Лекции по курсу - Технология и автоматизация производства электронной аппаратуры
Подождите немного. Документ загружается.

271
Вследствие большого разброса параметров соединяемых материалов (толщины
выводов ИМС и контактных площадок, покрытий) в процессе пайки сильно меня-
ется сопротивление нагрузки. Кроме того, с увеличением нагрева деталей растет
электросопротивление в зоне контакта. Поэтому для нагрева при пайке парал-
лельными электродами используют регулируемый источник с цепями обратной
связи, обеспечивающий стабилизацию напряжения на
электродах: U
Э
=I
п
R=const.
В 80-х г.г. способ пайки параллельными электродами возродился на новой
технической основе. Были разработаны источники тока повышенной частоты (до
1 кГц), которые обеспечивают подачу импульсного тока пачками импульсов, ста-
билизированных по напряжению, длительностью 5÷50 мс. Это позволило стаби-
лизировать температуру в зоне соединения, а также за счет возникновения вибра-
ций
и течений в расплавленном припое под действием электродинамических сил
дополнительно активировать процесс смачивания выводов ИМС припоем.
Важным преимуществом данного способа является возможность вести актив-
ный контроль качества соединений по силе тока, что делает этот способ более
экономичным и производительным по сравнению со способами, при которых ис-
пользуется визуальный контроль.
Способ пайки параллельными электродами реализован в автомате с программ-
ным управлением «Поиск» для ИМС в корпусе 401.14-1. Автомат состоит из ко-
ординатного стола, двух паяльных головок с автоматической раздвижкой элек-
тродов, манипулятора, системы управления на основе микро-ЭВМ «Электроника
С5-21М». Производительность автомата до 200 шт/ч, скорость перемещения ко-
ординатного стола
по осям х и у в пределах 300 мм, скорость 0,625 м/мин, шаг
0,625 мм; 1,25 мм. Давление электродов на выводы 0,5÷18,0 Н, напряжение на
электродах 0,3÷1,0 В; время пайки 0,10÷0,8 с.
Пайка летучим теплоносителем.
Появление на коммутационных платах поверхностно-монтируемых компонен-
тов существенно изменило технологию групповой пайки. Для пайки плат со сме-
шанным монтажом (
компоненты, монтируемые в отверстия с одной стороны пла-
272
ты, и «чиповые» элементы) был разработан метод пайки двойной волной припоя
(рис. 28.2).
Рис. 28.2. Пайка двойной волной припоя.
Первая волна – турбулентная и узкая, она выходит из сопла под большим дав-
лением. Турбулентность и высокое давление припоя обеспечивают хорошее сма-
чивание, исключают образование полостей с газообразными продуктами разло-
жения флюса, но не исключают образования перемычек. Вторая, более пологая,
волна с малой скоростью истечения устраняет перемычки припоя, а также завер-
шает
образование галтелей. Поэтому установки пайки двойной волной должны
иметь отдельные нагнетатели припоя, сопла, блоки управления параметрами каж-
дой волны. Кроме того, их дополнительно оснащают «воздушным» ножом для
разрушения перемычек из припоя. Недостаток данной схемы пайки – значитель-
ные термические нагрузки на плату.
Перспективным методом является пайка поверхностно-монтируемых элемен-
тов расплавлением
дозированного припоя (reflow soldering), который наносится в
виде заготовок или паяльной пасты. Во втором случае флюсования не требуется,
так как паста имеет в составе флюс. Нагрев платы с пастой производится в три
этапа: сушка летучей связки, оплавление порошка припоя, растекание припоя по
контактной площадке. «Чиповые» элементы, монтируемые на контактные пло-
щадки
, при установке приклеиваются к плате, при этом они ориентируются по
отношению к контактным площадкам платы. Используются следующие виды на-
273
грева: контактным электросопротивлением, газом, фокусированным световым
лучом, ИК-нагревом и в паровой фазе.
Пайка горячим газом нашла применение для присоединения «чиповых» эле-
ментов к многослойным керамическим платам. Инертный газ (аргон, азот или их
смесь) нагревается, проходя под давлением через электронагревательные элемен-
ты мощностью (0,8÷1,0) кВт. Температура газа регулируется путем изменения
его
скорости и напряжения на электронагревательных элементах таким образом,
чтобы она превышала на 150 °С точку плавления припоя. Струя газа вырывается
из сопла диаметром 2,5 мм, что позволяет локализовать нагрев паяемых мест. От-
сутствие контакта с источником теплоты обеспечивает высокое качество паяных
соединений.
Фирмой Funk & Meier AG разработана настольная установка Surface Mount
201 для пайки «чиповых
» элементов горячим газом. Установка снабжена стерео-
микроскопом для работы оператора при сборке плат размерами 250×450 мм и вы-
сотой элементов до 25 мм. Воздух под давлением 4÷8 бар при регулируемой в
пределах +150÷+450 °С температуре подается в зону пайки. Установка снабжена
блоком микропроцессорного управления или персональной ЭВМ.
Установка монтажа компонентов СТ-508 (Беларусь) обеспечивает: монтаж-
демонтаж поверхностно-монтируемых элементов типа конденсаторов К10-17«в»,
транзисторов КТ31, диодов КТ62, резисторов Р1-12; размещение элементов в
двух круговых накопителях по 18 лотков; зажим плат размерами от 60×80 до
250×450 мм; дозированное нанесение припойной пасты, флюса, клея; вакуумный
захват «чиповых» элементов; ориентацию по углу
, позиционирование по осям х,
у, z, предварительный подогрев плат до температуры 80÷230 °С; автоматическое
поддержание температуры газового потока двух паяльников в пределах 120÷400
°С.
Технологическая производительность при времени пайки не более 1,5 с – 400
плат в час, потребляемая мощность 0,8 кВт. Недостаток пайки горячим газом —
сравнительно медленная передача теплоты за счет конвекции, что значительно
увеличивает
время пайки.
274
Технологию пайки в паровой фазе (конденсационную пайку) предложила в
1973 г. фирма Du Pont (США), после того как были запатентованы специальные
термостабильные рабочие жидкости. К преимуществам данного метода относятся
равномерный нагрев электронной сборки до постоянной во времени температуры
пайки в анаэробной инертной среде с применением слабоактивированных флю-
сов, что позволяет получать однородные
паяные соединения и исключает образо-
вание перемычек из припоя.
Необходимые для пайки припой и флюс наносят на плату в виде припойной
пасты перед ее погружением в пар. По мере погружения платы в зону насыщен-
ного пара над кипящей рабочей жидкостью пар конденсируется по всей ее по-
верхности, быстро и равномерно
нагревая до температуры пайки. При этом при-
пойная паста расплавляется и образует галтель между выводом компонента и
контактной площадкой платы. Когда температура платы достигнет температуры
жидкости, процесс конденсации прекращается, тем самым заканчивается и нагрев
платы. Повышение температуры платы до температуры расплавления припоя
осуществляется в короткий промежуток времени (до 10 с) и не
поддается регули-
рованию. Для уменьшения термических напряжений в компонентах осуществля-
ют предварительный подогрев платы.
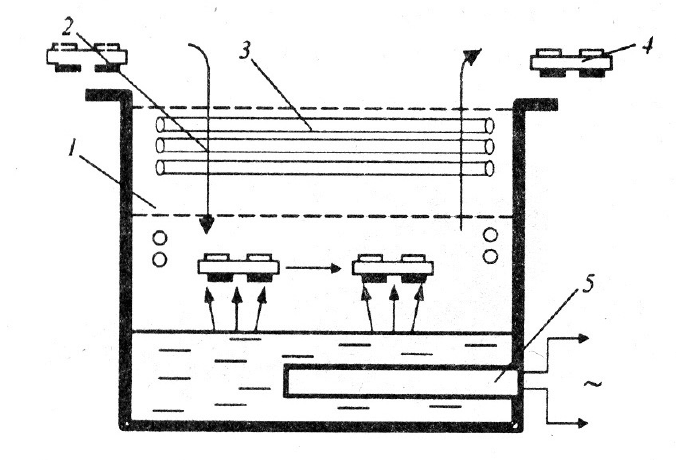
Основной частью установки для пайки в паровой фазе является резервуар 1 со
слоем рабочей жидкости на дне (рис. 28.3). Пар 2 образуется за счет нагрева до
кипения с помощью внешних либо встроенных внутренних нагревателей 5. Для
предотвращения утечки
пара в верхней части резервуара расположены змеевики
охлаждения 3. По мере прохождения смонтированной платы 4 над кипящей жид-
костью пар конденсируется над всей поверхностью, быстро и равномерно прогре-
вая плату до температуры пайки. В качестве жидких теплоносителей используют-
ся перфторируемые инертные жидкости с температурой кипения, несколько выше
температуры плавления оловянно-свинцового
припоя. Например, наиболее рас-
пространенный теплоноситель Fluoronert Liquid С-70 имеет температуру кипе-
ния +215 °С. С целью предотвращения утечки паров дорогого фторуглерода по-
верх основной технологической среды создается дополнительная среда из более
дешевого фреона.
275
Рис. 28.3. Схема установки пайки в паровой фазе камерного типа.
Недостатки процесса – его длительность 40÷50 с, высокая стоимость жидкого
теплоносителя, утечка рабочей жидкости в атмосферу, образование, различных
кислот на границе раздела жидкостей.
В установках конвейерного типа IL-6 ÷ IL-24 фирмы НТС Product (США)
имеются транспортер для ввода изделия в камеру, дополнительные холодильни-
ки, вакуумные шлюзы, что исключает применение фреоновой защитной среды.
Недостаток
парофазной пайки – критичность к использованию канифольных
флюсов, остатки которых не растворяются в рабочей жидкости и, попадая на на-
греватель, снижают его теплоотдачу. При плотности мощности более 10 Вт/см
2
происходит локальный перегрев рабочей жидкости и ее разложение с выделением
высокотоксичного газа перфторизобилена, что может привести к отравлению
персонала.
Для автоматизированной установки поверхностно-монтируемых компонентов
и их пайки выпущена линия «Темп-4000», которая включает модуль трафаретной
печати для нанесения лудящих паст, модуль установки компонентов и установку
пайки. Номенклатура устанавливаемых компонентов:
резисторы Р1-11 (МЭЛФ),
Р1-12 (чип), конденсаторы К10-17, транзисторы в корпусах КТ-27, КТ-28, КТ-46,
КТ-47, ИМС в корпусах 2, 4, Н, Ф. Рабочие температуры жидкостей-
теплоносителей: +180±5 °С; +235±5 °С. Установка работает без использования
276
защитной жидкости – хладона-113. Мощность, потребляемая установкой, 1,6 кВт.
Производительность составляет до 30 сборок в час.
Применение концентрированных потоков энергии для групповой пайки.
Активация энергией ультразвуковых (УЗ) колебаний – одно из перспективных
направлений в технологии пайки. Введение механических упругих колебаний
частотой 18÷70 кГц и интенсивностью (1÷2)×10
5
Вт/м
2
в припой позволяет резко
интенсифицировать большинство физико-химических процессов при пайке: сма-
чивание, растекание, капиллярное течение припоя, диффузию припоя в паяемые
материалы за счет увеличения химической активности припоя, паяемых материа-
лов и их физического взаимодействия при пайке. Развитие кавитационного про-
цесса в жидком припое вызывает разрушение оксидных пленок на поверхности
паяемого металла за счет высоких локальных давлений (до 10
6
÷10
7
Па), возни-
кающих в момент захлопывания кавитационных полостей. Одновременно с про-
цессом кавитации в жидком припое вблизи излучающей поверхности инструмен-
та возникают вторичные эффекты, такие как микро- и макропотоки, которые спо-
собствуют удалению оксидных пленок и ускорению процесса смачивания по-
верхности металла припоя.
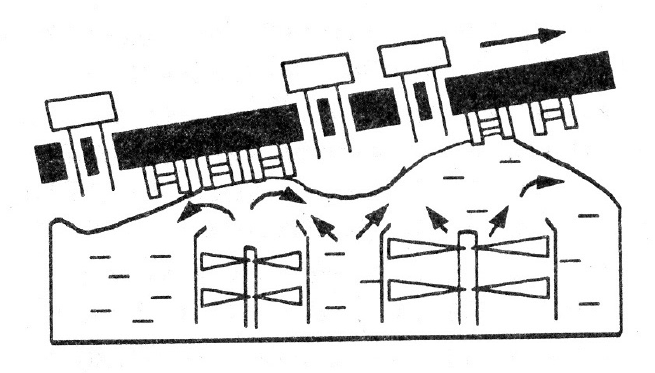
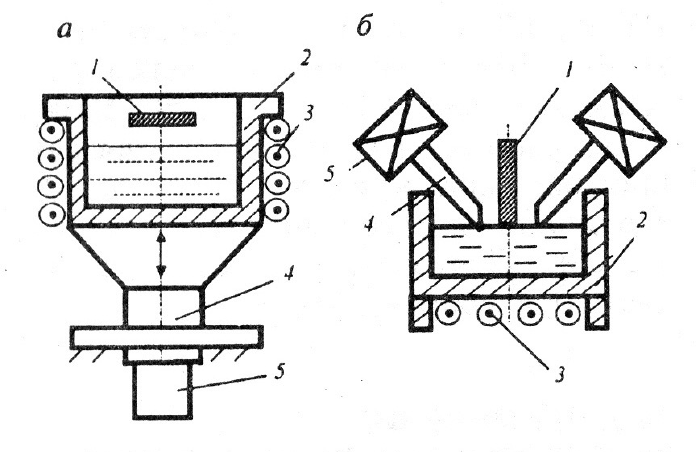
Для ультразвуковой пайки используют УЗ ванны с
возбуждением всей массы
припоя (рис. 28.4, а) и с локальным воздействием ультразвука (рис. 28.4, б) с по-
мощью направленного излучателя. В первом случае можно активировать боль-
шую поверхность изделия, однако при этом не удается получить однородную ин-
тенсивность УЗ колебаний во всем объеме припоя. Локальный метод позволяет
сконцентрировать УЗ колебания в значительно меньшем
объеме, уменьшить
окисление припоя, однако более сложен в реализации.
Для контроля параметров УЗ колебаний и кавитационных явлений разработа-
ны аппаратурные средства: измерители вибраций, виброметры, кавитометры, по-
зволяющие объективно оценивать уровень УЗ активации процессов пайки.
277
Рис. 28.4.
Эффект подъема припоя по излучающей поверхности волновода использован в
устройстве для УЗ лужения стеклокерамических конденсаторов без их погруже-
ния в расплав припоя. Устройство (рис. 28.5) содержит две УЗ колебательные
системы, включающие магнитострикционные преобразователи 1, акустические
трансформаторы упругих колебаний 2, волноводы 3, рабочие концы которых
имеют Г-образную форму и опущены в ванну 6 с
расплавленным припоем 4. Ко-
лебательные системы установлены на основаниях, которые имеют возможность
точного горизонтального перемещения. Расплавление припоя и поддержание не-
обходимой температуры пайки осуществляются с помощью резистивного нагре-
вателя 5. Г-образные концы волноводов колеблются в полуволновом резонансе,
что приводит к появлению двух пучностей и узла колебаний. При колебании ра-
бочего конца
волновода на припой действует гидродинамическая сила, направ-
ленная перпендикулярно к рабочей плоскости, под действием вертикальной со-
ставляющей которой припой поднимается до уровня верхней пучности, где он
удерживается за счет адгезии. Таким образом, зона верхней пучности, располо-
женная выше уровня припоя в ванне, является рабочей, чем и обеспечивается
возможность автоматизации процесса лужения
.
278
Рис. 28.5.
С помощью ротора с зажимами заготовки стеклокерамических конденсаторов
типа К22-5 с электродами из алюминиевой фольги подаются в зону лужения со
скоростью 5÷100 мм/с. Два генератора типа УЗГ 3-0,4 связаны с акустическими
системами, настроенными на резонансную частоту 44±1 кГц. Лужение изделий
осуществляется припоем П300К (Sn – 15 %, Zn – 65 %, Cd – 20 %) при температу
-
ре 400÷430 °С, напряжении на выходе генератора 20÷30 В со скоростью 40÷60
мм/с. Данные устройства позволили полностью механизировать операцию луже-
ния и обеспечить высокий процент выхода годных изделий.
Энергия электромагнитных колебаний высоких частот в диапазоне 200÷2000
кГц используется для бесконтактного нагрева паяемых деталей и припоя с помо-
щью специальной оснастки – индукторов, которые
наводят в металлических дета-
лях вихревые токи, разогревающие детали и припой до температуры пайки. Ис-
следования показали, что поскольку плотность вихревых токов по сечению дета-
ли распределяется неравномерно, а концентрируется в основном в слое глубиной
δ, то частоту электромагнитных колебаний f для высокочастотной пайки изделий
РЭА, чувствительных к электромагнитному воздействию, необходимо
выбирать
из соотношения h/8<δ<h/4, где h – толщина стенки корпуса изделия. С учетом то-
го, что δ=(1/2π)
ρ/(μf), где ρ — удельное электрическое сопротивление металла
корпуса; μ – магнитная проницаемость металла, границы высокочастотного диа-
пазона электромагнитной активации определяются так: 4(ρ/μ)h
2
≤f(МГц)<16(ρ/μ)h
2
.
Активация ВЧ электромагнитными колебаниями сопровождается резким по-
вышением локальности нагрева. Это снижает температурное воздействие на
паяемое изделие, а также вызывает эффективное перемешивание расплавленного
279
припоя под действием вихревых токов и пондеромоторных сил, что улучшает
растекание припоя и способствует формированию качественных паяных соедине-
ний.
Источниками ВЧ электромагнитных колебаний являются ламповые генерато-
ры мощностью 4÷10 кВт. Для увеличения магнитной связи между индуктором и
паяемыми деталями применяют магнитопроводы, выполненные из магнитоди-
электриков и ферритов, что улучшает равномерность электромагнитного
поля в
зоне нагрева. Скорость высокочастотного нагрева пропорциональна
ρμ и со-
ставляет от 30 до 100 град/с. Время активации энергией ВЧ колебаний дозируется
с помощью реле, встроенных в генератор.
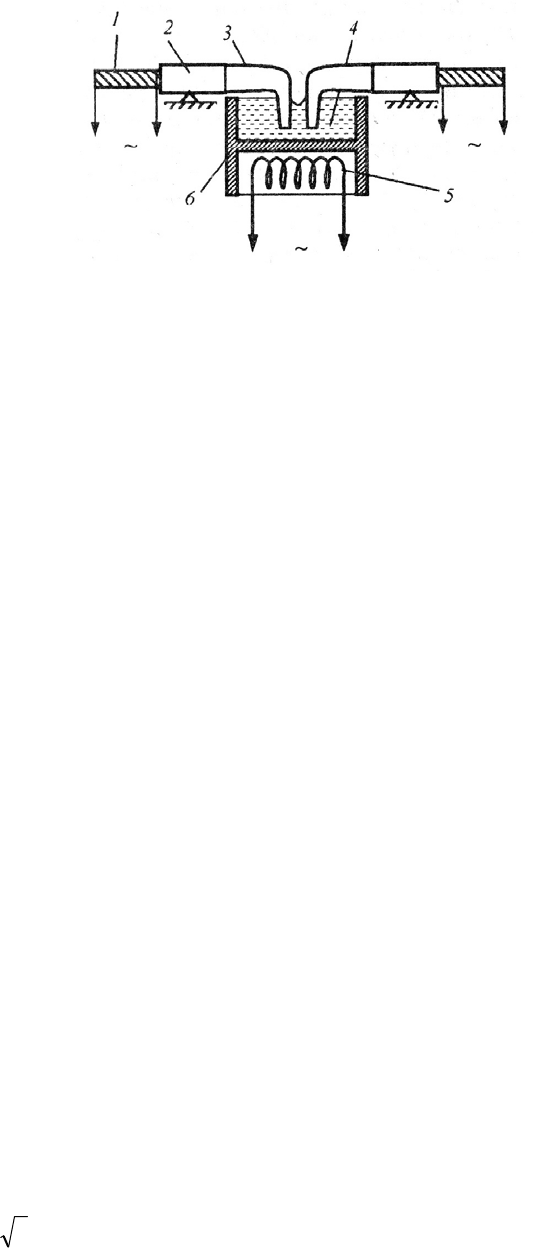
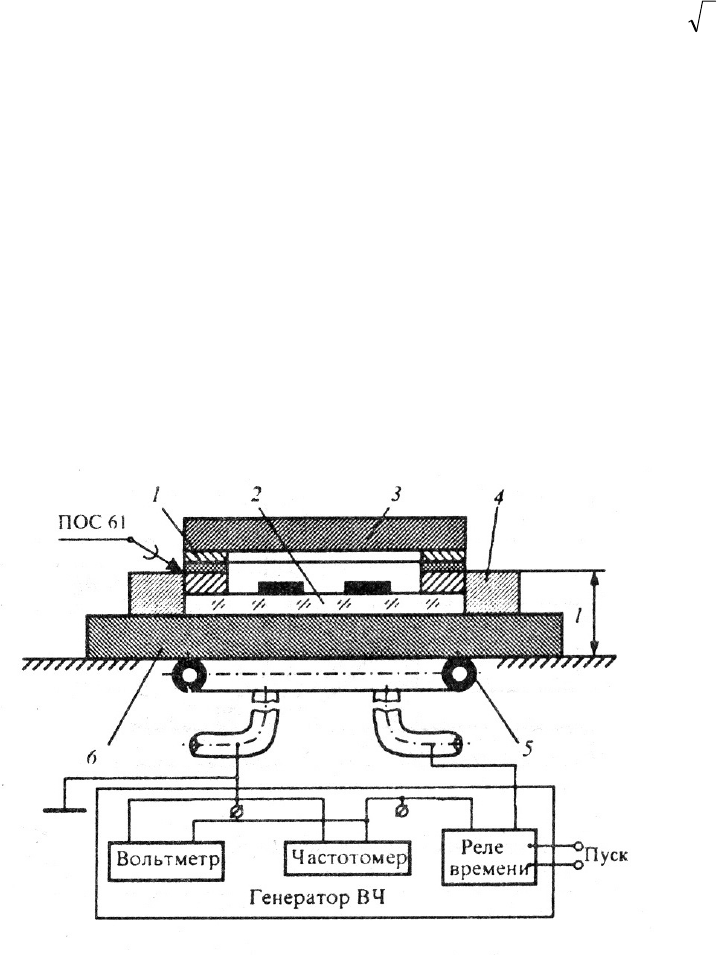
Для пайки рамки 1 к плате микросборки 2 разработана специальная оснастка
(рис. 28.6), включающая прижим 3, индуктор тока ВЧ 5, технологическую кассету
4, в которой располагаются микросборки, теплоизолирующую плату 6. Располо-
жение индуктора под
платой имеет то преимущество, что исключает случайное
прикосновение к нему в процессе пайки и обеспечивает возможность свободного
перемещения кассеты с микросборками с помощью транспортного устройства.
Рис. 28.6.
Инфракрасное излучение с длиной электромагнитных волн 1÷5 мкм, генери-
руемое галогенными лампами мощностью 0,5÷1,0 кВт, применяют для бескон-
280
тактной пайки безвыводных элементов на воздухе и в специальной среде. ИК из-
лучение незначительно проникает в глубь нагреваемых металлов, поэтому ско-
рость их нагрева зависит от степени черноты поверхности. Лучшие результаты
дает использование паяльных паст, наносимых на участки пайки трафаретной пе-
чатью.
Инфракрасные (ИК) печи для пайки припойной пастой поверхностно-
монтируемых элементов, выпускаемые фирмой Aurel (Италия), содержат ряд по-
следовательных зон, каждая из которых снабжена своим регулируемым нагрева-
тельным элементом с обратной связью. Источниками нагрева служат кварцевые
лампы с излучением в диапазоне длин волн 3,5÷5,5 мкм, которые обеспечивают
равномерный нагрев деталей с различной степенью черноты и одновременно по-
вышают температуру газовой среды
(воздуха или инертного газа), благодаря чему
повышается равномерность температурного поля. В ИК печах выполняется пайка
плат размерами до 500 мм. Программа ИК нагрева задается персональным ком-
пьютером. К недостаткам следует отнести трудности локализации зоны нагрева и
загрязнение рефлекторов испаряющимся флюсом.
Активацию монохроматическим когерентным излучением в оптическом диа-
пазоне длин волн 0,7÷10,6 мкм
осуществляют с помощью ОКГ мощностью
60÷100 Вт. Лазерное излучение представляет собой надежное и экономичное
средство высокопроизводительного бесконтактного нагрева для пайки благодаря
его высокой управляемости и локальности воздействия. Проблемы внедрения по-
луавтоматов лазерной пайки связаны с необходимостью выбора оптимального
метода нанесения припоя, мощности излучения, скорости перемещения луча.
Лазерная пайка планарных выводов
ИМС в корпусах типа 4 реализована с ис-
пользованием твердотельного лазера на АИГ с неодимом Nd ЛТН-102А (рис.
28.7). Мощность лазерного излучения 26÷30 Вт, диаметр луча в фокальной плос-
кости (2÷4) мм, скорость перемещения координатного стола 4÷7 м/с. Припой на-
носится дозированно на выводы 3 ИМС путем напрессовки проволочного припоя
диаметром 0,4 мм либо в
виде паяльной пасты. Плату 1 с установленными ИМС 4
закрепляют на координатном столе, наносят на выводы флюс и, включив лазер и