Лещенко А.И. Программирование и технологические процессы для станков с ЧПУ
Подождите немного. Документ загружается.

- 31 -
31
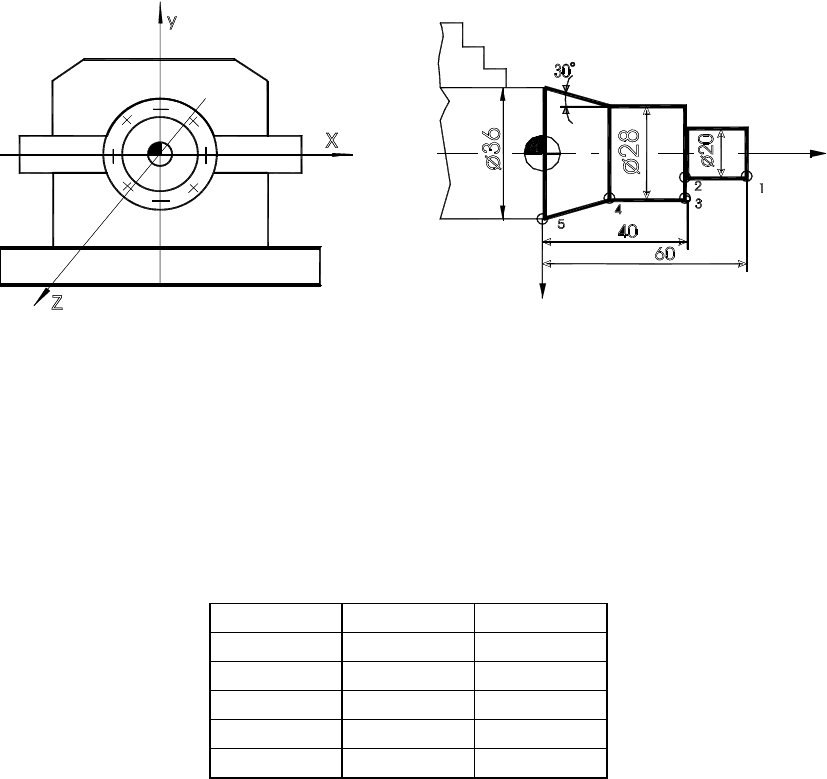
поверхностями технологических баз или осями симметрии детали (рис. 4.2, 4.3)
Рис. 4.2 СКД детали Рис. 4.3 СКД детали
Составим таблицу 4.5 опорных точек (№ 1…5) конечного контура детали
(рис.4.3).При этом необходимо учитывать, что для токарной обработки коор-
динаты в диаметральном направлении (по оси X) записываются в УП на диа-
метр. Координата Z точки № 4 равна Z
и
=((36 – 28)/2)*tg30=6,81
Таблица 4.5
№ т. X Z
1 20 60
2 20 40
3 28 40
4 28 6,81
5 36 0
Необходимо отметить, что неточность или приблизительность расчёта
координат опорных точек УП может привести к браку – потери точности
выполнения геометрических элементов детали. Фрагмент УП, описывающий
конечный контур детали имеет вид:
N11 X20Z60
N12 Z40
N13 X28
N14 Z6.81
N15 X36Z0
Необходимо обратить внимание, что в кадрах УП достаточно записывать
только изменяющиеся координаты.
5. Технологическая наладка токарных станков с ЧПУ
Технологическая наладка программных станков включает весь комплекс
работ, характерных при обработке деталей на не программном оборудовании.
Отличительной особенностью технологической наладки станков с ЧПУ
является размерная настройка инструментов.
Z
XX
Z
- 32 -
32
Электропривод станка обрабатывает все программные перемещения в своей
координатной системе – СКС. Технолог-программист при разработке УП
указывает координаты, определяющие траекторию перемещения в системе
координат детали – СКД. Согласование СКД и СКС является основной задачей
размерной настройки (привязки) инструментов
5.1 Базирование заготовки на токарных станках
Схема базирования на станках с ЧПУ должна обеспечивать достаточную
устойчивость и жесткость установки заготовки, а также требуемую точность
ориентации заготовки относительно режущего инструмента. Это достигается
качеством базовых поверхностей детали как правило подготовленных на не
программно управляемых станках. Расположение базирующих элементов,
должно легко определяться в координатной системе станка (СКС), что
упрощает программирование обработки и размерную привязку инструмента.
При обработке заготовки на токарных станках с ЧПУ, наибольшее
распространение получили две традиционные схемы установки: в центрах, с
поводковым устройством и в патроне.
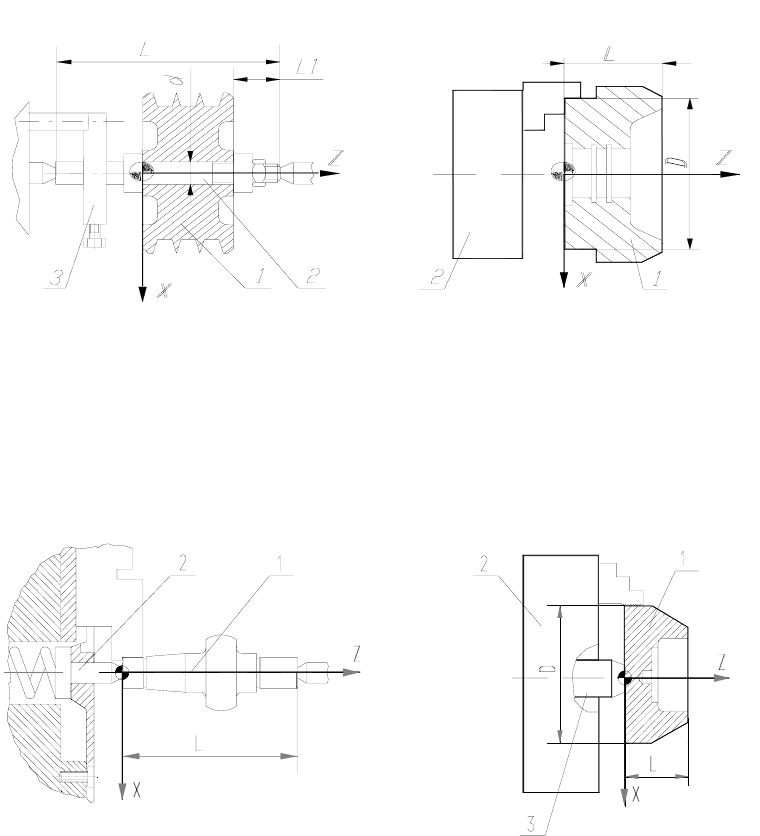
Рис.5.1 D,L и L1 – базирующие размеры. Рис.5.2 L, D – базирующие размеры.
На рис.5.1, деталь 1 установлена по
∅d и закреплена на оправке 2. Оправка
базируется в центрах по L, вращение передается поводком 3.
На рис.5.2 деталь 1 базируется и закрепляется в кулачках патрона 2.
Базирующие размеры
∅D и L.
Рис.5.3 L – базирующий размер. Рис.5.4 L, D – базирующие размеры.
- 33 -
33
На рис.5.3, деталь 1 базируется в центрах по L. Передний центр 2 «пла-
вающий» с поводковым устройством.
На рис.5.4 деталь 1 закрепляется, базируется в кулачках патрона 2 и по
упору 3. Базирующие размеры ∅D и L.
Для токарных станков разработаны и выпускается промышленностью
автоматизированные быстропереналаживаемые патроны на основе пневма-
тического и электромеханического привода.
5.2 Размерная настройка инструмента
для токарных станков
Основная задача размерной привязки настройки инструмента, является
согласование координатных систем СКС (X
ст
Z
ст
) и СКД (X
д
, Z
д
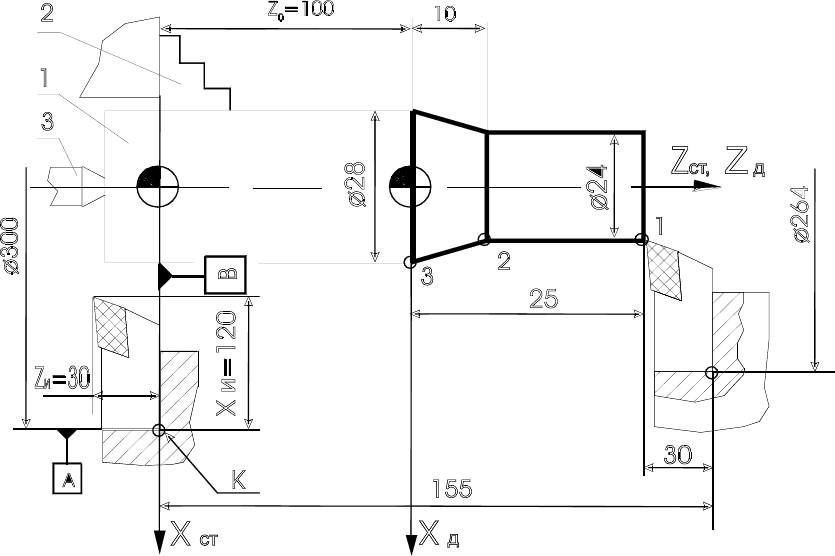
) (рис.5.5), с
учетом вылетов инструментов X
и
, Z
и
.
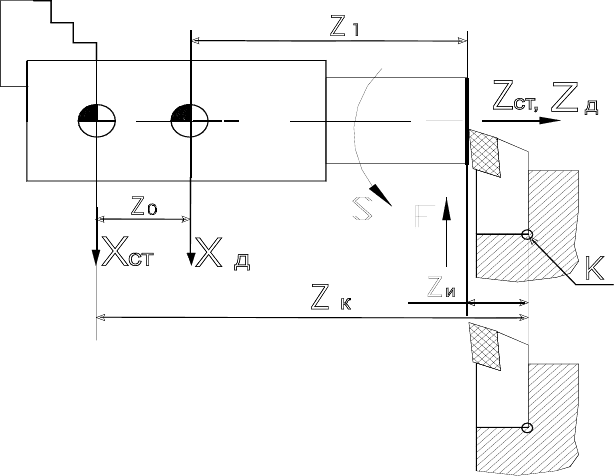
Рис.5.5 Согласование координатных систем
Служебная программа «выход в ФП», определила начало СКС – плоскость
В, инструментального гнезда резцедержки «0» по Z
ст
, а плоскость А (диаметр
300), «0» по X
ст
. Заготовка детали 1 (штамповка) базируется в кулачках
патрона 2 по технологическому упору 3.
В УП технолог-программист записывает координаты опорных точек контура
детали 1, 2, 3 в выбранной им СКД. Приводы станка перемещают базовую точку
суппорта К в СКС. Поэтому при технологической наладке необходимо
определить и ввести в память УЧПУ величины коррекции
∆X и ∆Z, которые,
алгебраически суммируясь с координатами точек, записанных в УП X
д
и Z
д
,
дадут координаты X
ст
и Z
ст
в СКС – координаты, обеспечивающие движение
вершины резца по точкам 1, 2, 3 , определенным технологом-программистом.
Заполним таблицу 4.5, учитывая, что ∆X определяется на диаметр.
- 34 -
34
Таблица 4.5.
№ т. X
д
Z
д
X
ст
Z
ст
∆X ∆Z
1 24 25 264 155 240 130
2 24 10 264 140 240 130
3 28 0 268 130 240 130
∆Z=Z
0
+Z
и
=const
∆X=2*X
и
= const
Где Z
и
, X
и
– вылеты инструмента.
Z
0
– расстояние между осями X
ст
и X
д
.
Рассмотрим три метода размерной привязки инструмента.
1. Метод непосредственной привязки.
Применяется в единичном и мелкосерийном производстве. Имеет второе
название – метод контрольных проточек. Если инструмент не привязан какой-
либо СКД, то на дисплее индицируется положение базовой точки суппорта К
(X
к
, Z
к
) в СКС.
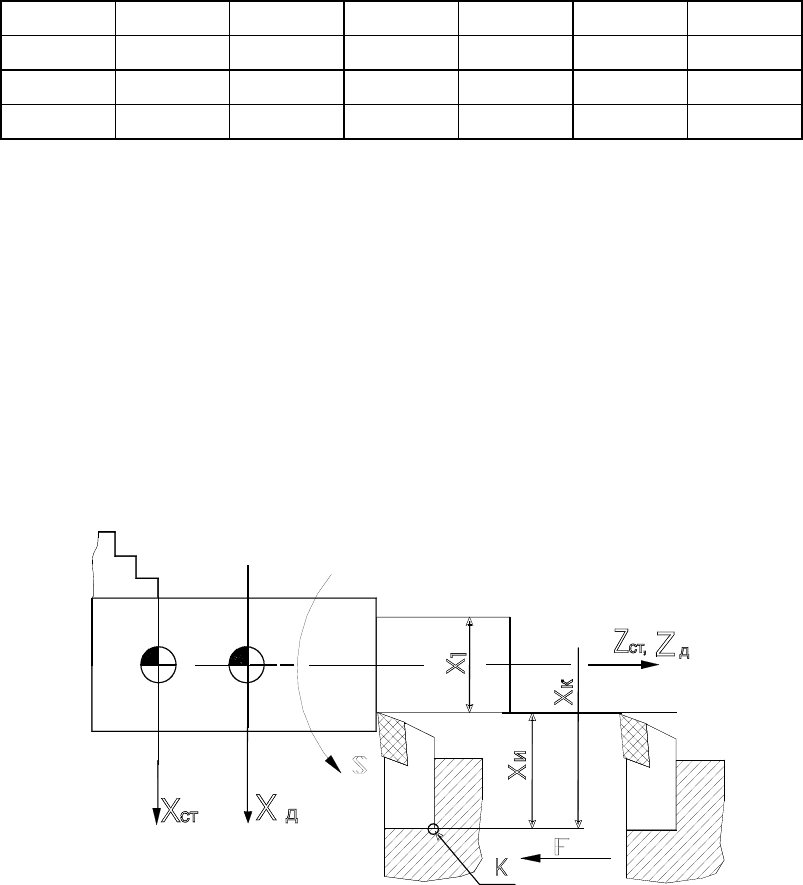
Выполняем привязку по поперечной оси X (рис. 5.6), для чего протачиваем
заготовку и затем, не изменяя положения суппорта по этой оси, отводим
резец от детали.
Рис. 5.6 Размерная привязка по оси X
Измеряем, проточенный диаметр X
1
и, установив специальный режим,
вводим эту величину в память УЧПУ. Однако система фактически
запоминает ∆X,определив его из соотношения
∆X = X
к
– X
1
= 2 ∗ X
и
где X
и
– вылет инструмента.
Это равенство будет выполняться при условии, если регулируемые упоры,
воздействующие на концевые выключатели при определении нулевой точки X
ст
(выход в «ФП») выставлены так, что дают действительное положение базовой
точки суппорта К ∅300, относительно оси шпинделя (оси Z
ст
) в диаметральном
направлении.
- 35 -
35
Выполняем привязку по продольной оси Z (рис. 5.7), для чего протачиваем
торец заготовки и затем, не изменяя положение суппорта по этой оси, отводим
его от детали
Рис.5.7 Размерная привязка по оси Z
Начало СКД определено в карте-наладке УП на расстояние Z
1
от
проточенного торца. Установив специальный режим, записываем Z
1
в память
УЧПУ. Система фактически запоминает величину ∆Z, определённую из
соотношения
∆Z=Z
к
– Z
1=
Z
0
+Z
и
Z
и
– вылет инструмента по оси Z.
Z
0
–величина, определенная в программном управлении станками как
«смещение нуля станка».
Следует отметить, что Z
0
величина постоянная для данной СКД. Системы
ЧПУ предполагают возможность ввода в память величины Z
0
при
технологической наладке, при этом она будет автоматически учитываться при
размерной привязке всех инструментов. Величины ∆X и ∆Ζ называются
«корректорами» по оси X и Z.
2. Метод размерной настройки инструмента вне станка, по прибору.
Применяется в мелкосерийном и серийном производствах. При определённом
смещении нуля станка Z
0
и правильно установленных упорах, определяющих
положение базовой точки суппорта К
∆X=X
и
∆Z=Z
и
+
Z
0
Следовательно, можно измерить для данного инструмента величины X
и
и Z
и
вне станка (это делается на специальном приборе) и при технологической
наладке на операцию, записать их в память УЧПУ. Таким методом можно без
контрольных проточек выполнить размерную привязку инструмента.
3. Метод размерной привязки вне станка по таблицам.
Применяется в мелкосерийном и серийном производствах для инструментов со
сменными режущими пластинками. В этом случае величины X
и
и Z
и
определяются по специальным таблицам.
- 36 -
36
5.3 Технологическая оснастка для токарных станков с ЧПУ
Включает в себя комплект тех устройств и приспособлений, применение
которых характерно при обработки детали на не программных станках.
Рассмотрим особенности подготовки и наладки технологической оснастки,
характерной для станков с ЧПУ.
Программные станки комплектуются 6,9 и 12 позиционными резце-
держателями, в которых устанавливаются инструменты или инструментальные
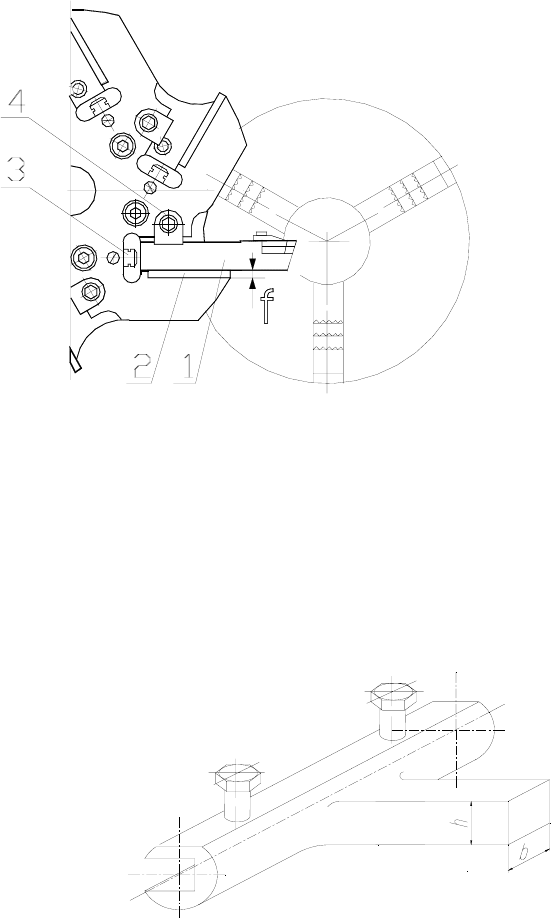
блоки. При установке и закреплении инструмента 1 (рис.5.8) прижимами 4
необходимо, чтобы режущая кромка находилась на оси центров.
Рис. 5.8 Установка инструмента относительно оси центров
Для стандартных инструментов с неперетачиваемыми режущими
пластинами это условие обеспечивается толщиной f шлифованной пластины 2,
установленной в основании инструментального гнезда. Вылет инструмента
можно изменять регулируемыми упорами 3.
Для резцов с перетачиваемыми пластинами положение режущей кромки
инструмента относительно центров регулируется наладчиком с помощью
специальных мерных подкладок.
Рис. 5.9а Расточной инструментальный блок
Каждый станок комплектуется блоками для крепления осевого
инструмента, которые, к сожалению, не лишены определенных конструктивных
недостатков (например, блоки для сверл фактически занимают два
- 37 -
37
инструментальных гнезда). Поэтому ряд предприятий выпускает свои
инструментальные блоки, например, (рис. 5.9а) блок для крепления расточных
резцов имеющий сечение b * h соответствующее стандартной державке резца.
Блок 1 (рис.5.9) изготавливают с поковки. Расточной резец 2 закрепляется с
помощью винтов 3. При установки блока величена L должна быть
минимальной, с целью уменьшения изгибающего момента от усилий резания и
беспрепятственного поворота резцедержателя вокруг своей оси.
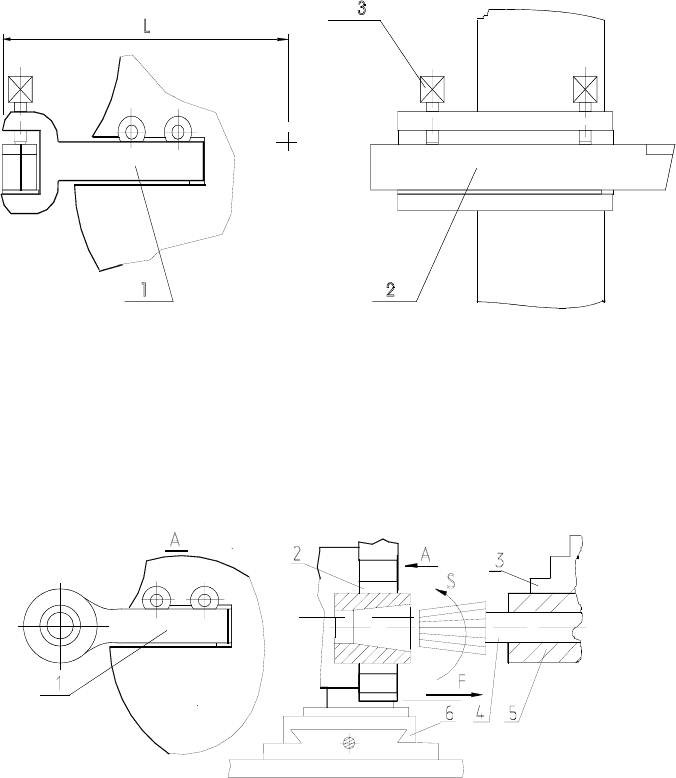
Рис. 5.9 Закрепление инструмента в блоке
Особая точность положения режущей кромки относительно оси центров,
необходима для концевого инструмента – сверл, метчиков и пр. Для
обеспечения этой точности, возможно изготовление блоков, гнезда для базиро-
вания инструментов в которых (например отверстие «конус Морзе») обраба-
тывают непосредственно на станке (рис. 5.10).
Рис. 5.10 Изготовление блока для концевого инструмента на станке.
Заготовка блока 1 закрепляется в гнезде резцедержателя 2, суппорт станка 6
перемещается в определенное положение по оси X, координата которого в СКС
маркируется на блоке. При программной обработке деталей инструментом в
данном инструментальном блоке, устанавливается именно это положение
суппорта, с помощью корректора ∆X. Инструменты для обработки конуса
Морзе (сверло, конические развертки 4) через переходную втулку 5 закрепляют-
ся в кулачках 3, токарного патрона. Обработка отверстия блока выполняется
инструментом 4, осевым перемещением F суппорта станка 6. Таким образом,
достигается высокая степень соосности оси отверстия блока и оси шпинделя.
Число гнезд резцедержателя ограничено, поэтому возможна установка блоков
для крепления концевого инструмента на плоскости суппорта (рис. 5.11).
- 38 -
38
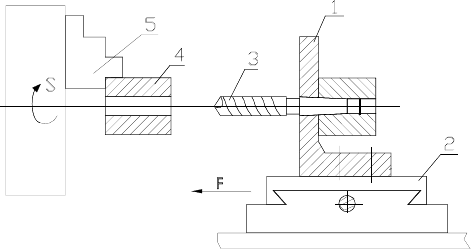
Рис. 5.11 Установка расточного блока на плоскости суппорта
Блок 1 устанавливается и закрепляется на плоскости суппорта 2.
Инструментальное гнездо блока (конус Морзе) выполнено непосредственно на
данном станке, аналогично схеме приведенной на рис.5.10. Сверло 3 осевой
подачей суппорта F обрабатывает отверстие в детали 4 закрепленной в кулачках
патрона 5.
5.4 Технологические свойства, регулируемые с помощью
параметров станка
Ранее было определено понятие «параметры станка» как численных величин,
записанных в память УЧПУ, и предназначенных для адаптации системы
управления к конкретной модели станка. Рассмотрим их некоторые другие
свойства.
УЧПУ выдает задающий сигнал на привод перемещения рабочих органов
станка, а датчики обратной связи генерируют сигнал о отработки задания. При
работе станка в автоматическом режиме между задающим сигналом и сигналом
обратной связи сохраняется рассогласование, начальная величина которого,
определена параметром в памяти УЧПУ (например, для УЧПУ «Электроника –
НЦ31» это параметры N8 F…N11 F). Однако при некоторых видах обработки
деталей (нарезание резьбы с крупным шагом, обработка с постоянной
скоростью резания на большой подаче и пр.), реальная величина
рассогласования может превышать граничное значение, что приведет к сбою
системы управления. В этом случае необходимо скорректировать режимы
резания или изменить параметры станка в памяти УЧПУ.
Электродвигатели привода передают движение рабочим органам станка
через высокоточные передачи. Однако любая кинематическая цепь, даже самая
точная, содержит люфты (зазоры), которые возрастают по мере эксплуатации
станка. При сдаче станка в эксплуатацию или регламентных работах по
проверке на технологическую точность с помощью индикаторной стойки,
измеряются люфты на участках координатных перемещений, (границы участков
определяются координатами в СКС), в положительном и отрицательном
направлениях. Величины люфтов записываются в память УЧПУ, как параметры
станка и будут автоматически учитываться при отработке программных
перемещений.
При нарезке резьбы, возможна ситуация когда в аварийном порядке необхо-
димо блокировать перемещение. Направление отвода резца от поверхности
резьбонарезания (внутренняя резьба или наружная), в этом случае определяет-
ся параметром в УЧПУ станка.
- 39 -
39
6. Технологическая наладка станков
сверлильно - фрезерно- расточной группы.
Электроприводы станка отрабатывают программное перемещения в СКС.
Технолог - программист, при разработке УП, определяет траекторию движения
инструмента в СКД. Следовательно основная задача технологической наладки
программных станков - определение смещения СКД относительно СКС.
6.1 Особенности определения направления осей КД
для станков сверлильно - фрезерно - расточной группы
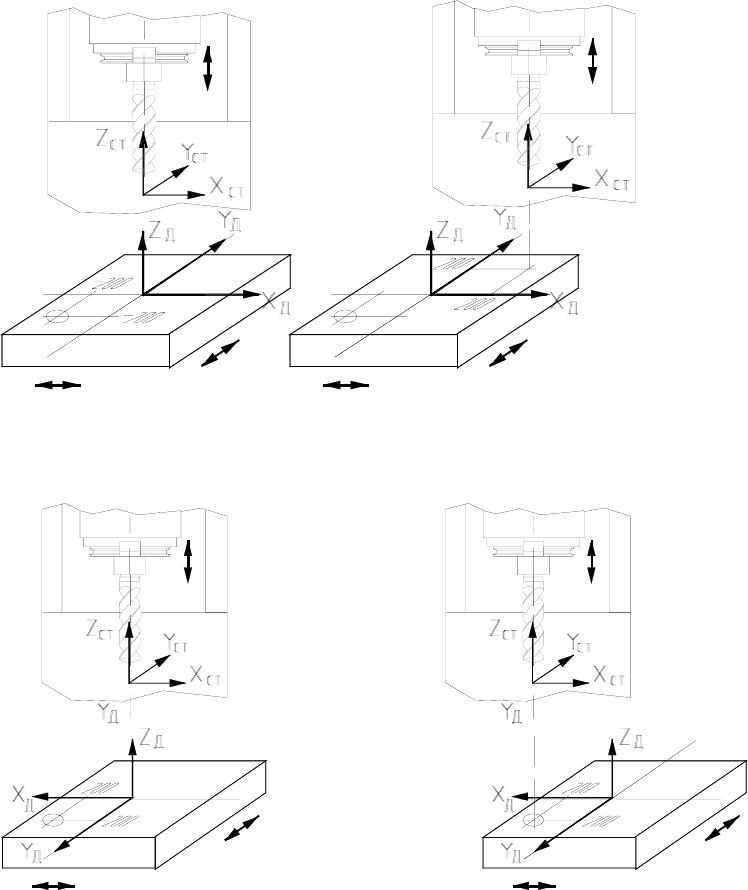
а) б)
Рис.6.1 Неправильное направление осей СКД
а) б)
Рис.6.2 Правильное направление осей СКД
При формообразование детали, на станках данной группы, движение подачи
может выполняться перемещением инструмента или столом с заготовкой, в
- 40 -
40
отличии от токарных станков, где подача всегда осуществляется движением
инструмента. Однако, в целях упрощения разработки УП, всегда считается
подвижным инструмент. В связи с этим, возникают некоторые особенности в
определении направления осей СКД.
На рис.6.1 и 6.2 вертикальная подача по оси Z осуществляется пинолью
шпинделя с инструментом, а перемещение в горизонтальной плоскости XY
подачей стола с заготовкой. Начало СКД (Xд Yд Zд ) совмещено с центром
симметрии детали.
Если СКД (Xд Yд Zд ) ориентирована так, как показа но на рис.6.1, то для
обработки отверстия (рис.6.1а), в УП будет записано: X-200 Y-200. Приводы
станка, отрабатывают программные перемещения в СКС (Xст Yст Zст),
следовательно программное задание будет отработано подачей стола в
отрицательном направлении оси Xст и оси Yст (рис.6.1б), что вызовет
неправильное позиционирование инструмента - X200 Y200.
Если СКД ориентирована так, как показа но на рис.6.2, то для обработки
отверстия (рис.6.1а), в УП будет записано: X200 Y200. Приводы станка,
отрабатывают программные задание в СКС (Xст Yст Zст), подачей стола, в
положительном направлении оси Xст и оси Yст (рис.6.2б), что вызовет
правильное позиционирование инструмента - X200 Y200.
Отсюда можно сделать вывод. Если подача, по данному координатному
направлению, осуществляется перемещением инструмента (что соответствует
предположению при разработке УП), то направление этих осей в СКД и СКС
совпадают. Если подача, по данному координатному направлению в СКС,
осуществляется перемещением заготовки, то направление оси СКД противо-
положно оси СКС. Следует отметить, что в этом случае мы можем получить
СКД с направлением осей, отличной от канонической, принятой в математике.
6.2 Базирование заготовки на станках
Схема базирования на станках с ЧПУ должна обеспечивать достаточную
устойчивость и жесткость установки заготовки, а также требуемую точность
ориентации заготовки относительно режущего инструмента. Это достигается
качеством базовых поверхностей детали как правило подготовленных на не
программно управляемых станках. Расположение базирующих элементов,
должно легко определяться в координатной системе станка (СКС), что упрощает
программирование обработки и размерную привязку инструмента.
На станках с ЧПУ сверлильно–фрезерно–расточной группы, обрабатываются
заготовки сложной конфигурации, с отверстиями к точности обработки которых
и их взаимному расположению предъявляются повышенные требования,
отдельные поверхности которых ограничены плоским или пространственным
контуром.
Приспособление для этих станков, должно быть ориентировано вместе с
закрепленной на ней заготовкой, с учетом взаимосвязи СКС, СКД и исходной
точки обработки.
Рассмотрим базирование заготовки по трем взаимно перпендикулярным
плоскостям на столе станка ГФ2171. Заготовка 3 (рис. 6.3) базируется на плите 2
по плоскости плиты и трем регулируемым упорам 6. Плита установлена на столе
станка 1, ориентируется двумя цилиндрическим штифтам ∅D 5 и закрепляется
болтами 4 установленными в Т – образном пазу стола станка. Движение подачи
выполняется по вертикали, перемещением пиноли