Курников А.С. Технология судоремонта : курс лекций
Подождите немного. Документ загружается.

161
Восстановление опорных поверхностей под вкладыши подшипников
наращиванием металла возможно металлизацией распыливанием или по-
лимерными и гальваническими покрытиями, в частности (электролитиче-
ским железнением).
Металлизацию распыливанием относят к наиболее доступным про-
цессам восстановления. Это исключительно важно для ремонтных усло-
вий. Металлизация распыливанием сопровождается относительно не-
большими деформациями восстанавливаемых поверхностей и позволяет
получать
покрытия с достаточно широким диапазоном механических и
износостойких свойств.
Определенными недостатками металлизации распыливанием являют-
ся зачастую ограниченная прочность сцепления покрытия с подложкой
(основным металлом), непосредственная зависимость ее от качества пред-
варительной подготовки поверхностей и т.п.
Наилучшие результаты получают при металлизации распыливанием с
применением плазменной струи.
Полимерные покрытия на восстанавливаемую
поверхность наносят с
предварительным подогревом детали или с использованием полимеров
холодного отверждения, в которые вводят металлические добавки для
улучшения теплопроводности.
Технология применения компаундов для восстановления поверхностей
сводится к тому, что полимерный состав из эпоксидной смолы, пластифи-
катора и отвердителя наносят на изношенные поверхности. Окончательные
размеры восстанавливаемой поверхности формируют с помощью техноло
-
гического вала, размеры которого точно соответствуют заданным размерам
гнезд под вкладыши. Полная полимеризация компаунда в реальных услови-
ях заканчивается в течение 24 часов при температуре ≥ 293 К.
Гальванические покрытия поверхностей гнезд подшипников фунда-
ментных рам обеспечивают хорошие результаты. Основные проблемы
применения гальванопокрытий состоят в том, что из-за больших габарит-
ных
размеров и сложности конструктивного исполнения этих деталей ис-
пользовать стационарные ванны невозможно. По этой причине применя-
ют технологические процессы восстановления гнезд фундаментных рам в
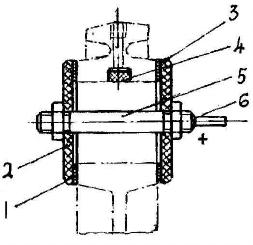
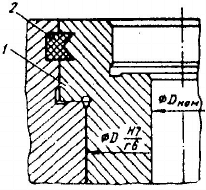
так называемом проточном электролите. С этой целью конструируют спе-
циальные ячейки (рис. 3.7), которые состоят из двух диэлектрических дис-
ков – крышек 2 и 3, анода 5 из стали
10 и токоподводящего анодного
стержня 6. Как обычно, при гальванических покрытиях катодом является
восстанавливаемая деталь (рама). Герметизируют ячейку уплотняющими
прокладками 1 и пробкой 4.
162
В отличие от стационарного
процесса проточное железнение
ведут подачей электролита от спе-
циального насоса в зазор между
анодом и катодом. Обычно этот
зазор составляет 10–15 мм. Тол-
щину осадка до 0,5 мм получают
при плотности тока 20 А/дм
2
и
температуре процесса 350 К. Тол-
щина осадка 0,5 мм вполне доста-
точна для того, чтобы последую-
щей механической обработкой
обеспечить размеры восстанавлива-
Рис. 3.7. Схема ячейки для
проточного железнения
емых поверхностей, соответствующие рабочим чертежам или техниче-
ским условиям на КР.
Износы плоскостей разъемов устраняют или обработкой их по прин-
ципу «как чисто», или так же, как гнезда фундаментных рам под вклады-
ши коренных подшипников, наращиванием металла. Наиболее подходя-
щим для этих целей оказывается плазменное напыление. Объясняется это
тем, что
плоскости разъемов являются достаточно протяженными и галь-
ванические процессы, конечно, не могут быть применены. При восста-
новлении плазменным напылением плоскостей разъемов фундаментных
рам из серого чугуна получают твердость покрытий до НВ 300, прочность
сцепления 20–40 МПа, удовлетворительную плотность и обрабатывае-
мость резанием.
Трещины являются наиболее трудно устранимыми повреждениями
фундаментных рам. Это объясняется, в
первую очередь, исключительно
плохой свариваемостью серого чугуна, из которого чаще всего их изго-
тавливают. Так называемая холодная сварка чугуна позволяет удовлетво-
рительно устранять трещины за счет получения металла шва повышенной
пластичности по сравнению с металлом рамы при минимальном проплав-
лении его, малой зоне термического влияния и т.д. Достигают этого
за-
варкой трещин стальными электродами с карбидообразующими элемен-
тами в покрытии, в частности медно-стальными, медно-никелевыми и
железо-никелевыми. Заварка трещин самозащитной проволокой марки
ПАНЧ-11 сплошного сечения из высоконикелевого сплава обеспечивает
хорошие механические свойства: предел прочности при растяжении до
5,5 МПа, предел текучести не меньше 3,5 МПа и относительное удлине-
ние
до 15%.
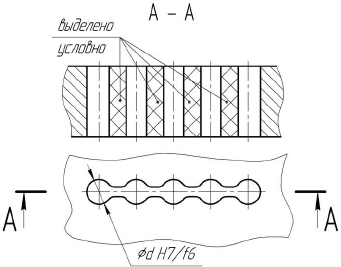
Известны технологические процессы ремонта трещин с помощью спе-
циальных фигурных вставок (рис. 3.8).
163
Рис. 3.8. Схема ремонта трещин
фигурной вставкой
Трещины ремонти-
руют с помощью фи-
гурных вставок в том
случае, если они не вы-
ходят на наружный кон-
тур и расположены на
расстоянии друг от дру-
га не менее 25–30 мм.
Основной эффект от ус-
тановки фигурных вста-
вок при ширине раскры-
тия трещин до 0,3 мм
достигают благодаря раз-
личному (
расчетному)
межцентровому расстоянию цилиндрических поверхностей вставок и от-
верстий.
При больших раскрытиях трещин разрушенные элементы деталей
стягивают силовыми приспособлениями (домкратами).
Устанавливают фигурные вставки с диаметрами цилиндрических по-
верхностей а = 3,5 и 6,0 мм при толщинах стенок соответственно до и
свыше 10 мм. Все конструктивные элементы вставок и отверстий обраба-
тывают с высокой точностью.
При длине
до 40 мм трещины стягивают одной фигурной вставкой. В
противном случае количество вставок принимают на основании согласо-
ванных решений.
Для уплотнения трещин при сборке используют полимерные компа-
унды. По этой причине в технологических процессах предусматривают
температурные ограничения при выполнении сборочных операций.
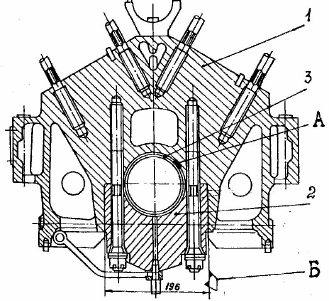
Верхние картеры высокооборотных дизелей представляют собой раз-
новидность базовых деталей,
выполняющих функции несущих конструк-
ций. Они состоят (рис. 3.9) из собственно картера 1 и подвесок 2 корен-
ных подшипников 3 коленчатого вала. Картеры и подвески изготавливают
из алюминиевых сплавов.
Основными износами верхних картеров являются искажения формы и
размеров гнезд (пов. А) под вкладыши коренных подшипников, наруше-
ние плотности посадки крышек подшипников в
замковом соединении
(пов. Б).
Восстанавливают подвески тех коренных подшипников, у которых в
замковом соединении зазор превышает 0,04 мм. Действительные размеры
подвесок при дефектации устанавливают микрометрическими измерения-
ми. Не восстанавливают и выбраковывают подвески, имеющие любые
трещины.
164
При ремонте дефектный
слой и неравномерные износы
торцевых поверхностей удаля-
ют механической обработкой
«как чисто».
Для улучшения адгезии с
напыляемым слоем восстанав-
ливаемые поверхности подвер-
гают анодно-струйной обработ-
ке электрокорундовым абрази-
вом до получения однородной
матовой поверхности, обезжи-
риванию и очистке.
При напы-
лении подслоя используют
термореагирующие композици-
онные никель-алюминиевые по-
Рис. 3.9. Верхний картер дизеля
типа М400
рошки, которые предварительно просушивают для удаления влаги.
Режимы напыления принимают по технологическим инструкциям.
Наиболее целесообразными являются следующие: ток дуги 350–400 А,
напряжение 20–25 В, дистанция напыления до 140 мм, плазмообразую-
щий газ – аргон, размер частиц порошка 60–80 мкм.
Для обеспечения технологических параметров по точности размеров и
микрорельефу восстановленные замковые поверхности подвесок шлифуют.
После селективного подбора
подвесок по натягам в замковом соеди-
нении (до 0,03 мм) их постели под вкладыши коренных подшипников
растачивают в сборе с картером.
Искажения формы и размеров гнезд подшипников устраняют механи-
ческой обработкой по системе ремонтных размеров с последующей уста-
новкой на сборке ремонтных вкладышей. Механическую обработку одно-
временно всех подшипниковых опор ведут
на специальных расточных
станках борштангой.
3.6.3. Ремонт блоков цилиндров
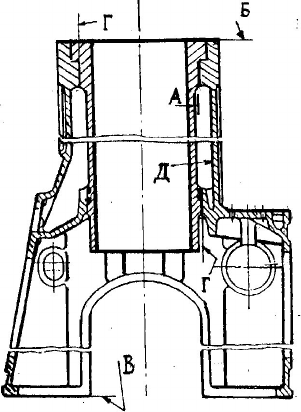
Блоки цилиндров малооборотных дизелей (рис. 3.10) так же, как и
фундаментные рамы, представляют собой литые конструкции, и для них
типичными оказываются износы и повреждения в виде нарушения гео-
метрических размеров опорных поверхностей, трещин и т.п. Кроме того,
длительная эксплуатация этих деталей сопровождается
неизбежными
коррозионными разрушениями в зарубашечном пространстве (пов. А).
Коррозионные разрушения интенсифицируются дополнительными вибра-
циями блоков цилиндров при работе дизеля.
165
Рис. 3.10. Блок цилиндров в сборе
с цилиндровой втулкой
Дефектацию блоков цилин-
дров проводят для выявления
указанных износов и повреж-
дений.
Трещины чаще всего появ-
ляются на верхней (пов. Б) и
нижней плоскостях (пов. В)
разъемов в местах расположе-
ния отверстий под силовые
связи и шпильки крепления
крышек цилиндров. Трещины,
распространяющиеся на охла-
ждающие полости, нарушают
герметичность зарубашечного
пространства.
Обнаруживают макротре-
щины
визуальным осмотром с
использованием лупы 10-
кратного увеличения, а в слу-
чаях микротрещин поверхности
блоков цилиндров проверяют
токовихревыми дефектоскопами.
Коррозионные разрушения наиболее часто появляются на посадочных
поясках (пов. Г) и поверхностях, соприкасающихся с охлаждающей жид-
костью (пов. Д). Их выявляют также визуальным осмотром.
Трещины на блоках цилиндров ремонтируют по технологии восста-
новления фундаментных рам заваркой по специальной технологии или
установкой фигурных вставок.
Коррозионные разрушения посадочных поясков и искажения
геомет-
рических форм и размеров устраняют обработкой на ремонтные размеры
или прибегают к конструктивно-технологической модернизации сбороч-
ной единицы.
При ремонте блоков цилиндров по системе ремонтных размеров поса-
дочные пояски растачивают на очередной ремонтный размер на горизон-
тально-расточных станках. Необходимую ориентацию детали на станке
для обеспечения требуемой перпендикулярности посадочных
поясков
(пов. Г) относительно плоскости разъема (пов. В) обеспечивают последо-
вательными выверками с помощью индикаторов часового типа.
Сущность конструктивно-технологической модернизации посадочных
поясков сводится к тому, что верхний посадочный поясок обрабатывают
на заранее заданный размер. В получаемое отверстие устанавливают до-
полнительную втулку 1 (рис. 3.11) с припуском на окончательную обра-
ботку
по внутреннему диаметру. Дополнительную втулку устанавливают
в блок цилиндров с натягом.
166
Резиновое кольцо 2 предусмат-
ривают для улучшения герметиза-
ции.
При необходимости нижний
посадочный поясок растачивают до
размеров, позволяющих устанавли-
вать сальниковые уплотнения
обычной конструкции.
Выявление износов, дефектацию и
восстановление плоскостей разъе-
мов блоков цилиндров ведут по те-
Рис. 3.11. Схема модернизации
посадочных поясков
хнологии, аналогичной технологии ремонта фундаментных рам.
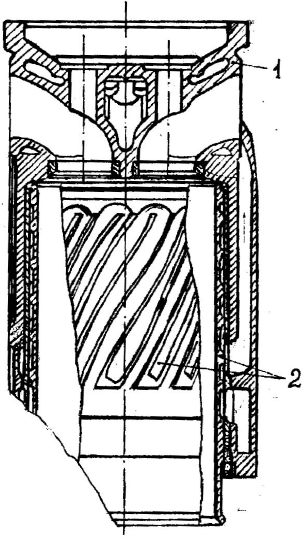
Моноблоки высокооборотных дизелей типа М400, М401 и тому по-
добных, выполнены (рис. 3.12) в виде монолитной неразъемной конструк-
ции 1 собственно блока цилиндров и крышек цилиндров из алюминиевых
сплавов. Такая конструкция улучшила эксплуатационную надежность
моноблоков (уменьшила вибрации и кавитационные разрушения). В то же
время заметно ухудшилась
технологичность и ремонтопригодность этих
деталей. Сложнее стали выявления и устранения трещин в клапанной дос-
ке камеры сжатия, замены гильз цилиндров 2. Обычно гильзы заменяют в
случае загрязнений каналов для охлаждающей жидкости или достижения
предельных износов гильз по наружной и внутренней поверхностям.
Для выявления трещин моноблоки в сборе с гильзами цилиндров
оп-
рессовывают водой под давлением 0,4 МПа при температуре около 365 К
в течение не менее 5 мин.
Трещины и другие дефекты, требующие ремонта, устраняют сваркой
и наплавкой присадочными материалами из того же сплава, что и сами
моноблоки. Присадочные материалы в виде прутков перед использовани-
ем очищают от грязи, жира и окисной пленки травлением
, которое произ-
водят не ранее чем за сутки до их применения. Присадочные прутки за
2–2,5 ч перед сваркой или наплавкой покрывают порошко- или пастооб-
разным флюсом. В качестве электродов при электродуговой сварке ис-
пользуют графитовые стержни диаметром 15–20 мм.
Дефектные места под сварку и наплавку подготавливают вырубкой
дефектов и повреждений с последующей
зачисткой. Сварку и наплавку
дефектных мест графитовыми электродами на постоянном токе прямой
полярности и силе тока до 500 А ведут с предварительным расплавлением
основного металла и последующим вводом в сварочную ванну присадоч-
ного материала. Сквозные дефекты устраняют сваркой с обязательной
подформовкой графитовыми прокладками, сухим асбестом и т.п.
167
Рис. 3.12. Моноблок высокооборотного
дизеля
Качество заварки дефектов
в моноблоках контролируют
гидравлическими испытания-
ми. По требованию органов
надзора могут проводить рент-
геновское просвечивание.
Замена гильз цилиндров
предполагает предварительную
выпрессовку старых и последую-
щую установку новых деталей.
Гильзы цилиндров из мо-
ноблоков выпрессовывают с
нагревом моноблоков до тем-
ператур 375 – 380 К специаль-
ными приспособлениями. Но-
вые гильзы подбирают селек-
тивно по фактическим разме-
рам гнезд моноблоков и на-
ружных диаметров посадочных
поясков гильз. В этой сбороч-
ной единице «моноблок – гиль-
за» обеспечивают натяг до
0,30 мм. Сборка поперечно-
прессовых соединений с таким
большим натягом требует обя-
зательного нагрева моноблока
до 375–380 К и охлаждения
гильзы в жидком азоте.
Сборку и затяжку резьбового соединения дополнительного
крепления
гильзы в моноблоке выполняют в два приема: сначала с подогревом сбо-
рочной единицы до температуры 323 К, а затем (окончательную затяжку)
при температуре деталей на 30–40 градусов выше первоначальной.
Качество отремонтированных моноблоков контролируют микромет-
рическими измерениями геометрических параметров гильз и гидравличе-
скими испытаниями водой при температуре 365 К, давлении 0,4 МПа в
течение
не менее 5 минут. Как и при любых гидравлических испытаниях
ответственных сборочных единиц, отпотевание, течь и просачивание во-
ды через уплотнения и основной металл не допускаются.
Крышки цилиндров при ремонте опрессовывают для выявления тре-
щин. При этом любые трещины на нижнем донышке не допускаются и
такие крышки цилиндров выбраковывают. Трещины на вертикальных
стенках крышек в зависимости от расположения и размеров могут быть
отремонтированы по специальному разрешению органов надзора за ре-
монтом судов.
168
Выгорание и наклеп уплотнительных фасок седел выпускных клапа-
нов устраняют при ремонте зенкерованием на вертикально-сверлильных
станках. Для обработки используют специальные зенкеры с передней на-
правляющей, обеспечивающей строгую ориентацию инструмента относи-
тельно оси направляющей втулки клапана. Завершают ремонт седел кла-
панов их совместной притиркой с клапанами. Притирку клапанов выпол-
няют
после запрессовки направляющих втулок в крышку цилиндров на
специальных многоместных станках. Кинематически эти станки сконст-
руированы так, что сочетают в себе одновременно два вида движения:
возвратно-поступательное (ударное) и возвратно-вращательное. Благода-
ря такому сочетанию движений клапана в седле получают высокое каче-
ство притирки. В качестве абразивных материалов используют специаль-
ные
мелкодисперсные абразивные пасты.
Качество притирки клапана к седлу оценивают визуально по однотон-
ному цвету контактного пояска или наливом керосина на клапан изнутри
крышки цилиндра: при удовлетворительной притирке керосин не должен
проникать между клапаном и седлом.
Незначительные износы рабочих поверхностей направляющих втулок
клапанов устраняют развертыванием с последующей перекомплектацией
сборочной единицы.
3.6.4.
Ремонт коленчатых валов
Коленчатые валы являются наиболее ответственными деталями дизе-
лей. Их техническим состоянием определяется срок службы сборочной
единицы «коленчатый вал – подшипники» и ресурс дизеля в целом. По
установившимся системам ремонта дизель направляют в КР тогда, когда
коленчатые валы по износам достигают предельного состояния.
При анализе технического состояния коленчатых валов выделяют
сле-
дующие наиболее характерные износы и повреждения:
уменьшение первоначальных геометрических размеров, искажения
форм коренных и шатунных шеек, а также нарушение взаимного распо-
ложения баз, которое выражается в появлении больших значений ради-
альных биений коренных шеек и т.п.;
образование микрорельефа коренных и шатунных шеек с параметра-
ми шероховатости больше допустимых;
чрезмерные остаточные прогибы;
повреждения отдельных элементов коленчатых валов в виде макро- и
микротрещин.
При анализе износов, дефектации и выборе методов ремонта ориенти-
руются на конструктивно-технологические особенности коленчатых валов
высокооборотных и малооборотных дизелей.
169
Коленчатые валы высокооборотных дизелей, как правило, имеют
меньшие габаритные размеры и отличаются тем, что для повышения из-
носостойкости коренных и шатунных шеек предусматривают при их изго-
товлении поверхностное упрочнение термической (поверхностной закал-
кой) или химико-термической обработкой.
Из химико-термических процессов для повышения износостойкости
коленчатых валов наибольшее применение получило азотирование
ко-
ренных и шатунных шеек. В результате термически или химико-
термически обработанные валы, благодаря повышенной твердости шеек
до НRС 45–56, имеют незначительные износы к моменту поступления
дизелей в ремонт.
С другой стороны, коленчатые валы с поверхностной закалкой корен-
ных и шатунных шеек оказываются более чувствительными к темпера-
турным изменениям в эксплуатации
и, естественно, более склонными к
трещинообразованию.
Такая склонность к трещинообразованию вынуждает особенно строго
подходить к назначению режимов резания при шлифовании коренных и
шатунных шеек. Ограничения по режимам резания нужны для снижения
вероятности образования шлифовочных трещин и прижогов. Известно,
что шлифование отличается большим тепловыделением и при форсиро-
ванных режимах резания возможно
появление таких трещин и прижогов.
Прижоги всегда для ответственных деталей не только нежелательны, но и
относятся к браковочным признакам.
Коленчатые валы малооборотных дизелей изготавливают с коренны-
ми и шатунными шейками без термической обработки. Эти валы имеют
большие износы.
При дефектации коленчатых валов, принципиально мало отличаю-
щихся для валов высокооборотных и малооборотных
дизелей, геометри-
ческие изменения размеров выявляют микрометрическими измерениями.
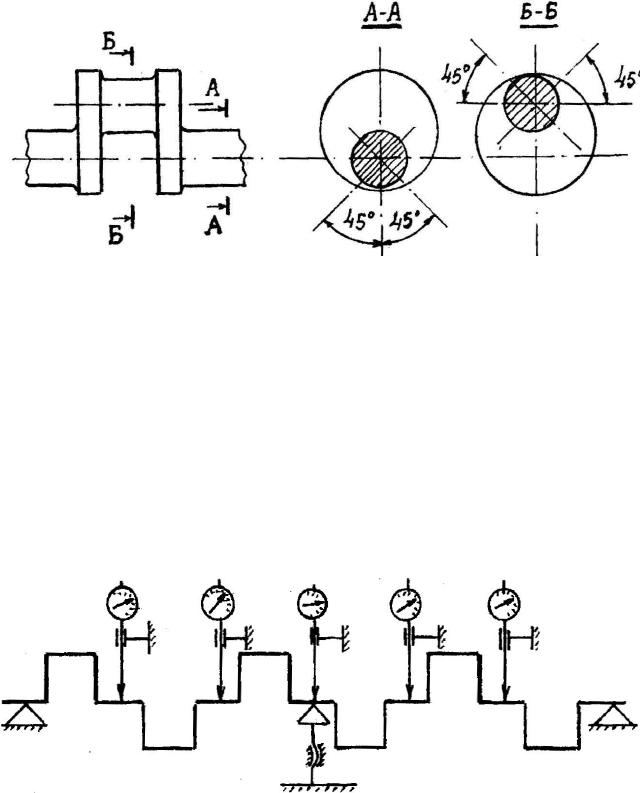
Отклонения от круглости коренных и шатунных шеек (рис. 3.13) опреде-
ляют в средних сечениях по длине шеек измерениями микрометром с точ-
ностью 0,01 мм этих шеек в двух взаимно перпендикулярных направлени-
ях I–I и II–II, одинаково ориентированных для всех кривошипов. Факти-
ческие значения некруглости как разность
размеров в указанных направ-
лениях сравнивают с предельно допустимыми, которые для большинства
коленчатых валов составляют 0,02–0,03 мм.
Отклонения от цилиндричности контролируют реже из-за малой дли-
ны коренных и шатунных шеек.
170
Рис. 3.13. Схема измерений некруглости шеек коленчатых валов
Радиальное биение коренных шеек при изготовлении и дефектации
коленчатых валов регламентируют и измеряют в виде двух значений: пре-
дельных биений соседних шеек (обычно не более 0,02 мм) и биений лю-
бых произвольных шеек в пределах всего вала до 0,05 мм. Схемы провер-
ки радиальных биений коренных шеек установлены стандартами
(рис 3.14). По этим
схемам коленчатые валы с шестью кривошипами ба-
зируют при проверках на двух постоянных призматических опорах край-
ними шейками и одной регулируемой, всегда подводимой под четвертую
шейку. Контролируют радиальное биение индикаторами часового типа с
точностью 0,01 мм.
Рис. 3.14. Схема измерения радиального биения коренных шеек коленчатых валов
Макро- и микротрещины на поверхности шеек и щеках коленчатых
валов обнаруживают соответственно визуальным осмотром или методами
неразрушающего контроля. Микротрещины выявляют на поверхности и в
подповерхностных слоях магнитопорошковыми или токовихревыми де-
фектоскопами.