Lyons W.C. (ed.). Standard handbook of petroleum and natural gas engineering.2001- Volume 1
Подождите немного. Документ загружается.

Hoisting System
585
Minimum
Design
Factor
Cable-tool line
Sand line
Rotary drilling line
Hoisting service other than rotary drilling
Mast raising and lowering line
Rotary drilling line when setting casing
Pulling on stuck pipe and similar infrequent operations
3
3
3
3
2.5
2
2
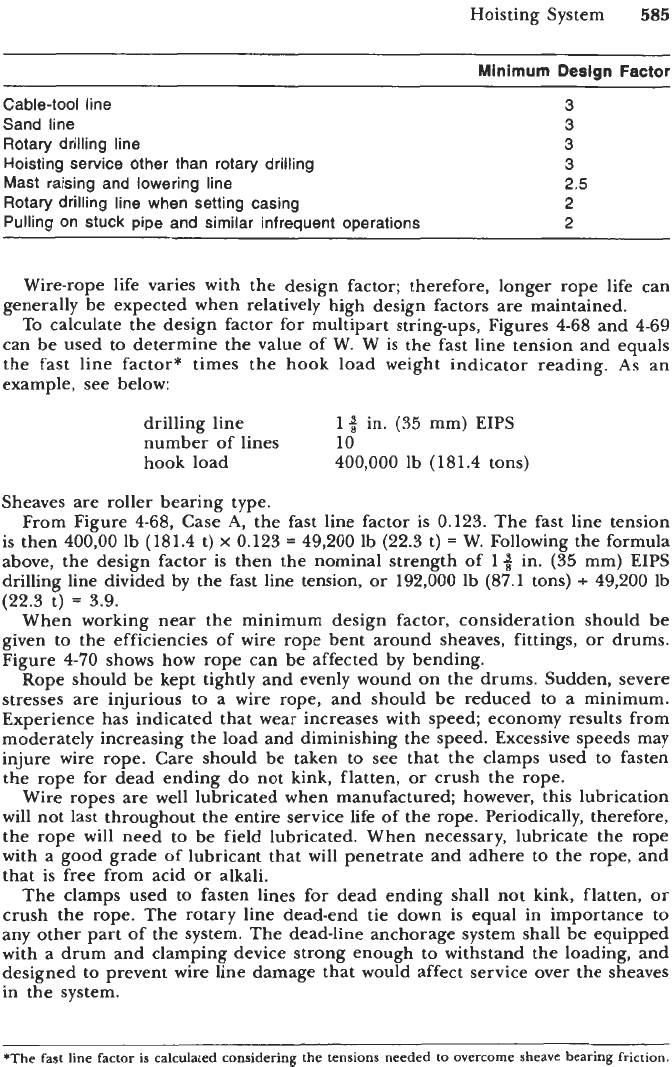
Wire-rope life varies with the design factor; therefore, longer rope life can
generally be expected when relatively high design factors are maintained.
To
calculate the design factor for multipart string-ups, Figures 4-68 and 4-69
can be used to determine the value of
W.
W is the fast line tension and equals
the fast line factor* times the hook load weight indicator reading.
As
an
example, see below:
drilling line
number of lines
10
hook load
1
$
in.
(35
mm) EIPS
400,000
lb (181.4 tons)
Sheaves are roller bearing type.
From Figure 4-68, Case
A,
the fast line factor
is
0.123. The fast line tension
is then 400,OO lb (181.4
t)
x
0.123
=
49,200 lb (22.3 t)
=
W.
Following the formula
above, the design factor is then the nominal strength of
14
in.
(35
mm) EIPS
drilling line divided by the fast line tension,
or
192,000
lb
(87.1
tons)
+
49,200 lb
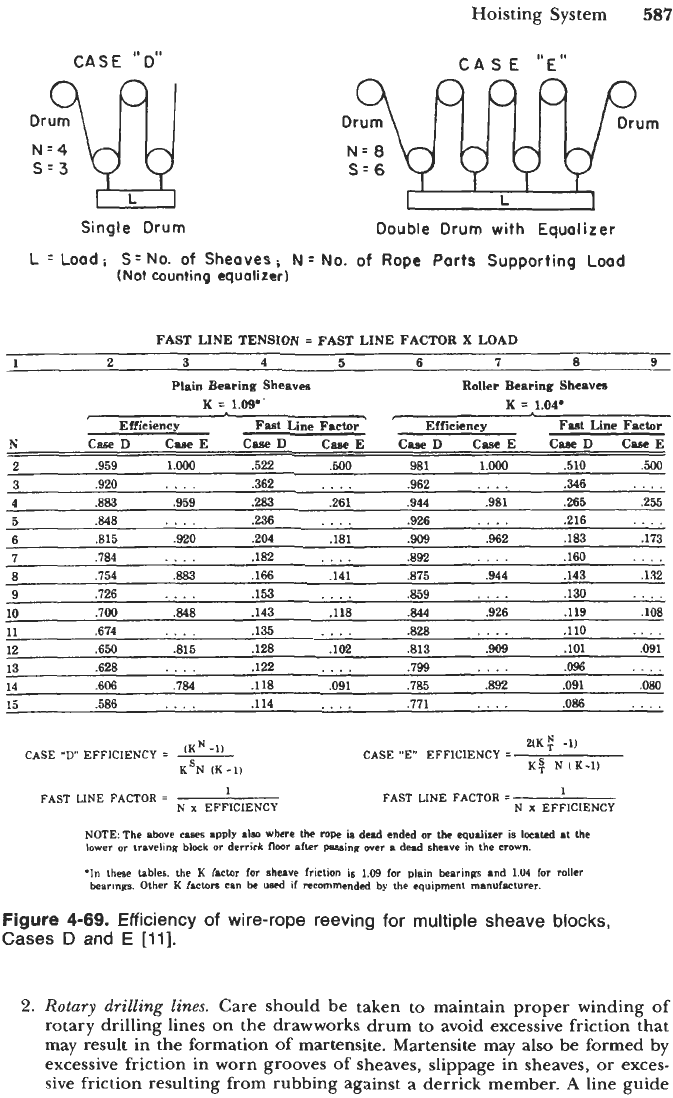
When working near the minimum design factor, consideration should be
given to the efficiencies of wire
rope
bent around sheaves, fittings,
or
drums.
Figure 4-70 shows how rope can
be
affected by bending.
Rope should be kept tightly and evenly wound on the drums. Sudden, severe
stresses are injurious to a wire rope, and should be reduced
to
a minimum.
Experience has indicated that wear increases with speed; economy results from
moderately increasing the load and diminishing the speed. Excessive speeds may
injure wire rope. Care should be taken to see that the clamps used to fasten
the rope for dead ending do not kink, flatten,
or
crush the rope.
Wire ropes are well lubricated when manufactured; however, this lubrication
will not last throughout the entire service life of the rope. Periodically, therefore,
the rope will need to be field lubricated. When necessary, lubricate the rope
with a good grade
of
lubricant that will penetrate and adhere to the rope, and
that is free from acid or alkali.
The clamps used to fasten lines for dead ending shall not kink, flatten, or
crush the rope. The rotary line dead-end tie down is equal in importance to
any other part of the system. The dead-line anchorage system shall be equipped
with a drum and clamping device strong enough
to
withstand the loading, and
designed
to
prevent wire line damage that would affect service over the sheaves
in the system.
(22.3
t)
=
3.9.
*The fast line factor
is
calculated considering the tensions needed
to
overcome sheave
bearing
friction.
586
Drilling and Well Completions
C
AS
E
"A"
C
A
S
E
"E"
C
A
S
E
"C"
Sheaves
S
=6
L:
Load;
S=No.
of
Sheaves;
N
=
No.
of
Rope Ports Supporting
Load
FAST LINE TENSION
=
FAST
LINE FACTOR
X
LOAD
1
2
3
4
5
67
8
9
10
11
le
13
Plain Bearing Sheaves
Roller Bearing Sheaves
=
109.
K
=
1.04.
e
Efficiency
Fast
Line
Factor
Efficiency
Fast
Line Factor
case
case
case
case
CMe
cw
cw
case
case
case
case
case
NABCA BCABCABC
2
380
.807
.740 368 .620 .675
943 ,907
.E72
.530 .551 ,574
3
844 .774
.710
.395 .431 .469
.E5
.889
.855
.360 ,375
990
4 810 .743
.682
.309
836
.367
.908
373
.839
275
586
298
5
.778
.714 ,655
357
.280
805
890
356
.823 .225
234
243
6
.748
.686
.629
.223
.243
265
874
ffl0
.808
.191 .198
206
7
.719
360
.605
.I99
216 236
,857
.824 ,793 .167 .173
.I80
8
.692 ,635
,582
.181 ,197 215
.842
,809
,778
.l48 .154 .I61
9
.666 ,611 ,561 ,167
,182
.198 .826 ,794 ,764 .135 ,140
,145
10
,642
.589
540
,156
.170
.185
311
,780
,750
,123 ,128
,133
11
,619
.568
,521 ,147
.160
.173
.796
,766 .736 .114 ,119 .124
12 ,597
.547
.502 ,140 .I52 .166
.782
,752
.723
,106
.I11
.115
13
576
.528
.485
.I33
.145 ,159
.768
,739
,710 .1W ,104
.IO8
14
556
,510 ,468
.128
.140 .153
.755
,725 ,698
,095
.D99
.I02
15 ,537 ,493 .452
,124
.135 .147 ,741
.7
13 ,685
.OW
,094
.OS7
EFFICIENCY
=
A
Fast Line Factor
=
I
K'N
(K-1)
N
x
EFFICIENCY
NOTE
The
above
canes
apply
aIw
where
the
rope
is
dead
ended at the lower or traveling
block
or
demck floor
after
passinp over
a
dead
sheave
in
the
crown.
'In
h
tables
the
I(
factor for
sheave
friction
iu
1.09
for
plain
bearinna
and
1.M
for
mller
bearinna.
OW K
factors
cam
bc
ud
if
rsammmded
by
r(lc
equipment
manufacturer.
Figure
4-68.
Efficiency
of
wire-rope reeving
for
multiple sheave blocks,
Cases
A,
B,
and
C
[ll].
The following precautions should be observed to prevent premature wire
breakage in drilling lines.
1.
Cable-tool drilling lines.
Movement
of
wire rope against metallic parts can
accelerate wear. This can also create sufficient heat to form martensite,
causing embrittlement of wire and early wire rope removal. Such also can
be formed by friction against the casing
or
hard rock formation.
Hoisting System
587
CASE
"0"
CA
S
E
"E"
yy
s-3
Single
Drum
Drum
Double Drum with Equalizer
L
Load;
S:NO.
of
Sheaves;
N:
No.
of
Rope
Parts
Supporting Load
(Not
counting
equalizer)
FAST LINE TENSION
=
FAST
LINE FACTOR
X
LOAD
1
2
3
4
5
6
7
8
9
Roller
Bearing
Sheaves
Plain Bearing Sheaves
K
=
1.09.'
K
=
1.04.
yr
Efficiency
Fast
Line
Factor
Efficiency
Fast
Line
Factor
N
CaseD CpseE
CaseD CasoE CoseD CaseE CmeD CaseE
2
,959
1
.Ooo
.522
.500
981
1.000
,510
.m
3
.920
....
,362
....
.962
....
2.46
....
4
.a83
.959
283
,261
944
.sa1
,265
,255
5
.848
....
936
....
.926
....
216
....
6
,815
.920
.204
.181
.909
2x2 ,183
,173
7 ,784
....
.182
....
.892
....
,160
....
8
,754
.883
,166
,141
A75 ,944
.143
,132
,726
....
.153
....
,859
....
.130
....
9
10
,700
,848
.143 .118
.844
.926
.119
.IO8
11
,674
....
.135
.... .828
....
.110
....
12
,650
,815 .128
,102
,813
.909
.lo1
,091
13
528
....
.122
....
,799
....
.096
....
14
.606
.784
.118
,091
,785
.a92
.os1
,080
15
-586
....
.114
....
.771
....
.OS6
....
CASE
'D
EFFICIENCY
KSN
(K-1)
FAST LlNE FACTOR
=
1
N
x
EFFICIENCY
'UK?
-1)
KS
N
(K-1)
CASE
"E
EFFIClENCY
=
FAST LINE FACTOR
=
1
N
x
EFFlClENCY
NOTE:
The
We
ases
apPl9
also
where the
mp
h
dead
ended
or
the
equalizer
is
bated
at
the
lower
or
traveling
block
or
derrick
flmr
after
passing
mer
a
dead
shave
in
the mown.
*In
theae
tables.
the
K
factor
for
sheave friction
ii
1.09
for
lain
bearings
and
1.04
for
roller
bearinpn. Olher
K
factors
can
be
used
if
recommended
by
the equipment manufacturer.
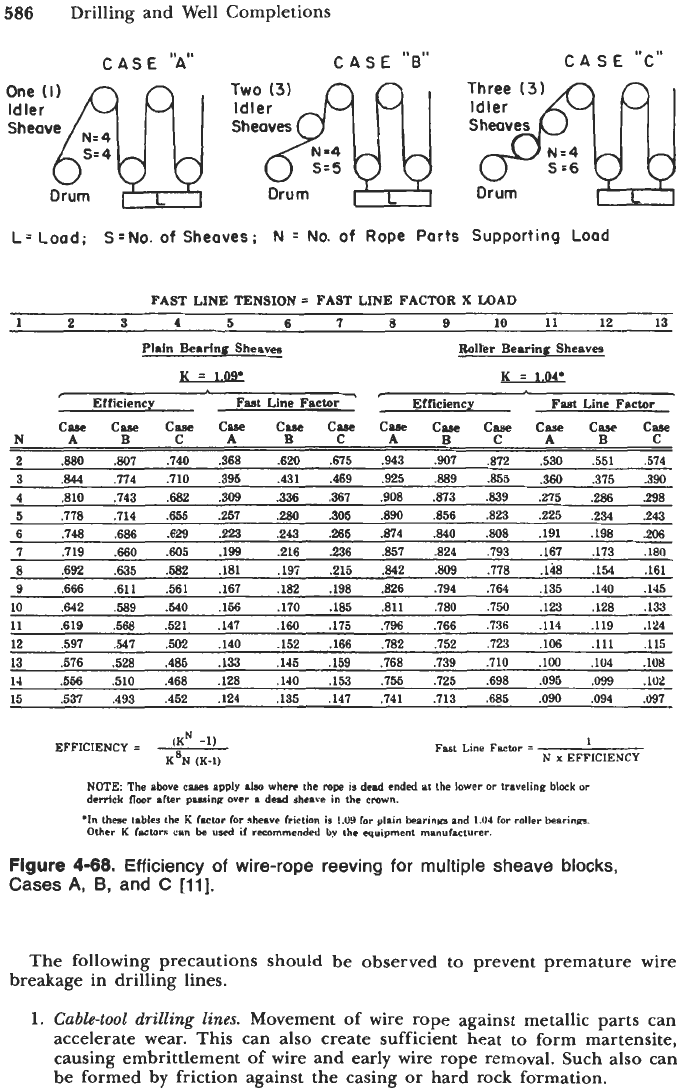
Figure
4-69.
Efficiency
of
wire-rope reeving
for
multiple sheave biocks,
Cases
D
and
E
[ll].
2.
Rotary
drilling
lines.
Care should be taken
to
maintain proper winding of
rotary drilling lines
on
the drawworks drum to avoid excessive friction that
may result in the formation of martensite. Martensite may also be formed by
excessive friction in worn grooves of sheaves, slippage in sheaves, or exces-
sive friction resulting from rubbing against a derrick member.
A
line guide
588
Drilling and
Well
Completions
50
55
60
65
70
75
80
85
90
95
100
0
5
IO
15
SHEAVE-
Figure
4-70.
Efficiencies
of
stresses only)
[Ill.
20
25
30
35
40
45
50
ROPE
DIAMETER
RATIO
D/d
wire ropes bent around stationary sheaves (static
should be employed between the drum and the fast line sheave to reduce
vibration and to keep the drilling line from rubbing against the derrick.
Martensite is a hard, nonductile microconstituent formed when steel is heated
above its critical temperature and cooled rapidly. In the case of steel of the
composition conventionally used for rope wire, martensite can be formed if the
wire surface is heated to a temperature near or somewhat in excess of
1400°F
(76OoC),
and then cooled at a comparatively rapid rate. The presence of a
martensite film at the surface
of
the outer wires
of
a rope that has been in
service is evidence that sufficient frictional heat has been generated on the
crown of the rope wires to momentarily raise the wire surface temperature to
a point above the critical temperature range of the steel. The heated surface
is
then rapidly cooled by the adjacent cold metal within the wire and the rope
structure, and
an
effective quenching results.
Hoisting System
589
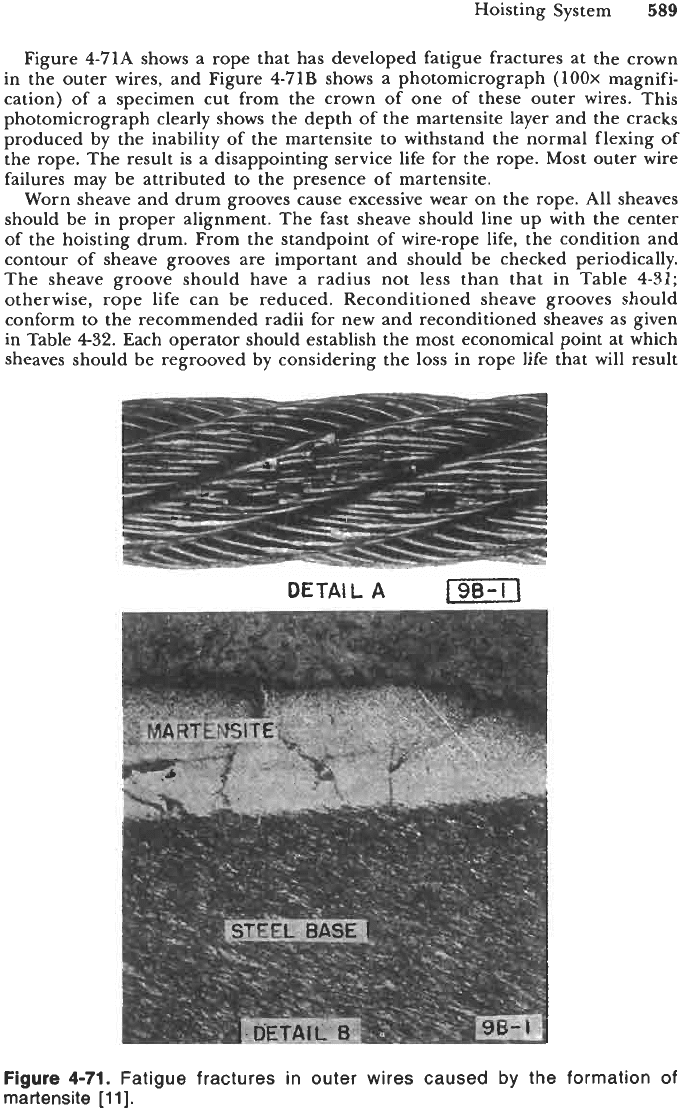
Figure 4-71A shows a rope that has developed fatigue fractures at the crown
in the outer wires, and Figure 4-71B shows a photomicrograph
(100~
magnifi-
cation) of a specimen cut from the crown of one of these outer wires. This
photomicrograph clearly shows the depth of the martensite layer and the cracks
produced by the inability of the martensite to withstand the normal flexing of
the rope. The result is a disappointing service life for the rope. Most outer wire
failures may be attributed to the presence of martensite.
Worn sheave and drum grooves cause excessive wear on the rope. All sheaves
should be in proper alignment. The fast sheave should line up with the center
of the hoisting drum. From the standpoint of wire-rope life, the condition and
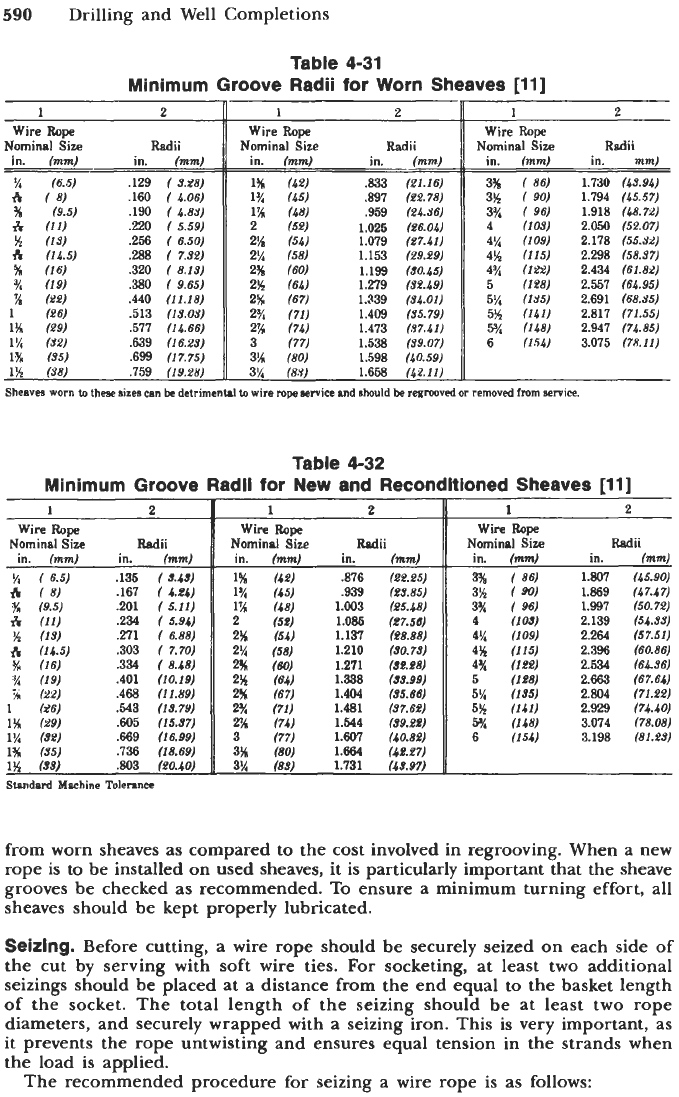
contour of sheave grooves are important and should be checked periodically.
The sheave groove should have a radius not less than that in Table 4-31;
otherwise, rope life can be reduced. Reconditioned sheave grooves should
conform to the recommended radii for new and reconditioned sheaves as given
in Table
432.
Each operator should establish the most economical point at which
sheaves should be regrooved by considering the
loss
in rope life that will result
DETAIL
A
198-11
Figure
4-71.
Fatigue fractures in outer wires caused
by
the
martensite
[ll].
formation of
590
Drilling and Well Completions
Wire
Rope
in.
(mm)
in.
(mm)
%
(6.5)
.129
(
3.28)
t%
I
8)
.160
(
4.06)
K
(9.5)
.190
(
4.88)
T?
(11)
.220
(
5.59)
%
(131
256
(
6.50)
rh
114.51
.a8
(
7.82)
%
(16)
,320
(
8.13)
%
(19)
,380
(
9.65)
74
(22)
.440
(11.18)
1
461
,513
(18.08)
1%
(29)
511
(14.66)
1%
(52)
,639
(16.23)
1%
(35)
,699
(17.75)
1%
(38)
,159
(19.28)
Nominal
Size Radii
Table
4-31
Minimum Groove Radii for Worn Sheaves
[ll]
Wire
Rope
Wire
Rope
in.
(mm)
in.
(mm)
in.
(mm)
in.
mm)
1%
(42)
.833
(21.16)
3%
(86)
1.730
(43.94)
1%
(45)
,891
(22.78)
3%
(
90)
1.794
(65.57)
1%
(48)
.959
(24.36)
3%
(
96)
1.918
(48.72)
2
(52)
1.025
(26.04)
4
(103)
2.050
(52.07)
2%
(54)
1.019
(27.41)
4%
11091
2.178
(55.32)
2%
(5s)
1.153
(29.29)
4%
(115)
2.298
(58.97)
2%
(60)
1.199
(30.45)
4%
(122)
2.434
(61.82)
2%
(64)
1.219
(S2.49)
5
(128)
2.551
(64.95)
2%
(67)
1.339
(84.01)
5%
(135)
2.691
(68.85)
2%
(71)
1.409
(95.79)
5%
(141)
2.811
(71.55)
274
(74)
1.413
(87.41)
sS/r
(148)
2.941
(74.85)
3
(77)
1.538
(39.07)
6
(154)
3.015
(7'8.11)
3%
(80)
1.598
(40.59)
3%
(88)
1.658
(42.12)
Nominal
Size
Radii Nominal Size Radii
1
2
1
2
Wire
Rope
Wire
Rope
Nominal Size
Radii Nominal Size Radii
in.
(mm)
in.
(mm)
in.
(mm)
in.
(mm)
!4
6.5)
.I35
(
S.4S)
1%
(42)
.876
(22.25)
ib
(8)
.161
(
4.24)
1%
(45)
9.39
(23.85)
K
(9.5)
,201
(
5.11)
1%
(48)
1.003
(25.48)
l%
(11)
,234
(
5.94)
2
(52)
1.086
(P7.56)
%
(131
,271
6.88)
2%
(54)
1.131
(28.88)
fi
(14.5)
,303
(
7.70)
2%
(58)
1.210
(90.79)
:I/r
(19)
.401
(10.19)
2%
(64)
1.338
(33.99)
'n
(22)
,468
(11.89)
2%
(67)
1.404
(S5.68)
1
(26)
.543
(13.79)
2%
(71)
1.481
(37.62)
1%
(29)
,605
(15.37)
Z??
(74)
1.544
(S9.22)
1%
(82)
,669
(16.99)
3
(77)
1.607
(40.89)
1%
(35)
.I36
(18.69)
3%
(80)
1.664
(42.27)
1%
(9s)
.803
(20.40)
3%
(83)
1.131
(43.97)
%
(16)
,334
(
8.48)
2%
(60)
1.271
(sp.28)
1 2
Wire
Rope
in.
(mm)
in.
(mm)
3%
(
86)
1.807
(45.90)
3%
(
90)
1.869
(47.47)
3%
(
96)
1.991
(50.72)
4
(108)
2.139
(54.SS)
4%
(109)
2.264
(57.61)
4%
(115)
2.396
(60.86)
5
(188)
2.663
(67.64)
5%
(135)
2.804
(71.22)
5%
(141)
2.929
(7b.40)
5%
(148)
3.014
(78.08)
6
(154)
3.198
(81.28)
Nominal Size Radii
4%
(122)
2.534
(64.36)
from worn sheaves as compared to the cost involved in regrooving. When a new
rope is to be installed on used sheaves, it is particularly important that the sheave
grooves be checked as recommended.
To
ensure
a
minimum turning effort, all
sheaves should be kept properly lubricated.
Seizing.
Before cutting,
a
wire rope should be securely seized on each side of
the cut by serving with soft wire ties. For socketing, at least two additional
seizings should be placed at a distance from the end equal to the basket length
of the socket. The total length
of
the seizing should be at least two rope
diameters, and securely wrapped with a seizing iron. This
is
very important, as
it prevents the rope untwisting and ensures equal tension in the strands when
the load is applied.
The recommended procedure for seizing a wire rope is as follows:
Hoisting System
591
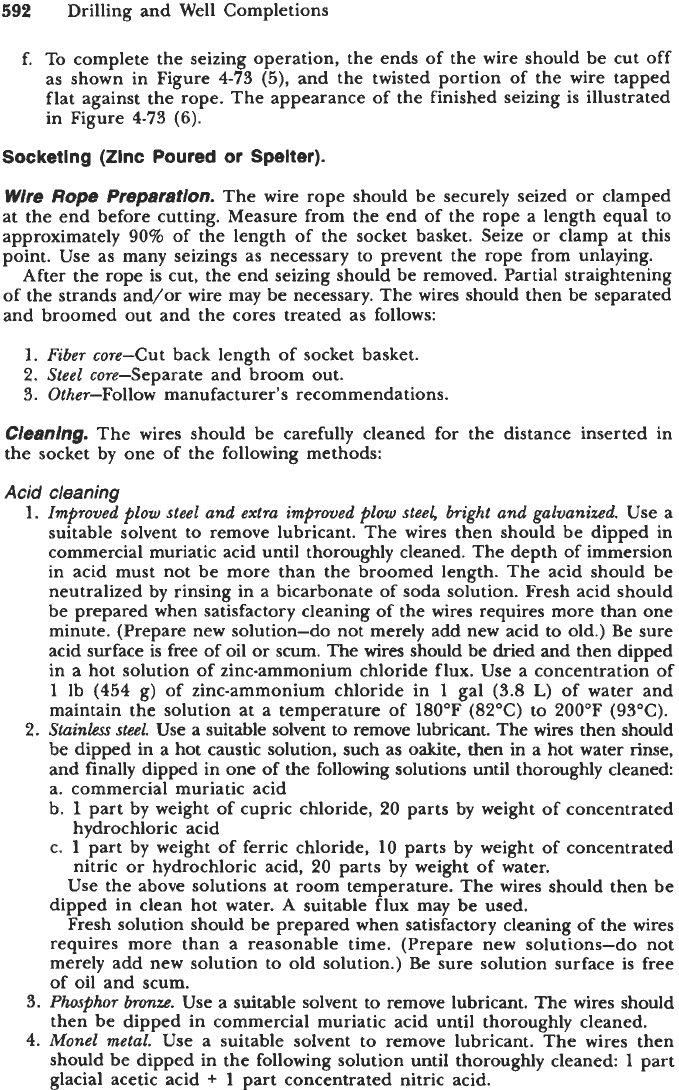
a. The seizing wire should be wound on the rope by hand as shown in
Figure
4-73
(1).
The coils should be kept together and considerable tension
maintained on the wire.
b. After the seizing wire has been wound on the rope, the ends of the wire
should be twisted together by hand in a counterclockwise direction
so
that
the twisted portion of the wires is near the middle of the seizing (see
Figure
4-73
(2)).
c. Using “Carew” cutters, the twist should be tightened just enough to take
up the slack (Figure
4-73 (3)).
Tightening the seizing by twisting should
not be attempted.
d. The seizing should be tightened by prying the twist away from the axis of
the rope with the cutters as shown in Figure
4-73 (4).
e. The tightening
of
the seizing should be repeated as often as necessary to
make the seizing tight.
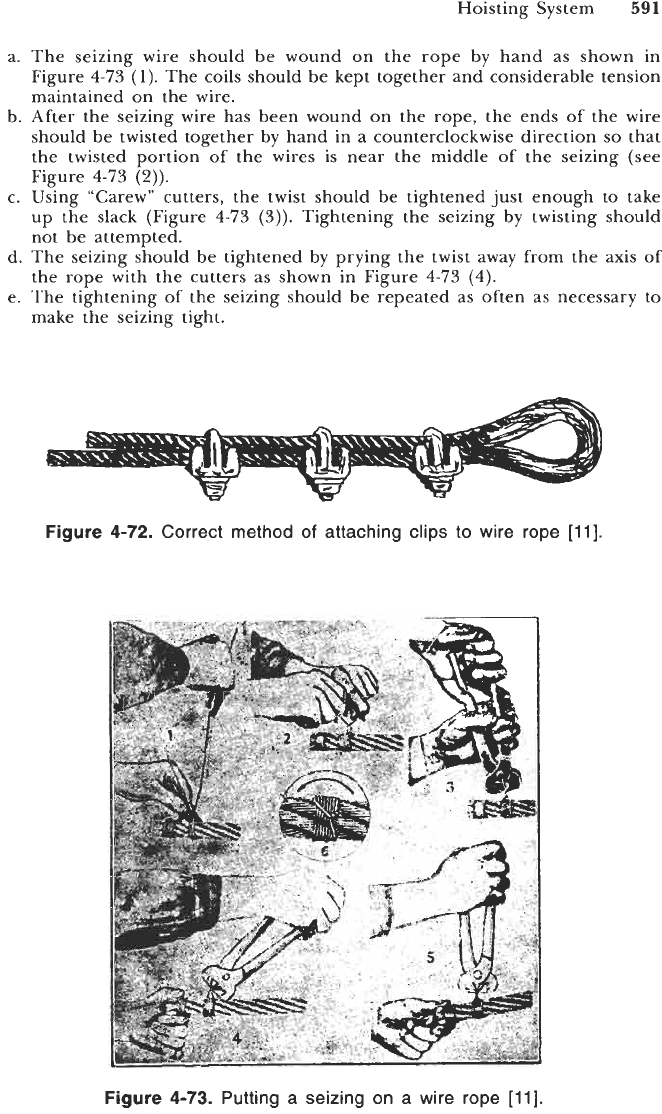
Figure
4-72.
Correct method
of
attaching clips to wire rope
[ll]
Figure
4-73.
Putting a seizing on a wire rope
[ll].
592
Drilling and Well Completions
f.
To complete the seizing operation, the ends of the wire should be cut off
as shown in Figure
4-73 (5),
and the twisted portion of the wire tapped
flat against the rope. The appearance of the finished seizing is illustrated
in Figure
4-73
(6).
Socketing (Zinc Poured
or
Spelter).
Wife
Rope
Preparation.
The wire rope should be securely seized
or
clamped
at the end before cutting. Measure from the end of the rope a length equal to
approximately
90%
of the length of the socket basket. Seize
or
clamp at this
point. Use as many seizings as necessary to prevent the rope from unlaying.
After the rope is cut, the end seizing should be removed. Partial straightening
of the strands and/or wire may be necessary. The wires should then be separated
and broomed out and the cores treated as follows:
1.
Fiber
core-Cut back length
of
socket basket.
2.
Steel core-Separate and broom out.
3.
Other-Follow manufacturer's recommendations.
Cieming.
The wires should be carefully cleaned for the distance inserted in
the socket by one of the following methods:
Acid
cleaning
1.
Improved
plow
steel and extra improved
plow
steel, bright and
galvanized.
Use
a
suitable solvent to remove lubricant. The wires then should be dipped in
commercial muriatic acid until thoroughly cleaned. The depth of immersion
in acid must not be more than the broomed length. The acid should be
neutralized by rinsing in a bicarbonate of soda solution. Fresh acid should
be prepared when satisfactory cleaning of the wires requires more than one
minute. (Prepare new solution-do not merely add new acid to old.) Be sure
acid surface
is
free of oil
or
scum.
The wires should
be
dried and then dipped
in a hot solution of zinc-ammonium chloride flux. Use
a
concentration of
1
lb
(454
g) of zinc-ammonium chloride in
1
gal
(3.8
L)
of water and
maintain the solution at a temperature
of
180'F (82°C) to 200°F
(93OC).
2. Stainless steel. Use
a
suitable solvent to remove lubricant. The wires then should
be
dipped in
a
hot caustic solution, such
as
oakite,
then in
a
hot water rinse,
and finally dipped in one of the following solutions until thoroughly cleaned
a. commercial muriatic acid
b.
1
part by weight of cupric chloride,
20
parts by weight of concentrated
c.
1
part by weight of ferric chloride,
10
parts by weight of concentrated
Use the above solutions at room temperature. The wires should then be
dipped in clean hot water.
A
suitable flux may
be
used.
Fresh solution should be prepared when satisfactory cleaning of the wires
requires more than a reasonable time. (Prepare new solutions-do not
merely add new solution to old solution.) Be sure solution surface is free
of
oil and scum.
3.
Phosphor
bronre.
Use a suitable solvent
to
remove lubricant.
The
wires should
then be dipped in commercial muriatic acid until thoroughly cleaned.
4.
Monel metal. Use a suitable solvent to remove lubricant. The wires then
should be dipped in the following solution until thoroughly cleaned
1
part
glacial acetic acid
+
1
part concentrated nitric acid.
hydrochloric acid
nitric or hydrochloric acid, 20 parts by weight of water.
Hoisting System
593
This solution is used at room temperature. The broom should be immersed
from
30
to 90
s.
The depth of immersion in the solution must not be more
than broomed length. The wires should then be dipped in clean hot water.
UItrasonic cleaning (a// grades).
An ultrasonic cleaner suitable for cleaning wire
rope is permitted in lieu of the acid cleaning methods described previously.
Other cleaning methods.
Other cleaning methods of proven reliability are
permitted.
Attaching Socket.
Preheat the socket to approximately 200°F
(93°C).
Slip socket
over ends of wire. Distribute all wires evenly in the basket and flush with top
of basket. Be sure socket is in line with axis of rope.
Use only zinc not lower in quality than high grade per ASTM Specification
B-6.
Heat zinc to a range allowing pouring at 950°F (5lOOC) to 975°F (524°C). Skim off
any dross accumulated on the surface of the zinc bath. Pour molten zinc into the
socket basket in one continuous pour if possible. Tap socket basket while pouring.
Final Preparation.
Remove all seizings. Apply lubricant to rope adjacent to
socket to replace lubricant removed by socketing procedure. Socket is then ready
for service.
Splicing.
Splicing wire rope requires considerable skill, and the instructions
for
splicing wire rope will be found in the catalogues of most of the wire-rope
manufacturers, where the operation sequence is carefully described, and many
clear illustrations are presented. These illustrations give, in fact, most
of
the
information needed.
Socketing (Thermo-Set Resin).
Before proceeding with thermo-set resin
socketing, the manufacturer's instructions
for
using this product should be
carefully read. Particular attention should be given to sockets designed specifi-
cally for resin socketing. Other thermo-set resins used may have specifications
that differ from those shown in this section.
Seizing and
Cutting
the Rope.
The rope manufacturer's directions for a
particular size or construction of rope are to be followed with regard to the
number, position, and length of seizings, and the seizing wire size to be used.
The seizing, which will be located at the base of the installed fitting, must be
positioned
so
that the ends of the wires to be embedded will be slightly below
the level of the top of the fitting's basket. Cutting the rope can best be
accomplished by using an abrasive wheel.
Opening and Brooming the Rope End.
Prior to opening the rope end, place
a short temporary seizing directly above the seizing that represents the base of
the broom. The temporary seizing
is
used to prevent brooming the wires to full
length of the basket, and also
to
prevent the loss of lay in the strands and rope
outside the socket. Remove all seizings between the end of the rope and the
temporary seizing. Unlay the strands comprising the rope. Starting with the
IWRC,
or
strand core, open each strand and each strand of the rope, and broom
or
unlay the individual wires. (A fiber core may be cut in the rope at the base
of the seizing. Some prefer to leave the core in. Consult the manufacturer's
instructions.) When the brooming
is
completed, the wires should be distributed
evenly within a cone
so
that they form an included angle of approximately
60".
594
Drilling and Well Completions
Some types of sockets require a different brooming procedure and the manu-
facturer's instructions should be followed.
Cleaning the Wires and Fittings.
Different types of resin with different
characteristics require varying degrees of cleanliness. The following cleaning
procedure was used for one type of polyester resin with which over
800
tensile
tests were made on ropes in sizes
+
in.
(6.5
mm) to 34-in.
(90
mm) diameter
without experiencing any failure in the resin socket attachment.
Thorough cleaning of the wires is required to obtain resin adhesion. Ultra-
sonic cleaning in recommended solvents (such as trichloroethylene or l,l,l-
trichloroethane or other nonflammable grease-cutting solvents) is the preferred
method in accordance with
OSHA
standards. If ultrasonic cleaning is not
available, trichloroethane may be used in brush or dip-cleaning; but fresh solvent
should be used for each rope end fitting and should be discarded after use.
After cleaning, the broom should be dried with clean compressed air or in
another suitable fashion before proceeding to the next step. Using acid to etch
the wires before resin socketing is
unnecessary and
not
recommended.
Also, the
use of a
flux
on
the wires before pouring the resin should be avoided since
this adversely affects bonding of the resin to the steel wires.
Since there is a variation
in the properties of different resins, the manufacturer's instructions should be
carefully followed.
Placement
of
the Flttlng.
The rope should be placed vertically with the broom
up, and the broom should be closed and compacted to insert the broomed rope
end into the fitting base. Slip on the fitting, removing any temporary banding
or seizing as required. Make sure the broomed wires are uniformly spaced in
the basket with the wire ends slightly below the top edge of the basket, and
make sure the axis of the rope and the fitting are aligned. Seal the annular
space between the base of the fitting and the exiting rope to prevent leakage
of the resin from the basket.
A
nonhardening butyl rubber base sealant gives
satisfactory performance. Make sure the sealant does not enter the socket base,
so
that the resin may fill the complete depth of the socket basket.
Pouring the Resin.
Controlled heat-curing (no open flame) at
a
temperature
range of
250
to 300°F (121 to 149°C) is recommended; and is required if
ambient temperatures are less than 60°F (16°C) (which may vary with different
resins). When controlled heat curing is not available and ambient temperatures
are not less than 60°F (16"C), the attachment should not be disturbed and
tension should not be applied to the socketed assembly for at least
24
hr.
Lubricatlon
Of
Wire Rope
after
Socket Attachment.
After the resin has cured,
relubricate the wire rope at the base of the socket
to
replace the lubricant that
was removed during the cleaning operation.
Resin Socketing COmpOSitiOnS.
Manufacturer's directions should be followed
in handling, mixing, and pouring the resin composition.
Performance
of
Cured Resin Sockets.
Poured resin sockets may be moved
when the resin has hardened. After ambient or elevated temperature cure
recommended by the manufacturer, resin sockets should develop the nominal
strength of the rope; and should also withstand, without cracking
or
breakage,
shock loading sufficient to break the rope. Manufacturers of resin socketing
material should be required to test to these criteria before resin materials are
approved for this end use.