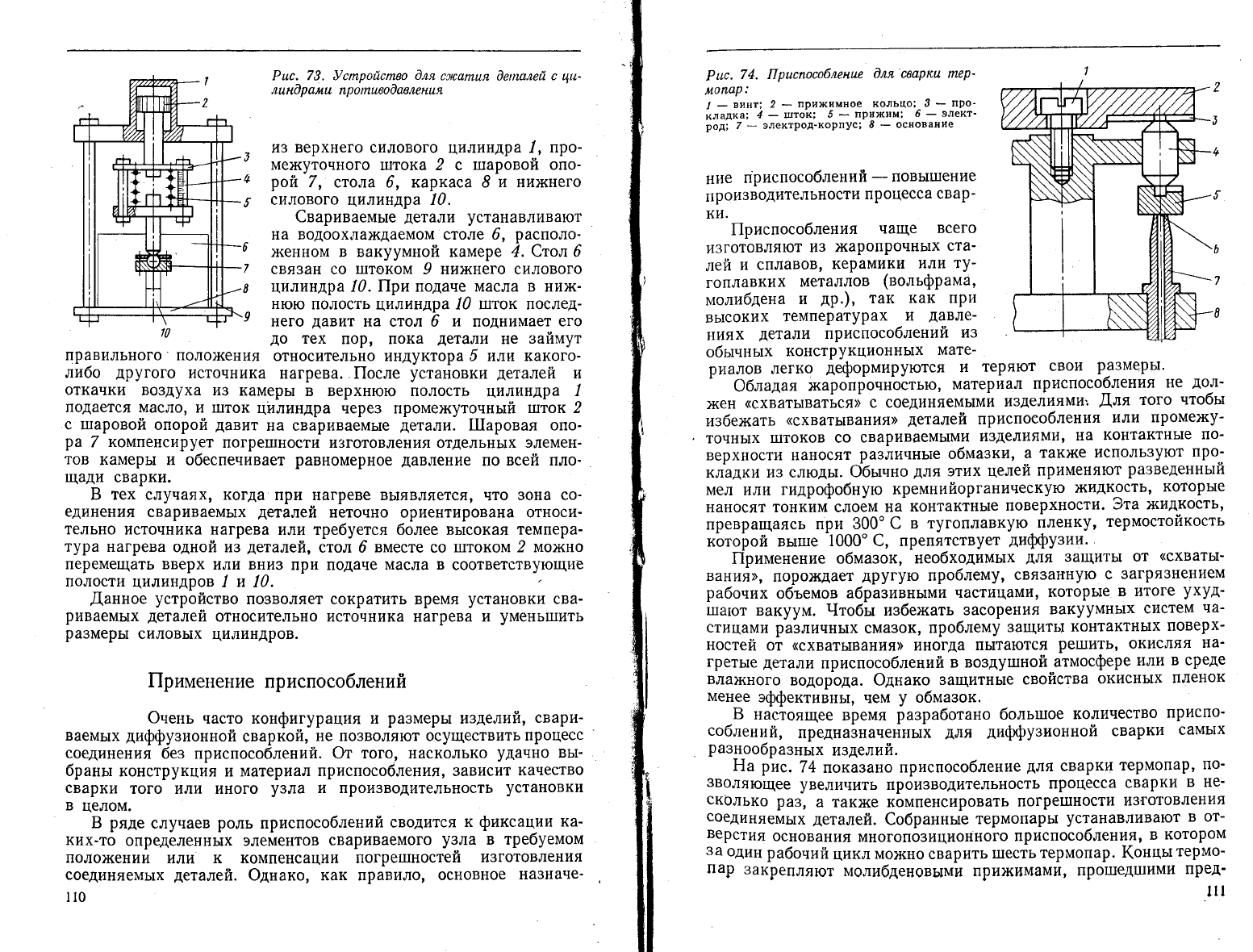
Рцс'
74. [!распособленце
0ля'сварк!!
,пер-
мопар:
/
_
винт;
2
_
при'<имное
кольцо;
3
_
про_
кладка;
4
_
:пток;
5
_
при}ким;
6
_
элект'
род',
7
-
электрод'корпус;
8
_
основание
ние
приспособлений
-
повышение
производительности
процесса
свар
_
ки'
||риспособления
чаще
всего
и3готовляют
из х(аропрочнь1х
ста_
лей
и
сплавов'
керамики
||л1| ту-
гоплавких
металлов
(вольфрама,
молибдена
и
др.),
так как при
вь1соких
температурах
и
давле-
ниях
детали
приспособлений
из
обьтчньтх
конструкционнь1х
мате-
риалов
легко
деформируются
и
теряют
свои
размерь|.
'
Фбладая
х<аропронностью'
материал
приспособления
не
дол_
)кен
(схватываться)
с соединяемь1ми
изделиями..
Аля
того
чтобы
избех<ать
(схвать1вания)
деталей
приспособления
или
проме}ку_
точнь|х
[птоков со
свариваемыми
и3делиями'
на
контактнь|е
по_
верхности наносят
ра3личнь1е
обмазки,
а
такх(е
исполь3уют
про_
^:]адки
и3 слюдь1.
Фбьтчно
для
этих
целей
применяют
разведенньтй
мел
или
гидрофобную
кремнийорганическую
}кидкость'
которь1е
наносят тонким слоем
на
контактные
поверхности.
3та х<идкость,
превращаясь
при 300"
с
в тугоплавкую
пленку'
термостойкость
которой вьтш:е
1000" €, препятствует
дифузии.
|1рименение
обмазок, необходимь:х
для
3ащиты
от
(схвать|'
вания>'
порохцает
другую
проблему,
связанную
с
3агрязнением
рабоних
объемов
абразивньтми
частицами'
которь1е
в итоге
ухуд'
1пают
вакуум.
9тобы
избех<ать
засорения
вакуумнь1х
систем
ча-
стицами
ра3личных
сма3ок' проблему
3ащить|
контактнь1х
поверх'
ностей
от
(схватыван:}1,я>>
иногда
пытаются
ре1шить'
окисляя
на_
греть1е
детали
приспособлений
в воздутпной
атмосфере
или
в среде
влах{ного
водорода.
Фднако
защитнь1е
свойства
окиснь1х
пленок
менее
эщекйиЁнь!,
'ей'у
обмазок.
Б
настоящее
время
разработано
больтшое
количество
приспо_
соблений,
предна3наченнь1х
для
дифузионной
сварки
самь|х
разнообразньтх
изделий.
Ёа
рис.
74
показано приспособление
для
сварки
термопар'
по_
зволяющее
увеличить
прои3водительность
процесса
сварки
в не-
сколько
раз'
а так}ке компенсировать
погре|'пности
и3готовле!1ия
соединяемь1х
деталей.
€обранные
термопары
устанавливают
в от_
верстия
основания
многопо3иционного
приспособления'
в
котором
3а
один
рабопий
цикл
мо)кно сварить
1||есть
термопар.
}(онцьт
термо-
паР
3акРепляют
молибденовыми
при)кимами'
прошедшими
пред_
|1|
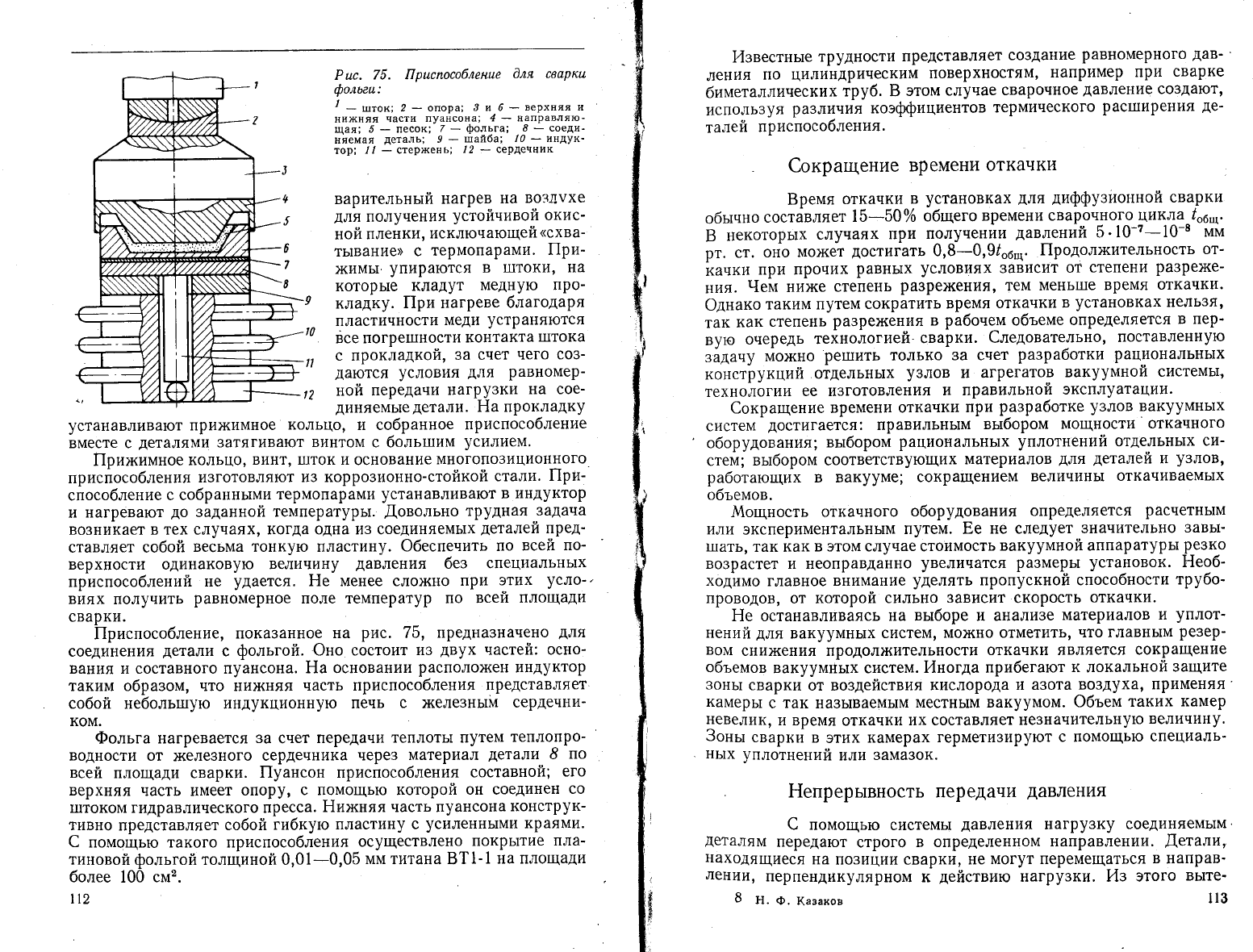
Ршо.
75. {1ршспособленше
0ля сваркш
фольеш:
/
_
:пто.; 2
_
опора;
3 н 6
*
верхняя и
нижняя
части
пуансона',
4
_
напр^ьляю'
щая]
5_пееок'
7
_фольга;
8-соед!'!-
няемая
деталь|
9
-
пай6а1
10
_
11вдук'
тор;
1/
_
стержень;
12
_
сердеч!|пк
варительнь1й
нагрев
на
во:здухе
для
получения
устойчивой
окис-
ной
пленки'
исключающей
(схва-
ть1вание>
с
термопарами.
при-
)кимь1'
упираются
в
1птоки' на
которь1е
кладут
медную про-
9
кладку.
||ри нагреве
благодаря
_
пластичности
меди
устра1{яются
10
Ёсе погреп:ности
контакта
1птока
'/
с прокладкой,
3а счет
чего
со3-
даются
условия
для
равномер-
|?
ной передачи
нагру3ки
на сое-
диняемь1е
детали.
Ёа прокладку
устанавливают
прих(имное
коль|1Ф,
!! собранное
приспособление
вместе с
деталями
3атягивают
винтом
с больтшим
усилием.
|!ри>кимное
кольцо'
винт' шток и
основание
многопозиционного
прис;особления
и3готовляют
и3 корро3ионно-стойкой
стали.
||ри_
способление
с собраннь1ми
термопарами
устанавливают
в индуктор
и
нагревают
до
3аданной
температурь1.
Аовольно
трудная
3адача
во3никает
в тех случаях'
когда одна из соединяемь1х
деталей
пред-
ставляет собой
весьма то1{кую пластину.
Фбеспечить
по
всей
по_
верхности одинаковую
величину
давления
без
специальнь1х
приспособлений
не
удается.
Ёе менее сло}кно
при
этих
усло-'
виях получить
равномерное
поле температур по
всей
площади
сварки.
||риспособление'
пока3ан!1ое
на
рис.
75,
предна3начено
для
соединения
детали
с
фольгой.
Фно состоит
и3
двух
частей:
осно_
вания и составного пуансона'
Ёа основании
располох{ен
индуктор
таким образом, что ни}|(няя
часть приспособления
г!редставляет
собой
неболь]лую
индукционную
печь
с
}келезнь1м
сердечни-
ком.
Фольга
нагревается
3а
счет
передачи
теплоть1 путем
теплопро-
водности от
х{елезного
сердечника
через
материал
детали
в
по
всей
площади сварки.
|!уансон приспособления
составной;
его
верхняя
часть имеет
опору'
с помощью которой
он соединен
со
11|током гидравлического пресса.
Ёих<няя часть пуансона
конструк-
тивно
представляет
собой
гибкую
пластину с
усиленнь]ми
краями.
€
помощью такого приспособления
осуществлено
покрь1тие
пла-
тиновой
фольгой
толщиной 0,01-0,05
мм
титана вт1-1
на площади
более
100
см2.
п2
[[4звестньте
трудности
представляет
со3дание
равномерного
дав-'
ления
по
цилиндрическим
поверхностям'
например
при
сварке
биметаллических
тру6. Б
этом случае
сварочное
давление
создают'
исполь3уя
разл|4ч||я
коэфициентов
термического
рас111ирения
де_
талей
приспособления.
€окращение
времени
откачки
Бремя
откачки
в
установках
для диффузионной
сварки
обьтчно
составляет
15-50%
общего
времени
сварочного
цикла_|'6,,.
Б
некоторьтх
случаях
при
получении
давлений
5'10*?-10_8
мм
рт.
ст.
оно
мо>кет
достигать
0,8_0,9/'6*.
|!родолх<ительность
от_
качки
при прочих
равнь1х
условиях
3ависит
от
степени
ра3ре}(е-
ния.
9ем ни>ке
степень
ра3ре>кения'
тем
мень1пе
время
откачки.
Фднако
таким
путем
сократить
время
откачки
в
установках
нельзя'
так
как
степень
ра3ре}'{ения
в
рабонем
объеме
определяется
в пер'
вую
очередь
технологией'
сварки.
€ледовательно'
поставленную
зйдану
мо)кно
ре1пить
только
3а счет
разработки
рациональнь1х
конструкций
'отдельнь:х
у3лов
и агрегатов
вакуумной
системьт,
технологии
ее и3готовления
и правильной
эксплуатац|1и.
€окращение
времени
откачки
при
разра6отке
у3лов
вакуумнь1х
систем
достигается:
правильньтм
вьтбором
мощности
откачного
оборуАования;
вьтбором
рациональнь|х
уплотнений
отдельнь1х
си-
стем;
вьтбором соответствующих
материалов
для деталей
и
узлов,
работающих
в вакууме;
сокращением
величиньт
откачиваемь1х
объемов.
-[4ощность
откач}1ого
оборудования
определяется
расчетнь1м
или
экспериментальнь|м
путем. Бе
не следует
3начительно
завь|-
11]ать'
так как
в этом случае стоимость
вакуумной аппаратурьт
ре3ко
во3растет и неоправданно
увеличатся
ра3мерьт
установок.
Ёеоб_
ходимо
главное
внимание
уделять
пропускной способности
трубо-
проводов' от которой
сильно
зависит
скорость
откачки.
Ёе останавливаясь
на вь:боре и анали3е
материалов
и
уплот-
нений
для
вакуумнь|х
систем'
мох(но отметить'
что главнь1м
резер-
вом
сних{ения продол)кительности
откачки является
сокращение
объемов
вакуумнь1х систем.!!4ногда
прибегают
к
локальной
защите
3онь1
сварки
от воздействия
кислорода
и а3ота
воздуха'
применяя'
камерь1
с
так
назь1ваемь|м
местнь1м вакуумом.
Фбъем
таких
камер
невелик'
и время
откачки
их составляет
не3начительную
величину.
5онь|
сварки
в
этих
камерах
гермети3ируют
с помощью
специаль-
нь|х
уплотнений
или
3ама3ок.
Ёепрерь1вность передачи
давления
€
помощью системь1
давлен14я
нагрузку
соединяемь1м'
деталям передают
строго
в определенном
направлении.
.[|етали,
находящиеся
на
позиции сварки' не
могут перемещаться
в
направ-
лении'
перпендикулярном
к
действию
нагру3ки. ]4з этого
вь:те-
8
н.
о.
(азаков
113
кает' что
до
тех
пор'
пока
не будет
окончен
цикл
сварки
какого-
л|16о
и3делу1я
на определенной
позиции'
начать
сварку
другого
|1зделия
на
этой >л{е позиции
невозмох(но.
€ледовательно'
перио_
дичность
работьт
существующих
установок
3ависит
главным обра-
зом от
ра6отьт
системь1
давления.
Бсли свариваемь1е
|43дел|4я будут
перемещаться
относительно
источника
нагрева'
постоянно
на_
ходясь
под определенной
нагрузкой, непрерь1вность
процесса
сварки булет
обеспечена'
а
вместе с ней и
увеличена
производи_
тельность
установок.
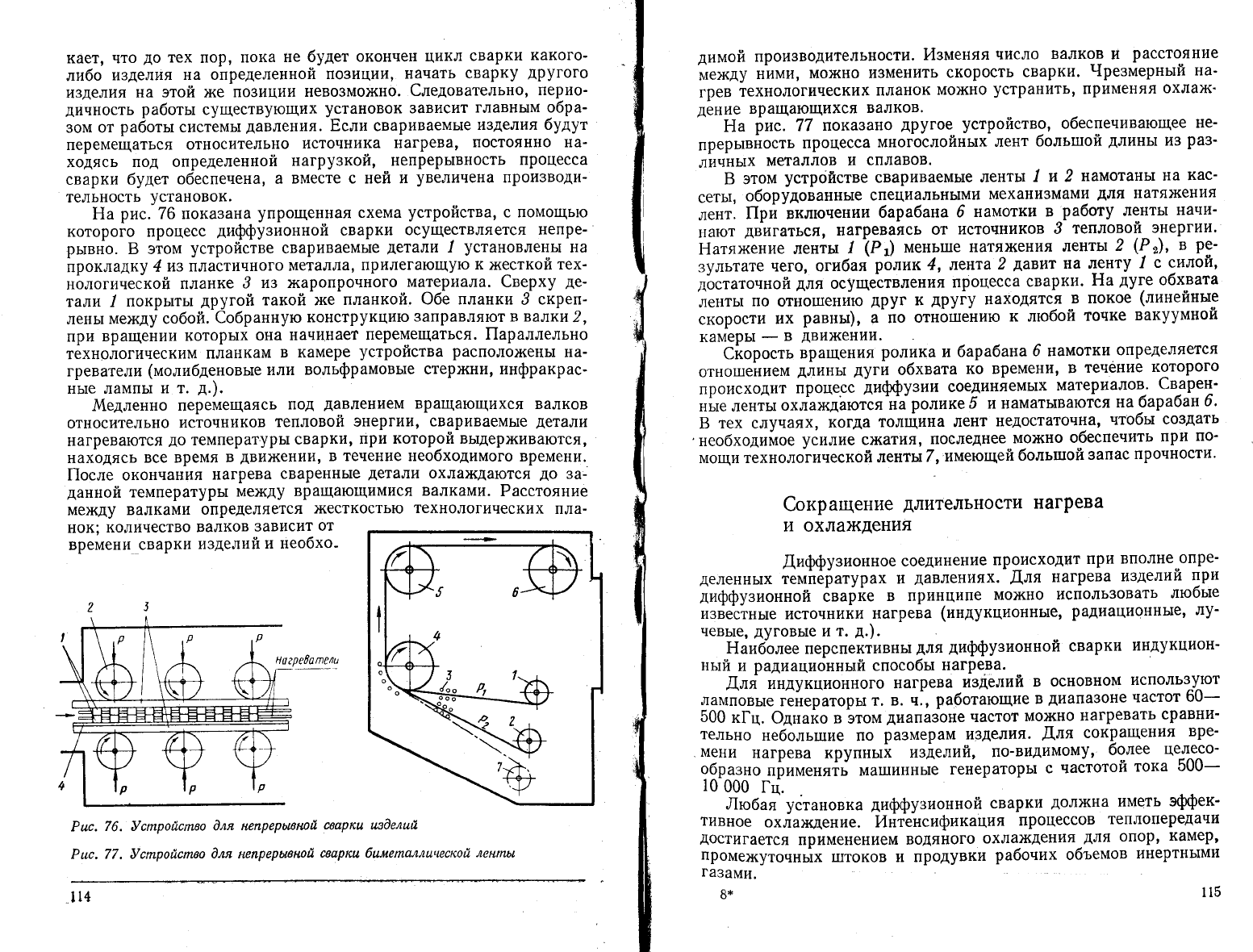
Ёа
рис.
76 показана
упрощенная
схема
устройства'
с помощью
которого процесс
диффузионной
сварки
осуществляется
непре-
рьтвно.
3 этом
устройстве
свариваемь1е
детали
.[
установлень1
на
прокладку
4
из пластутчного
металла'
прилегающую
к
х{есткой
тех_
нологической
планке
3
из х<аропрочного
материала.
€верху
де'
тали 1
покрь1ть1
другой
такой }(е
планкой.
Фбе планки
3
скреп-
лень|
ме}кду собой.
€обранную
ко!1струкцию
заправляют в валки
2,
при
вращении
которь|х
она
начинает
перемещаться.
|1араллельно
технологическим
планкам
в камере
устройства располо}кець|
на-
греватели
(молибденовьте или
вольфрамовь1е
стерх{ни, инфракрас-
нь1е лампьт
и т.
д.).
.&1едленно перемещаясь
под
давлением
вращающихся
валков
от!{осительно
источников
тепловой
энергии'
свариваемые
детали
нагреваются
до
температурь1
сварки'
при которой вьтдерх<иваются'
находясь
все время
в
двих(ении'
в течение необходимого
времени.
||осле окончания
нагрева
свареннь1е
детали
охлах(даются
до
за-
данной
температурь1
ме>{{ду
вращающимися
валками.
Расстояние
мех(ду
валками
определяется
}кесткостью
технологических
пла-
нок;
количество
валков
3ависит
от
времени-сварки
изделий
и необхо_
Рт;с.76.
Ршс.77.
!спройстпво
|стпройсгпво
но
ере0а
пело
0ля непрерьсвнюй
сваркш
цз0елссй
0ля непрерьвной
сваркш
6цмепааллццеской
ленпьс
114
8*
115
димой
прои3водительности.
йзменяя
число
валков
и
расстояние
ме)кду
ними'
мох{но
и3менить
скорость
сварки.
1{резмерньтй
на-
гревтехнологическихпланокможноустранить'применяяохла}{.
дение
вращающихся
валков.
Ёа
!ис.
77
показано
другое
устройство,
обеспечивающее
не-
прерь1вность
процесса
многослойнь1х
лент
большой
длинь|
и3
раз'
личнь1х
металлов
и
сплавов.
Б
этом
устройстве
свариваемь1е
ленть1
1 ут 2
намотань|
на
кас'
сетьт,
оборудованнь1е
специальными
механи3мами
для
натя'{ения
лент.
прй включении
6ара6ана
6
намотки
в
работу
ленть|
начи_
нают
двигаться'
нагреваясь
от
источников
3
тепловой
энергии'
Ёатя>кение
ленты
/
]Р)
мень1ше
натях(ения
ленть!
2
(Р')' в
р9-
зультате
чего' огибая'ролик
4, леята
2
давит
на ленту
-1
с силой,
достатонной
для
осуществления
процесса
сварки.
Ёа
дуге
о6хвата
ленть1
по
отно1шению
АР}г
к
другу
находятся
в покое
(линейные
скорости
их
равны),
а^йо
отн6йению
к любой
точке
вакуумной
камерьт
_
в
дви}кении.
€йорость
вращения
ролика
п
6ара6ана
6 намотки
определяется
отно1пением
длиньт
Ауги
обхвата
ко времени'
в
течение
которого
происходит
процесс
!ифузии
соединйемь:х
материалов-'
(в-арен'
нь1е ленты
охла>кдаются
н7
ролике
5 и наматывают1я
на 6ара6ан
6.
Б
тех случаях'
когда
толщина
лент
недостаточна'
чтобьт
со3дать
,необходийое
усилие
с}(атия'
последнее
мох(но
обеспечить
при
по'
мощи технологической
ле1|ты
7,
имеющей
больтцой
запас
прочности.
€окращение
длительности
нагрева
и охлах(дения
[ифузионное
соединение
происходит
при
вполне
опре_
деленнь|х
температурах
и
давлениях.-.[1ля
нагрева
и3делий
лри
диффузионной
ёварйе
в принципе
мо}кно
использовать
любьте
и3вестнь1е
источники
нагрева
(индукционнь1е'
радиационные'
лу_
чевь1е'
дуговь1е
и
т.
д.).
Ёаиболее перспективны
для
диффузионной
сварки
индукцион_
ньтй
и
радиационньтй
способы
нагрева.
Аля
индукционного
нагрева
из;!елий
в основном
использу_ют
ламповь|е
генераторь1
т.
в. п.,
работающие
в
диапа3оне
частот
60-
500
к[ц'
Фднако в 9том
диапазоне
частот
мо|{но
нагревать
сравни-
тельно
небольтшие
по
размерам
изделия.
'[,ля
сокращения
вре-
.
мени
нагрева
крупньт1
из.1елий,
по-видимому,
более
целесо'
образно
,Ё"ме*й{Ё машиннь|е
генераторь|
с частотой
тока
500-
10
000
гц.
.[|юбая
установка
диффузионной
сварки
дол)кна
иметь
ффек'
тивное
охла}кдение. 1,1нтенсификация
процессов
теплопередачи
достигается
примене}1ием
водяного
охла)кдения
для
опор'
камер'
промех<уточнь!х
:штоков и продувки
рабоних
объемов
инертнь[ми
газами.
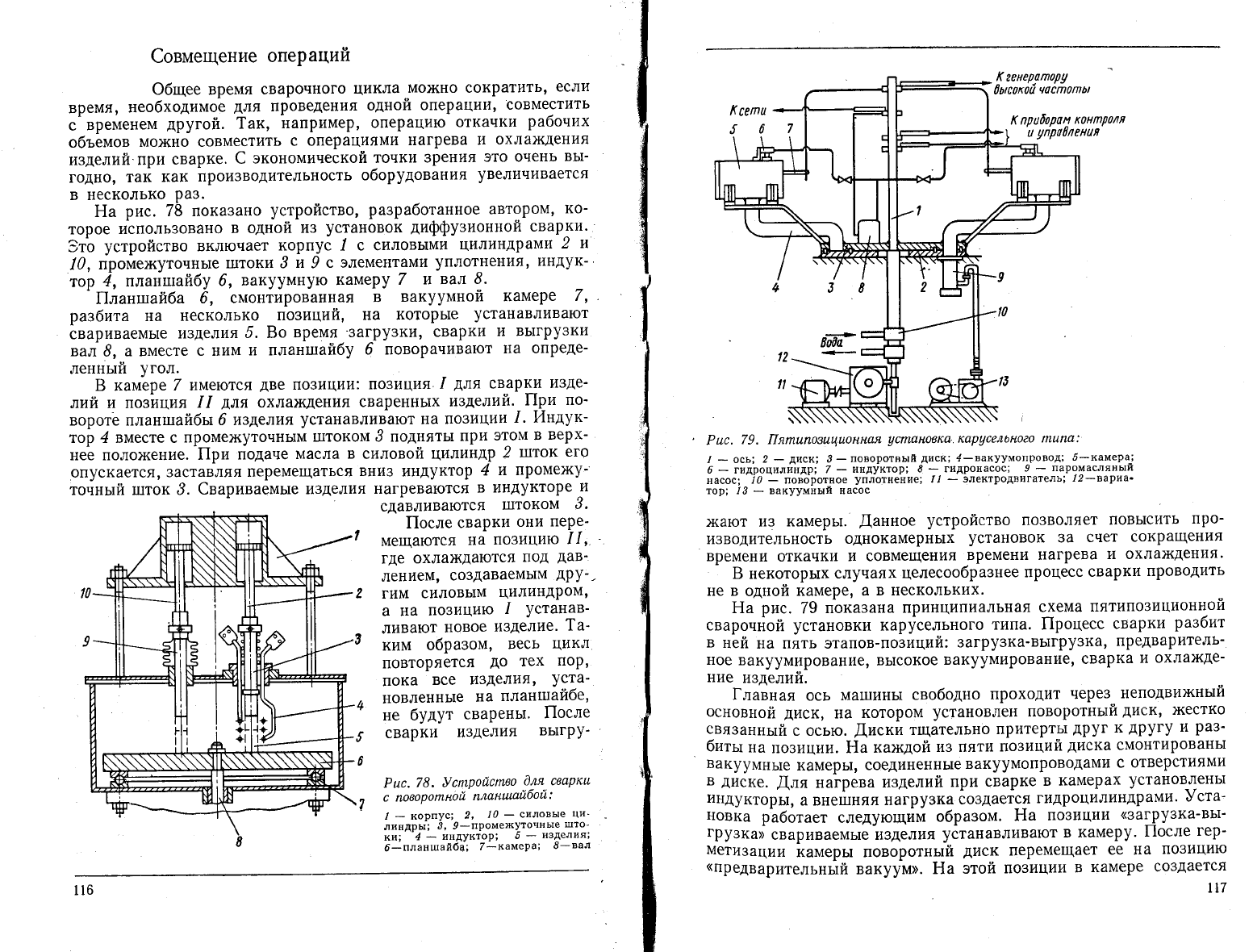
€овмещение
операший
общее время
сварочного
цикла
мох(но сократить'
если
время'
необходимое
щя
проведения
одной
операции'
совместить
с
временем
другой.
1ак,
например'
операцию
откачки
рабоних
о6ъемов
мо)кно совместить
с операциями
нагрева
и охла}кдения
изделий
при
сварке.
€ экономической
точки
зрения
это очень
вьг
годно'
так
как
прои3водительность
оборудования
увеличивается
в несколько
ра3.
Ёа
рис.
78 показано
устройство,
разработанное
автором'
ко-
торое
использовано
в одной
и3
установок
диффузионной
сварки.
3то
устройство
включает
корпус
.[
с силовьтми
цилиндрами
2 и
.10,
промех<уточнь1е
1птоки 3
и
9
с элементами
уплотнения'
индук_
тор
4, планптайбу
6,
вакуумную
камеру
7
тт вал
&.
'1лантлай6а
6, смонтированная
в
вакуумной
камере
7,
раз6ита
на
несколько
по3иций,
на которь1е
устанавливают
свариваемь1е
изделия
5. 3о
время
'загру3ки'
сварки
и вь1гру3ки
ваг
6,
а вместе
с ним
и плантшайбу
6 поворачивают
на опреде-
леннь:й
угол.
Б камере
7 имеются
две
позиции:
позиция '
|
для
сварци
изде_
лий и позйция
!
|
для
охлах(дения
сваренньтх
изделий.
|!ри
по_
воротё плантпайбь:
6 изделия
устанавлива1от
на
по3иции
|. Андук-
тор 4 вместе с
проме}куточнь1м
1птоком 3 поднять:
при
этом
в
верх-
неё поло>кение.
-||ри
подаче
масла
в
силовой
цилиндр
2
тпток
его
опускается'
3аставляя
перемещаться
вни3
индуктор
4
и проме>ку'
точньтй тпток 3.
€вариваемьте
изделия
нагреваются
в
индукторе
^и
сдавливаются
1птоком
3,
||осле
сварки
они
пере_
мещаются
на
позицию
/-[,
где
охлах(даются
|!Ф.т|
.(3Б:
лением'
со3даваемь!м
дру--
гим
силовь1м
цилиндром'
а на
позицию
1
устанав-
ливают
новое
изделие.
]а'
ким
образом,
весь
цикл
повторяется
до
тех
пор'
пока
все
и3дел|1я,
уста_
новленнь1е
на
плангшайбе,
не будут
сварень1.
||осле
сварки
и3делия
вь1гру'
Рцс.78.
!сларойсгпво
0ля сваркш
с поворогпной
планшайбой
:
1
_
корпус;
2'
,[0
_
силовые
ци_
линдры;
3' 9_промежуточнь|е
што-
к\|''4
-
индуктор;
5
_
изделия;
6_планшайба;
7_камера;
8-вал
116
!(
сенерапору
0ьусокой
часп0пь|
!(
сепц
,,6
* про0орам
к0нпр0ля
ц
!!пр00ленця
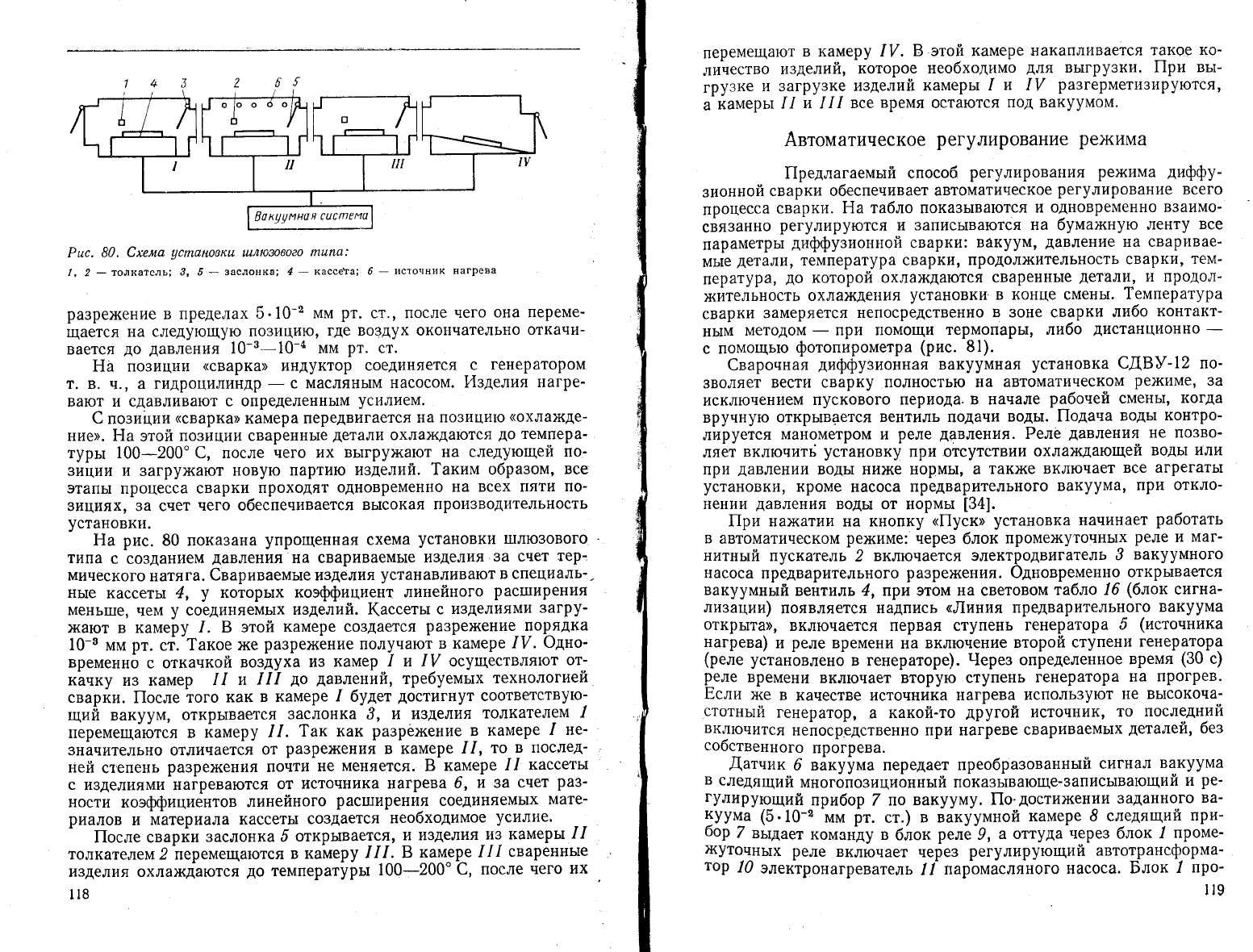
Р цс.
7
9'
[1 япшпозшцалонная
ус/пановка''
карцсельно2о
1пцпо :
.1
*
ось;
2
_
дцск'
3
_
поворотнь:й
диск;
4_вакуумопровод:
5_камера;
6
_
гидроцилиндр'
7
_
индуктор;
8
_
гидронасос'
9
_
паромасляньтп
насос''''|0
_
пой?!ротное
уплотнение;
//
*
электродвигатель;
12_варпа'
тор; ./3
_
вакуумньгй насос
жают и3
камерь1.
.[|анное
устройство
позволяет
повь1сить
про-
изводительность
однокамернь1х
установок
за
счет
сокращения
времени
откачки
и совмещения
времени
нагрева
и охла}кдения.
Б некоторых
случаях
шелесообра3нее
процесс
сварки
проводить
не в
одной
камере' а
в !!ескольких.
Ёа
рис.
79
показана
принципиальная
схема
пятипо3и11ионной
сваронйой
установки
карусельного
типа. ||роцесс
сварки
разбит
в
ней
на пять этапов-по3иций:
загру3ка-вь1гру3ка'
предваритель-
ное
вакуумирование'
вь1сокое
вакуумирование'
сварка
и
охла}кде-
ние
изделий.
[лавная
ось
ма1|]инь:
свободно
проходит
чере3
неподви)кныи
основной
диск'
на
котором
установле!1
поворотньтй
диск'
}кестко
связанньтй
с осью.
[иски
тщательно
притерть1
друг
к
другу
и
ра3_
битьт
на
по3иции. Ёа
ках<дой
из'{1ят||
позиций
диска
смонтировань|
вакуумнь1е
камерь|'
соединеннь1е
вакуумопроводами
с
отверстиями
в
диске.
!,ля
нагрева
изделий
при
сварке
в камерах
установлень1
индукторь1,
а внейняя
нагру3ка
создается
гидроцилиндрами.
}ста_
новка
работает
следующим
образом.
Ёа
позиции
(3ащу3ка-вь1_
грузка>
свариваемь|е и3делия
устанавливают
в камеру.
|!осле
гер_
мети3ации
камерь1 поворотньтй
диск
перемещает
ее на
позицию
(предварительньтй
вакуум).
Ёа
этой
позиции
в
камере
создается
\\7
0акццмная
сцс/пеР1а
Рцс. 80.
€хема
усптановк!!
шлю3ово2о
пцпа:
1,
2
_
толкатель'
3, 5
*
заслонка;
4
-
кассета; 6
-
источвик
нагрева
ра3рех{ение
в
пределах
5.10_2
мм
рт.
ст'' после
чего
она переме-
щается
на следующую
по3ицию'
где
во3дух окончательно
откачи-
вается
до давления
10-3-10_{
мм
рт.
ст.
Ёа
позиции
(сварка)
индуктор
соединяется
с генератором
т. в.
ч.'
а гидроцилинАР
-
с
маслянь1м
насосом.
||зАелия
нагре-
вают и сдавливают
с определеннь1м
ус|{.пием.
€
пози!{ии
(сварка>
камера передвигается
на
позицию
(охла}кде_
ние>.
Ёа этой
по3иции свареннь!е
детали
охла)кдаются
до
темпера-
турьт 100*200" с, после
чего их
вьтгрух(ают
на следующей
по'
зиции и
3агрух(ают
новую
партию
изделий.
1аким образом,
все
этапь1
процесса
сварки
проходят
одновременно
на
всех пяти
по-
3ициях' 3а счет
чего обеспечивается
вь|сокая
прои3водительность
установки'
Ёа
рис.
80 показана
упрощенная
схема
установки
1шлю3ового
типа
с
созданием
давления
на свариваемь1е
изделия'3а
€9€?
1,€!:
мического
н атя
га. €ва
р
и ваемьт е у\3де л|4я
устан
авлив
ают
в специ
аль'
-
ньте
кассетьт
4,
у
которь1х коэфициент
линейного
рас1ширения
мень1пе'
чем
у
соединяемь1х
изделий. 1(ассеть:
с
и3делиями
загру-
)кают
в
камеру
/. Б этой
камере со3дается
разре'(ение--порядка
10-3
мм
рт.
с6.-1акое
}ке
разре'(ение
получают
в камере
17.
Фдно'
временно
с откачкой
воздуха
и3
камер
! и || осуществляют
от-
канку из камер
[!
и ||!
до
давлений,
требуемых
технологией
сварки. |1осле
того
как
в камере
/
будет
достигнут
соответствую-
щий
вакуум'
открьтвается
зас'онка 3'
и \4здел||я
толкателем
,1
перемещаются
в камеру
||.
1ак как
ра3рех(ение-в
камере
1 не'
значительно отличается
от
ра3ре'{ения
в камере
||,
то
в послед_
ней
сз'епень
ра3ре}кения
почти
не
меняется.
3
камере
.[.[
кассетьт
с изделиями
нагреваются
от источника
нагрева
6,
т'т за
счет
раз_
ности
коэффишиентов
линейного
рас1ширения
соединяемь1х
мате-
риалов
и
материала
кассеты
со3дается
необходимое
усилие.
'
|]осле сварйи
3аслонка 5
открьтвается'
и изделия-и3
камеры
1.[
толкателем 2 перемещаются
в кайеру
| ! |. в
ц1ц^ер^е
/11
сваренньте
изделия охла)кдаются
до
температурь1
100-200'€,
после
чего
их
118
перемещают
в камеру [у.
в этой камере
накапливается
такое ко_
личество
изАел14|1'
которое
необходимо
для
вь1грузки. ||ри
вьт-
грузке
и
3агру3ке
изделий
камерьт
/
и
/7
разгерметизируются'
а
камерь1
!]
и
![!
все
время
остаются
подвакуумом.
Автоматическое
регулирование
рех{има
||редлагаемьтй
способ
регулирования
рех(има
диффу-
зионной
сварки обеспечивает
автоматическое
регулирование
всего
процесса
сварки.
Ёа табло показь|ваются
и одновременно
в3аимо-
связанно
регулируются
|1 3апись1ваются
на
бума>кную
ленту
все
параметрь1
дифузионной
сварки:
вакуум'
давление
на свар[1вае_
мь1е
детали'
температура
сварки'
продолх(ительность
сварки'
тем_
пература'
до
которой
охла)|{даются
свареннь|е
детали'
и продол-
х{ительность
охла)кде}{ия
установки
в конце сменьт.
1емпература
сварки
3амеряется
непосредственно
в
3оне сварки
либо
контакт-
нь1м
методом
-
при помощи
термопарь1, лп6о
дистанционно
-
с помощью
фотопирометра
(рис.
81).
€варояная
дифузионная
вакуумная
установка
€АБ}-|2 по'
3воляет
вести сварку полностью
на
автоматическом
ре)киме'
3а
исключением
пускового периода.
в начале
рабоней
смень1'
когда
вручную
открь1вается
вентиль
подачи
водьт. |1одача
водь1
контро_
лируется
манометром
и
реле
давления.
Реле
давления
не по3во_
ляет
включитБ
установку
при
.отсутствии
охлах{дающей
водь: или
при
давлении
водь1
ни}ке нормь|'
а
такх(е включает
все агрегатьт
установки'
кроме
насоса
предварительного
вакуума'
при
откло-
нении
давления
водь1 от
нормьт
[34].
|1ри нах<ат\4|1 |\а кнопку
<|!уск>
установка
начинает
работать
в
автоматическом
рех(име:
нерез блок
промех{у'точных
реле
и
маг-
нитньтй
пускатель
2
включается электродвигатель
3
вакуумного
насоса
предварительного
ра3рех(ения.
Фдновременно
открь1вается
вакуумньтй
вентиль 4, при этом на световом
та6ло 16
(6лок
сигна-
лизации)
появляется
надпись
<,[!иния
предварительного
вакуума
открыта)'
включается первая ступень
генератора
5
(истонника
нагрева)
и
реле
времени
на
включение
второй
ступени
генератора
(реле
установлено
в
генераторе). 9ерез
определенное
время
(30
с)
реле
времени
включает вторую
ступень
генератора
на
прогрев.
Рсли
х<е
в
качестве источника
нагрева
используют
не
вь1сокоча_
стотньтй
генератор'
а какой_то
другой
источник'
то
последний
включится
непосрёдственно
при нагреве
свариваемь:х
деталей'
без
собственного
поогоева.
!,атник о вЁкуума передает
преобразованнь:й
сигнал
вакуума
в
следящий
многопо3иционньтй пока3ь1вающе-3апись1вающий
и
ре'
гулирующий
прибор 7 по
вакууму.
|1о.достих(ении
3аданного
ва_
1}ума
(5.:0-д
мм
рт.
ст.)
в вакуумной
камере 8 следящий
при-
бор
7
вьтдает
комзнду
в
блок
реле
9,
а оттуда
нерез блок
/
проме-
х{уточ_ньтх
реле
включает
через
регулирующий
автотрансформа'
тор
10
электронагреватель
.[/
паромасляного
насоса.
Блок
/
про_
119