Костюков В.Н., Науменко А.П., Бойченко С.Н., Тарасов Е.В. Основы виброакустической диагностики машинного оборудования
Подождите немного. Документ загружается.

В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
221
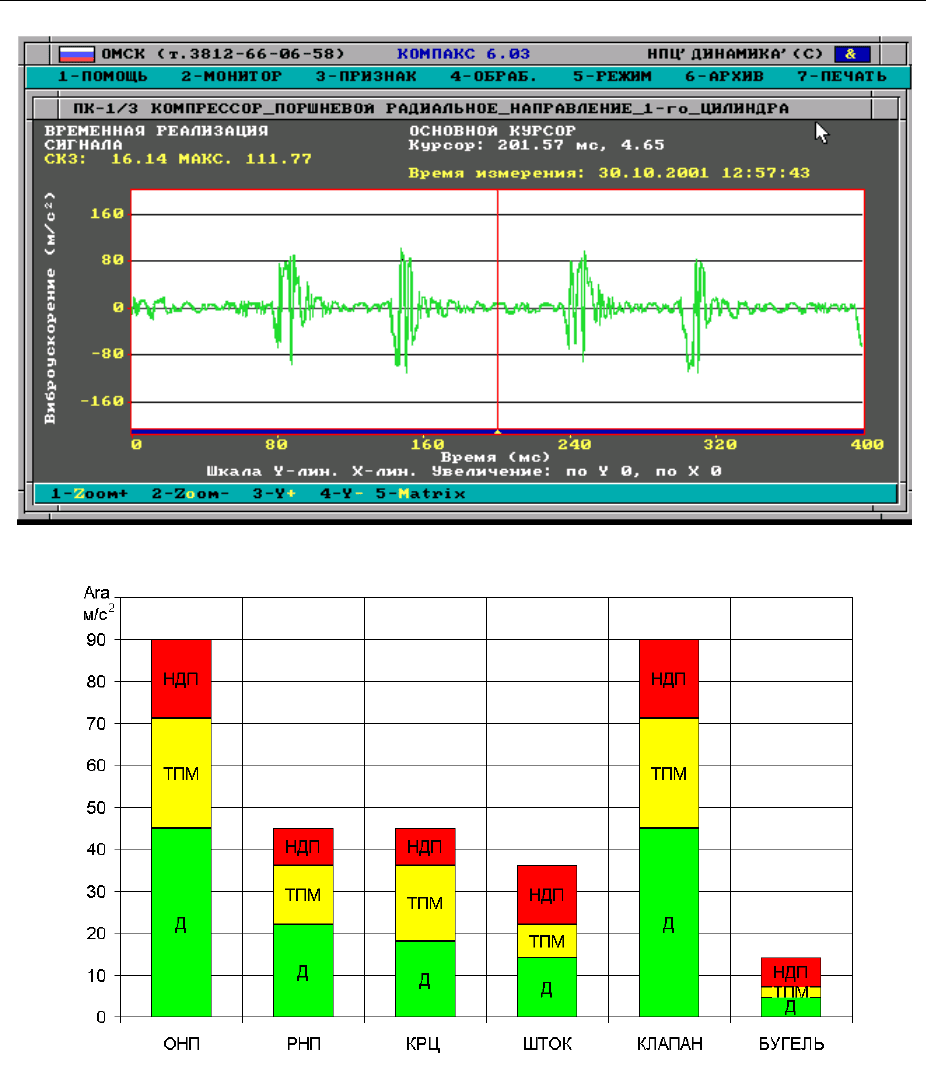
Рисунок 9-1 – Временная реализация вибросигнала
Рисунок 9-2 - Нормы общего уровня вибропараметра
в различных точках измерения
9.2.2. Временная селекция сигналов
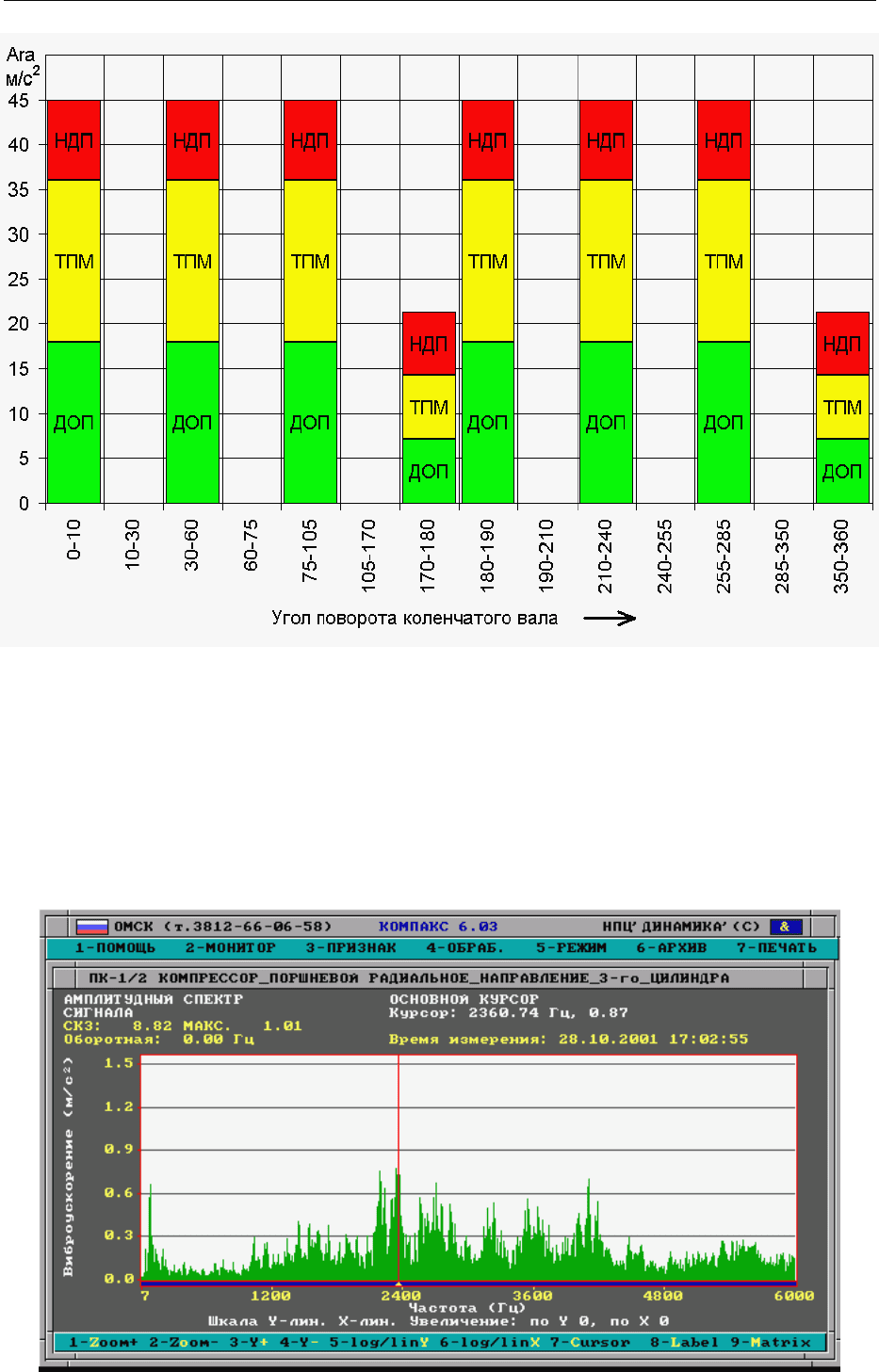
Анализ значений измеренных параметров физических величин по углу по-
ворота вала, т.е. частотно-временная селекция сигналов, позволяет увеличить точ-
ность постановки диагноза. Целесообразно разработать нормы и предельные зна-
чения физических величин, в частности, для вибропараметров (Рисунок 9-3), что
позволит надежно определять состояние машины [61, 65]. Эти нормы также долж-
ны иметь градации Д, ТПМ и НДП. Частотно-временная селекция сигналов и син-
хронная обработка существенно помогают обнаружить фундаментальные причи-
ны отказов и неисправностей.
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
222
Рисунок 9-3 - Нормы вибропараметра в зависимости от угла поворота вала
9.2.3. Спектральный анализ
Спектральный анализ сигналов (Рисунок 9-4) должен проводиться в требуе-
мой области частот, которая охватывает не только частоты вращательно и посту-
пательно движущихся масс и их гармоник, но и резонансные частоты узлов и де-
талей, а также частоты газогидроакустических сигналов. Обычно диапазон частот
вплоть до 5 кГц достаточен, однако в некоторых случаях возможно потребуется
его расширение до 8-10 кГц.
Рисунок 9-4 – Спектр вибросигнала поршневого компрессора
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
223
9.2.4. Анализ трендов
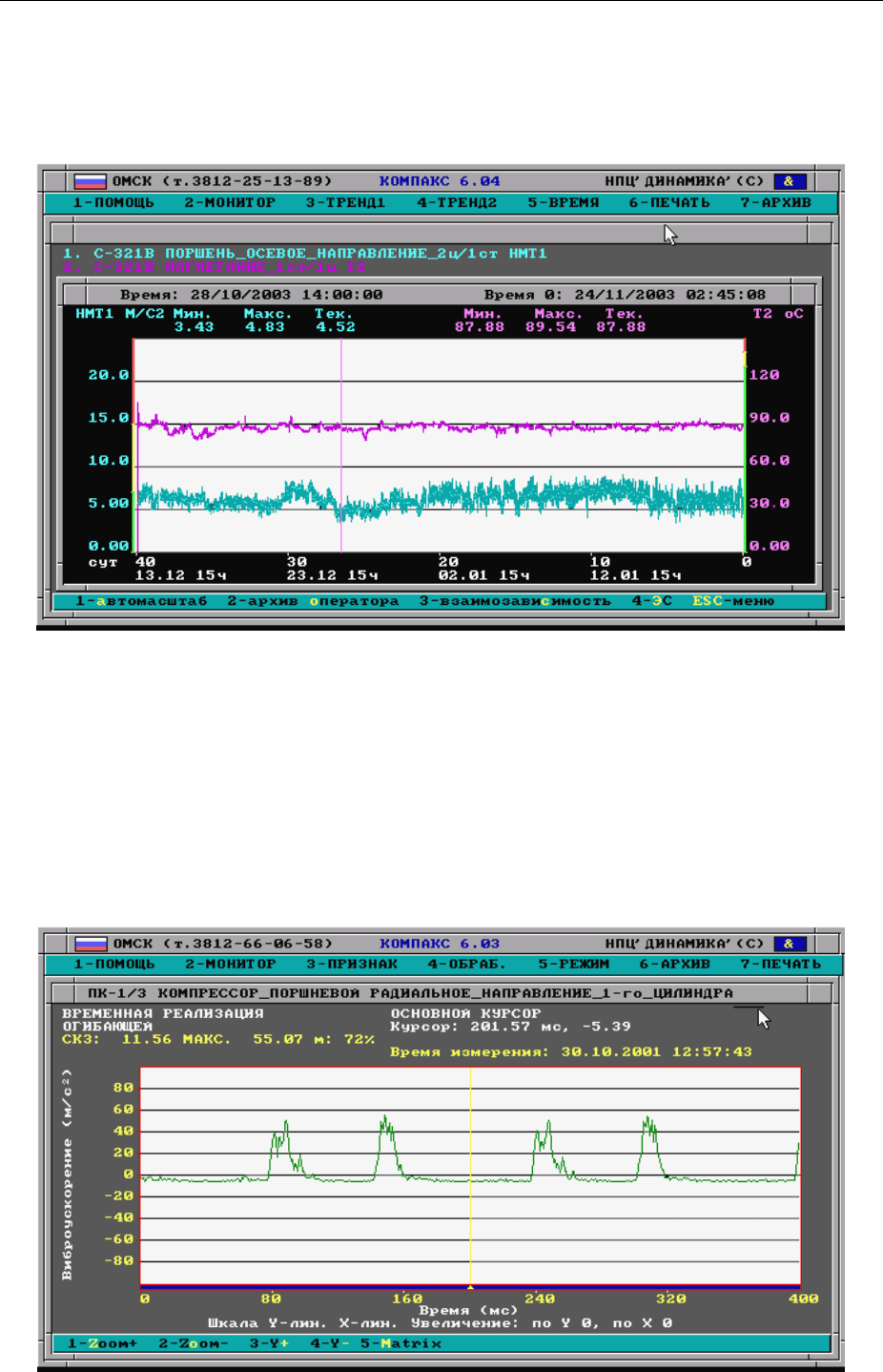
Анализ трендов (Рисунок 9-5) вибрационных и других параметров сигналов
позволяет следить за развитием неисправностей и адекватно реагировать на их со-
стояние
Рисунок 9-5 – Тренд вибропараметра и температуры газа на выходе компрессора
9.2.5. Анализ огибающей
Выделение огибающей вибросигнала с датчиков, установленных в различ-
ных точках компрессора, позволяет наглядно представлять процессы, происходя-
щие в компрессоре (Рисунок 9-6). Особенно эффективно огибающая работает при
ее синхронизации с угловым положением коленчатого вала [59, 67]. Для выделе-
ния огибающей используются специально разработанные алгоритмы, позволяю-
щие получать сигнал, несущий максимально возможную информацию о состоянии
узлов и деталей компрессора.
Рисунок 9-6 – Огибающая вибросигнала поршневого компрессора

В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
224
9.2.6. Технологические параметры
Измерение технологических параметров поршневого компрессора, напри-
мер, температуры и давления на приеме-нагнетании, позволяет надежно следить за
технологическим режимом работы поршневого компрессора, предотвращая появ-
ление неисправностей вследствие нарушения технологического режима.
9.2.7. Распознавание образов
Определение текущего состояния объекта мониторинга является главной за-
дачей теории и практики распознавания образов. В настоящее время в качестве
основы для создания базы образов, соответствующих конкретным техническим
состояниям поршневой машины, выступает практический опыт диагностирования
неисправностей поршневых машин [58, 65, 68]. Предпосылками для разработки
методов и методик диагностирования является достаточно большой опыт поста-
новки диагнозов для ротационного оборудования. Один из методов, реализующих
данных подход, - синхронная гребенчатая фильтрация во временной и частотных
областях [87]. В частности, использование спектральной матрицы позволяет прак-
тически со 100 процентной вероятностью определять дефекты и неисправности
клапанов поршневых компрессоров [60, 64].
9.2.8. Противоаварийная защита
Одним из источников быстрого разрушения поршневого компрессора может
быть заброс конденсата или жидкости в полость нагнетания, что приводит к воз-
никновению гидроударов, последствия от которых могут быть катастрофически-
ми. Обычно для предотвращения образования конденсата используют сепараторы
и измерение уровня конденсата в специальных емкостях. К датчикам уровня кон-
денсата предъявляются специфические с точки зрения рабочей среды и надежно-
сти. Анализ параметров виброакустического сигнала позволяет на ранней стадии
обнаружить заброс конденсата [49].
9.3. Выбор мест установки датчиков
Сложность вибродиагностики поршневых машин заключается в циклично-
сти работы их движущихся частей, т.к. в основном диагностирование двигателей,
центробежных агрегатов производится с помощью спектральных оценок вибро-
сигнала. В поршневых машинах вибросигнал представляет собой почти периоди-
ческий процесс и степень износа агрегата отражается на изменении уровня вибро-
сигнала при определенных значениях угла поворота коленчатого вала. Однако
распознать износу, какой детали соответствует изменение вибросигнала достаточ-
но сложно, так как зазоры в различных деталях могут вызывать изменение вели-
чины вибросигнала при одних и тех же значениях по углу поворота вала. Решени-
ем данной проблемы может быть, во-первых, "грамотный" выбор количества то-
чек расположения вибродатчиков, во-вторых, "удачное" место расположения дат-
чиков на агрегате, в-третьих, "надежный" алгоритм обработки сигналов. Критери-
ем решения этих проблем может быть только практический опыт по анализу неис-
правностей поршневых компрессоров (ПК) в момент их капитального ремонта и
сопоставление неисправностей с накопленными данными.
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
225
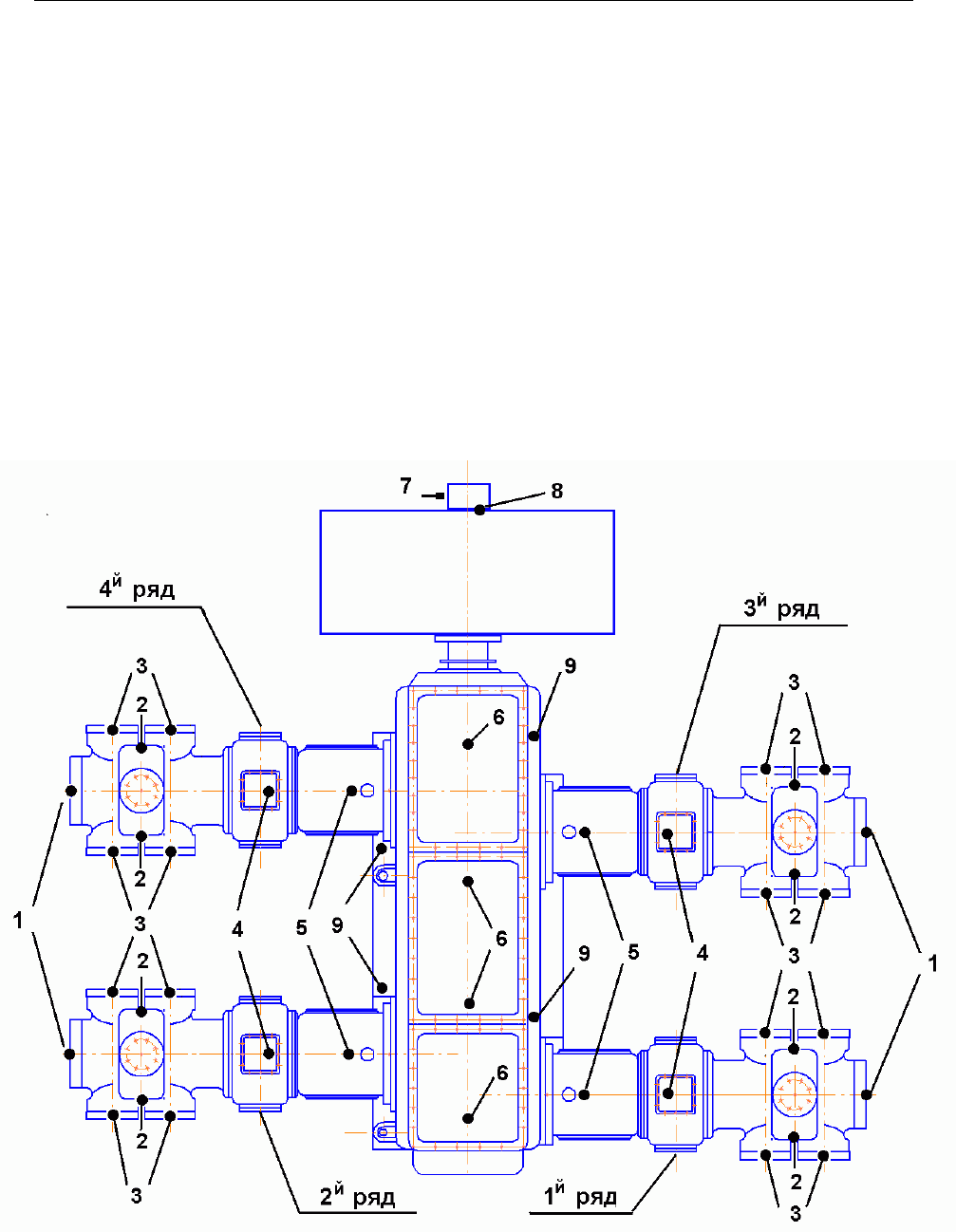
Для получения вибросигналов на ПК Worthington Compressors и 4М16М-
45/35-55 установлены вибродатчики на каждом цилиндре в следующих точках
(Рисунок 9-7):
1) на крышке цилиндров в осевом направлении;
2) на регулирующем клапане ближней к крышке полости (полости ВМТ)
нагнетания цилиндров 1
ой
ступени в радиальном направлении по отноше-
нию к оси цилиндра (штока);
3) на регулирующем клапане ближней к коленчатому валу полости (полости
НМТ) нагнетания цилиндров 1
ой
ступени в радиальном направлении по
отношению к оси цилиндра (штока);
4) над штоком поршня в вертикальном направлении;
5) над ползуном в вертикальном направлении;
6) рядом с ползуном в осевом направлении (вдоль штока);
7) на коренных подшипниках.
1 – Осевое направление поршня 5 – Вертикальное направление штока
2 – Радиальное направление поршня 6 – Осевое направление ползуна
3 – Вертикальное направление крейцкопфа 7 – Датчик оборотов
4 – Клапан
Рисунок 9-7 - Схема расположения датчиков на ПК
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
226
Временные реализации вибросигналов считывались с работающих компрес-
соров. Анализ вибросигналов производился исходя из логики работы ПК согласно
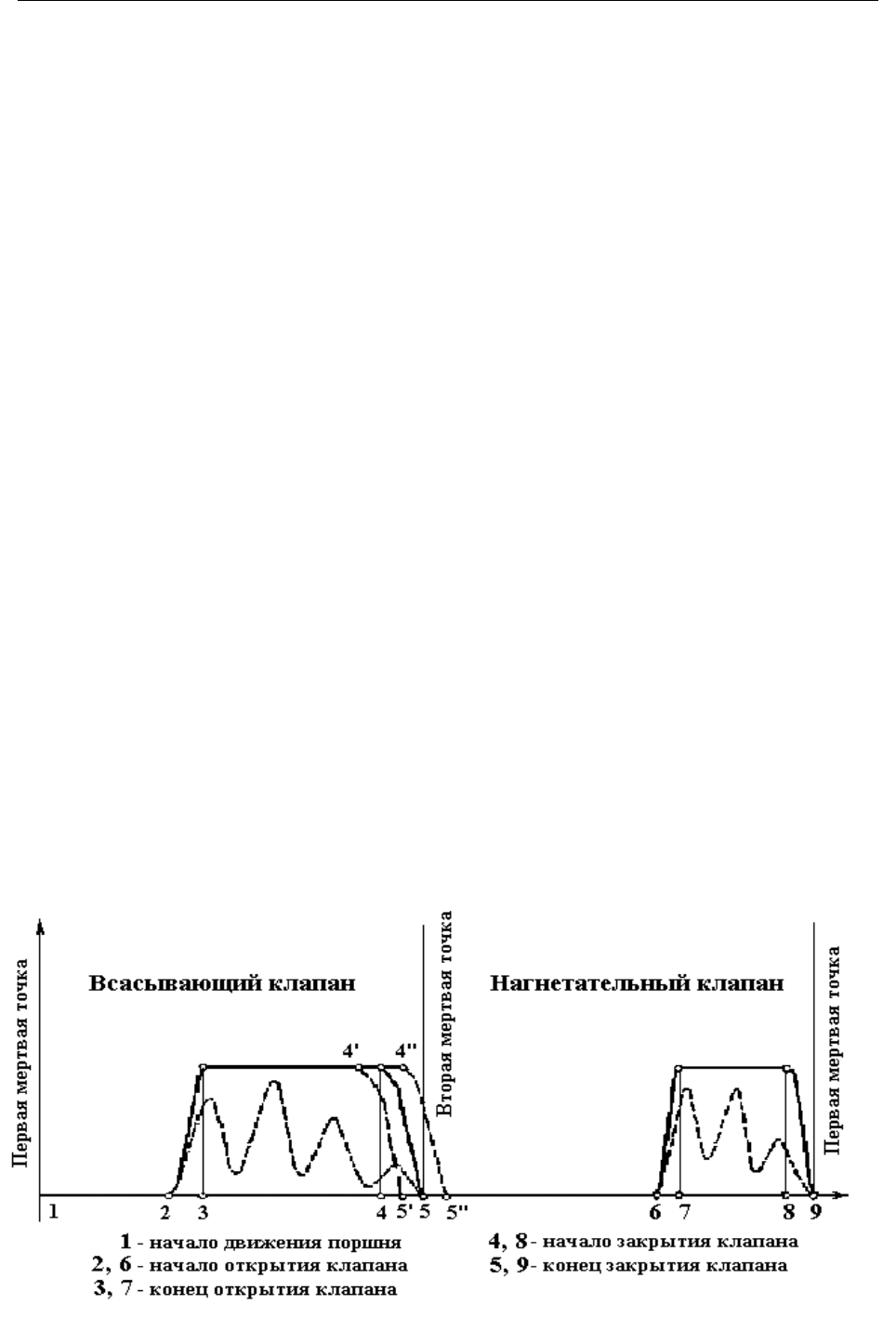
диаграммы движения закрывающих органов клапанов (Рисунок 9-8).
Для впускного клапана отрезки 1—2 и 5—9 соответствуют времени пребы-
вания закрывающего органа на седле, 2—3 - времени открытия клапана. Отрезок
3—4 соответствует времени пребывания закрывающего органа у ограничителя
подъема и 4—5 - времени закрытия клапана. Отрезок 1—9 соответствует времени
одного оборота вала компрессора.
Для нагнетательного клапана отрезок 1—6 соответствует времени пребыва-
ния закрывающего органа на седле, 6—7 - времени открытия клапана, отрезки 7—
8 - времени пребывания закрывающего органа у ограничителя подъема и 8—9 -
времени закрытия клапана.
Кривые 2—3 (у впускного клапана) и 6—7 (у нагнетательного клапана) ха-
рактеризуют перемещение закрывающих органов от седла к ограничителю. Соот-
ветственно кривые 4—5 и 8—9 - перемещение закрывающих органов от ограничи-
теля к седлу.
Площади диаграмм движения 2—3—4—5 для впускных и 6—7—8—9 для
нагнетательных клапанов можно рассматривать как диаграммы время—сечение,
определяющие среднюю скорость газа в щели клапана за период его действия.
При правильной работе клапанов закрытие их должно заканчиваться к мо-
менту прихода поршня к соответствующей мертвой точке. Принято считать пер-
вой (верхней) мертвой точкой называть точку, соответствующую моменту крайне-
го положения поршня, когда заканчивается процесс нагнетания, а второй (нижней)
мертвой точкой - момент другого крайнего положения поршня, когда заканчивает-
ся процесс всасывания.
Если закрытие впускного клапана происходит в период, когда в цилиндре
компрессора уже должен начаться процесс сжатия, т. е. точка 5 (Рисунок 9-8) ока-
жется значительно правее второй мертвой точки, то это значит, что клапан закры-
вается с запаздыванием.
Рисунок 9-8 - Диаграмма движения закрывающих органов клапана
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
227
Если закрытие нагнетательного клапана заканчивается в период, когда в ци-
линдре компрессора уже должен начаться процесс расширения, т. е. когда точка 9
(Рисунок 9-8) окажется значительно правее первой мертвой точки, то это значит,
что нагнетательный клапан закрывается с запаздыванием. И в том и в другом слу-
чае нормальный процесс работы компрессора будет нарушен.
Запаздывание закрытия клапанов при данном режиме работы компрессора
имеет место тогда, когда усилия клапанных пружин малы, а массы подвижных ор-
ганов и величины подъемов закрывающих органов велики. При большой высоте
подъема устранять запаздывание закрытия клапана чрезмерным увеличением уси-
лия пружины нецелесообразно, так как при этом клапан полностью не открывает-
ся. Закрывающий орган в течение всего времени, когда клапан должен быть от-
крыт, находится во взвешенном неустановившемся состоянии, совершая колеба-
тельные движения между седлом и ограничителем, как это показано пунктиром на
рис. 9-8.
В таком случае на диаграмме движения площадь, ограниченная штриховой
линией и осью абсцисс, сильно сокращается и уменьшается фактор время-сечение
и увеличивается средняя скорость газа в клапанах, что приводит к увеличению со-
противления клапана и снижению к. п. д. компрессора.
Последовательность работы клапанов (считая от ВМТ) ПК по углу поворота
коленчатого вала (у.п.в.), которая определяет вид сигнала с вибродатчика, приве-
дена в Таблице 9-1.
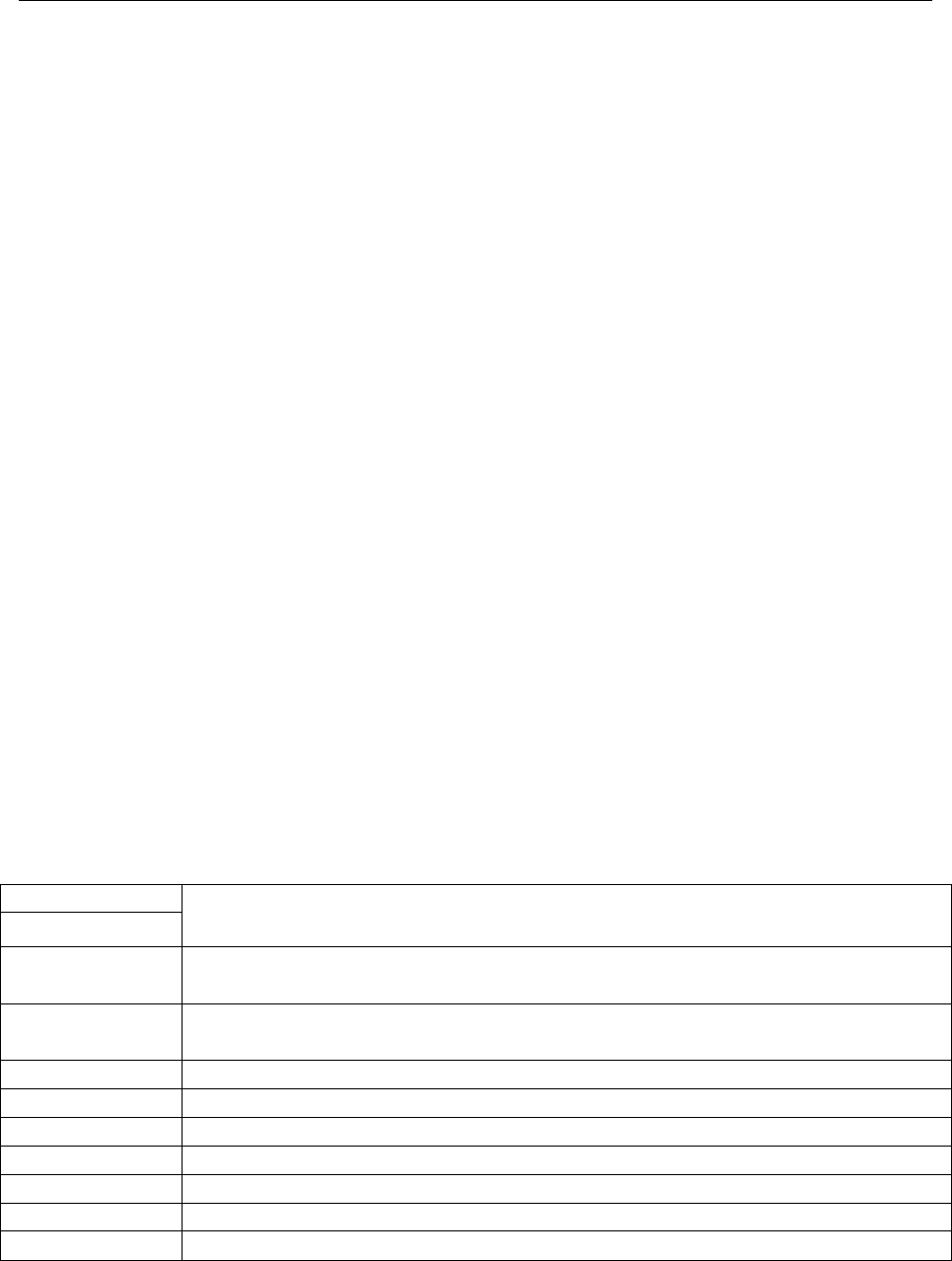
В качестве примера анализа динамики поршневого компрессора на рисунке
9-11 приведена диаграмма динамической активности кривошипно-шатунного ме-
ханизма (КШМ) и цилиндропоршневой группы поршневого компрессора с одной
полостью нагнетания.
Таблица 9-1 - Последовательность движения закрывающих органов клапанов
У.п.в.
после ВМТ
Действие
70-90°
открытие впускного клапана в ближней к крышке полости нагнета-
ния (в полости ВМТ)
80-100°
открытие нагнетательного клапана в ближней к коленчатому валу
полости нагнетания (в полости НМТ)
170-180° закрытие нагнетательного клапана в полости НМТ
170-190° закрытие впускного клапана полости ВМТ
После НМТ
70-90° открытие впускного клапана в полости НМТ
80-100° открытие нагнетательного клапана в полости ВМТ
170-180° закрытие нагнетательного клапана ВМТ
170-190° закрытие впускного клапана полости ВМТ
Вибросигнал на нормально функционирующем ПК имеет сложный характер
и структуру (Рисунок 9-10). В данном случае по временной реализации все же
возможно определить работу механизмов, в частности, клапанов. Спектр такого
сигнала, как правило, имеет несколько резонансных зон. Однако выделение оги-
бающей в определенном диапазоне частот (Рисунок 9-11) позволяет существенно
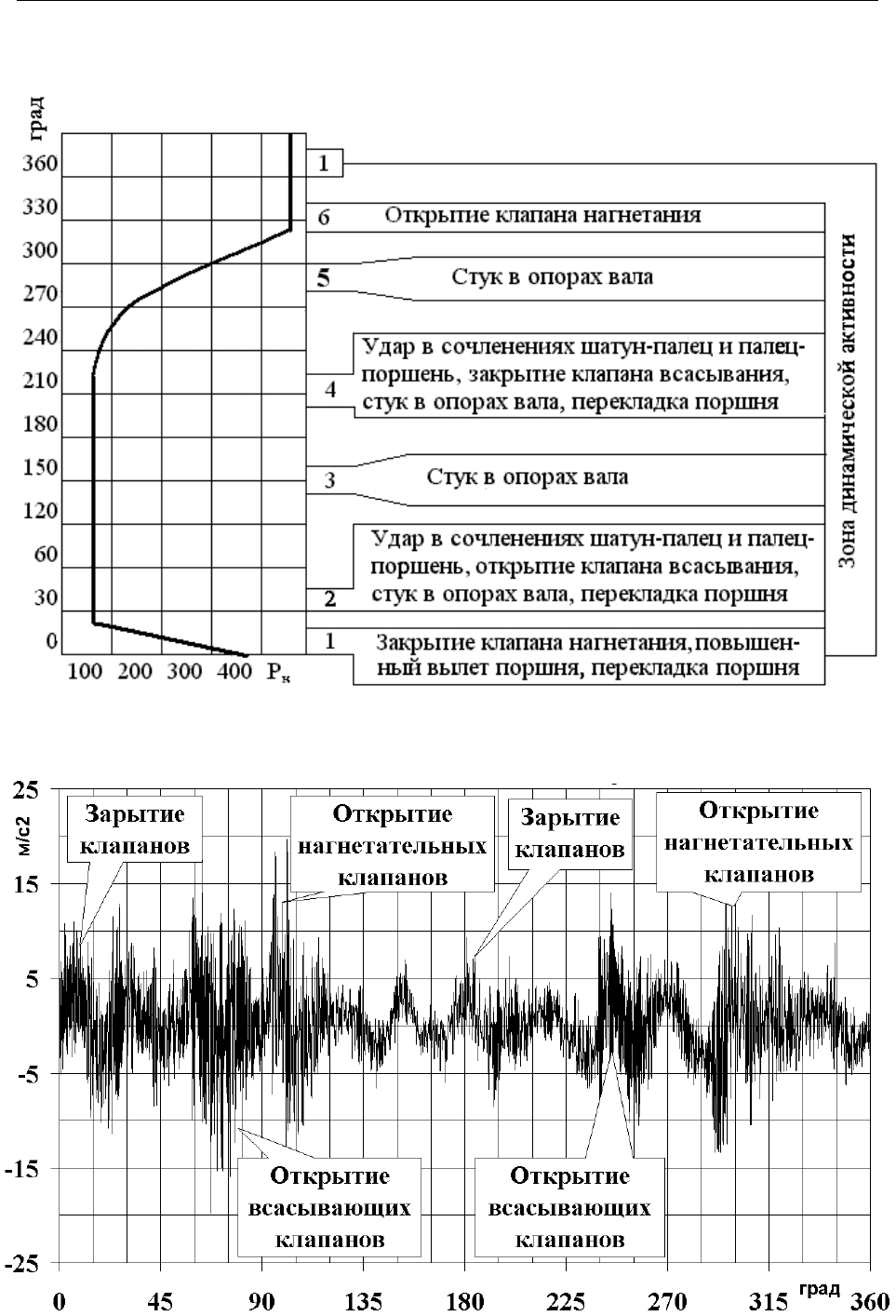
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
228
упростить структуру сигнала и на нем можно достаточно четко выделить цикло-
грамму работы ПК.
Рисунок 9-9 - Диаграмма работы поршневого компрессора с одной полостью на-
гнетания
Рисунок 9-10 – Нормальный вибросигнал
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
229
Рисунок 9-11 – Огибающая виброускорения поршневого компрессора
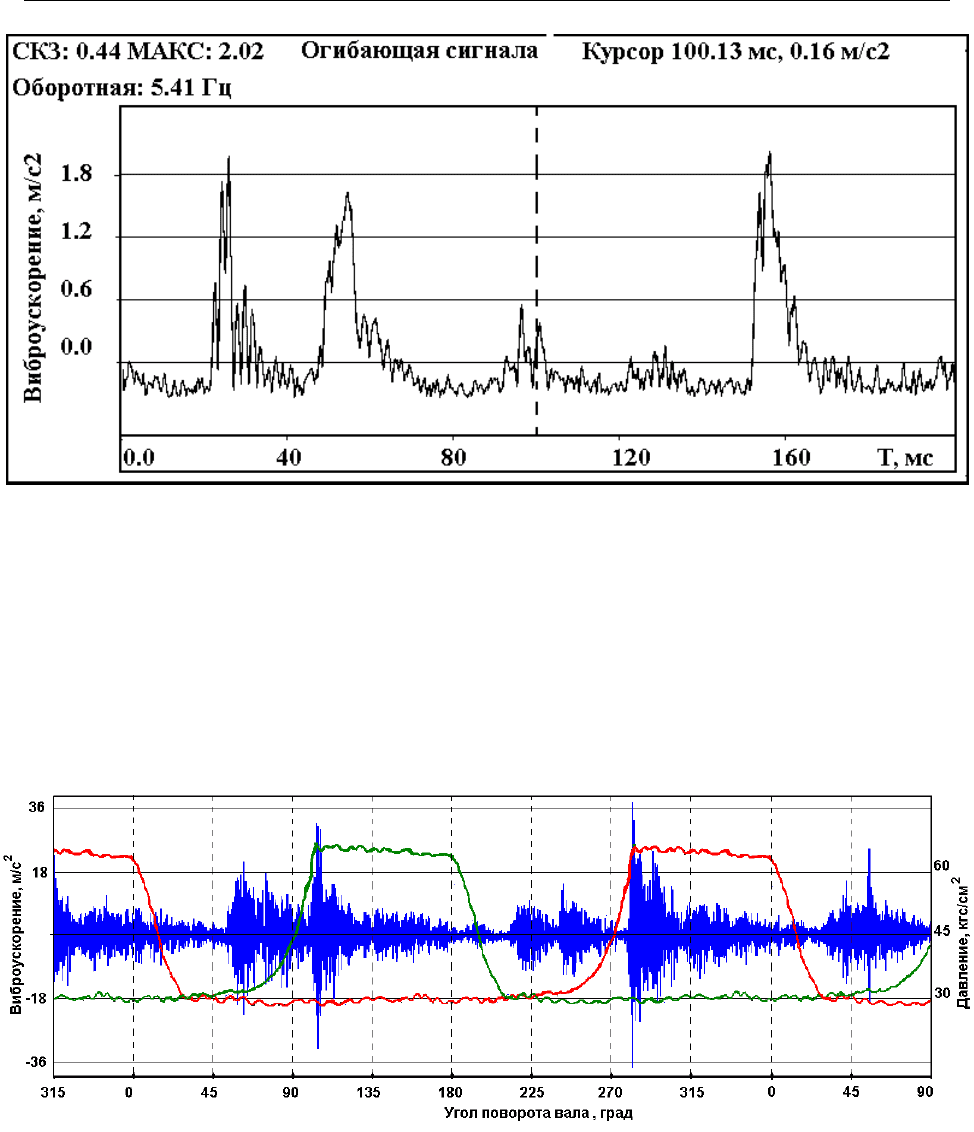
Виброактивность поршневого компрессора с двумя полостями нагнетания
определяется изменениями давления в полостях нагнетания и динамикой компрес-
сора. Виброакустический сигнал адекватно отражает работу клапанов и движение
его закрывающих органов (Рисунок 9-12), т.е. виброакустический сигнал отражает
динамику компрессора и изменения давления в полостях нагнетания. Следова-
тельно, именно анализ виброакустического сигнала позволяет наглядно и досто-
верно оценивать состояние компрессора и его механизмов, а также – протекание
процесса компримирования.
Рисунок 9-12 – Вибросигнал и давление в цилиндре
при исправных клапанах
9.4. Неравномерность и пульсации давления в поршневых ма-
шинах
Неравномерность давления во всасывающем и, главным образом, нагнета-
тельном трактах у поршневых насосов и компрессоров вызывается неравномерно-
стью подачи, которая изменяется за цикл от нуля до максимума в каждой 'рабочей
полости. Периодическое изменение давления порождает гидравлическую возму-
щающую силу и неравномерную нагрузку на приводную часть машины. Спектр
В.Н. Костюков, А.П. Науменко Основы виброакустической диагностики машинного оборудования – 2007 _
230
вибрации, обусловленный неравномерностью давления, имеет дискретный харак-
тер с составляющими, кратными основной частоте вращения в низкочастотном
диапазоне.
Гидродинамические силы, связанные с неравномерностью давления во вса-
сывающих и нагнетательных коллекторах, вызывают периодические упругие де-
формации элементов. В результате их взаимодействия с инерционно-
жесткостными характеристиками они, в конечном счете, проявляются в виде виб-
рации корпуса гидроблока и опорных узлов. Кроме того, эти силы при определен-
ных условиях возбуждают собственные колебания столбов жидкости в каналах
гидроблока и присоединенных трубопроводах, которые передаются корпусу и
другим элементам машины.
Для коротких трубопроводов можно пренебречь активными составляющими
импедансов, тогда выражение для определения частоты свободных колебаний уп-
рощается и будет иметь вид [55]
1
0
00
-
+
=
k
k
YY
YY
a
l
tg
w
, (9.1)
где
0
w
- частота свободных колебаний, kRTa = – скорость звука в среде,
R
– га-
зовая постоянная,
k
– показатель адиабаты,
T
– абсолютная температура,
l
– дли-
на трубы,
01
Y - реактивное сопротивление в начале трубы,
n
Y
- реактивное сопро-
тивление в конце трубы.
В некоторых частных случаях решение этого уравнения легко находится
аналитически.
Случай 1. В сечении х =0 труба имеет закрытый конец, т. е.
¥
=
0
Y , а в сече-
нии
1
=
x
открытый конец, 0
=
K
Y .
Этот случай соответствует участку трубопровода между цилиндром и бу-
ферной емкостью, когда объемом полости цилиндра можно пренебречь, а объем
емкости достаточно велик.
Тогда из уравнения (9.1) получим
0
1
1
k
l
tg
aY
w
==¥
-
или
0
1
()
2
l
z
a
w
p
=+
.
Частота свободных колебаний
0
1
()
2
a
z
l
p
w
=+
,
где
...
2
,
1
,
0
=
z
- порядок основной (
0
=
z
) и высших гармоник.
Если частота свободных колебаний столба газа в трубе совпадает с частотой
возмущающих колебаний, то наступает резонанс, при котором амплитуда колеба-
ний имеет максимальное значение.
Частота возмущения со стороны всасывания или нагнетания определяется
скоростью вращения вала
60
2
n
m
pw
= , где m - номер гармоники возмущающей си-
лы; n - скорость вращения вала (мин-1).