Лещенко А.И. Программирование и технологические процессы для станков с ЧПУ
Подождите немного. Документ загружается.

- 21 -
21
3.4 Параметры станка
Как уже отмечалось, для быстрого реагирования на конструктивное
изменение станков, станкозавод резервирует за собой область в памяти УЧПУ
для записи информации характерной для данной модификации оборудования.
Однако и в этом случае добиться полной унификации не удается. Некоторые
параметры определяются при индивидуальной настройке и указываются в
инструкции по эксплуатации станка, для записи в ОЗУ наладчиками завода.
ОЗУ УЧПУ удерживает информацию только в течение нескольких дней и при
длительном отключении электропитания, ее теряют. Поэтому наличие в памя-ти
УЧПУ этих величин, называемых “параметрами станка”, периодически
проверяется.
Например, для станка 16K20 с УЧПУ 2Р22
N6Р 318 где Р адресная буква определяющая зону памяти.
N7Р 875
N8Р 2240
N9Р 0
Параметры N6 – N9 – max частоты вращение шпинделя с 1 – 4 диапазонов,
однако, для данного станка диапазона №4 нет, поэтому данный параметр
имеет нулевое значение.
N16Р 1000
N17Р 100
Параметры N16, 17 max и min частота вращения шпинделя при обработке с
постоянной скоростью резания, могут устанавливаться при технологической
наладке на операцию.
N22Р 1
N23Р 2
N24Р 10
Параметры N22-24, определяющие время для передачи – приема символа с
ЭВМ высшего ранга.
N27Р 1
Параметр N27 определяет код номера УЧПУ для связи с ЭВМ высшего ранга.
Для станка 16К20 с УЧПУ “Электроника НЦ – 31”.
N2Р 5000
N3Р 6000
N4Р 3000
N5Р 4000
Параметры N2 – N5 определяют скорость быстрого хода, в автоматическом и
ручном режимах по осям X и Y.
N21Т 177760
Параметр N21определяет частоту включения смазки направляющих.
N105T 15526
Параметр, N10 определяет режим разгона – торможения привода главного
движения.
В дальнейшем будет рассмотрен ряд параметров, определяющих технологи-
ческие особенности станка.
- 22 -
22
4. Подготовка информации для управляющих программ (УП)
УП представляет собой функциональную зависимость координат опорных точек
геометрических перемещений и команд на электроавтоматику станка. Она
содержит информацию о последовательности перемещений рабочих органов
станка, подготовительных, технологических и вспомогательных действиях.
Программа записывается на программоноситель, перфоленту, магнитную
ленту, магнитный диск или кассету ЦПД в кодах Международной системе
кодирования информации ISO-7bit (International Standards Organization).
Американский код EIA аналогичный ISO, однако, в нем используется контроль
информации на «нечётность». Предприятия, выпускающие системы ЧПУ
придерживаются стандарта ISO, однако часто допускают отклонения. Это
обусловлено «слабостью» микроЭВМ в реализации многопараметрических
технологических команд (например, смена инструментов). Поэтому при
составлении программ для конкретной системы ЧПУ необходимо
ориентироваться на «Инструкцию пользователя», входящую в комплект
документации на программный станок.
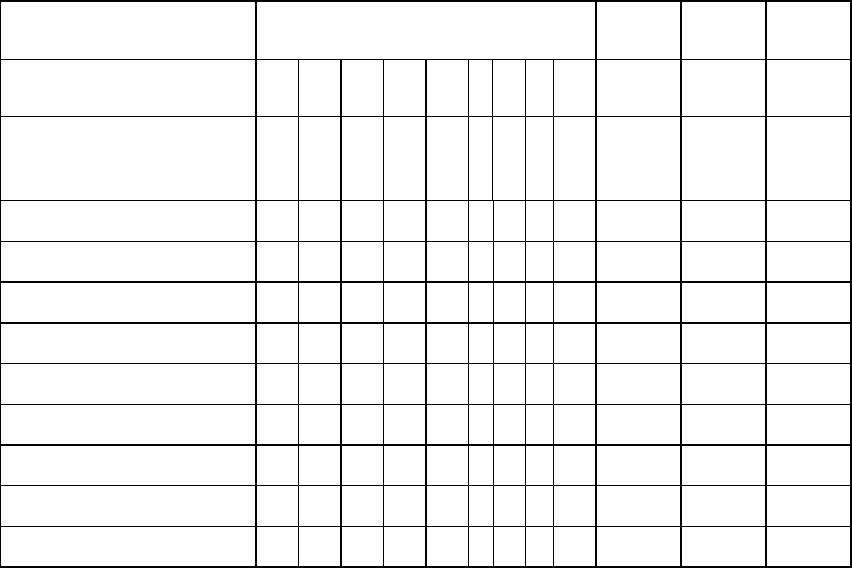
4.1 Система кодирования информации ISO-7bit
Первоначально ISO-7bit разрабатывалась для восьмидорожечной
перфоленты, однако в последствии принципы кодирования УП сохранились и
для других программоносителей. В таблице 4.1 показано кодирование симво-
лов, где • означает отверстие на перфоленте.
Таблица 4.1
Система кодирования Код ISO
Значение бита
в двоичной системе
128 64 32 16 8 4 2 1
Номер дорожки
(Т – тактирующая
дорожка)
8765 4
Т
3 2 1
Значение Символ Кодовая комбинация
Отсутствие информации NUL
(ПУС)
•
Возврат на шаг BS(ВШ)
•
•
•
Горизонтальная табуляция HT (ГТ)
•
•
•
Конец кадра (фразы). Перевод строки LF (ПС)
•
•
•
Возврат каретки СR (ВК)
•
•
•
•
•
Пробел SP
•
•
•
Отключение авт. Управления (
•
•
•
Включение авт. Управления )
•
•
•
•
•
Начало программы %
•
•
•
•
•
Главный кадр :
• • •
•
•
- 23 -
23
Продолжение таблицы 4.1
Система кодирования Код ISO
Значение бита
в двоичной системе
12
8
64 32 16 8 4 2 1
Номер дорожки
(Т – тактирующая
дорожка)
8765 4 Т 3 2 1
Значение Символ Кодовая комбинация
Пропуск кадра при наладке /
•
•
•
•
• • •
Признак направления «+» +
•
•
•
• •
Признак направления «-» -
•
•
•
•
•
Десятичная точка «.»
•
•
• •
Цифра 0 0
• •
•
Цифра 1 1
•
• •
•
•
Цифра 2 2
•
• •
•
•
Цифра 3 3
• •
•
• •
Цифра 4 4
•
• •
•
•
Цифра 5 5
• •
•
•
•
Цифра 6 6
• •
•
• •
Цифра 7 7
•
• •
•
• • •
Цифра 8 8
•
• • •
•
Цифра 9 9
• • •
•
•
Поворот вокруг оси Х А
•
•
•
Поворот вокруг оси Y В
•
•
•
Поворот вокруг оси Z С
• •
•
• •
Поворот вокруг специальной оси D
•
•
•
Тоже самое или вторичная подача E
• •
•
•
•
Подача F
• •
•
• •
Условие перемещение
исполнительного устройства G
•
•
• •
Кратность отработки H
•
•
•
Координата X центра дуги при
круговой интерполяции I
• •
•
•
•
Координата Y центра дуги при
круговой интерполяции J
• •
•
•
•
Координата Z центра дуги при
круговой интерполяции K
•
•
•
• •
Информация адаптивного
характера (подпрограммы) L
• •
•
•
•
- 24 -
24
Продолжение таблицы 4.1.
Система кодирования Код ISO
Значение бита
в двоичной системе
12
8
64 32 16 8 4 2 1
Номер дорожки
(Т – тактирующая
дорожка)
8765 4 Т 3 2 1
Значение Символ Кодовая комбинация
Вспомогательные технологические
команды M
•
•
•
•
•
Номер блока
(кадра, фразы) N
•
•
•
• •
Не используется O
• •
•
•
• • •
Третичное перемещения параллельно
оси X P
•
•
•
Третичное перемещения параллельно
оси Y Q
• •
•
•
•
Третичное или ускоренное
перемещения параллельно
оси Z R
• •
•
•
•
Частота вращения
шпинделя S
•
•
•
• •
Номер инструмента и номер
его коррекции T
• •
•
•
•
Вторичное перемещение параллельно
оси Х U
•
•
•
•
•
Вторичное перемещение параллельно
оси Y V
•
•
•
• •
Вторичное перемещение параллельно
оси Z W
• •
•
•
• • •
Перемещение вдоль
оси Х X
• •
• •
•
Перемещение вдоль
оси Y Y
•
• •
•
•
Перемещение вдоль
оси Z Z
•
• •
•
•
Строка не читается
(забой) DEL (ЗБ)
• • • • •
•
• • •
Код ISO-7bit определяет символ как семиразрядное двоичное число. Если
число отверстий на перфоленте, определяющих биты этого символа нечётное,
то УПД (устройство подготовки данных) автоматически дополняет кодировку
этого символа отверстием на восьмой дорожке – битом контроля на четность.
Для кода ЕIА (Америка, Япония) восьмая дорожка является контрольной по
нечётности числа отверстий.
- 25 -
25
В УП программируется перемещение, определенные координатными осями
X, Y, Z, или вращением вокруг них, соответственно А, В, С (например,
вращение стола станка). Латинские буквы U, V, W определяют функции
вторичного перемещения, параллельно осям соответственно X, Y и Z.
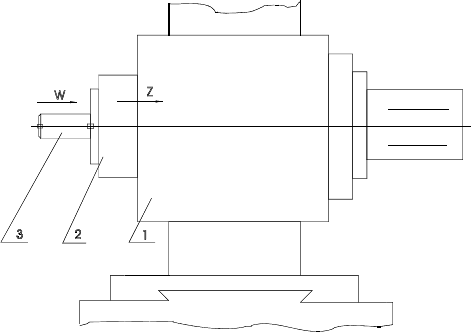
Рис. 4.1 Координатная ось W вторичного перемещения.
Например, на рис.4.1 показана колонна расточного станка, в которой
перемещение пиноли фрезерного шпинделя 2 в корпусе шпиндельной бабки 1 –
перемещение по оси Z. Перемещение расточного шпинделя 3, телескопически
выдвигающегося из фрезерного, - перемещение по оси W. В системе 2Р22
(разработка Томского института систем управления) программирование
движений в относительной системе отсчёта определено буквами U (поперечная
ось) и W (продольная ось), что, строго говоря, является отклонением от
стандарта ISO. G – определяют вспомогательные функции, а М –
технологические.
4.2 Структура управляющей программы
Каждая УП должна начинаться символом % - «начало программы». УП
представляет собой последовательность пронумерованных предложений,
называемых кадрами. Номер кадра – это метка, по которой можно найти
требуемый кадр, с целью отредактировать его или начать УП с этого кадра. При
построении УП в кадрах записывается только та информация, которая
изменяется по отношению к предыдущей части программы.
Кадр состоит из слов. Каждое слово имеет адрес (одну из букв латинского
алфавита) и десятичное число. Десятичное число записывается в слове в
соответствии с форматом слова. В современных системах числа, как правило,
записываются с десятичной точкой, однако уточнить формат числа необходимо
по инструкции пользователя на конкретный станок (есть системы УЧПУ, где
формат слова определяется параметром, записанном в ОЗУ УЧПУ). В конце
кадра записывается символ LF (перевод каретки). Например:
N10 G90 X10,2 Z-100 (LF)
В кадре №10 определено перемещение в абсолютной системе отсчета
(G90), в точку с координатами (10.2, -100). Символ LF можно увидеть только на
перфоленте, на дисплее он невидим. Не проставляется он и на листинге УП.
Слова в кадрах УП можно проставлять в любой последовательности, УЧПУ
отработает вначале команды технологических функций S, F, T, M а затем
подготовительных G, с выполнением размерным перемещений.
- 26 -
26
4.3 Контроль УП по модулю.
Как уже отмечалось ранее, код ISO-7bit предполагает при кодировании
символов, четное число отверстий на перфоленте. Если рассматривать код
символа как двоичное число то по стандарту ISO, в нем должно быть четное
число единиц.
Это свойство гарантирует проверку от единичной ошибки (потеря одного бита
или один бит лишний). Поэтому в некоторых системах применяется более
надежный вид контроля - контроль по модулю.
Устройство подготовки данных (УПД) при записи кадров УП,
автоматически подсчитывает контрольные суммы для каждого кадра и делит их
на 10, определяя остаток - дополнение (mod) до числа кратного 10. Это
дополнение будет контрольным числом (0....9) для кадра и запишется УПД
автоматически после символа «конец кадра» (LF). УЧПУ при считывании
кадров УП, также подсчитывает дополнение для каждого кадра и сравнивает их
с дополнениями на программоносителе. Не совпадение этих величин, вызывает
сообщение о ошибке на программоносителе.
Контрольная сумма равна сумме числовых кодов всех символов, включая
символ «конца кадра» (LF). Код символа - это двоичное число, например код
N - 1001110
| 2
= 78
| 10
Для фрагмента УП, с контролем по модулю
N10 X2 Y5 (LF)
N11 X0.2 Y3 (LF)
можно составить таблицу 4.2.
Таблица 4.2
Символ Кодовая комбинация Числ.
код
Контр
Σ
Mod
Значение бита
в двоичной системе
12
8
64 32 16 8 4 2 1
Номер дорожки
(Т – тактирующая
дорожка)
8 7654Т 32 1
N
•
•
•
• •
78
1
•
• •
•
•
177
0
• •
•
48
X
• •
• •
•
216
2
•
• •
•
•
178
Y
•
• •
•
•
89
5
• •
•
•
•
53
LF
•
•
•
10
Mod = 1
•
• •
•
•
849 1
- 27 -
27
Продолжение таблицы 4.2
Символ Кодовая комбинация Числ.
код
Контр
Σ
Mod
Значение бита
в двоичной системе
12
8
64 32 16 8 4 2 1
N
•
•
•
• •
78
1
•
• •
•
•
177
1
•
• •
•
•
177
X
• •
• •
•
216
0
• •
•
48
.
•
•
•
• •
46
2
•
• •
•
178
Y
•
• •
•
89
3
• •
•
• •
51
LF
•
•
•
10
Mod = 0
• •
•
1070 0
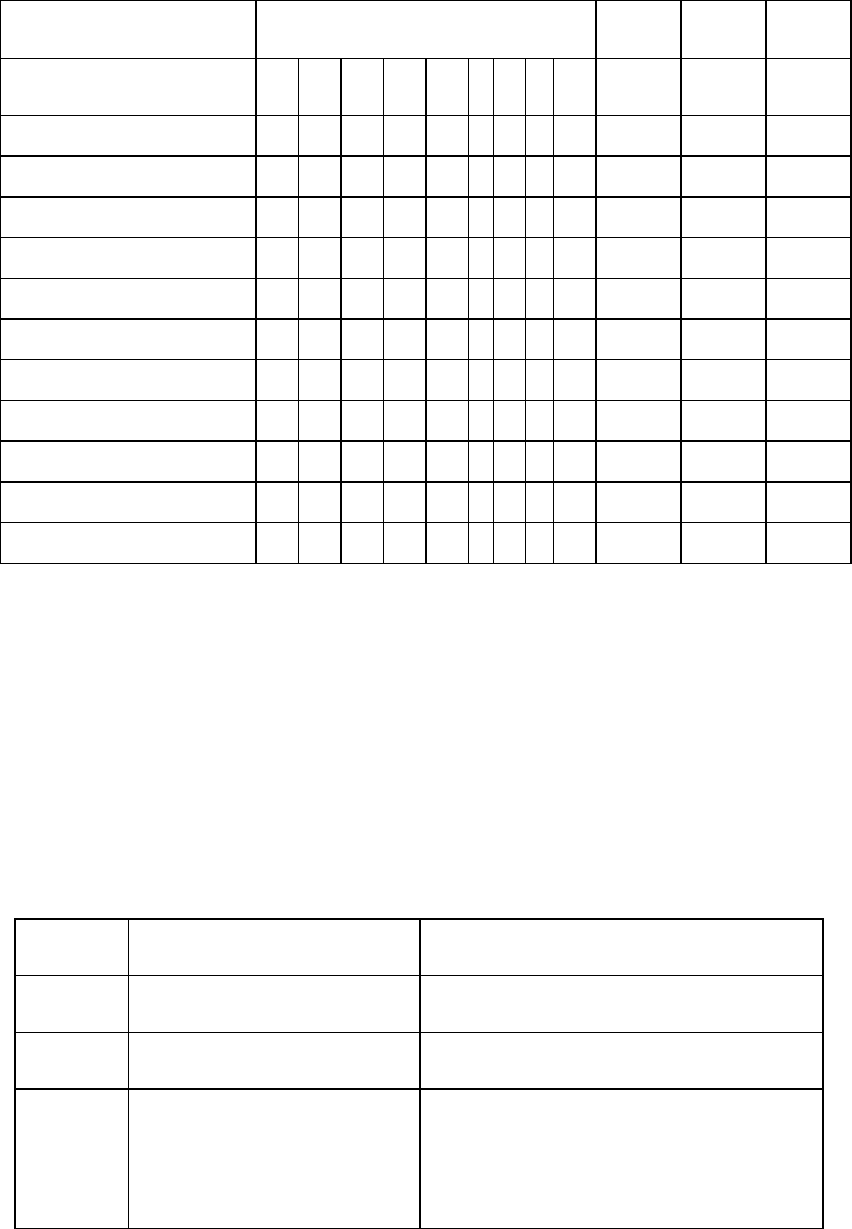
4.4 Подготовительные функции G
Внимание: Командные функции УП приводятся не для конкретней модели
УЧПУ, а являются их обобщенными формами для разработки программ в
курсовом и дипломном проектировании.
Функции с адресом G, называемые подготовительными, определяют режим
и условия работы станка с ЧПУ. Они кодируются от G00 до G99. Основные из
них сведены в таблицу 4.3.
Таблица 4.3
Код
функции
Назначение Краткая характеристика
G00 Позиционирование. Перемещение в запрограммирован-
ную точку на быстром ходу.
G01 Линейная интерполяция. Перемещение по прямой на быстрой
подаче.
G02 Круговая интерполяция
по часовой стрелке
Движение по дуге окружности по
часовой стрелке, если смотреть со
стороны положительного направле-
ния оси перпендикулярной к
плоскости движения.
- 28 -
28
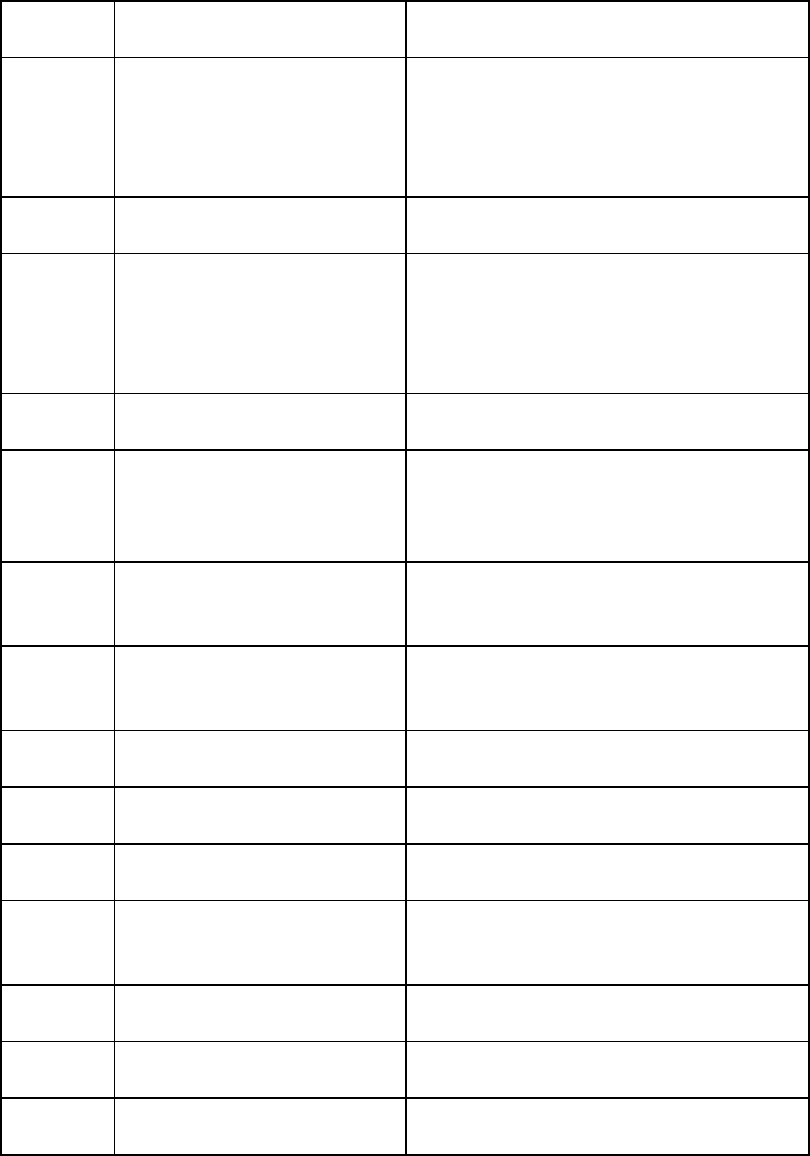
Продолжение таблицы 4.3
Код
функции
Назначение Краткая характеристика
G03 Круговая интерполяция
против часовой стрелки
Движение по дуге окружности
против часовой стрелки, если
смотреть со стороны положитель-
ного направления оси перпенди-
кулярной к плоскости движения.
G04 Пауза. Инициализирует задержку по
времени выполнения УП.
G17
G18
G19
Выбор плоскости
круговой интерполяции.
Задание плоскости XY – G17,
XZ – G18, YZ – G19 при програм-
мировании движения по дуге
окружности и коррекции на диаметр
фрезы.
G25 Повтор программы Многократное повторение группы
кадров УП.
G41
G42
Коррекция на диаметр
фрезы левая и правая.
Используется для смещения
траектории перемещения центра
фрезы относительно обрабатываемо-
го контура.
G60 Точное
позиционирование
Перемещение на быстром ходу, с
выходом на позицию с одного
направления.
G81 …
G89
Постоянные циклы. Программируют движения типовых
поверхностей деталей.
G80 Отмена постоянного
цикла.
Отменяет постоянные циклы
G81 - G89
G90 Абсолютный размер. Программирование координат в
абсолютной системе отсчета.
G91 Размер в приращениях. Программирование координат в
относительной системе отсчета.
G92 Задание системы коорди-
нат.
Определяет начало координатной
системы относительно заданного
положения рабочих органов станка.
G94
G95
Определяют размерность
значения подачи
G94 – мм/мин
G95 – мм/об
G96 Постоянная скорость
резания.
Программирование обработки с
постоянной скоростью резания.
G98
G99
Определяют свойства в
Постоянных циклах.
Задают точку возврата после
отработки G81 - 89
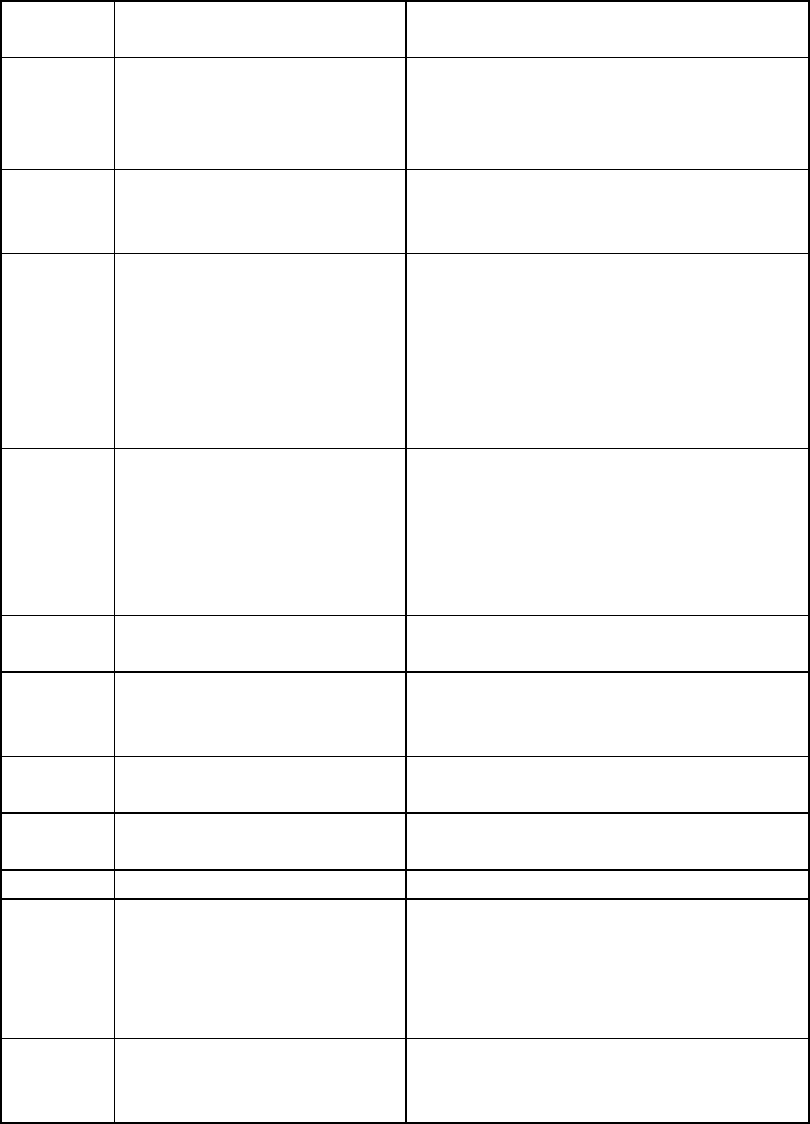
4.5 Вспомогательные функции М
Инициализируют команды управления электроавтоматикой. Основные из
них сведены в таблицу 4.4.
- 29 -
29
Таблица 4.4
Код
функции
Назначение Краткая характеристика
М00 Технологический
останов.
После выполнения команды
происходит останов работы по
программе. Продолжение работы –
нажатие клавиши «Пуск».
М01 Останов с подтвержде-
нием.
Выполняется команда М01 при
условии нажатия соответствующей
клавиши на ПУ.
М02
М30
Конец программы.
Конец блока программы.
Команда завершения отработки
данной УП.
На программоносителе (магнитной
ленте, перфоленте), может быть не-
сколько программ. Данная команда
фактически означает - «конец
ленты».
М03
М04
Вращение шпинделя. Направление вращения шпинделя по
часовой стрелке.
Направление вращения шпинделя
против часовой стрелки.
М05 Останов шпинделя Вызывает останов шпинделя,
выключает охлаждение.
М06 Смена инструмента. Ставит в рабочую позицию
инструмент, номер которого
определён адресом Т.
М08
М09
Подача СОЖ. Включает охлаждение.
Выключает охлаждение.
М19 Ориентированный
останов шпинделя.
Вызывает останов шпинделя в
заданном угловом положении.
М17 Конец подпрограммы.
М20 Связь с внешним
устройством.
Может установить передачу
управления промышленному роботу,
инициализировать работу
транспортно-накопительного
устройства и пр.
М41
М42
М43
Диапазон частот враще-
ния шпинделя.
Устанавливает номер диапазона
частоты вращения шпинделя.
Следует отметить, что ряд функций, такие как «абсолютная система отсчета –
G90», размерность значения подачи (G94, G95) коррекция на диаметр (G40) и
другие, автоматически устанавливаются при подготовке станка к работе
(включении электропитания). Они называются «функциями по умолчанию» и
их первоначальное состояние, оговаривается в «Инструкции пользователя».
- 30 -
30
Под адресом F программируется значение подачи, а S – значение частоты
вращения шпинделя. Для современных станков с приводами на основе
двигателя постоянного тока, программируется численное значение параметров
F и S .Например: F0.25, S400 - рабочая подача 0.25 мм/об при частоте вращения
шпинделя 400об/мин.
Для приводов на основе асинхронного двигателя и коробки скоростей,
программируется код функции режима обработки, обеспечивающий включение
цепи электромагнитных муфт.
Пример команды смены инструмента – M06 T05. M06 фактически
инициализирует перемещение подвижных частей станка, в положение смены
инструмента. Например, для станка ИР320 шпиндельная бабка перемещается
вверх, к инструментальному магазину. Далее манипулятор достает из гнезда
магазина №5 инструментальную оправку и ставит ее в рабочую позицию -
шпиндель станка.
Адресная буква Н определяет номер корректора на длину, а D на диаметр.
4.6 Система координат детали – СКД
Начало СКД определяется технологом-программистом, исходя из анализа
чертежа детали.
Координатные оси СКД параллельны осям СКС. В зависимости от
конструкции станка, заданное положение инструмента и заготовки при ее обра-
ботке, может быть получено перемещением инструмента при неподвижной за-
готовке, перемещением заготовки относительно неподвижного инструмента или
перемещением заготовки и инструмента одновременно. Так как учесть эти
особенности сложно, то при разработке УП формируют траекторию перемеще-
нием инструмента, считая заготовку неподвижной. В связи с этой особен-
ностью направление координатных осей СКД, определяется по следующему
правилу.
Если обработка контура детали по данному координатному направлению,
выполняется перемещением инструмента, то направление данной координат-
ной оси СКД совпадает с направлением оси СКС. Если УП рассчитывалась при
условии движения инструмента по координатному направлению , а подвижной
является заготовка, то положительное направление оси СКД соответствует
отрицательному направлению оси СКС.
Для токарных станков, обработка детали выполняется движением инструмен-
та, следовательно направление осей СКД и СКС совпадают. Особенности
определения направления осей СКД станков сверлильно - фрезерно - расточной
группы, будут рассмотрены в дальнейшем.
В СКД задаются координаты опорных точек контура детали, формиру-
ющие траекторию перемещения инструмента при её обработке. Опорными
точками УП называются точки начала, конца, пересечения или касания геомет-
рических элементов, из которых образованы линии траектории перемещения
или контура детали. Начало СКД технолог-программист выбирает из
следующих условий:
1. Геометрии заготовки, простановки размеров, описывающих её контур.
2. Базирования заготовки на станке и технологии её обработки.
3. Удобство размерной настройки инструментов.
При выборе начала СКД желательно иметь большинство координат опорных
точек УП положительными, координатные плоскости совмещать с