Лекции по курсу - Технология и автоматизация производства электронной аппаратуры
Подождите немного. Документ загружается.

261
На базе лямбда-волны фирмой Electrovert создана омега-волна за счет раз-
мещения вибрирующего элемента в окне сопла, через которое подается припой.
Вибрация элемента создается с помощью электромагнитного вибратора, рабо-
тающего на частоте 60 Гц с амплитудой колебаний 1÷3 мм. За счет придания
турбулентности волне припоя обеспечивается заполнение металлизированных
отверстий в платах на
уровне 99 %, количество дефектов в виде непропаев со-
кращается в два раза. Омега-волна используется в установке Century 2000
(фирмы Electrovert), имеющей скорость конвейера до 6 м/мин.
Серийно выпускаемые линии механизированной пайки ЛПМ-300 и ЛПМ-
500 уже не удовлетворяют по своим техническим параметрам современным
требованиям, поэтому на отдельных предприятиях они
подверглись модерниза-
ции. Так, на базе ЛПМ-300 разработана установка УПМ-300, имеющая:
•плавное регулирование скорости движения транспортера от 0,3 до 3,0
м/мин;
• электромагнитный воздухораспределитель, прекращающий пенообразова-
ние флюса при выключении двигателя транспортера;
• устройство для автоматической остановки платы над секцией термора-
диационной сушки для лучшего подогрева плат толщиной более 1,5
мм;
• подачу защитной жидкости как на волну припоя, так и на поверхность пла-
ты в ванне.
На линии SOLTEX (Голландия) осуществляется двухступенчатая пайка по
следующей схеме: пенное флюсование – подогрев – пайка протягиванием по
поверхности припоя со скоростью 1,5 м/мин – охлаждение – обрезка выводов
фрезой с подзаточкой и пневматическим реверсом – очистка щетками –
флюсо-
вание – подогрев – пайка волной припоя. При этом сокращается расход припоя,
обеспечивается однородность паяных соединений с заданной высотой выводов
над поверхностью платы.
В 80-х г.г. при массовой пайке волной припоя возникли новые проблемы.
Дальнейшая микроминиатюризация компонентов привела к увеличению плот-
ности компоновки, размеры проводников на плате уменьшились до 0,25 мм,
а
зазоры – до 0,125 мм, число выводов на компонент возросло с 2÷3 до 68. Поя-
262
вились безвыводные «чиповые» компоненты, монтируемые поверхностью.
Традиционные установки уже не обеспечивали выполнение основной функцио-
нальной цели волновой пайки – оставлять на плате ровно столько припоя,
сколько требуется для образования надежного электрического контакта. Ос-
тающийся на плате избыток припоя вызывает образование соединений залив-
ной формы, которые менее надежны, чем соединения видимого контура, и
спо-
собствует возникновению перемычек и сосулек припоя.
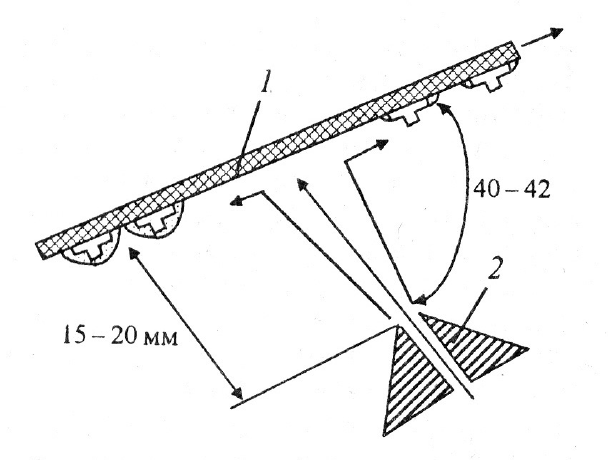
Примером нового подхода к технологии массовой пайки волной припоя яв-
ляется концепция «воздушного ножа», предложенная фирмой Hollis Engineering
(рис. 27.8). Поток горячего воздуха, направленный на плату 1, удаляет с ее по-
верхности излишки припоя, перемычки и сосульки. Сопло 2 изготавливается из
нержавеющей стали и имеет достаточную
массу для удержания тепла. Встро-
енные нагреватели внутри сопла обеспечивают нагрев воздуха до температуры
+375÷+390 °С при давления 0,3 МПа. Горячий воздух направляется на паяемую
сторону платы через 6÷8 с после ее выхода из волны под углом (40÷42) ° на
расстоянии до 20 мм от поверхности платы. Поскольку нагрев воздуха сопро-
вождается значительными затратами электроэнергии,
установки оснащают ав-
томатической системой, включающей подачу воздуха при выходе платы из
волны. «Воздушный нож» используется в установках GBS Mark 3 и SPS фир-
мы Hollis, имеющих модули двойной волны припоя, предварительный ИК-
подогрев плат с двух сторон и максимальную скорость конвейера – до 3,6
м/мин.
Для ограничения количества припоя на печатных проводниках в
технологии
массовой пайки применяют паяльные маски в виде сухой фотополимерной плен-
ки, наносимой на поверхность платы вакуумным ламинированием и экспонируе-
мой ультрафиолетовым излучением. Маска типа BAKREL фирмы Du Pont
(США) матово-зеленого цвета обладает хорошей адгезией к поверхности платы,
устраняет образование перемычек припоя и защищает печатный монтаж от кли-
матических воздействий
., Маски выпускаются толщиной 50, 75 и 100 мкм и обес-
печивают требуемую геометрию паяных соединений с фотографической точно-
стью.
263
Рис. 27.8. Схема «воздушного ножа».
До сих пор технология волновой пайки не требовала высокой квалификации
исполнителя, так как многие переменные факторы процесса не контролировались.
Сокращение брака и обеспечение высокого процента выхода годных сборок (до
90 % и выше) возможно путем компьютеризации процесса волновой пайки. Ком-
пьютер позволяет не только улучшать качество соединений, но и увеличивать в
10 и
более раз скорость контроля. Для реализации компьютерного управления
необходимо для каждой электронной сборки сформировать матрицу параметров,
таких как тип печатной платы, длина выводов элементов, скорость и ширина кон-
вейера, температура подогрева платы, плотность флюса, температура пайки и др.
Компьютеризация позволяет обеспечивать стабильность качества паяных соеди-
нений в массовом производстве. Микропроцессорными
системами управления
оснащены установки SPS фирмы Hollis, Gemini 400 FM фирмы Sensbey (Япо-
ния), NFS300 фирмы Zevatron (Германия).
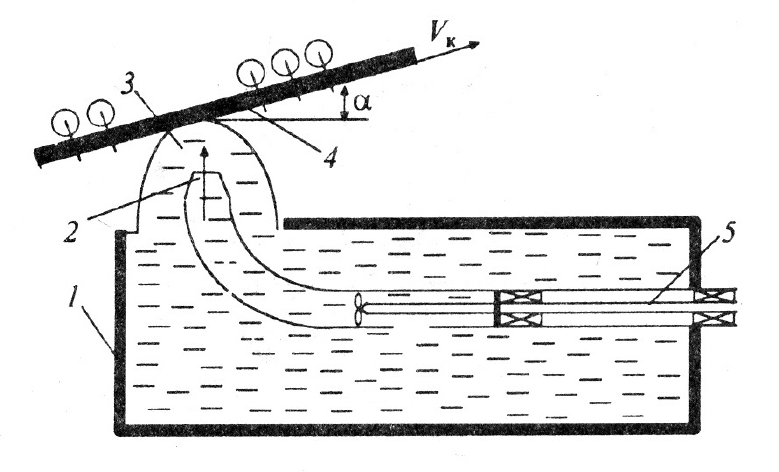
Для образования волны припоя в установках пайки используют механические
нагнетатели, давление воздуха или газа, УЗ-колебания и электромагнитные на-
гнетатели. Механический нагнетатель работает по следующему принципу (рис.
27.9). В замкнутую полость 1, на конце которой
устанавливают сопло 2, постоян-
но нагнетается расплавленный припой с помощью крыльчатки, расположенной на
валу 5, связанном клиноременной передачей с электродвигателем. Плата 4 входит
264
в волну припоя под углом α. Высота гребня волны 3 регулируется изменением
числа оборотов электродвигателя постоянного тока путем изменения напряжения
питания с помощью регулируемого автотрансформатора. Такая конструкция наи-
более проста, однако недостатком ее является наличие в расплаве припоя вра-
щающихся деталей. Это требует дополнительных блокировок от включения дви-
гателя при нерасплавленном
припое.
Рис. 27.9. Схема механического нагнетателя.
Еще проще использовать для создания волны припоя давление воздуха или га-
за, подаваемого в замкнутую полость. Однако на практике применение воздуха
приводит к окислению припоя, а использование инертного газа экономически не-
целесообразно.
Для создания небольшой по размеру волны припоя могут использоваться УЗ-
колебания, вводимые в припой с помощью специального излучателя.
Однако кон-
структивно сложно «развязать» излучатель с ванной припоя, волна имеет очень
небольшие размеры и затруднена пайка плат с обычными размерами. Поэтому
более рационально вводить УЗ-колебания в волну припоя, создаваемую механи-
ческими нагнетателями.
Принцип действия электромагнитных нагнетателей заключается в том, что
взаимодействие электрического тока, проходящего через припой, и внешнего
265
магнитного поля приводит к появлению в жидком припое электромагнитных
(пондеромоторных) сил, направленных перпендикулярно к векторам тока и поля
и приводящих припой в движение: F
ЭM
=I×В.
По принципу действия электромагнитные нагнетатели подразделяются на кон-
дукционные и индукционные. В первых электрический ток подводится к припою
от внешнего источника с помощью специальных электродов, контактирующих с
жидким припоем непосредственно либо через стенки канала. Прямоугольный ка-
нал, выполненный из немагнитного материала с низкой электропроводностью
(нержавеющая сталь), расположен между
полюсами N и S магнита. В канал вмон-
тированы электроды, по которым пропускается постоянный ток от источника.
Взаимодействие магнитного поля и тока приводит к появлению разности давле-
ний на входе и выходе насоса (по правилу левой руки). Постоянные магниты
должны быть изготовлены из твердых магнитных материалов (например, феррита
бария), сохраняющих
свои магнитные свойства при рабочих температурах пайки.
К недостаткам такого нагнетателя следует отнести небольшие размеры струи
припоя и старение постоянных магнитов при воздействии температуры.
Принцип действия индукционных нагнетателей подобен принципу действия
асинхронных двигателей Ток в расплаве возбуждается индукционным путем с
помощью переменного электромагнитного поля. Примером является спиральный
индукционный нагнетатель, который состоит
из индуктора, выполненного подоб-
но статору асинхронного двигателя из листовой электротехнической стали, в пазы
которого уложена обмотка магнитопровода, служащего для уменьшения рассеи-
вания магнитного потока рабочего канала и выполненного в виде одно- или мно-
гозаходной спирали.
В результате взаимодействия вращающегося магнитного поля и наведенных
им в массе металла индукционных токов
в припое возникают центробежные си-
лы, перемещающие жидкий металл по виткам канала, обеспечивая поступатель-
ное движение расплава. К недостаткам подобного устройства относятся ограни-
ченные размеры волны и турбулентный (вихревой) ее характер.
Большее распространение получили индукционные однофазные электромаг-
нитные нагнетатели, в которых используется специальным образом профилиро-
266
ванная ванна и часть расплава припоя в качестве токопровода для индуцирования
в нем электрических токов. В ванне, заполненной жидким припоем, установлены
камеры и, внутри которых помещены полюса электромагнита, подключенного к
источнику переменного тока. Камеры со всех сторон омываются припоем, обра-
зующим два короткозамкнутых витка с током вокруг полюсов электромагнита.
При пропускании
тока через обмотку в припое индуцируется электрический ток и
расплав начинает перемещаться вверх, образуя струю припоя шириной не более
100 мм.
Двухконтурный электромагнитный нагнетатель содержит Ш-образный магни-
топровод, между крайними стержнями которого размещена ванна, заполненная
припоем. Средний, более короткий, стержень примыкает к дну ванны, омывается
со всех сторон припоем и образует вторичный короткозамкнутый виток. Первый
стержень имеет обмотку индукционного нагрева, а второй стержень – обмотку
нагнетания. При питании обмоток переменным током в
зазоре между стержнями
образуется переменное магнитное поле, а во вторичном жидкометаллическом
витке индуцируется ток. В результате их взаимодействия припой выбрасывается
наверх. Для получения максимальной силы выброса фазу напряжения питания
обмотки выбирают такой, чтобы магнитный поток в рабочем зазоре совпадал по
фазе с индуцируемым током. Управление режимами нагрева и нагнетания осуще-
ствляется раздельно. Имеется возможность варьировать соотношение между зна-
чениями силы тока в обмотках, создающих магнитное поле, и индуцированным в
расплаве током. Одинаковый по величине гидравлический напор припоя можно
получить при большой индукции поля и малом токе, и наоборот.
Преимущества электромагнитных нагнетателей: в зоне нагнетания припой до-
полнительно нагревается индуцированными в нем электрическими токами; элек-
тромагнитные силы перемещают расплав припоя только непосредственно в рабо-
чем канале, что уменьшает окисление припоя; отсутствуют движущиеся детали в
припое; высота волны легко регулируется.
Электромагнитные нагнетатели применяются в установках GTF/160 и
GTF/330 фирмы Kirsten (
Германия) для создания динамической Jet-волны высо-
той 5÷25 мм при скорости конвейера до 3 м/мин.

267
ЛЕКЦИЯ 28
ПАЙКА ГРУППОВЫМ ИНСТРУМЕНТОМ
Интегральные микросхемы в корпусах типа 4 (401.14-, 402.16-, 405.24, 429.42 и
др.), резисторные, конденсаторные сборки типов Б18, Б19, зарубежные корпуса
«flat pack» имеют планарные коваровые позолоченные выводы с шагом 1,25; 1,0;
0,625 мм. При сборке на печатных платах ИМС из этажерочных кассет, в которых
они поступают на сборку, с
помощью манипулятора с вакуумным захватом уста-
навливаются на поверхность платы. Перед установкой на плату дозатор наносит
клей. По программе палета (держатель) с платой из накопителя подается в рабо-
чую зону, сборочная головка с помощью вакуумного захвата извлекает ИМС из
кассеты, устанавливает ее на плату и производит пайку выводов.
Механизированную пайку
планарных выводов ИМС ведут несколькими спо-
собами: миниатюрными паяльниками с дозированной подачей припоя; группо-
выми паяльниками прямого нагрева; инструментом с параллельными электрода-
ми; лазерным излучением.
Автомат дозированной пайки АДПМ-1, входящий в технологическую линию
«Палмис», имеет одну паяльную головку с двумя миниатюрными паяльниками,
которые могут подниматься и опускаться вместе и
порознь, что позволяет вести
пайку ИМС в различных корпусах. Механизм подачи припоя на паяльник – элек-
тромагнитный. Проволочный припой диаметром 0,5 мм наматывается на катуш-
ку, и по командам от стойки ЧПУ или пульта ручного управления электромагнит
подает нужное количество припоя, при этом единичная доза составляет 0,6 мг.
Подавая на электромагнит 1÷6 импульсов, дозу
можно изменять в пределах
0,6÷3,6 мг. Паяльная головка (рис. 28.10) обеспечивает вертикальное перемеще-
ние паяльника в пределах до 35 мм, раздвижку на 9÷70 мм, прижим паяльника к
паяемым выводам в пределах 1÷4 Н. Время пайки 0,75÷2,75 с задается програм-
мой с дискретностью 0,25 с.
Контроль и поддержание заданной температуры паяльников осуществляются
автоматически электронными потенциометрами с помощью термопар
типа хро-
мель-копель (X–К).
268
Координатный стол перемещается шаговыми двигателями по осям х и у со
скоростью 0,7 м/мин и погрешностью не более ±0,04 мм. Стойка ЧПУ работает от
8-дорожечной перфоленты и обеспечивает подачу координатного стола на шаг
1,25 мм.
Дальнейшее развитие оборудования дозированной пайки привело к созданию
автомата АСМ-1, имеющего магазин барабанного типа для хранения
30 прямо-
точных кассет, содержащих по 30 ИМС, универсальные автоматы для пайки че-
тырех типов ИМС с планарными выводами типов УАП-1, УАП-2 для технологи-
ческой линии «Прогресс».
Универсальный автомат с микропроцессорным управлением УСПА-1 обеспе-
чивает нанесение дозы припоя на выводы, установку ИМС, пайку выводов и име-
ет более совершенную механическую
систему, которая перемещает координат-
ный стол со скоростью 0,25 м/с и дискретностью 0,01 мм. Погрешность установки
ИМС составляет ±0,2 мм. Стойка ПУ построена на базе микро-ЭВМ «Электро-
ника-60».
Недостаток механизированной пайки паяльниками – низкая производитель-
ность: АДПМ-1 – 800 паек в час, АСМ-1 - 1200, УАП-1 - 1650 паек в час. Пайка
групповым паяльником позволяет повышать
производительность процесса пайки
до 250÷300 соединений в минуту (1800 паек в час) и получать соединения, не от-
личающиеся по внешнему виду и свойствам от соединений, паяемых вручную.
Способ реализован в установках пайки типов АПМ-1, ППМ-3, УГП-902.
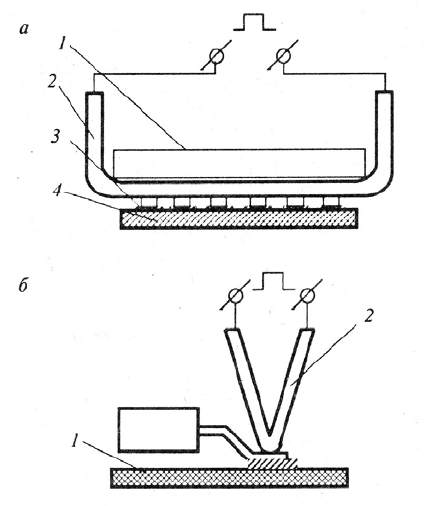
Высокое качество достигается при одновременной пайке 8÷10 выводов одним
паяльником (рис. 28.1, а), увеличение числа выводов до
12÷20 приводит к сниже-
нию качества паяных соединений вследствие разброса толщины выводов. При
числе выводов более 12 разность потенциалов между крайними выводами превы-
шает 5 В, что может привести к выходу из строя ИМС. Поэтому импульсные
групповые паяльники, в которых потенциал прикладывается поперек рабочего
торца паяльника и не превышает доли вольта, более предпочтительны (
рис. 28.1,
б).
269
Рис. 28.1. Групповая пайка выводов ИМС.
паяльником прямого нагрева с подачей тока поперек (а) и вдоль (б) выводов.
1 – корпус ИМС, 2 – паяльник, 3 – контактная площадка, 4 – ПП.
Дальнейшим развитием установок пайки групповым паяльником стали авто-
маты АРПМ и АУПМ-007, которые имеют поворотный магазин с 30 этажероч-
ными кассетами, механизмы выдачи ИМС из кассеты на приемный столик и ори-
ентации по ключу, манипулятор с вакуумным захватом, паяльники косвенного
нагрева. Автомат АРПМ имеет программное управление с перфоленты и произ-
водительность 300
шт/ч, а АУПМ-007 – микропроцессорную систему управле-
ния и производительность до 400 шт/ч.
Способ групповой импульсной пайки предложен в 60-х г.г. фирмой Weltek
(США). В СССР в 80-х гг. выпущен автомат сборки и пайки импульсными паяль-
никами модели АС-901, который выполнял операции выбора ИМС в корпусах
401.14-3,4, установки
их на платы с приклейкой, групповой импульсной пайки с
производительностью до 800 шт/ч.
Автомат АСП-902П построен по модульному принципу. Манипуляционной
основой автомата является модуль МАРС-901, имеющий линейный шаговый раз-
вернутый двигатель с платформой, которая перемещается по координатам х и у
над плитой стола. На платформе закреплены рабочая постановочно-
паяльная го-
ловка с устройством автоматической смены схватов и нанесения клея на плите
270
стола, магазин сменных схватов, вибрационные питатели для установки кассет с
микросхемами. Клей наносится двумя методами: на плату дозатором, на дно мик-
росхемы с помощью ванночек с клеем. Метод пайки выводов микросхем – им-
пульсный, система управления – микро-ЭВМ, производительность – до 600 шт/ч.
Припой для пайки импульсными паяльниками дозируют путем осаждения на
плату
гальванического сплава ПОС 61 толщиной 12÷15 мкм и последующего оп-
лавления либо нанесения слоя припоя толщиной до 100 мкм волной припоя. Вре-
мя пайки обычно задают в интервале 0,1÷0,4 с. Недостаток – отличие формы пая-
ных соединений от пайки ручным паяльником, так как на соединениях остается
отпечаток торца импульсного паяльника.
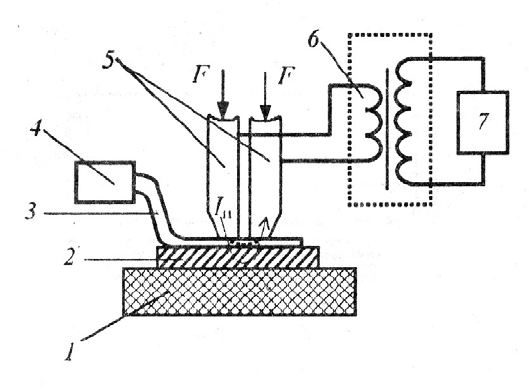
Способ пайки параллельными электродами
основан на прямом нагреве места
соединения током, проходящим через электроды (рис. 28.2). Достаточное для
расплавления припоя количество теплоты выделяется в паяемых деталях (выводе
ИМС и контактной площадке печатной платы) на участке межэлектродного зазо-
ра. Припой в соединение вводится заранее. Электроды перемещаются в верти-
кальной плоскости независимо друг от друга и прижимаются к
выводу ИМС уси-
лием F. От регулируемого источника питания через понижающий трансформатор
подается импульс тока I
п
, который переходит от одного электрода к другому че-
рез паяемые детали.
Рис. 28.2. Схема пайки параллельными электродами.
1 – плата, 2 - контактная площадка, 3 – вывод, 4 – ИМС, 5 - электрод, 6 – трансформатор, 7 –
источник питания.