Лахтин Ю.М., Леонтьева В.П. Материаловедение
Подождите немного. Документ загружается.

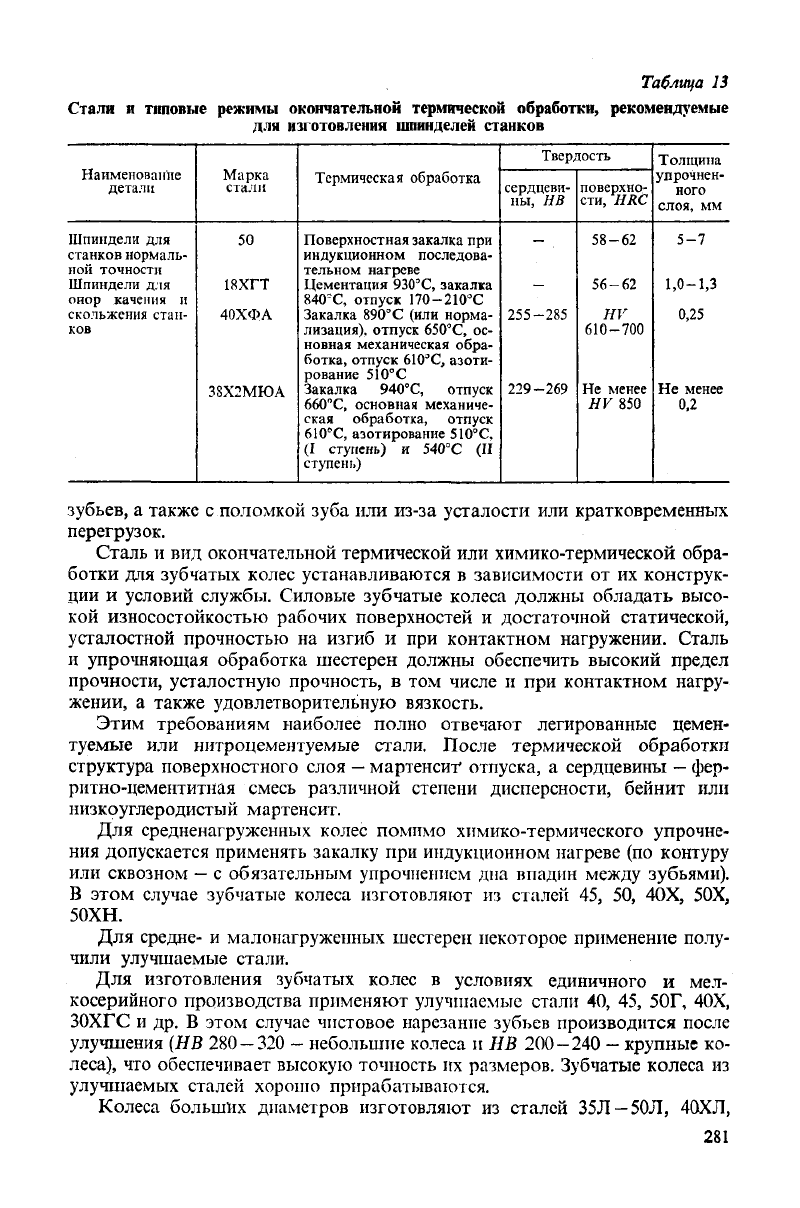
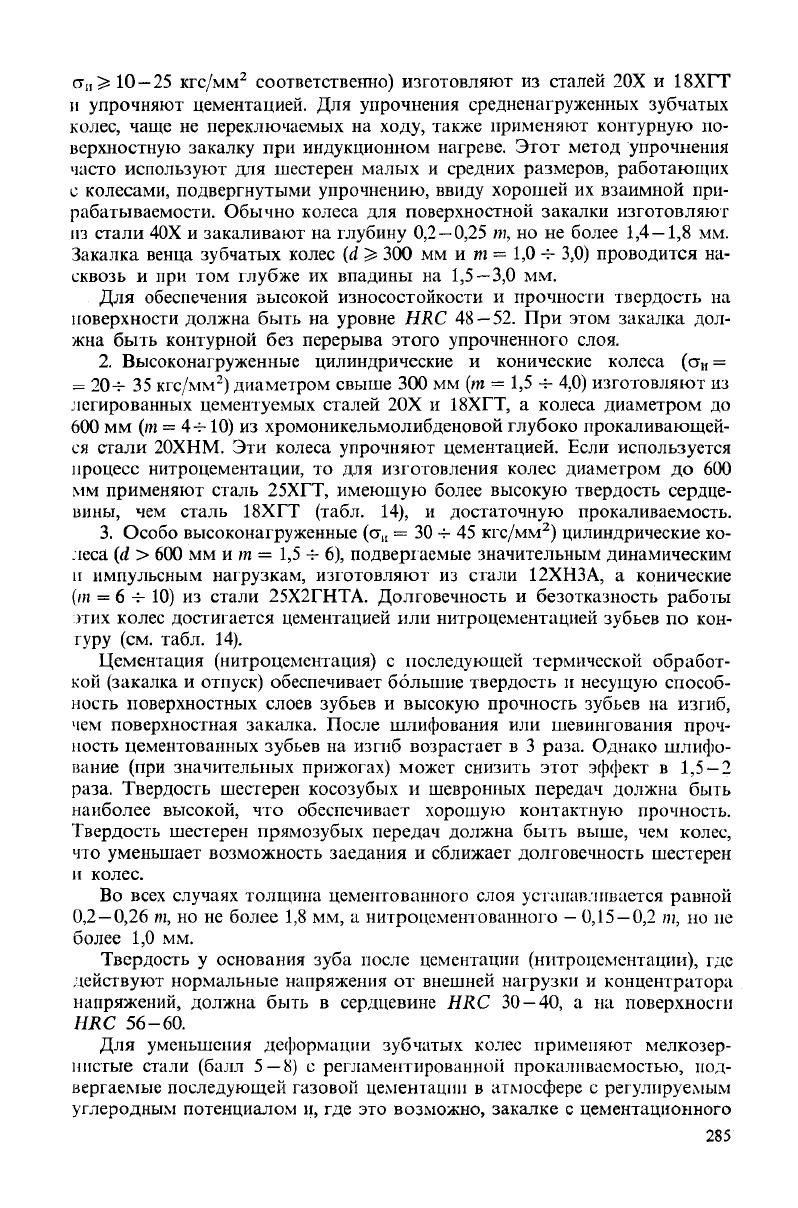
Таблица
13
Стали я типовые режимы окончательной термической обработки, рекомендуемые
для изготовления шпинделей станков
Наименование
детали
Шпиндели
для
станков
нормаль-
ной
точности
Шпиндели
для
опор
качения и
скольжения
стан-
ков
Марка
стали
50
18ХГТ
40ХФА
38Х2МЮА
Термическая обработка
Поверхностная закалка при
индукционном
последова-
тельном нагреве
Цементация
930'С, закалка
840°С,
отпуск
17О-21О°С
Закалка
890°С
(или норма-
лизация),
отпуск
650°С,
ос-
новная
механическая обра-
ботка, отпуск 610
э
С, азоти-
рование 510° С
Закалка
940°С,
отпуск
660°С,
основная механиче-
ская
обработка, отпуск
61(ГС, азотирование
510°С.
(I
ступень) и
540°С
(II
ступень)
Твердость
сердцеви-
ны,
ИВ
_
—
255-285
229-269
поверхно-
сти,
HRC
58-62
56-62
HV
610-700
Не
менее
HV
850
Толщина
упрочнен-
ного
слоя,
мм
5-7
1,0-1,3
0,25
Не
менее
0,2
зубьев, а также с поломкой
зуба
или из-за усталости или кратковременных
перегрузок.
Сталь и вид окончательной термической или химико-термической обра-
ботки
для
зубчатых
колес устанавливаются в зависимости от их конструк-
ции
и условий службы. Силовые зубчатые колеса должны обладать высо-
кой
износостойкостью рабочих поверхностей и достаточной статической,
усталостной прочностью на изгиб и при контактном нагружении. Сталь
и
упрочняющая обработка шестерен должны обеспечить высокий предел
прочности,
усталостную прочность, в том числе и при контактном нагру-
жении,
а также удовлетворительную вязкость.
Этим
требованиям наиболее полно отвечают легированные цемен-
туемые или нитроцементуемые стали. После термической обработки
структура поверхностного слоя — мартенсит
1
отпуска, а сердцевины — фер-
ритно-цементитная
смесь различной степени дисперсности, бейнит или
низкоуглеродистый мартенсит.
Для средненагруженных колес помимо химико-термического упрочне-
ния
допускается применять закалку при индукционном нагреве (по контуру
или
сквозном - с обязательным упрочнением дна впадин
между
зубьями).
В этом
случае
зубчатые колеса изготовляют из сталей 45, 50, 40Х, 50Х,
50ХН.
Для средне- и малонагруженных шестерен некоторое применение полу-
чили
улучшаемые стали.
Для изготовления
зубчатых
колес в условиях единичного и мел-
косерийного
производства применяют улучшаемые стали 40, 45, 50Г, 40Х,
30ХГС
и др. В этом
случае
чистовое нарезание зубьев производится после
улучшения (НВ
280-320
- небольшие колеса и НВ
200-240
- крупные ко-
леса),
что обеспечивает высокую точность их размеров. Зубчатые колеса из
улучшаемых сталей хорошо прирабатываются.
Колеса
больших диаметров изготовляют из сталей 35Л — 50Л,
40ХЛ,
281
ЗОХГСЛ и др. Литые колеса подвергают нормализации, часто с последую-
щим
высоким отпуском (для легированных сталей).
Рассмотрим в качестве примера более подробно выбор стали и упроч-
няющей
обработки для цементуемых
зубчатых
колес автомобилей, тракто-
ров и станков.
Предварительная термическая обработка поковок шестерен автомобиля
и
трактора чаще сводится к изотермическому отжигу, который обеспечи-
вает хорошую обрабатываемость резанием и минимальные деформации
после окончательной химико-термической обработки. В зубьях автомо-
бильных шестерен, работающих в различных условиях, действующие на-
пряжения
могут
достигать высоких значений. Например, в автомобиле
ЗИЛ-130 в зубчатом колесе первой передачи и заднего
хода
напряжения
изгиба достигают 63,5 кгс/мм
2
, в шестернях третьей передачи очень высо-
ки
контактные напряжения, достигающие ~ 130 кгс/мм
2
.
Наиболее частой причиной выхода из строя
зубчатых
колес автомоби-
ля
является разрушение поверхности вследствие контактной усталости.
У шестерен коробок передач, подвергающихся периодическому переключе-
нию,
наблюдается торцовый износ, усталостное разрушение зубьев в опас-
ном
сечении. Иногда их разрушение происходит и от однократной нагруз-
ки
(перегрузки).
Ведущие цилиндрические зубчатые колеса автомобиля выходят из
строя, в основном (70%) из-за усталостного разрушения, ведомые кониче-
ские
зубчатые колеса — из-за повышенного износа.
Зубчатые колеса автомобилей для того, чтобы обеспечить
требуемую
прокаливаемость сердцевины
зуба
и минимальную деформацию при за-
калке,
изготовляют из легированных сталей, закаливающихся в масле.
Ведущие и ведомые цилиндрические и конические шестерни редукторов
и
главной передачи грузовых автомобилей ЗИЛ изготовляют из экономно
легированных сталей
18ХГТ,
25ХГТ,
ЗОХГТ, автомобилей ВАЗ - из сталей
20ХГНМ и 19ХГН, а автомобилей ГАЗ из сталей 20ХГР и 20ХНМ (табл.
14).
В последнее время для изготовления
зубчатых
колес заднего моста ав-
томобиля применяют сталь 25ХГНМАЮ. Долговечность
зубчатых
колес
из
этой стали на 30% выше, чем долговечность серийных шестерен из ста-
ли 20ХГНМ. Это объясняется очень мелким зерном в сердцевине (балл 12)
и
в слое (балл 13
—
14).
Зубчатые колеса указанных типов автомобилей ЗИЛ и ГАЗ для упроч-
нения
подвергают цементации или нитроцементации (см. табл. 14). Стали
должны быть наследственно мелкозернистыми, что позволяет производить
закалку
зубчатых
колес после цементации и подстуживания непосредствен-
но
из цементационной (нитроцементационной) печи. Применение этой тех-
нологии закалки уменьшает деформацию, что важно именно для автомо-
бильных
зубчатых
колес, поскольку они не подвергаются зубошлифова-
нию.
В автостроении наиболее нагруженные шестерни большегрузных авто-
мобилей изготовляют из сталей 12ХНЗА (автомобиль МАЗ), 15ХГН2ТА
и
15Х2ГНТРА (ЯМЗ) или 2ОХГН2ТА и 15ХГН2ТА (КрАЗ).
Для нагруженных шестерен толщина упрочненного (цементованного)
слоя в большинстве случаев принимается равной 0,15 от полной толщины
282
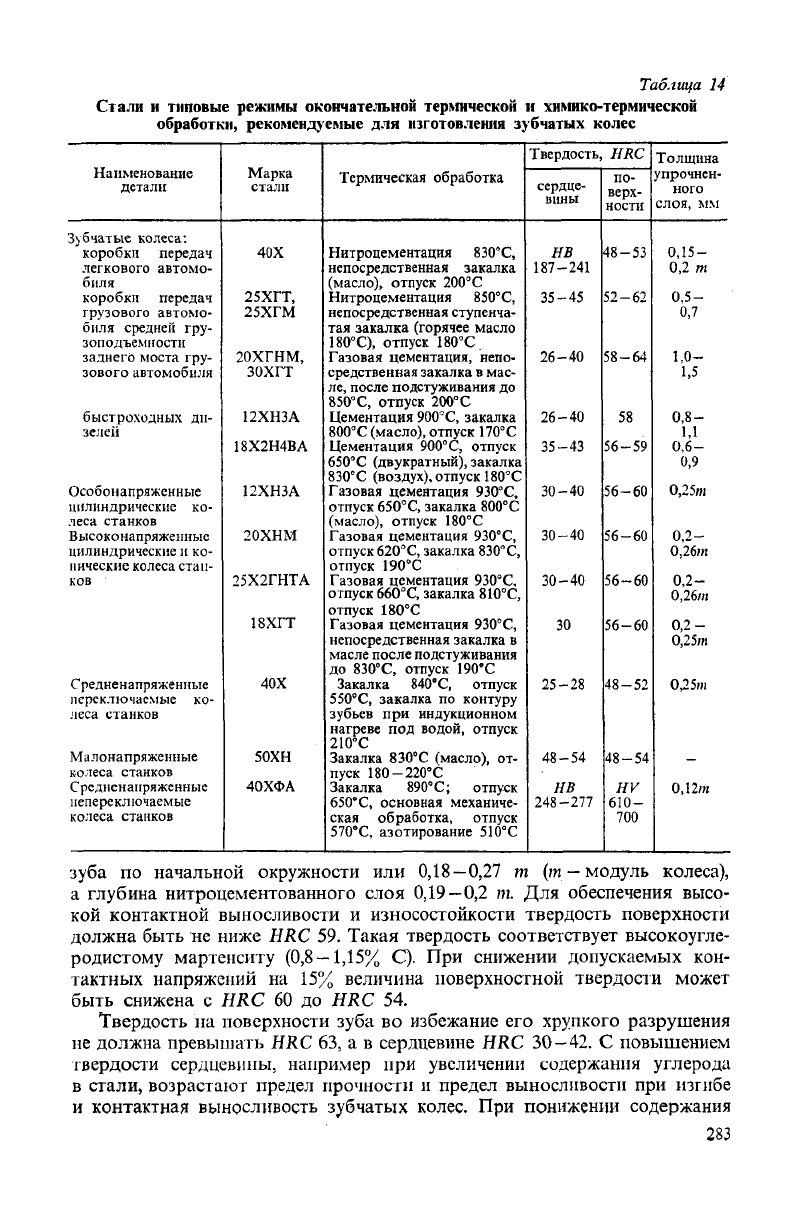
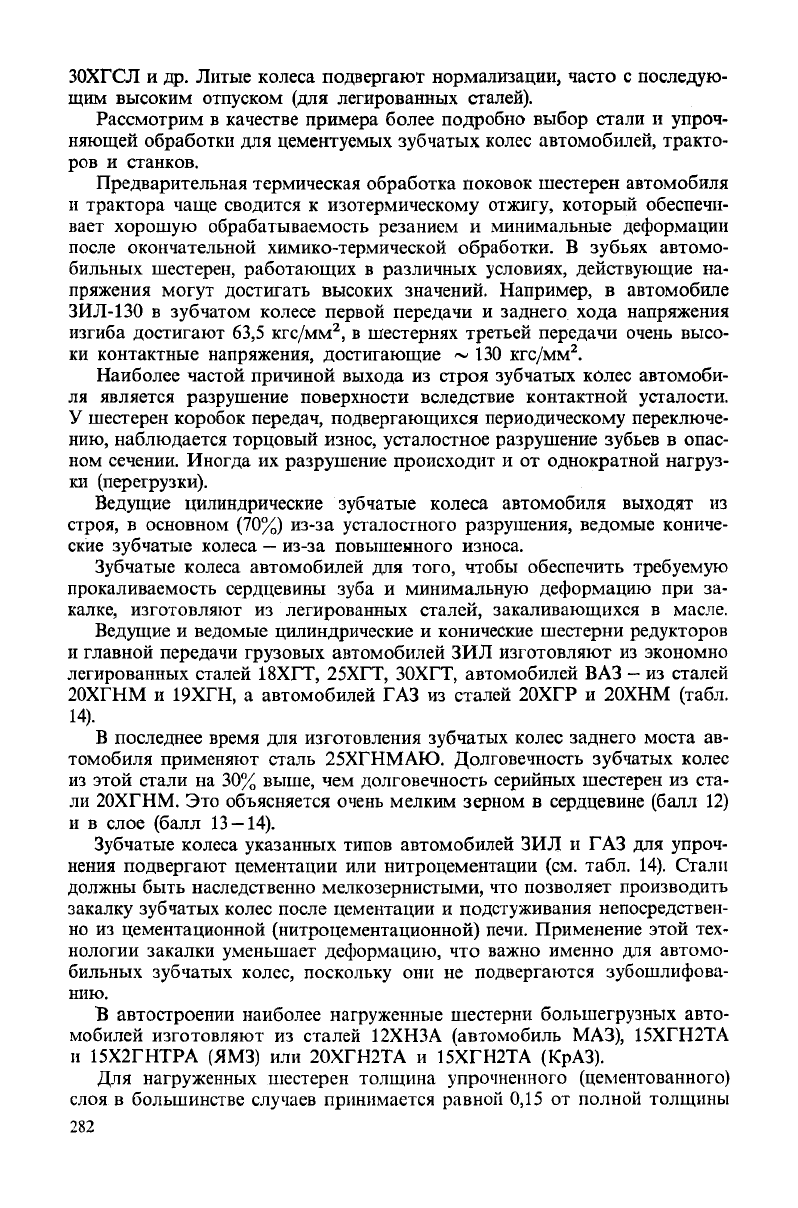
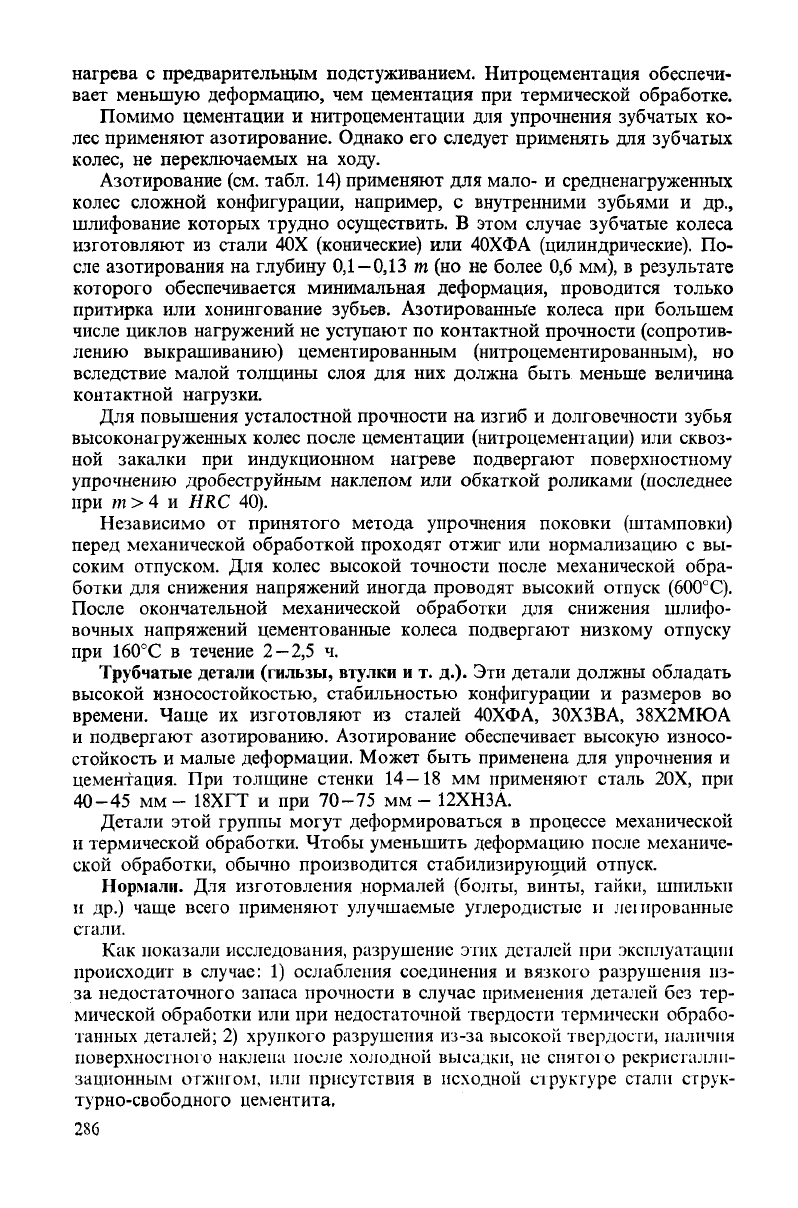
Таблица
14
Стали
и
типовые режимы окончательной термической
и
химико-термической
обработки, рекомендуемые
для
изготовления
зубчатых
колес
Наименование
детали
Зубчатые колеса:
коробки
передач
легкового автомо-
биля
коробки
передач
грузового автомо-
биля средней гру-
зоподъемности
заднего моста гру-
зового автомобиля
быстроходных ди-
зелей
Особонапряженные
цилиндрические ко-
леса станков
Высоконапряженные
цилиндрические и ко-
нические колеса стан-
ков
Средненапряженные
переключаемые ко-
леса станков
Малонапряженные
колеса станков
Средненапряженные
непереключаемые
колеса станков
Марка
стали
40Х
25ХГТ,
25ХГМ
20ХГНМ,
ЗОХГТ
12ХНЗА
18Х2Н4ВА
12ХНЗА
20ХНМ
25Х2ГНТА
18ХГТ
40Х
50ХН
40ХФА
Термическая обработка
Нитроцементация 830*С,
непосредственная закалка
(масло),
отпуск
200°С
Нитроцементация
850°С,
непосредственная ступенча-
тая закалка (горячее масло
180°С),
отпуск
180°С
Газовая цементация, непо-
средственная закалка в мас-
ле, после подстуживания до
850°С,
отпуск
200°С
Цементация 9СКГС, закалка
800°С
(масло), отпуск
170°С
Цементация
900°С,
отпуск
650°С
(двукратный), закалка
8 30°
С
(воздух), отпуск 180° С
Газовая цементация
930°С,
отпуск
650°С,
закалка
800°С
(масло),
отпуск
180°С
Газовая цементация
930°С,
отпуск
620°С,
закалка 83О°С,
отпуск
190°С
Газовая цементация
930°С,
отпуск 660 С, закалка
810°С,
отпуск
180°С
Газовая цементация
930°С,
непосредственная закалка в
масле после подстуживания
до
830°С,
отпуск 190'С
Закалка
840"С, отпуск
550°С,
закалка по контуру
зубьев при индукционном
нагреве под водой, отпуск
9
1
П°Г
Z1U \*
Закалка
830°С
(масло), от-
пуск 180-22СС
Закалка
890°С;
отпуск
650°С,
основная механиче-
ская
обработка, отпуск
57О°С, азотирование
510°С
Твердость,
сердце-
вины
НВ
187-241
35-45
26-40
26-40
35-43
30-40
30-40
30-40
30
25-28
48-54
НВ
248-277
HRC
по-
верх-
ности
48-53
52-62
58-64
58
56-59
56-60
56-60
56-60
56-60
48-52
48-54
НУ
610-
700
Толщина
упрочнен-
ного
слоя,
мм
0,15-
0,2 т
0,5-
0,7
1.0-
1,5
0,8-
1,1
0,6-
0,9
О,25ш
0,2-
0,26»!
0,2-
0,26/11
0,2-
О,25ш
0^5ш
0,12т
зуба по начальной окружности или
0,18—0,27
т (т — модуль колеса),
а глубина нитроцементованного слоя 0,19
—
0,2 т. Для обеспечения высо-
кой
контактной выносливости и износостойкости твердость поверхности
должна быть не ниже HRC 59. Такая твердость соответствует высокоугле-
родистому мартенситу (0,8
—
1,15% С). При снижении допускаемых кон-
тактных напряжений на 15% величина поверхностной твердости может
быть снижена с HRC 60 до HRC 54.
Твердость на поверхности зуба во избежание его хрупкого разрушения
не
должна превышать HRC 63, а в сердцевине HRC 30-42. С повышением
твердости сердцевины, например при увеличении содержания углерода
в
стали, возрастают предел прочности и предел выносливости при изгибе
и
контактная выносливость зубчатых колес. При понижении содержания
283
углерода
(менее 0,15% С) в стали снижается предел текучести сердцевины,
что приводит к развитию в ней пластической деформации, которая может
вызвать разрушение упрочненного слоя. Излишнее повышение твердости
сердцевины (более HRC 42 — 45) снижает предел выносливости зубьев ше-
стерен при изгибе и увеличивает опасность их хрупких разрушений.
Некоторые
шестерни заднего моста (например, коническая ведомая
и
ведущая шестерни редукторов заднего моста) изготовляют из стали
55ПП
(см. стр. 226) и упрочняют поверхностной закалкой при глубинном
нагреве (автомобили ГАЗ, ЗИЛ).
. В зависимости от модуля колеса т рекомендуется применять плавкие
стали 55ПП с критическим диаметром по прокаливаемое™ (в сердцевине
заготовки полумартенситная структура), равным
6,5—9,0
мм для ш =
=
3,5ч-5;
9—13 мм для ш = 4,5-=-7 и 13 мм и более для т ^ 6,5.
После
закалки твердость на поверхности
зуба
HRC 58 — 62, а в сердце-
вине
HRC
30—40.
Толщина упрочненного слоя 1,0 — 2,0 мм. Сталь 55ПП
после поверхностной закалки обладает высокой прочностью, в том числе
и
усталостной, а также достаточной вязкостью, поэтому она может быть
рекомендована для колес с т = 4,0 -е- 6 мм, для которых контактные напря-
жения
не очень велики. Применение стали 55ПП
дает
большой экономиче-
ский
эффект вследствие перехода от длигельных процессов химико-терми-
ческой
обработки к закалке при индукционном нагреве и замены
легированных сталей.
Стали и методы упрочнения
зубчатых
колес, применяемые в трактор-
ном
и сельскохозяйственном машиностроении, можно классифицировать
по
степени нагруженности этих деталей.
1. Мало- и средненагруженные зубчатые колеса (шестерни коробки
передач, шестерни ведущие и ведомые коробки передач, шестерни главной
передачи ведомые и др. для тракторов типа Т-40,
ДТ-54А,
Т-74, ТМЗ-50,
МТЗ-80 и др.) изготовляют из безникелевых
18ХГТ,
25ХГТ
и малонике-
левых сталей 20ХГНР, 20ХНР с упрочнением цементацией на глубину 1,2 -
1,8 мм или нитроцементацией на глубину 0,8— 1,2 мм. Твердость на поверх-
ности
HRC 56 — 65. Твердость сердцевины зубьев HRC 25 — 40. Если к этим
зубчатым колесам не предъявляется высоких требований по износостойко-
сти,
то тогда их изготовляют из сталей 40, 45, 40Х, 40ХС и упрочняют за-
калкой
с высоким отпуском и последующей поверхностной закалкой при
индукционном
нагреве на глубину
1,5—2,5
мм и HRG 54. Возможно приме-
нение
стали 20Х с последующей цементацией, закалкой и отпуском.
2. Тяжелонагруженные зубчатые колеса изготовляют из малоникелевых
цементуемых (нитроцементуемых) сталей 20ХГНР, 20ХНР и хромоникеле-
вой
20ХНЗА. При этом толщина упрочненного слоя и нормы его твердо-
сти остаются такими же, как и для 1-й группы. Однако твердость сердце-
вины
несколько выше — HRC 30-45. Из этих сталей изготовляют
большинство шестерен трактора Т-74,
Т-180,
Т-100М, Т-130 и др.
В станкостроении выбор стали и упрочняющей обработки
зубчатых
ко-
лес также проводится исходя из их нагруженности. Об этом критерии
в
станкостроении
судят
по расчетной величине номинального напряжения
изгиба у основания
зуба
(о"
и
).
1. Мало- и средненагруженные зубчатые колеса (ст
и
<15 кгс/мм
2
и
284
ст
и
> 10 — 25 кгс/мм
2
соответствешю) изготовляют из сталей 20Х и
18ХГТ
и
упрочняют цементацией. Для упрочнения средненагруженных
зубчатых
колес,
чаще не переключаемых на
ходу,
также применяют контурную по-
верхностную закалку при индукционном нагреве. Этот метод упрочнения
часто используют для шестерен малых и средних размеров, работающих
с
колесами, подвергнутыми упрочнению, ввиду хорошей их взаимной при-
рабатываемости. Обычно колеса для поверхностной закалки изготовляют
из
стали 40Х и закаливают на глубину 0,2 — 0,25 т, но не более 1,4 — 1,8 мм.
Закалка
венца
зубчатых
колес (d ^ 300 мм и т = 1,0 ч- 3,0) проводится на-
сквозь
и при том
глубже
их впадины на 1,5 — 3,0 мм.
Для обеспечения высокой износостойкости и прочности твердость на
поверхности должна быть на уровне HRC 48 — 52. При этом закалка дол-
жна быть контурной без перерыва этого упрочненного слоя.
2. Высоконагруженные цилиндрические и конические колеса (а,, =
=
20ч- 35 кгс/мм
2
) диаметром свыше 300 мм (га = 1,5 -4- 4,0) изготовляют из
легированных цементуемых сталей 20Х и
18ХГТ,
а колеса диаметром до
600 мм (т = 4 ч-10) из хромоникельмолибденовой глубоко прокаливающей-
ся
стали 20ХНМ. Эти колеса упрочняют цементацией. Если используется
процесс
нитроцементации, то для изготовления колес диаметром до 600
мм применяют сталь
25ХГТ,
имеющую более высокую твердость сердце-
вины,
чем сталь
18ХГТ
(табл. 14), и достаточную прокаливаемость.
3. Особо высоконагруженные (а„ =30-4-45 кгс/мм
2
) цилиндрические ко-
леса (d > 600 мм и т = 1,5 ч- 6), подвергаемые значительным динамическим
и
импульсным нагрузкам, изготовляют из стали 12ХНЗА, а конические
(ш
= 6 ч-10) из стали
25Х2ГНТА.
Долговечность и безотказность работы
этих колес достигается цементацией или нитроцементацией зубьев по кон-
гуру
(см. табл. 14).
Цементация
(нитроцементация) с последующей термической обработ-
кой
(закалка и отпуск) обеспечивает большие твердость и несущую способ-
ность
поверхностных слоев зубьев и высокую прочность зубьев на изгиб,
чем поверхностная закалка. После шлифования или шевингования проч-
ность
цементованных зубьев на изгиб возрастает в 3 раза. Однако шлифо-
вание
(при значительных прижогах) может снизить этот эффект в 1,5 — 2
раза. Твердость шестерен косозубых и шевронных передач должна быть
наиболее высокой, что обеспечивает хорошую контактную прочность.
Твердость шестерен прямозубых передач должна быть выше, чем колес,
что уменьшает возможность заедания и сближает долговечность шестерен
и
колес.
Во всех случаях толщина цементованного слоя устанавливается равной
0,2 — 0,26 /?1, но не более 1,8 мм, а нитроцементованного — 0,15 — 0,2 т, но не
более 1,0 мм.
Твердость у основания
зуба
после цементации (нитроцементации), где
действуют нормальные напряжения от внешней нагрузки и концентратора
напряжений,
должна быть в сердцевине HRC 30 — 40, а на поверхности
HRC
56-60.
Для уменьшения деформации
зубчатых
колес применяют мелкозер-
нистые стали (балл 5 — 8) с регламентированной прокаливаемостью, под-
вергаемые последующей газовой цементации в атмосфере с регулируемым
углеродным потенциалом и, где это возможно, закалке с цементационного
285
нагрева с предварительным подстуживанием. Нитроцементация обеспечи-
вает
меньшую деформацию, чем цементация при термической обработке.
Помимо
цементации и нитроцементации для упрочнения
зубчатых
ко-
лес применяют азотирование. Однако его
следует
применять для
зубчатых
колес,
не переключаемых на
ходу.
Азотирование (см. табл. 14) применяют для мало- и средненагруженных
колес сложной конфигурации, например, с внутренними зубьями и др.,
шлифование которых
трудно
осуществить. В этом
случае
зубчатые
колеса
изготовляют из стали 40Х (конические) или
40ХФА
(цилиндрические). По-
сле азотирования на
глубину
0,1—0,13
т (но не более 0,6 мм), в
результате
которого обеспечивается минимальная деформация, проводится только
притирка или хонингование зубьев. Азотированные колеса при большем
числе циклов нагружении не
уступают
по контактной прочности (сопротив-
лению выкрашиванию) цементированным (нитроцементированным), но
вследствие малой толщины слоя для них должна быть меньше величина
контактной
нагрузки.
Для повышения усталостной прочности на изгиб и долговечности зубья
высоконагруженных колес после цементации (нитроцементации) или сквоз-
ной
закалки при индукционном нагреве подвергают поверхностному
упрочнению дробеструйным наклепом или обкаткой роликами (последнее
при
т > 4 и HRC 40).
Независимо от принятого метода упрочнения поковки (штамповки)
перед механической обработкой проходят отжиг или нормализацию с вы-
соким
отпуском. Для колес высокой точности после механической обра-
ботки для снижения напряжений иногда проводят высокий отпуск
(600°С).
После окончательной механической обработки для снижения шлифо-
вочных напряжений цементованные колеса подвергают низкому отпуску
при
160°С
в течение 2-2,5 ч.
Трубчатые
детали (гильзы, втулки и т. д.). Эти детали должны обладать
высокой износостойкостью, стабильностью конфигурации и размеров во
времени. Чаще их изготовляют из сталей
40ХФА,
ЗОХЗВА,
38Х2МЮА
и
подвергают азотированию. Азотирование обеспечивает высокую износо-
стойкость и малые деформации. Может быть применена для упрочнения и
цементация.
При толщине стенки 14-18 мм применяют сталь 20Х, при
40-45
мм-
18ХГТ
и при
70-75
мм-
12ХНЗА.
Детали этой группы
могут
деформироваться в процессе механической
н
термической обработки. Чтобы уменьшить деформацию после механиче-
ской
обработки, обычно производится стабилизирующий отпуск.
Нормали.
Для изготовления нормалей (болты, винты, гайки, шпильки
и
др.) чаще всего применяют
улучшаемые
углеродистые
и легированные
стали.
Как
показали исследования, разрушение этих деталей при эксплуатации
происходит в случае: 1) ослабления соединения и вязкого разрушения из-
за недостаточного запаса прочности в
случае
применения деталей без тер-
мической обработки или при недостаточной твердости термически обрабо-
танных деталей; 2) хрупкого разрушения из-за высокой твердости, наличия
поверхностного наклепа после холодной высадки, не снятого рекристаллп-
зационным
отжигом, или присутствия в исходной
структуре
стали струк-
турно-свободного цементита.
286
Исследование
причин хрупкого разрушения деталей позволило устано-
вить оптимальный интервал твердости для деталей крепежа, изготов-
ленных из сталей 40, 40Х и 30ХГС. Показано, что наиболее высоким значе-
ниям
хрупкой прочности отвечает твердость HRC 30-35.
Болты,
шпильки и
другие
детали крепежа, не испытывающие в работе
высоких напряжений, можно изготовлять из сталей 40, 40Х, ЗОХГС и под-
вергать нормализации на твердость HRC 25 — 30. Детали, испытывающие
высокие
и сложные напряжения, надо изготовлять из сталей 40Х, 40ХН
или
40ХНМА и подвергать улучшению или нормализации на твердость
HRC 30-35.
Если
детали получают холодной высадкой, необходимо проводить нор-
мализацию при температуре
880-900°С
с целью снятия наклепа и раство-
рения
структурно-свободного цементита.
9. РЕССОРНО-ПРУЖИННЫЕ СТАЛИ ОБЩЕГО НАЗНАЧЕНИЯ
Рессорно-пружинные
стали общего назначения должны обладать высоким
сопротивлением малым пластическим деформациям и пределом выносли-
вости при достаточных пластичности и сопротивлении хрупкому разруше-
нию;
иметь повышенную релаксационную стойкость.
Для получения этих свойств стали должны содержать С ^ 0,5% и быть
подвергнуты закалке и отпуску при 400
—52О°С
(табл. 15). Для углеро-
дистых пружинных сталей после термической обработки обычно а
о
,
2
^ 80
кгс/мм
2
и для легированных сталей — ст
0 2
^ 100 кгс/мм
2
(табл. 15).
Стали должны обладать хорошей закаливаемостью и прокаливае-
мостью. После закалки мартенситная структура должна быть по всему
объему. Присутствие после закалки продуктов эвтектоидного пли проме-
жуточного превращения, феррита, перлита, а также отстаточного аустени-
та
ухудшает
все пружинные свойства. Чем мельче зерно, тем выше сопро-
тивление стали малым пластическим деформациям. Наличие обезуглеро-
женного слоя на готовых пружинах резко снижает пределы упругости
и
выносливости.
Для пружин малого сечения, закаливаемых в масле и испытывающих
невысокие
напряжения, применяют углеродистые стали 65, 70 75, 85. В слу-
чае больших сечений (d = 5 -f- 8 мм) закалку углеродистых сталей произво-
дят в воде.
Более
часто для изготовления пружин и рессор используют легиро-
ванные
стали, содержащие
1,5-2,8%
Si,
0,6-1,2%
Мп,
0,2-1,2%
Сг;
0,1-0,25%
V;
0,8-1,2%
W и
1,4-1,7%
Ж Эти элементы обеспечивают не-
обходимую прокаливаемость и закаливаемость, измельчают зерно и повы-
шают релаксационную стойкость сталей.
Путем легирования можно повысить температуру отпуска (выше интер-
вала развития необратимой отпускной хрупкости), что позволяет наряду
с
высоким сопротивлением малым пластическим деформациям получить
хорошие пластичность и вязкость.
В промышленности наиболее часто применяют кремнистые стали 55С2,
60С2А,
70СЗА. Вследствие того, что кремний повышает прокаливаемость,
задерживает распад мартенсита при отпуске и значительно упрочняет фер-
рит, кремнистые стали (50С2, 55С2 и 60С2) имеют высокие пределы текуче-
287
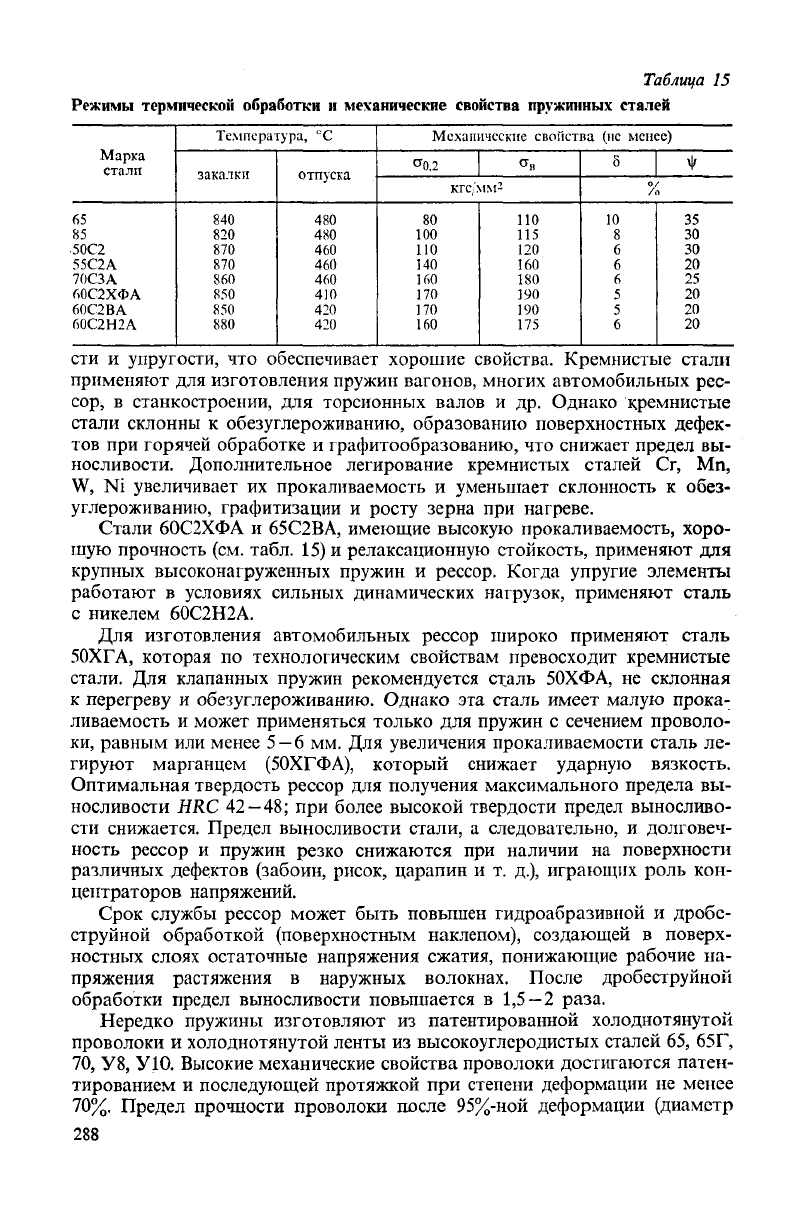
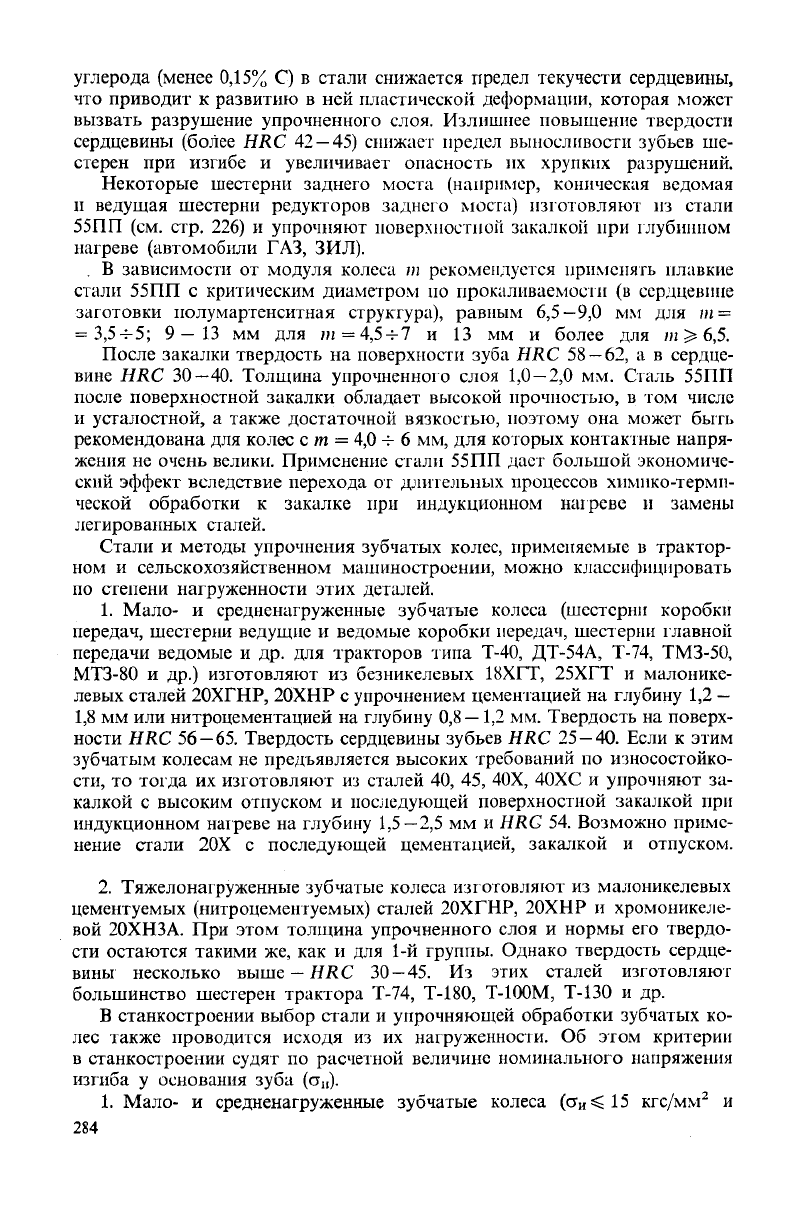
Таблица
15
Режимы
термической обработки и механические свойства пружинных сталей
Марка
стали
65
85
50С2
55С2А
70СЗА
60С2ХФА
60С2ВА
60С2Н2А
Температура,
°С
закалки
840
820
870
870
860
850
850
880
отпуска
480
480
460
460
460
410
420
420
Механические
свойства
(пс
менее)
°0,2 о»
кгс/мм-
80
100
ПО
140
160
170
170
160
ПО
115
120
160
180
190
190
175
5
о/
/а
10
8
6
6
6
5
5
6
35
30
30
20
25
20
20
20
сти и упругости, что обеспечивает хорошие свойства. Кремнистые стали
применяют
для изготовления пружин вагонов, многих автомобильных рес-
сор,
в станкостроении, для торсионных валов и др. Однако кремнистые
стали склонны к обезуглероживанию, образованию поверхностных дефек-
тов при горячей обработке и графитообразованию, что снижает предел вы-
носливости.
Дополнительное легирование кремнистых сталей Сг, Мп,
W, Ni увеличивает их прокаливаемость и уменьшает склонность к обез-
углероживанию, графитизации и росту зерна при нагреве.
Стали
60С2ХФА
и
65С2ВА,
имеющие высокую прокаливаемость, хоро-
шую прочность (см. табл. 15) и релаксационную стойкость, применяют для
крупных высоконагруженных пружин и рессор. Когда
упругие
элементы
работают в условиях сильных динамических нагрузок, применяют сталь
с
никелем
60С2Н2А.
Для изготовления автомобильных рессор широко применяют сталь
50ХГА,
которая по технологическим свойствам превосходит кремнистые
стали. Для клапанных пружин рекомендуется сталь
50ХФА,
не склонная
к
перегреву и обезуглероживанию. Однако эта сталь имеет
малую
прока-
ливаемость и может применяться только для пружин с сечением проволо-
ки,
равным или менее 5 — 6 мм. Для увеличения прокаливаемости сталь ле-
гируют
марганцем (50ХГФА), который снижает
ударную
вязкость.
Оптимальная
твердость рессор для получения максимального предела вы-
носливости
HRC
42—48;
при более высокой твердости предел выносливо-
сти снижается. Предел выносливости стали, а следовательно, и долговеч-
ность
рессор и пружин резко снижаются при наличии на поверхности
различных дефектов (забоин, рисок, царапин и т. д.), играющих роль кон-
центраторов напряжений.
Срок
службы
рессор может быть повышен гидроабразивной и дробе-
струйной обработкой (поверхностным наклепом), создающей в поверх-
ностных слоях остаточные напряжения сжатия, понижающие рабочие на-
пряжения
растяжения в наружных волокнах. После дробеструйной
обработки предел выносливости повышается в 1,5—2 раза.
Нередко
пружины изготовляют из патентированной холоднотянутой
проволоки
и холоднотянутой ленты из высокоуглеродистых сталей 65, 65Г,
70, У8, У10. Высокие механические свойства проволоки достигаются патен-
тированием
и последующей протяжкой при степени деформации не менее
70%. Предел прочности проволоки после 95%-ной деформации (диаметр
288
проволоки
1,4 мм) достигает. 260 кгс/мм
2
. Пружины после холодной навив-
ки
подвергают отпуску при
210-320°С
для снятия напряжений, повышения
предела упругости и релаксационной стойкости. Более часто применяется
сталь, поступающая в виде проволоки диаметром от 6,0 до 0,15 мм
и
имеющая, предел прочности
136—220
кгс/мм
2
. Нагартованная лента
имеет предел прочности 75 — 120 кгс/мм
2
.
10.
ШАРИКОПОДШИПНИКОВЫЕ
СТАЛИ
Подшипники
качения работают в условиях качения шариков (или роликов)
по
наружному и внутреннему кольцам. Наиболее часто причиной отказа
подшипников
является излом, разрушение тел качения и рабочих поверх-
ностей
колец, а также усталостное выкрашивание рабочих поверхностей
элементов подшипника.
Для изготовления тел качения и подшипниковых колец небольших сече-
ний
обычно используют высокоуглеродистую хромистую сталь ШХ15
(0,95 — 1,05% С и 1,3 — 1,65% Сг), а больших сечений — хромомарганцево-
кремнистую сталь ШХ15СГ (0,95-1,05%С,
0,9-1,2%
Мп,
0,4-0,65%
Si
и
1,3 — 1,65% Сг), прокаливающуюся на большую глубину. Стали обладают
высокой
твердостью, износостойкостью и сопротивлением контактной
усталости. К сталям предъявляют высокие требования по содержанию не-
металлических включений, так как они вызывают преждевременное
уста-
лостное разрушение. Недопустима так же карбидная неоднородность.
Электрошлаковый
и вакуумно-дуговой переплав, уменьшая количество
неметаллических включений (сульфидов, оксидов и др.), повышают долго-
вечность подшипников
1
. Стали изготовляют в виде прутков,
труб
и прово-
локи.
Для горячей штамповки стали поставляются без отжига, для холод-
ной
механической обработки - в отожженном состоянии. После отжига
стали получают однородную
структуру
мелкозернистого перлита с мелки-
ми
включениями вторичных карбидов. Такая структура обеспечивает удо-
влетворительную обрабатываемость резанием
(К„=0,55
для стали Р18)
и
достаточную пластичность при холодной штамповке шариков и роли-
ков;
твердость после отжига НВ
179—207.
Кольца, шарики и ролики про-
ходят
закалку в масле
(30-60°С)
с
840-860°С
и отпуск при 150— 170
с
С.
Перед отпуском для уменьшения количества остаточного аустенита детали
подшипника
охлаждаются до температуры не выше
20-25°С.
Это повы-
шает стабильность их размеров. Для подшипников, которые должны
иметь особо высокую стабильность размеров, иногда применяют обработ-
ку холодом при -70-=--80°С.
Для получения оптимального сочетания прочности и контактной вы-
носливости
кольца и ролики подшипников должны иметь после закалки
и
отпуска твердость HRC
61—65
для стали ШХ15 и HRC
60-64
для стали
ШХ15СГ, а шарики-ЯКС
62-66.
Для изготовления деталей подшипников качения, работающих при
высоких динамических нагрузках, применяют цементуемые стали:
20Х2Н4А
и
18ХГТ.
После газовой цементации на глубину 1,2 - 3,5 мм, высокого
отпуска, закалки и отпуска при
160—170°С
детали подшипника из
1
Если применен электрошлаковый переплав, к марке стали добавляется буква Ш, а ва-
куумно-дуговой переплав буквы ВД, например ШХ15Ш, ШХ15ВД.
10 Ю. М. Лахтнн и др.
289
стали
20Х2Н4А
имеют на поверхности HRC
58-62
и в сердцевине
HRC 35-45.
Детали подшипника качения из стали
18ХГТ
подвергают цементации
или
цианированию на глубину
0,9—1,8
мм. После закалки и низкого от-
пуска они имеют HRC 61 — 65.
В последние годы разработан и внедрен в массовое производство про-
цесс объемно-поверхностной закалки колец тяжелонагруженных роли-
ковых подшипников для букс железнодорожных вагонов. Для изготовле-
ния
этих деталей применяют высокоуглеродистую сталь ШХ4 (0,95 — 1,05%
С,
0,15-0,3%
Si;
0,15-0,3%
Мп;
0,35-0,5%
Сг) с регламентированной про-
каливаемостью, имеющую перед закалкой
структуру
зернистого перлита.
Закаливаемые кольца нагревают в специальном автоматическом станке
индукционным
способом насквозь, после чего осуществляют короткую
изотермическую выдержку при
85О°С.
Закалка выполняется в закалочной
камере,
где поверхности кольца с большой скоростью омываются потоком
воды. Затем
следует
низкий
отпуск
(160°С,
4 ч). После такой термической
обработки (вследствие ограниченной прокаливаемости стали ШХ4) на
кольцах толщиной 14 мм образуется закаленный слой со структурой мар-
тенсита толщиной 2,5 — 3,5 мм с твердостью HRC 60 — 63, а сердцевина по-
лучает
структуру
троостита и сорбита закалки с твердостью HRC 35 — 40.
Кольца
роликовых подшипников, обработанные таким способом, имеют
высокие
показатели конструктивной прочности.
Кольца
и тела качения подшипников, работающих в агрессивных сре-
дах (морской воде, азотной кислоте и т. д.), изготовляют из стали
95X18
(0,9-1,0% С и
17-19%
Сг).
11.
ИЗНОСОСТОЙКАЯ (АУСТЕНИТНАЯ) СТАЛЬ
Для деталей, работающих на износ в условиях абразивного трения и высо-
ких давлений и ударов (например, для траков некоторых гусеничных ма-
шин,
щек дробилок, черпаков землечерпательных машин, крестовин желез-
нодорожных и трамвайных путей и т. д.), применяют высокомарганцевую
литую аустенитную сталь
ПОПЗЛ,
содержащую
0,9—1,3%
С и 11,5 — 14,5%.
Мп.
Структура этой стали после литья состоит из аустенита и избыточных
карбидов (Fe*
Mn)
3
C,
выделяющихся по границам зерен, что снижает проч-
ность
и вязкость стали. В связи с этим литые изделия закаливают с нагре-
вом до
1100°С
и охлаждением в воде. При таком нагреве растворяются
карбиды,
и сталь после закалки приобретает более устойчивую аустенит-
ную
структуру.
Она обладает следующими механическими свойствами:
а
в
= 80 - 90кгс/мм
2
, а
о
,
2
= 31 н- 35кгс/мм
2
,5 = 25 -^ 15%; \|/ = 30 -н 20%, НВ
180 — 220. Сталь с аустенитной структурой характеризуется низким пре-
делом текучести, составляющим примерно одну треть от предела прочно-
сти и сильно упрочняется под действием холодной деформации. Если экс-
плуатация детали протекает в условиях значительных давлений и ударных
нагрузок, то твердость стали повышается в результате наклепа, что увели-
чивает сопротивление износу. По этой причине сталь ПОПЗЛ плохо обра-
батывается резанием. Если же во время работы сталь испытывает только
абразивный
износ и
отсутствуют
значительные давления, вызывающие на-
клеп,
то повышения износостойкости не наблюдается.
290