Лекции по дисциплине - Технология изделий интегральной техники
Подождите немного. Документ загружается.

61
с этой контрольной операции дальнейшая обработка может быть групповой либо
индивидуальной.
Зондовый контроль осуществляется на автоматических установках путем
перемещения групповой пластины под головкой, несущей контактные щупы (зонды),
с шагом, соответствующим размерам ячейки, и последовательного контактирования
зондов с периферийными контактами каждой ячейки. При наличии годной ячейки
вырабатывается сигнал на очередное перемещение на шаг, в противном случае —
сигнал на маркировочное устройство, наносящее цветную метку на
дефектную
ячейку. В дальнейшем на групповой пластине наносятся риски по границам ячеек
(операция
скрайбирования), пластина разламывается на отдельные ячейки-
кристаллы и дефектные кристаллы (несущие метку) отбраковываются.
Монтаж кристалла в полых корпусах сводится к его установке и фиксации с
помощью приклеивания или пайки на основании корпуса, а в сплошных
(полимерных) корпусах — на промежуточном носителе. Затем периферийные
контакты кристалла соединяют с внешними выводами корпуса. Способ монтажа
выводов, так же как и способ герметизации ИМС (пайка, сварка, заливка и др
.),
зависят от конструкции корпуса. Монтажно-сборочные операции чередуются с
межоперационным контролем, имеющим цель не пропустить бракованные изделия
на дальнейшую обработку и выявить нарушения в технологическом процессе. На
завершающем этапе производятся электрический контроль ИМС по статическим и
динамическим параметрам, их классификация и маркировка, а также выборочные
механические и климатические испытания.
Основную
часть производственного цикла по длительности составляют этапы
формирования структуры ИМС. Однако групповая обработка, а также возможность
многоместной обработки (одновременно нескольких групповых пластин) на ряде
операций (диффузия, эпитаксия, окисление, химическая обработка) снижают
трудоемкость в пересчете на одну ИМС, поэтому особое внимание должно быть
обращено на снижение трудоемкости операций индивидульной обработки. На
этой
стадии процесса производства необходимо использовать автоматические средства
сборки и контроля, что, в свою очередь, требует разработки конструкций корпусов,
допускающих возможность применения группового контактирования, многоместной
обработки при установке кристалла и герметизации, автоматической подачи и
ориентации изделий при сборке и электрическом контроле и других прогрессивных
технологических методов.
Экономическая целесообразность автоматизации операций
данной группы
подкрепляется единообразием технологических операций и применяемого
оборудования, которые для определенной конструкции корпуса практически не
зависят от структуры ИМС и ее функционального назначения. На этом основании
может оказаться эффективным выделение процессов третьей группы в
специализированные предприятия.
Микроклимат и производственная гигиена
. Исключительно важное значение
для обеспечения высокого процента выхода годных ИМС и воспроизводимости их
параметров имеют стабильность климатических условий производства, а также
высокая чистота производственной атмосферы, технологических газов и жидкостей
в сочетании с использованием сверхчистых основных материалов
(полупроводниковых, легирующих, изолирующих и др.).
К
климатическим параметрам производственных помещений относят
температуру и влажность, совокупность которых определяет понятие
микроклимата. Определенная и стабильная температура необходима прежде всего
для фотолитографических операций и операций, связанных с изготовлением
фотошаблонов. В условиях жестких требований к точности элементов
топологического слоя ИМС (десятые и сотые доли микрометра) существенным
62
является стабильность линейных размеров пластины, фотошаблона и элементов
технологической установки для совмещения и экспонирования. Аналогичные
требования имеют место при изготовлении фотооригиналов, при фотосъемках и
других операциях по изготовлению фотошаблонов.
Для ряда технологических процессов (диффузия, эпитаксия и др.) требуется
рабочая температура 800-1200°С, стабилизированная с точностью до десятых долей
градуса. Создание определенных
условий теплообмена технологического
оборудования с окружающей средой облегчает задачу поддержания рабочей темпе-
ратуры процесса в этих пределах. Наконец, стабилизация температуры помещений
обеспечивает высокую точность измерений при межоперационном контроле и
окончательных электрических испытаниях ИМС.
Из-за влажности воздуха производственных помещений происходит
адсорбция паров воды поверхностью пластин, кристаллов, а также элементами
рабочих
объемов технологических установок, что при нагреве может приводить к
образованию нежелательных окислов. Следует отметить, что адсорбция паров воды
поверхностью изделий происходит более активно, чем кислорода воздуха,
вследствие малых размеров молекул воды, поэтому влажность в производственных
помещениях должна быть минимальной (но не ниже 30 %, установленных
санитарными нормами). По температурно-влажностным параметрам
соответствующим отраслевым
стандартом устанавливается три класса
производственных помещений (табл. 2).
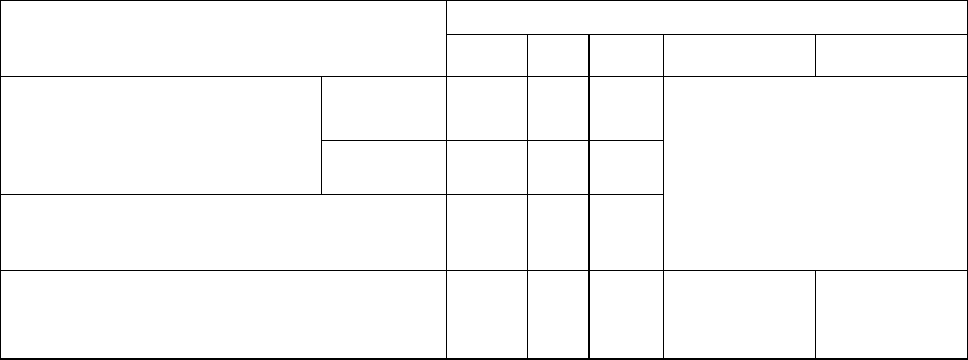
Табл. 2 - Параметры воздушной среды производственных помещений (по ОСТ 4.091.172—
81)
Класс помещения
Характеристика воздушной среды
1 2 3 4 5
летом 22±0,5 20±1 20±2
Температура, °С
зимой 22±0,5 23±1 23±2
Относительная влажность, % 45±5 50±5 50±10
По ГОСТ 12.1.005-76
Максимальное число частиц размером
≥0,5мкм на 1 л воздуха
4 35 350 1000 3500
Производственная гигиена — комплекс технологических и организационно-
технических мероприятий, направленных на обеспечение чистоты воздушной среды
производственных помещений и чистоты технологических сред и имеющих целью
повышение качества выпускаемых изделий.
С точки зрения производственной гигиены воздушная среда
производственного помещения характеризуется
запыленностью. Присутствие в
воздухе механических частиц — аэрозолей является одной из причин появления
проколов в защитном слое окисла и выхода из строя элементов и ИМС в целом.
Частицы пыли, осевшие на поверхности готовых структур, могут привести к пробоям
и коротким замыканиям при электрических испытаниях ИМС или ее эксплуатации.
Запыленность воздушной среды принято
оценивать количеством частиц
размером не менее 0,5 мкм, приходящихся на единицу объема (1 л или 1 м
3
). По
степени запыленности производственные помещения (или ограниченные рабочие
объемы) подразделяют на пять классов (табл. 2).
63
Для обеспечения обеспыленности производственной воздушной среды
предприятия микроэлектронного производства стараются размещать в зеленых
зонах вдали от других промышленных предприятий. Для промышленных зданий и
помещений используются материалы, легко поддающиеся очистке и не
загрязняющие окружающий воздух. Перед подачей в помещения воздух проходит
специальную систему фильтрации, а производственные помещения оборудуются
системами кондиционирования. Давление
воздуха внутри зданий должно несколько
превышать атмосферное для уменьшения самопроизвольного проникновения
наружного воздуха (минуя фильтр и вентилятор). Особо тщательно оборудуются
помещения 1-3-го классов, которые принято называть
чистыми комнатами или
гермозонами.
Чистая комната имеет рабочее помещение, где размещается технологическое
оборудование и выполняются операции; гардеробные помещения для подготовки
обслуживающего персонала к работе; переходные и обдувочные шлюзы; помещения
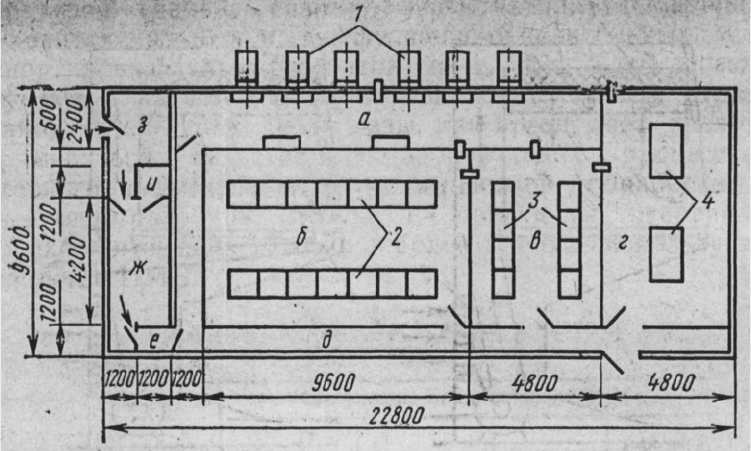
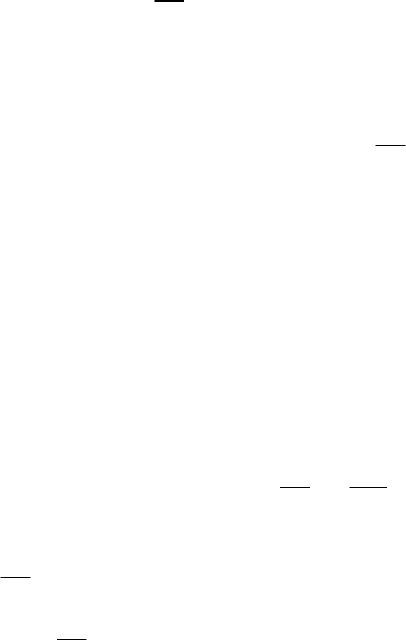
для обработки приточного воздуха. Пример планирования чистой комнаты приведен
на рис. 20. В чистых комнатах обеспечиваются не только определенные
температура, влажность, запыленность, но и определенные скорость
и направление
перемещения воздуха, способствующие эффективному удалению пыли,
образующейся при работе оборудования и движениях персонала.
Обеспечение необходимых требований по микроклимату и чистоте воздушной среды
связано со значительными материальными затратами, поэтому целесообразно
отдельные операции, к которым предъявляются единые требования, группировать в
общем помещении. Рекомендуемые для различных операций классы микроклимата
и чистоты
производственных помещений приведены в таблице 3.
Рис. 20. Пример планировки помещений чистой комнаты:
а — участок диффузии;
б
— участок фотолитографии;
в
— участок химической обработки;
г
— участок напыления;
д
— коридор-шлюз;
е
— обдувочный шлюз;
ж
— гардероб чистой одежды;

64
з — гардероб общецеховой одежды;
и
— туалетная комната;
1, 2, 3, 4
— оборудование для диффузии, фотолитографии,
химической обработки и вакуумного напыления соответственно
Табл. 3. Классы производственных помещений и рабочих объемов для выполнения
различных операций
Класс помещения
Класс рабочего
объема по
запыленности
Наименование
технологических операций
Класс
помещения
Класс рабочего
объема по
запыленности
Наименование
технологических
операций
Фотолитографические 1 3 1
Вакуумное напыление 3 2 2
Химическая обработка
пластин и подложек,
окисление пластин, диффузия
примесей
3 3 2
Скрайбирование и
разделение пластин, монтаж
кристалла в корпус,
присоединение выводов
3 5 5
Герметизация и контроль
герметичности, изготовление
толстопленочных ИМС
3 5 -
65
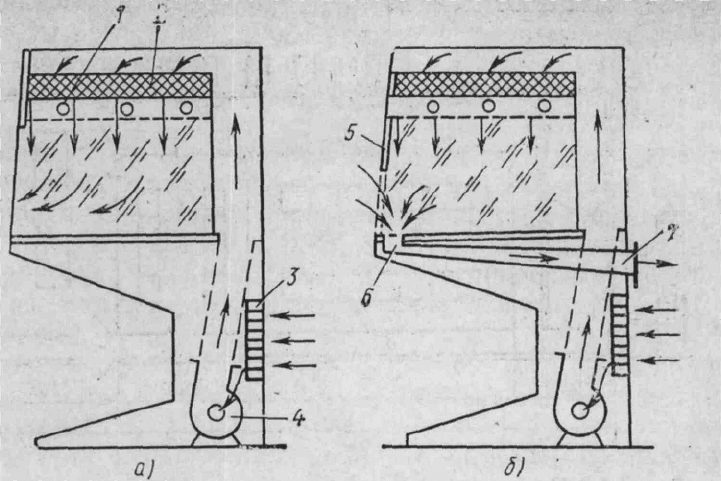
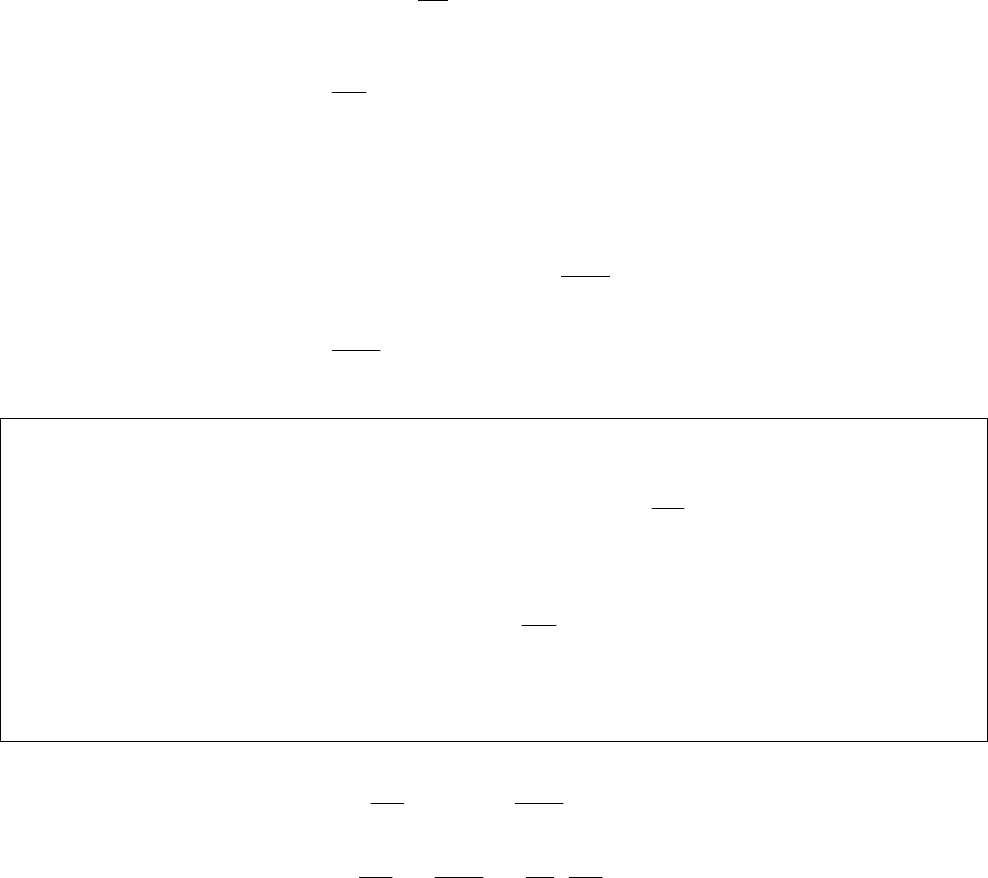
Рис. 21. Схемы рабочих боксов для операций без выделения (а)
и с выделением (б) продуктов химических реакций:
1
— лампы освещения;
2
— фильтр;
3
— воздухозаборная решетка с фильтром;
4
— вентилятор;
5
— подъемная стеклянная шторка;
6
— щель для отвода воздуха;
7
— патрубок для отвода воздуха
Достичь высокой степени обеспыленности проще в ограниченных, локальных
рабочих объемах — боксах или скафандрах. На рис. 21 представлены некоторые
варианты рабочих боксов. Внутри бокса может быть установлено то или иное
технологическое оборудование небольших размеров (центрифуга для нанесения
фотослоя, установка совмещения и экспонирования, установка для микросварки,
установки межоперационного контроля, ванны для химической обработки
и т. д.).
Такой бокс может обслуживать и крупногабаритное оборудование, например
диффузионную печь, а также служить для перегрузки пластин из герметичной
цеховой тары. Оператор сообщается с рабочим объемом через лицевой проем при
поднятой шторке. Достоинством боксов является возможность создать в них
необходимую для выполнения операции среду (воздух высокой степени
осушенности, заполнение
инертным газом и т. д.).
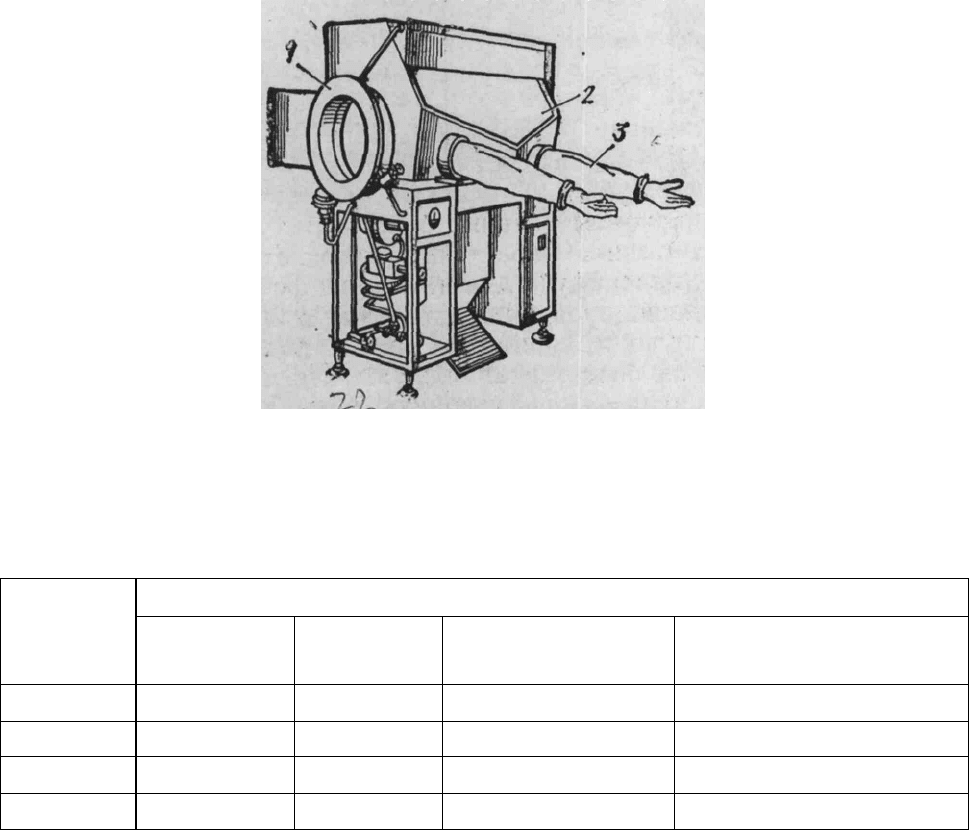
Для фотолитографического цикла операций целесообразно создавать
поточные линии из герметизированных боксов — скафандров (рис. 22). В этом
случае необходимые манипуляции оператор осуществляет с помощью резиновых
перчаток, герметично вмонтированных в скафандр, а передача изделий с одного
рабочего места на другое производится через шлюзовые окна, соединяющие
смежные скафандры.
Определенные требования предъявляют к содержанию помещений, рабочим
местам, инструменту, технологической таре, технологической документации,
специальной одежде персонала.
К
технологическим средам относятся прежде всего технологические газы и
технологическую воду.
66
Технологические газы в производстве ИМС используют в разных целях.
Защитные газы (азот, аргон, гелий) применяют для исключения процессов
окисления и коррозии на операциях с высокой температурой (пайка, сварка,
герметизация, продувка реакторов эпитаксиальных и диффузионно-окислительных
установок, транспортировка газов-реагентов и т. п.).
Газы-реагенты используются в
качестве диффузантов, окислителей, травителей, восстановителей и т. д. Такие
газы, как аргон, азот, кислород, могут применяться в качестве плазмообразующих в
процессах ионно-плазменного распыления, плазмохимической обработки, вакуум-
плазменного травления. В таблице 4 приведены требования к чистоте
технологических газов, наиболее широко используемых при производстве ИМС.
Рис. 22. Общий вид, скафандра:
1
— шлюзовое окно; 2 — смотровое стекло; 3 — резиновые перчатки
Табл. 4. Требования к чистоте технологических газов
Содержание примесей (не более)
Газ
кислород,
об.
%
водород,
об. %
пары воды, °С (по
точке росы)
аэрозоли размером ≥0,5
мкм, част./л
Азот
4
105
−
⋅
3
101
−
⋅
-65 4
Аргон
4
105
−
⋅
3
101
−
⋅
-65 4
Водород
5
101
−
⋅
- -75 4
Кислород
-
3
101
−
⋅
-65 4
Промышленно выпускаемые газы не имеют достаточной чистоты (например,
аргон высшего сорта по ГОСТ 10157—79 содержит до 0,001% кислорода и имеет
точку росы -58 °С), поэтому необходима их очистка непосредственно на предприятии
(централизованно) с использованием серийно выпускаемых газоочистительных
установок (УОГА-25, УОГВ-25 и др.). Установка ЖК.30.21, например, позволяет
снизить содержание кислорода в аргоне до
5
101
−
⋅ об. % и точку росы до -70 °С.
Особенно тщательно осушать и очищать от водорода и кислорода технологические
газы нужно для процессов эпитаксии: в газовой смеси, содержащей водород и
кислород, при температурах свыше 550 °С протекает процесс гидрирования, т. е.
образования паров воды; при температуре 1200 °С (типичной для процесса
67
эпитаксии) окисление кремния начинается в газовой смеси с точкой росы -40 °С, что
приводит к структурным нарушениям выращиваемой эпитаксиальной пленки.
Для межоперационного хранения изделий используют боксы или специальные
емкости
(эксикаторы) с активным влагопоглотителем (силикагелем).
В производстве ИМС в больших количествах используется вода. Она
применяется для отмывки пластин-подложек от следов различных химических
реактивов (травителей, проявителей и т. п.), ионы которых способны проникать в
поверхностный слой полупроводника и изменять его электрофизические свойства.
Вода служит растворителем при получении различных технологических растворов, а
также выступает в роли
химического реагента (например, термическое окисление
кремния в парах воды). Во всех перечисленных случаях требуется, чтобы в воде не
было механических частиц
(гидрозолей), растворенных солей и газов, примесей
металлов, микроорганизмов и т. п.
Предварительно воду очищают от взвешенных и коллоидно-растворенных
частиц. Для этого используют методы дистилляции, сорбции с помощью
специальных фильтров, коагуляции и др. Предварительно очищенная вода
содержит в основном растворимые соли, поэтому окончательная очистка воды
осуществляется с помощью ионно-обменных смол
путем связывания катионов и
анионов диссоциированных в воде солей, в результате чего в воду поступают ионы
водорода Н
+
и гидроксильных групп ОН
-
. Такой процесс очистки получил название
деионизации, а получаемая вода — деионизованной.
Основным показателем чистоты воды является ее объемное удельное
сопротивление. Различают деионизованную воду марок А. Б и В, для которых
удельное сопротивление составляет соответственно 18, 10 и 1 МОм [для сравнения
укажем, что водопроводная вода имеет сопротивление 3-6 кОм, вода двойной
дистилляции — 0,3…0,6 МОм, а идеально чистая вода (теоретическое значение при
20 °С) — 25 МОм].
Кроме удельного
сопротивления для деионизованной воды определяют
содержание органических примесей и кремниевой кислоты, а в особых случаях (для
сложных ИМС) — микрочастиц, микроорганизмов и др.
68
4. Диффузионные процессы в твердых телах
4.1. Введение
Из термодинамики, а так же из практического опыта следует, что любая
однофазная система, находящаяся в равновесии, должна быть гомогенной.
Например, смесь воды и чернил или наполненная дымом комната, через
определенный промежуток времени становятся однородными.
Диффузия имеет место в газах, жидкостях и твердых телах, причем
диффундировать могут как растворенные в
веществе посторонние частицы, так и
частицы самого вещества (самодиффузия).
Диффузия – это обусловленное тепловым движением перемещением частиц
в направлении убывания их концентрации. (Движущей силой диффузии является
градиент концентрации атомов. Чем больше градиент концентрации, тем
интенсивнее осуществляется перемещение атомов.)
4.2. Законы диффузии
Диффузионные законы – это соотношения между величинами,
характеризующими процессы диффузии.
Первый закон диффузии определяет количество вещества диффундирующего
в направлении убывания концентрации. Если градиент концентрации
С вдоль
направления
Х равен
dC
dx
, то этот закон дает для массы вещества dm,
диффундирующего за время
dt через площадку S, перпендикулярную направлению
Х, выражение:
dm = –D·S
dC
dx
dt, (1)
где знак (–) указывает, что диффузия происходит в сторону уменьшения
концентрации;
D – коэффициент диффузии, численно измеряемый массой вещества,
диффундирующего через площадку за время
t=1, при градиенте концентрации,
равном 1 ([Д]=[см
2
·сек
-1
]).
Коэффициент диффузии определяет скорость процесса и зависит от природы
диффундирующего вещества и вещества, в котором происходит диффузия.
Из первого закона диффузии выводится второй:
dC
dt
=D
2
2
dC
dx
.
Когда
dC
dt
=0 (стационарный поток) второй закон легко проверяется, т.к. из него
следует, что при
dC
dt
=0 концентрация диффундирующего вещества должна линейно
69
уменьшатся вдоль направления диффундирующего потока. Опыт подтвердил
правильность этого заключения.
Рассмотрим элементарный объем с единичной поверхностью
S=1,
перпендикулярной направлению
Х и толщиной dx, и получим выражение для
скорости изменения концентрации (
dC
dt
)
1
11
() ( )
⎛⎞
=−+
⎜⎟
⎝⎠
x
dC
dx dm x dm x dx
dt
.
Если толщина dx мала, то поток dm(x
1
+dx) может быть связан с dm(x
1
)
следующим выражением:
1
11
()()
∂
⎛⎞
+= +
⎜⎟
∂
⎝⎠
x
dm
dm x dx dm x dx
x
;
1
11
() ( )
∂
⎛⎞
−=−+
⎜⎟
∂
⎝⎠
x
dm
dx dm x dm x dx
x
;
Градиентом скалярной величины С, зависящей от координат, называется
вектор, характеризующий быстроту изменения этой величины в пространстве: Если
концентрация С изменяется вдоль оси Х, то grad C =
∂
∂
C
x
, а поскольку изменения
происходят только вдоль оси Х, так мы предположим что частную производную
можно заменить на полную
Grad C =
dC
dx
.
Математические уравнения диффузии были впервые применены в 1858 году
Адольфом Фиком, хотя аналогичные уравнения были получены десятилетием
раньше Фурье при анализе теплового потока.
11
∂∂
⎛⎞ ⎛ ⎞
=−
⎜⎟ ⎜ ⎟
∂∂
⎝⎠ ⎝ ⎠
xx
Cdm
dx dx
tx
;
∂∂ ∂∂
⎛⎞
=− =−
⎜⎟
∂∂∂∂
⎝⎠
Cdm C
txxx
. (2)
Это и есть второй закон диффузии. Аналогичным путем задача может быть
решена для двух- и трех-мерного случаев в декартовых, цилиндрических или
полярных координатах. Однако для мы ограничились рассмотрением одномерной
задачи.
Рассмотрим основные механизмы диффузии атомов в кристаллах:
1) механизм обмена атомов местами;
2) кольцевой механизм;
3) механизм перемещения
по междуузлиям;
4) вакансионный механизм
Механизм обмена двух атомов местами в кристаллической решетке является
наиболее простым и элементарным актом диффузии. Обмен местами в
плотноупакованной структуре требует преодоления большого потенциального
барьера, связанного с необходимостью раздвижением соседних атомов.

70
В случае кольцевого механизма несколько атомов, расположенных примерно по
кольцу, согласованно перемещаются так, что все кольцо из атомов поворачивается
на одно межатомное расстояние. В этом случае доля энергии потенциального
барьера, приходящегося на каждый атом будет меньше, чем при обмене пары
атомов. Однако эта энергия возрастает с увеличением числа атомов в
кольце и
вероятность осуществления такого процесса за счет флуктуационного накопления
необходимой энергии резко падает. Оба эти механизма могут проявляться лишь в
совершенных кристаллических решетках с рыхлой упаковкой.
В реальных материалах с большим числом дефектов наиболее вероятными
являются междуузельный и вакансионный механизмы диффузии. (+ границы,
дислокации)
Вероятность перехода (
ω) частицы в решетке из одного положения в другое в
следствии статистического характера процесса возрастает с повышением
температуры по экспоненциальному закону:
ωω
Δ
−
=
H
kT
o
e ,
где
ΔH – высота потенциального барьера.
Введем понятие среднего времени нахождения атома в одном из положений
равновесия (
τ
):
1
exp
ττ
ω
Δ
⎛⎞
==
⎜⎟
⎝⎠
o
H
kT
. (3)
4.3. Основы кинетической теории газов
В кинетической теории газов коэффициент диффузии определяется
следующим выражением:
2
1
τ
=
⋅
l
D
з
,
где
l – длина свободного пробега, а
τ
– время между двумя столкновениями.
Выражение для коэффициента диффузии в кристалле приобретает вид:
2
α
τ
=
a
D , (4)
где
α
– множитель, учитывающий геометрию решетки и механизм диффузии.
На основании (3) и (4) получим выражение коэффициента диффузии в
кристалле:
exp
Δ
⎛⎞
=−
⎜⎟
⎝⎠
о
H
DD
kT
,
где
2
α
τ
=
о
o
a
D .