Коршак А.А. Шаммазов А.М. Основы нефтегазового дела
Подождите немного. Документ загружается.

Транспортировку отдельных труб и секций из нескольких труб, сваренных на трубосварочной базе, осуществляют на специаль-нооборудованных
машинах - трубовозах или плетевозах, изготавливаемых на базе автомобилей марок «Урал», ЗИЛ, КрАЗ, МАЗ или тракторов типа К700, К701. В

последние годы при строительстве магистральных трубопроводов для перевозки материалов, оборудования и конструкций широко используют вертолеты.
Земляные работы
Объем земляных работ на линейной части зависит от схемы прокладки трубопровода и профиля траншеи.
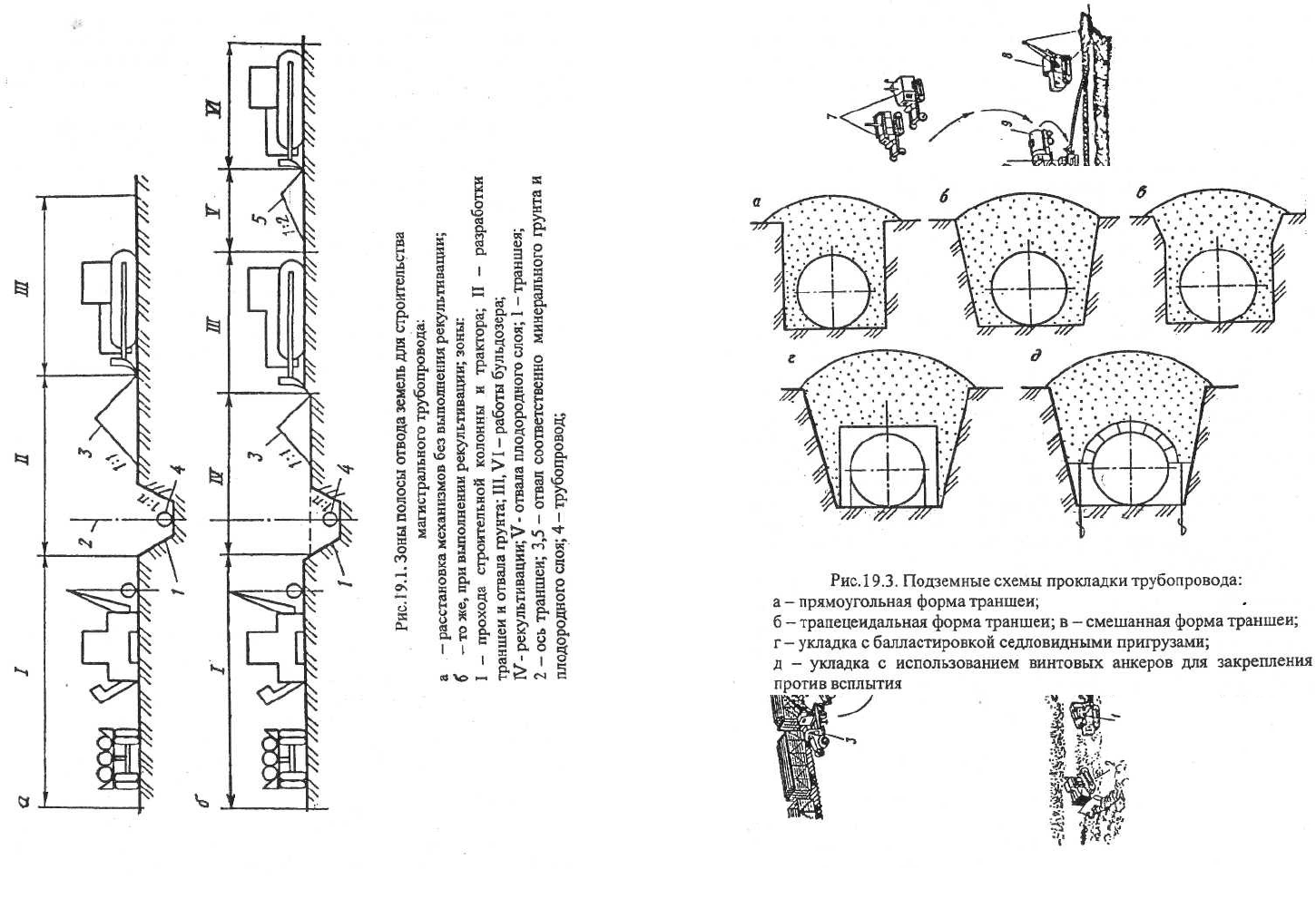
В настоящее время применяют следующие схемы прокладки магистральных трубопроводов: подземная, полуподземная, наземная и надземная.
Выбор схемы прокладки определяется условиями строительства и окончательно принимается на основании технико-экономического сравнения
различных вариантов.
Подземная схема (рис. 19.3) предусматривает укладку трубопровода в грунт на глубину превышающую диаметр труб. При подземной прокладке
не загромождается территория и после окончания строительства используются пахотные земли, отсутствует влияние атмосферных условий на изоляционное
покрытие и свойства перекачиваемого продукта. Однако на участках с вечномерзлыми, скальными и болотистыми грунтами данная схема прокладки является
не экономичной из-за высокой стоимости земляных работ. Кроме того, на участках с высоким уровнем грунтовых вод требуются дополнительные затраты
на балластировку трубопроводов.
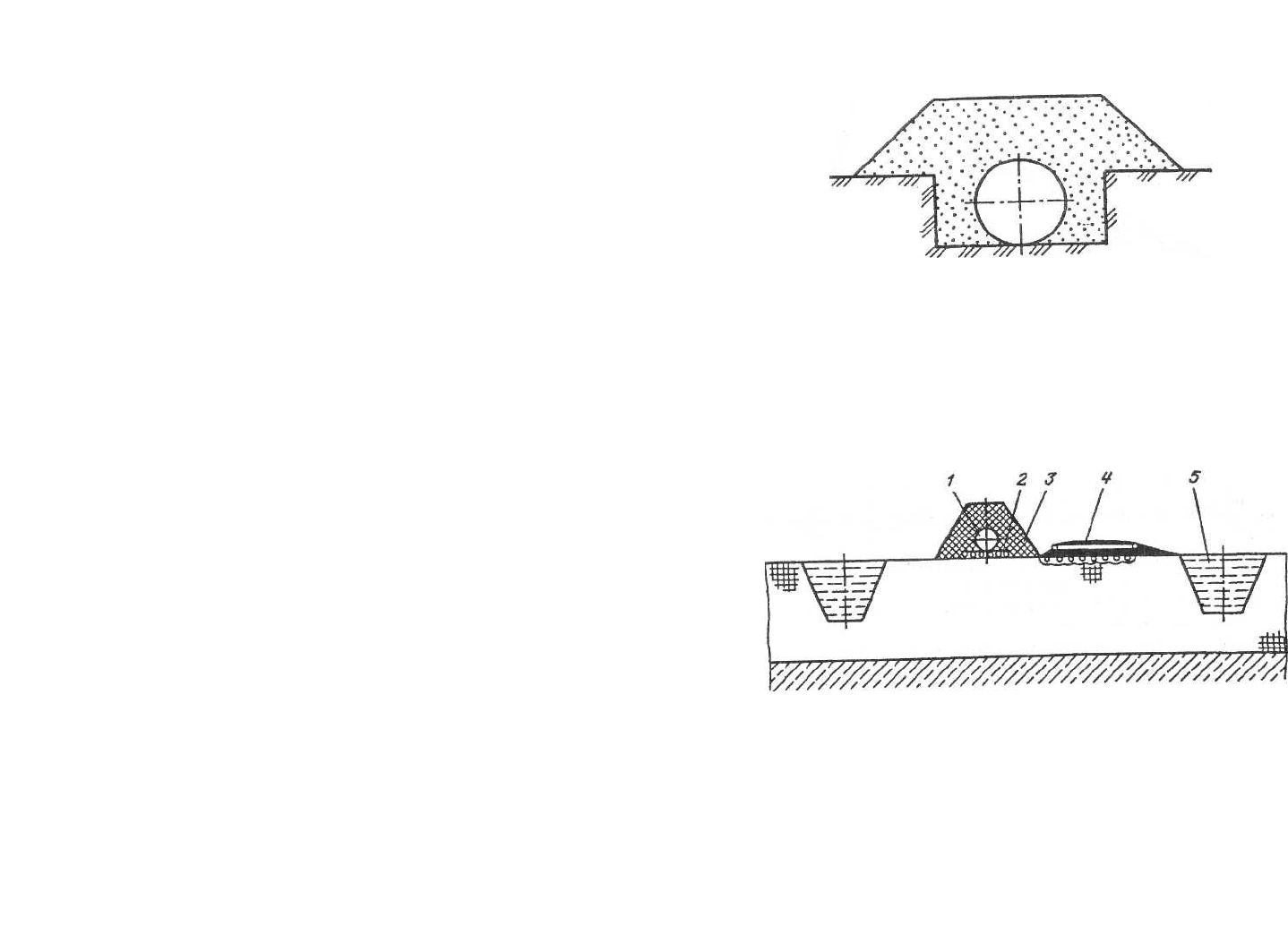
Полуподземная схема прокладки (рис. 19.4) применяется при пересечении трубопроводом заболоченных или солончаковых участков, при
наличии подстилающих скальных пород. Трубопровод укладывается в грунт на глубину менее диаметра с последующим обвалованием выступающей
части.
Наземная схема прокладки (рис. 19.5) в насыпи используется преимущественно в сильно обводненных и заболоченных районах. Ее недостатками
являются слабая устойчивость грунта насыпи и необходимость устройства большого числа водопропускных сооружений.
Надземная прокладка трубопроводов или их отдельных участков применяется в пустынных и горных районах, местах распространения
вечномерзлых грунтов (рис. 19.6), а также на переходах через естественные и искусственные препятствия (рис. 19.7). При надземной прокладке объем
земляных работ сводится к минимуму, не провоцируется начало растепления вечномерзлых грунтов,
470

471

отпадает необходимость в устройстве защиты от почвенной коррозии
и блуждающих токов. Однако надземная прокладка имеет недостат-
ки: загромождается территория, требуются дополнительные затраты
на устройство опор, удерживающих трубопровод, специальных про-
ходов для миграции животных и проездов для техники и т.д.
Наиболее распространенной (98 % от общей
протяженности) является подземная прокладка трубопроводов. В
этом случае к земляным работам относят рытье траншеи и
обратную засыпку уложенного в траншею трубопровода.
Выбор метода разработки грунтов зависит от их прочности.
Мягкие грунты разрабатывают послойным срезанием с помощью эк-
скаваторов, бульдозеров или скреперов, скальные - взрывным
способом, мерзлые - с применением предварительного рыхления.
Экскаватор - это землеройная машина с рабочим органом
в виде одного или нескольких ковшей, снабженных режущими
кромками в виде ножа или отдельных зубьев. При углублении в
грунт и движении ковша происходит сначала его заполнение
срезаемым грунтом, а затем удаление грунта в отвал, после чего цикл
повторяется.
Для рытья траншей при сооружении магистральных трубо-
проводов применяют одноковшовые и многоковшовые (роторные)
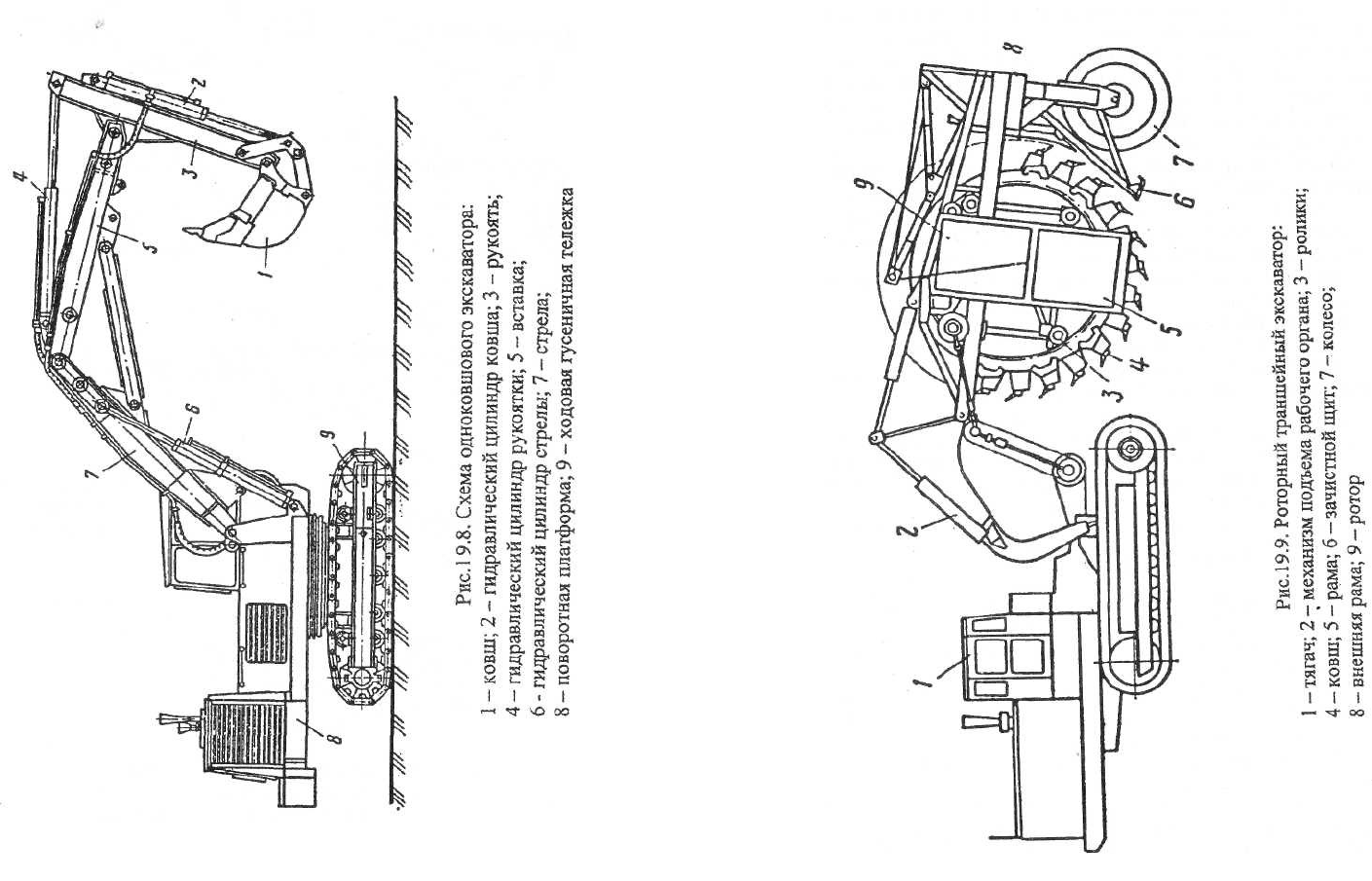
экскаваторы. Одноковшовые (с обратной лопатой) экскаваторы (рис.
19.8) применяют в основном при ведении земляных работ в
особых случаях: в условиях болот, в местах установки запорной
арматуры, на переходах магистральных трубопроводов через
естественные и искусственные препятствия и т.д. Однако
одноковшовые экскаваторы относятся к машинам циклического
действия, у которых рабочий цикл (разработка грунта) чередуется с
холостым циклом (выгрузка ковша), поэтому их производительность
невысока.
Наибольшее применение при рытье траншей в необводнен-
ных грунтах получили высокопроизводительные многоковшовые
(роторные) экскаваторы (рис. 19.9). Основным рабочим органом
многоковшового экскаватора служит ротор с 14...24 ковшами
малой вместимости (0,12...0,25 м
3
). Ротор закрепляют на раме в
задней части гусеничного трактора. Для приема грунта из ковшей и
удаления его в отвал за бровку траншеи служит ленточный
транспортер. При рытье траншеи ротор, вращающийся от двигателя
через передаточный механизм, сначала погружают в грунт на
проектную глубину, а затем машинист включает передний ход
экскаватора.
Областью преимущественного применения многоковшовых
(роторных) экскаваторов является рытье траншей в относительно
сухих грунтах на прямолинейных участках сравнительно большой
протяженности.
В условиях болот сооружение траншей может производить-
ся одним из следующих способов: 1) обычным одноковшовым
Рис. 19.4. Полуподземная схема прокладки
трубопровода
Рис.19.5. Наземная схема укладки: 1 -
трубопровод; 2 - хворостяная подготовка; 3 -
насыпь (обвалование); 4 - лежневая дорога; 5 -
противопожарная канава-резерв
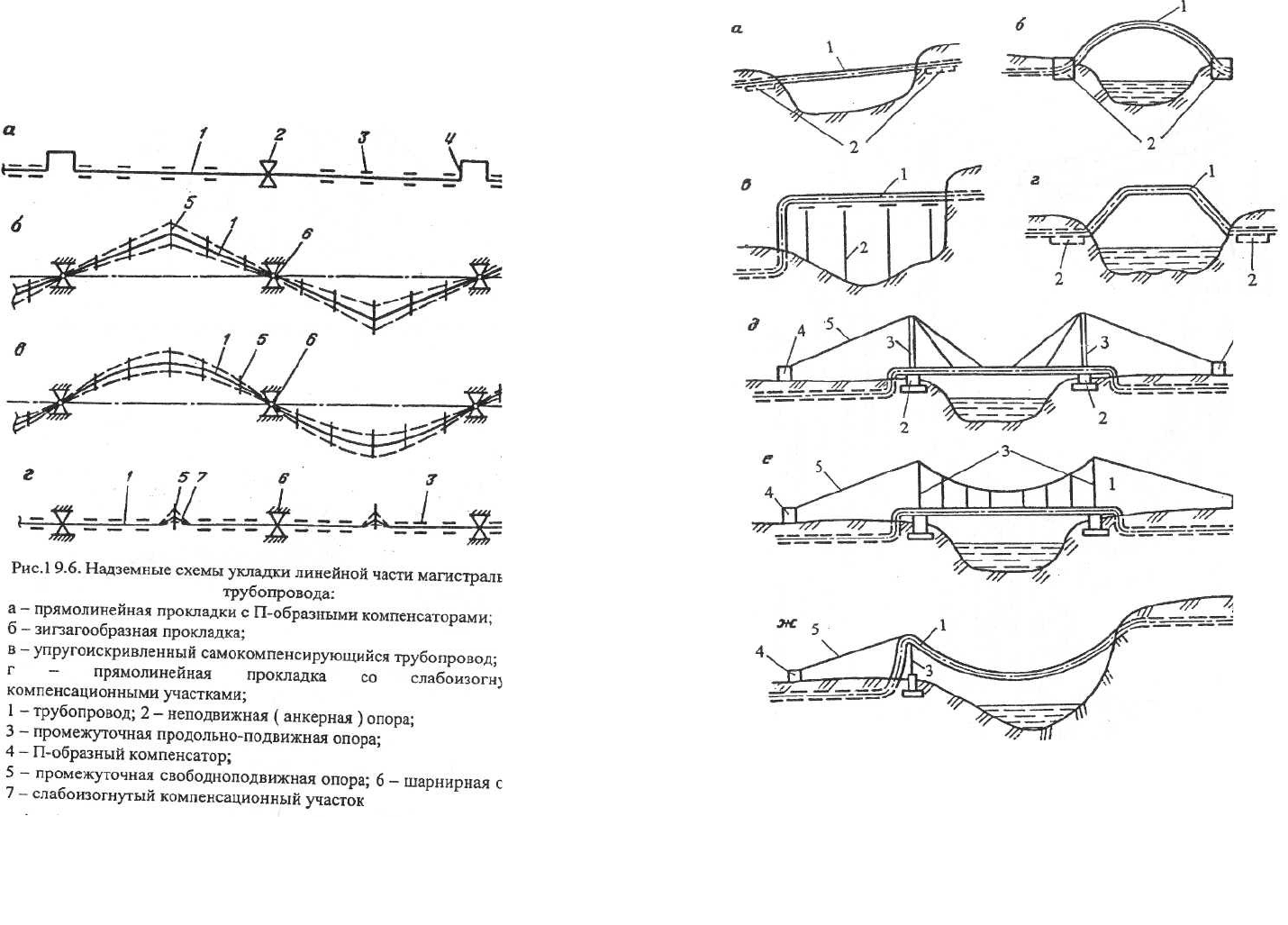
Рис. 19.7. Надземные схемы переходов через естественные
и
искусственные препятствия:
а - однопролетный балочный переход; б - арочный переход;
в - многопролетный балочный переход с компенсатором; г -
трапецеидальный переход; д - вантовый переход; е -
висячий переход;
ж - переход в виде самонесущей провисающей нити; 1 -
трубопровод; 2 - опора; 3 - пилон; 4 - якорь; 5 - несущий трос

474 475
7
477

экскаватором со щитов, понтонов, салазок; 2) экскаватором в
болотном исполнении; 3) подрывом удлиненных зарядов.
Разработку траншей в скальных грунтах ведут буровзрывным
методом. Сначала бурят небольшие скважины - шпуры, в которые
закладывают заряды взрывчатого вещества. При одновременном
подрыве зарядов скальная порода разрушается и затем удаляется в
отвал одноковшовыми экскаваторами. Чтобы впоследствии не
повредить изоляцию трубопровода на дне траншей в скальных
грунтах устраивают постель из мягкого грунта (например, песка).
При рытье траншей в зимнее время или в условиях вечной
мерзлоты используют различные методы: предварительное оттаива-
ние мерзлых грунтов, резка мерзлых грунтов баровыми машинами,
предварительное рыхление мерзлых грунтов взрывом. Однако наи-
более часто применяют предварительное рыхление мерзлых грунтов
с помощью специальных машин-рыхлителей. Рыхлитель - это
мощный гусеничный трактор, оснащенный зубьями из прочной
стали. С их помощью мерзлый грунт разрыхляют на глубину
0,3...0,5 м, а затем удаляют его в отвал экскаватором.
В условиях пустынь для рытья траншей используют мощные
бульдозеры с отвалами, выполненными в форме полуковшей-полу-
совков.
После того как сваренный и заизолированный трубопровод
уложен в траншею ее засыпают. Для этого используют бульдозеры,
роторные траншеезасыпатели, одноковшовые экскаваторы или драг-
лайн, которые перемещают грунт из отвала.
Сварочно-монтажные работы
Сварочно-монтажные работы выполняют для соединения от-
дельных труб в непрерывную нитку магистрального трубопровода.
При производстве сварочно-монтажных работ приняты две основные
схемы их организации:
1) сварка отдельных труб длиной 6 и 12 м на
трубосварочной
базе в трубные секции длиной 24 или 36 м с последующей их
достав
кой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и
сваривают.
При строительстве магистральных трубопроводов применя-
ют, в основном, электродуговую сварку. В этом случае к трубе и к
электроду подведены разноименные электрические заряды. При при-
ближении электрода к трубе на определенное расстояние возникает
непрерывный электрический разряд, называемый дугой. От тепла
электрической дуги металл свариваемых деталей и электрода плавит-
ся. При этом металл электрода формирует сварочный шов, упрочня-
ющий место сварки.
В полевых условиях сварку труб магистральных трубопрово-
дов производят с использованием сварочных генераторов -
источников постоянного тока. Сварочные генераторы работают от
дизельных или карбюраторных двигателей внутреннего сгорания. Для
удобства перемещения вдоль трассы строящегося трубопровода сва-
рочный генератор устанавливают на тележку с автомобильными
колесами. Широко используют также самоходные сварочные агрега-
ты, представляющие собой сварочный генератор, установленный на
гусеничном тракторе; при этом приводом генератора является двига-
тель трактора.
Различают ручную и автоматическую электродуговую сварку.
Сварочный пост для ручной электродуговой сварки оборудуют
источником питания электрической дуги (сварочным
генератором) и двумя электрическими кабелями с прочной изоляци-
ей, на конце одного из которых находится электрододержатель
клещевого типа. Электрододержатель предназначен для крепления и
подвода тока к электроду. Второй кабель от источника сварочного тока
присоединяют к свариваемой трубе с помощью специального зажи-
ма. Рабочий-сварщик перемещает электрододержатель с
закрепленным в нем электродом вдоль линии соприкосновения труб
и формирует сварочный шов. Каждый электрод состоит из стального
стержня диаметром 3...5 мм, изготовленного из малоуглеродистой
проволоки, и специального покрытия на поверхности стержня. По-
крытие электродов предназначено для достижения сразу нескольких
целей: а) для защиты металла сварного шва от проникновения в него
из воздуха азота и кислорода, что значительно повысило бы хрупкость
шва; б) для обеспечения стабильного горения дуги; в) для легирова-
ния металла сварного шва и т.д. В связи с этим электродные покрытия
имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является воз-
можность сварки неповоротных стыков трубопровода (т.е. отсутствует
необходимость вращения труб) и менее жесткие требования к подго-
товке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сварка была разработана в
нашей стране в 30-е годы и применяется при сооружении магистраль-
ных трубопроводов с 1948 г.
При Автоматической сварке применяют не отдельные элект-
роды, а сварочную проволоку диаметром 2...4 мм, которая
подается к месту сварки из бухты. Никакого покрытия проволока не
имеет. Вместо этого к месту сварки из бункера сварочной головки
непрерывно поступает и укладывается слоем толщиной 40...50 мм
специально при-