Martienssen W., Warlimont H. (Eds.). Handbook of Condensed Matter and Materials Data
Подождите немного. Документ загружается.


322 Part 3 Classes of Materials
Table 3.1-114 Summary of fatigue data of refractory metals, pretreatment: Aw = as worked, Sr = stress relieved, Rxx =
recrystallized, cont.
Test Material Production Dimension (mm) Pretreatment Test conditions, S
e
(MPa) S
e
/R
m
Ref.
mode
process plate: thickness, T(
◦
C)/t
a
(h) temperature,
bar: diameter frequency
High-frequency push–
pull fatigue, R =−1,
fatigue limit S
e
for 50%
fracture probability at
N = 10
8
Mo P/M bar 11 Rxx 1300/4 RT, 20 kHz 278 0.56 [1.176]
TZM P/M bar 11 Rxx 1600/2 RT, 20 kHz 383 0.69 [1.176]
Ta EB bar 3 Aw
Sr
RT, 20 kHz
RT, 20 kHz
383
286
0.72
0.92
[1.126]
Ta2.5W P/M plate 2 Rxx RT, 20 kHz 300 [1.126]
Ta10W P/M bar 12 Rxx RT, 20 kHz 580 [1.126]
Nb bar 3 Aw
Rxx
RT, 20 kHz
RT, 20 kHz
230
220
0.80
0.65
[1.177]
1
10
2
10
1
10
–1
10
–2
10
1
10
2
10
3
10
4
10
5
10
6
Cycles to failure N
f
Total strain range (%)
ε
t
1088 K
As-received
Recrystallized
Room temperature
As-received
Recrystallized
∆
Fig. 3.1-172 Low-cycle fatigue data of as-received and re-
crystallized W at room temperature and 815
◦
C [1.186]
Low-cycle fatigue test data of Mo at high test tem-
peratures were reported in [1.187]. The influence of
microstructural changes in cold-worked molybdenum
on the low-cycle fatigue behavior was reported for
test temperatures between 300
◦
C and 950
◦
C [1.188].
Deformation experiments under low-cycle fatigue con-
ditions between room temperature and 100
◦
C showed
that recrystallized Mo, in spite of the low tempera-
ture and stress level, exhibits considerable plastic
strains which depend sensitively on the loading fre-
quency [1.189]. Data on the high temperature (350
◦
C
and 500
◦
C) isothermal mechanical fatigue behavior of
TZM were reported and a model for lifetime prediction
was proposed [1.183].
Fig. 3.1-173 K
IC
of forged Mo rods (ϕ = 74%) versus de-
gree of recrystallization [1.147]
Fracture Mechanics Properties
Fracture Toughness. Fracture toughness properties are
affected by many parameters (thermomechanical pre-
treatments, microstructure, specimen and crack plane
orientation; testing procedures as well as the prepara-
tion of the starting notch and of the fatigue precrack).
Due to the peculiarities of the P/M production process,
it is frequently not possible to introduce sufficient de-
formation into products of larger dimension in order to
completely eliminate sinter pores which may affect the
dynamic properties. The increase of fracture toughness
with increasing degree of hot working of disc-shaped
compact tension specimens, cut from a hot forged Mo
bar is shown in Fig. 3.1-173 and the decrease of frac-
ture toughness with increasing fraction of recrystallized
microstructure in Fig. 3.1-174 [1.147].
Fracture toughness data for Mo, TZM, and
W materials are summarised in Table 3.1-115. Data
taken at elevated temperature for Mo and W are
shown in Fig. 3.1-175 [1.192], and for TZM in
Fig. 3.1-176 [1.193]. Data for Nb could only be
14
12
10
8
6
4
2
0
0 20406080100
Fracture toughness K
IC
(MPa m
1/
2
)
Degree of recrystallization (%)
Part 3 1.9

Metals 1.9 Refractory Metals and Alloys 323
Table 3.1-115 Fracture mechanical data for various refractory metals, pretreatment: Aw = as worked, Sr = stress relieved, Rxx =
recrystallized. RT = room temperature
Fracture toughness data Specimen type: CT compact tension, SCT center surface cracked
tension, DCT disk-shaped compact tension, SNB side notched bend
CNT center through-thickness notched tension
Material Production Dimension (mm) Pretreatment Specimen Crack plane Test Fracture Ref.
process plate: thickness, T (
◦
C)/t
a
(h) type ASTM 399 temperature toughness
bar: diameter (MPa m
1/2
)
Mo P/M plate 6.5 Rxx 1300/2 CNT L-T RT 9.5 [1.126]
Mo P/M bar 50 Sintered DCT R-C RT 6 [1.147]
Hot forged DCT R-C RT 12
Rxx 1400/2 DCT R-C RT 5
Mo VA C plate 6.4 Sr CT L-T/T-L RT 20/21 [1.195]
Rxx CT L-T/T-L RT 18/19
Sr CT L-T/T-L 300
◦
C 74/70
Rxx CT L-T/T-L 300
◦
C 60/67
Mo5Re bar 54 Rxx 1300/1 DCT R-C RT/450
◦
C 18/27 [1.193]
Mo–0.3wt% P/M plate Sintered CT L-T RT 25 [1.196]
La
2
O
3
TZM VA C plate 6.4 Sr CT T-L/L-T RT 19/15 [1.195]
Rxx CT T-L/L-T RT 15/18
Sr CT T-L/L-T 300
◦
C 85/89
Rxx CT T-L/L-T 300
◦
C 59/68
TZM P/M bar 54 Aw DCT R-C RT 19 [1.159, 197]
Machined to 12 Aw SCT L-C RT 37
Swaged to 12 Rxx 1400/2 SCT L-C RT 19
W bar 10 SNB C-R/L-R −196
◦
C 11/6 [1.198]
SNB C-R/L-R RT 13/8
W bar 25 Aw SNB R-L RT/150
◦
C/ 9/10/13/14 [1.199]
300
◦
C/500
◦
C
W Single crystal bar 16 (111)[011] SNB −196
◦
C/RT 9/31 [1.198]
bar 16 (011)[100] SNB −196
◦
C/RT 4/20
bar 16 (100)[001] SNB −196
◦
C/RT 3/9
W Aw SNB RT/400/600/ 15/21/26/39 [1.200]
800
W5Re Aw SNB RT/400
◦
C/ 11/26/58 [1.200]
600
◦
C
W-1 wt% P/M bar 25 Aw SNB R-L RT/150
◦
C/ 9/10/11/13 [1.199]
La
2
O
3
300
◦
C/500
◦
C
Nb plate 1.25 Sr CNT L-T −253
◦
C 40 [1.192]
Rxx CNT L-T −253
◦
C 72
Nb Rxx SNB −196
◦
C 37 [1.194]
Rxx SNB RT 37
determined below −200
◦
C [1.192]. Data on the
impact and dynamic toughness of Nb between
−196
◦
C and 25
◦
C were reported in [1.194]. The dy-
namic cleavage fracture toughness was shown to be
37 MPa m
1/2
, relatively independent on grain size and
test temperature.
Part 3 1.9
324 Part 3 Classes of Materials
Table 3.1-115 Fracture mechanical data for various refractory metals, pretreatment: Aw = as worked, Sr = stress relieved, Rxx = recrystallized. RT = room
temperature, cont.
Fatigue crack growth and threshold data Specimen type: SCT center surface cracked tension
CNT center through-thickness notched tension SNT side notched tension
CCT corner cracked tension
Material Production Dimension Pretreatment Specimen Crack Test Stress da/ dN- K
th
K
th,eff
ASTM Ref.
process (mm) T (
◦
C)/t
a
(h) type plane conditions, ratio R range,
plate: thickness, ASTM temperature, (m/cycle)
bar: diameter 399 frequency
Mo P/M plate 6.5 Rxx 1300/2 CNT L-T RT, 20 kHz −1 10
−13
–10
−9
5.8 E647 [1.126]
Mo P/M bar 12 Aw SCT L-C RT, 20 kHz −1 10
−13
–10
−9
11.3 11 E647 [1.159]
Rxx 1400/2 10.7 11
Mo P/M bar 12 Sr 850/1 SNT C-R RT, 20 kHz −1 10
−13
–10
−9
10.3 7.0 E647 [1.201]
Rxx 1400/2 8.5 6.6
TZM P/M bar 12 Rxx 1700/2 SNT C-R RT, 20 kHz −1 10
−13
–10
−9
10.1 6.3 E647 [1.201]
Mo5Re P/M bar 12 Rxx 1300/1 SCT L-C RT, 20 kHz −1 10
−13
–10
−9
11.4 9.9 E647 [1.126]
Ta10W Rxx 1450/1 CCT RT 0.4 10
−9
–10
−5
[1.202]
20 kHz resonance test method, crack growth monitored by traveling light microscope,
∆K
th
corresponding to a crack growth rate of da/ dN < 10
−13
m/cycle,
∆K
th,eff
calculated from crack closure measurements based on strain gauge method
14
12
10
8
6
4
2
0
0 0.5 1 1.5 2
Fracture toughness K
IC
(MPa m
1/
2
)
In (A
0
/A)
Fig. 3.1-174 K
IC
of forged Mo rods versus ln( A
0
/A)
[1.147]
100
80
60
40
20
0
–273
–200 –100 0 100 200 300 400 500
Test temperature (°C)
K
c
× 1000 (psi in.
1/
2
)
Wrought,
stress relieved
Recrystal-
lized
Tungsten
Molybdenum
Columbium
Columbium
Molyb-
denum
Tungsten
Fig. 3.1-175 Effect of test temperature on fracture
toughness of unalloyed W, Mo, and Nb sheet speci-
mens [1.192]
30
25
20
15
10
5
0
0 100 200 300 400 500
T(°C)
K
Ic
(MPa m
1/
2
)
TZM
Mo5Re
Fig. 3.1-176 Effect of test temperature on static fracture
toughness of TZM and Mo5Re specimens [1.193]
Part 3 1.9
Metals 1.9 Refractory Metals and Alloys 325
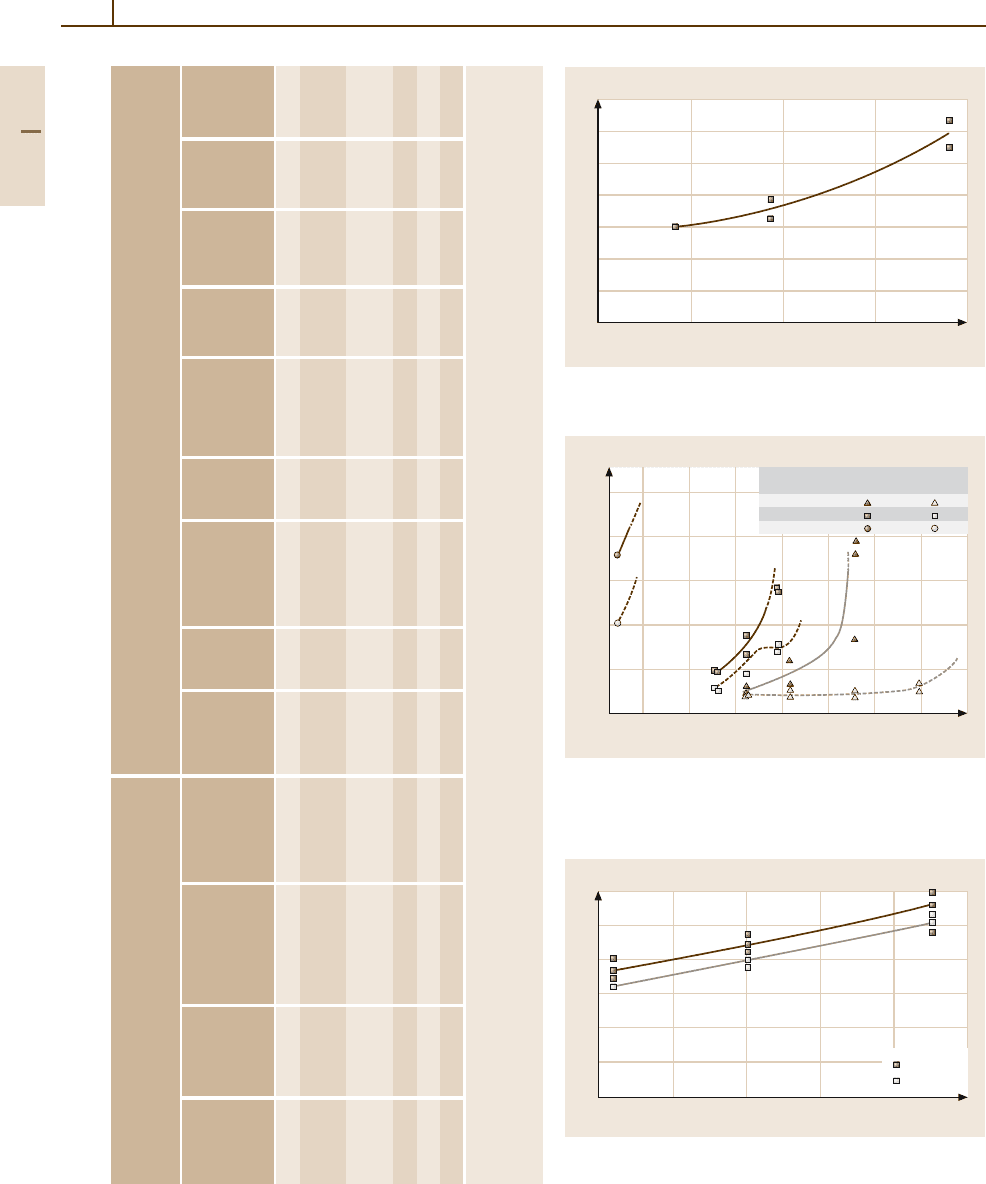
Fatigue Crack Growth. Few data on the linear region of
crack growth were published for Ta10W (Fig. 3.1-177),
and a Nb
−
W
−
Zr alloy [1.202,203].
Threshold Stress Intensity for Fatigue Crack Growth.
The fatigue crack growth behavior of Mo, TZM,
and W in the region near the threshold stress inten-
sity, ∆K
th
, considered to correspond to fatigue crack
growth rates of da/dN < 10
−13
m/cycle, is shown in
Fig. 3.1-178 [1.126]. The available crack growth and
threshold data are included in Table 3.1-115.
An effective threshold value for fatigue crack
growth, ∆K
th,eff
, can be computed. Methods for the
determination of this effective threshold stress inten-
sity range are described in [1.197]. The available
data on ∆K
th,eff
of Mo and TZM are listed in
Table 3.1-115.
Short Fatigue Crack Growth Behavior. The nucle-
ation and growth behavior of short fatigue cracks is of
considerable practical and theoretical significance. Dif-
ferences in the growth behavior exist between initial
short cracks (length comparable with microstructural
features) and long cracks of macroscopic dimen-
sions. The irregular growth rate of such short cracks
10
–3
10
–4
10
–5
10
–6
10
–7
510 50
∆K (MPa m
1/
2
)
Crack growth rate da/dN (mm/cycle)
Ta–10W
Condition:
recrystallized and aged,
tests at RT,
stress ratio R=0.4
Eroded
notch
Fatigue
crack
8 mm
Fig. 3.1-177 Crack propagation behavior of recrystallized
P/M Ta10W specimens at room temperature at a stress
ratio of R = 0.4 [1.202]
10
–9
10
–10
10
–11
10
–12
10
–13
1 10 100
∆ K (MPa m
1/
2
)
dc/dN (m/cycle)
dK
th
= 11.4 MPa m
1/
2
Fig. 3.1-178 Crack growth curve near threshold stress
intensity of a center surface cracked specimen ma-
chined from a recrystallized Mo5Re rod, tested at
a stress ratio of R =−1, test temperature = 50
◦
C,
and 20 kHz cyclic frequency; open symbols test under
increasing load, solid symbols tests under decreasing
load [1.126]
(Fig. 3.1-179) may pose problems for a conservative
prediction of fatigue life [1.201]. Microscopic obser-
vations during fatigue exposure of specimens, loaded
at stress amplitudes slightly above the fatigue limit,
show initially a surface deformation very early in fa-
tigue life, followed by short crack initiation and growth
up to the final long crack growth. The number of
fatigue cycles of the various stages depends on the mi-
crostructure and the presence of second phase particles
(Fig. 3.1-180) [1.204].
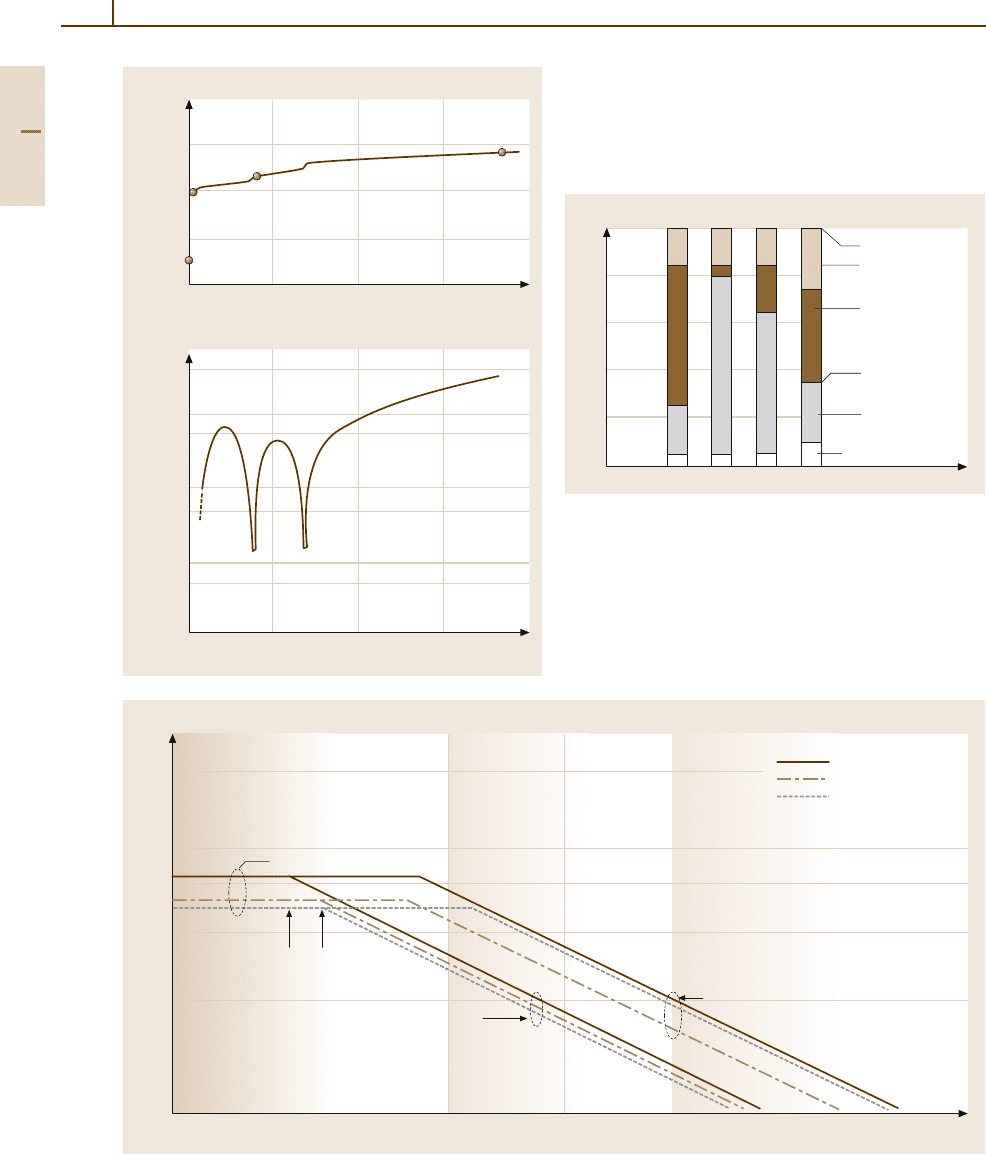
It is known that fatigue failures occur in defect-
containing materials after a high number of loading
cycles (N > 10
8
) at stresses considerably below the
fatigue limit determined by conventional test proce-
dures (N < 10
7
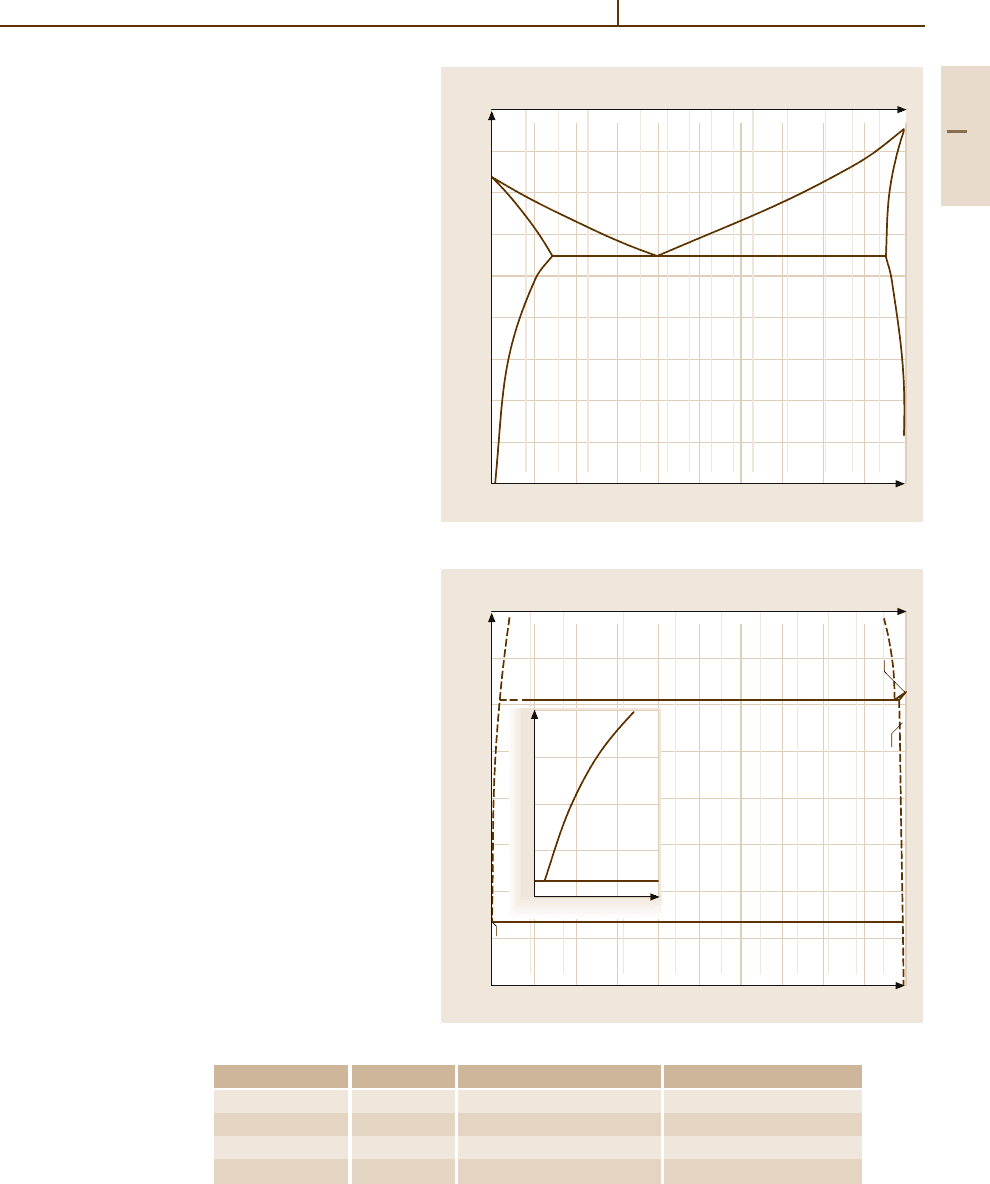
). A fracture mechanics approach to
this problem was proposed by Kitagawa et al. [1.205].
Based on a diagram relating a cyclic stress am-
plitude with crack length, a critical defect size
(c
t
) can be deduced which, when exceeded, causes
a reduction of the fatigue strength. A modifica-
tion of this diagram by introducing the value of
the effective stress intensity range is shown in
Fig. 3.1-181 [1.201]. Good agreement between pre-
dicted values and experimental results are obtained for
hemispherical surface notches of various sizes [1.206,
207].
Part 3 1.9
326 Part 3 Classes of Materials
3×10
7
2×10
7
1×10
7
0 100 200 300 400
1×10
–10
1×10
–11
1×10
–12
1×10
–13
0 100 200 300 400
Number of loading cycles N
Crack length c (µm)
Crack growth rate dc/dN (m/cycle)
Crack length c (µm)
A
B
C
D
a)
b)
1000
500
100
100 1000 10000
∆K
th, eff
(MPa)
σ
Cyclic stress amplitude
Crack length c (µm)
Region of microcracks
Short crack growth behavior
(Stage I propagation)
Region of short cracks
with crystallographic
stage II growth
Region of long cracks
Mo stress relieved
Mo recrystallized
TZM recrystallized
Region of non-propagating
microcracks
Fatigue limit (
FL
)
σ
ct
∆K
th
Fig. 3.1-181 Effect of crack length on stress amplitude for crack growth in specimens of stress relieved Mo, recrystallized
Mo, and recrystallized TZM (modified Kitagawa diagram) [1.201]
Fig. 3.1-179a,b Growth behavior of short surface cracks
in a TZM specimen, tested at a stress amplitude of
375 MPa [1.201,204].
(a) Crack length as function of num-
ber of loading cycles.
(b) Crack growth rate as function of
crack length
100
80
60
40
20
0
abcd
N/N
f
(%)
Macro
crack growth
SC-growth
Microcrack
initiation
Surface
deformation
No visible damage
Failure
Fig. 3.1-180 Fraction of total fatigue life spent on damage
accumulation and crack growth in specimens of stress re-
lieved Mo, recrystallized Mo, TZM with fine particles, and
TZM with coarse particles [1.204]
Part 3 1.9
Metals 1.9 Refractory Metals and Alloys 327
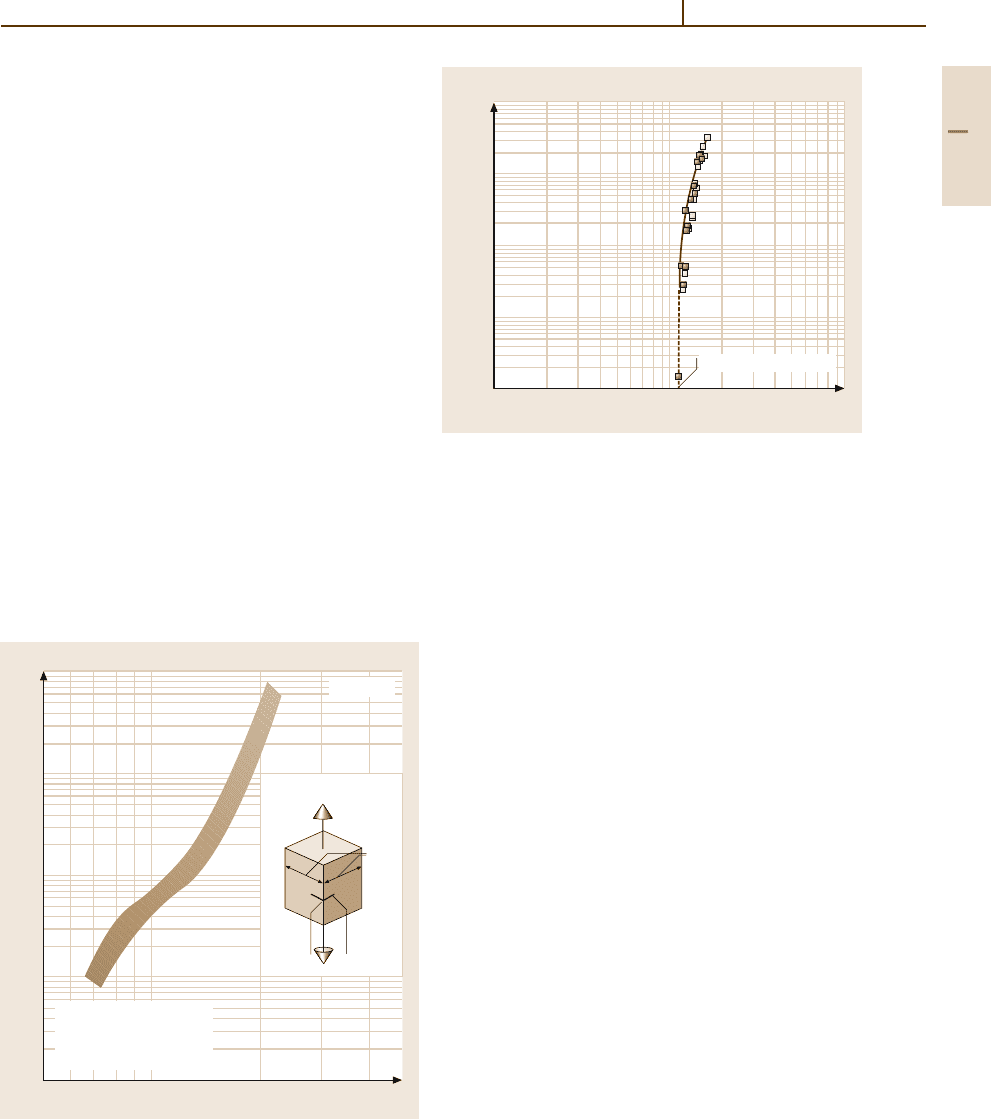
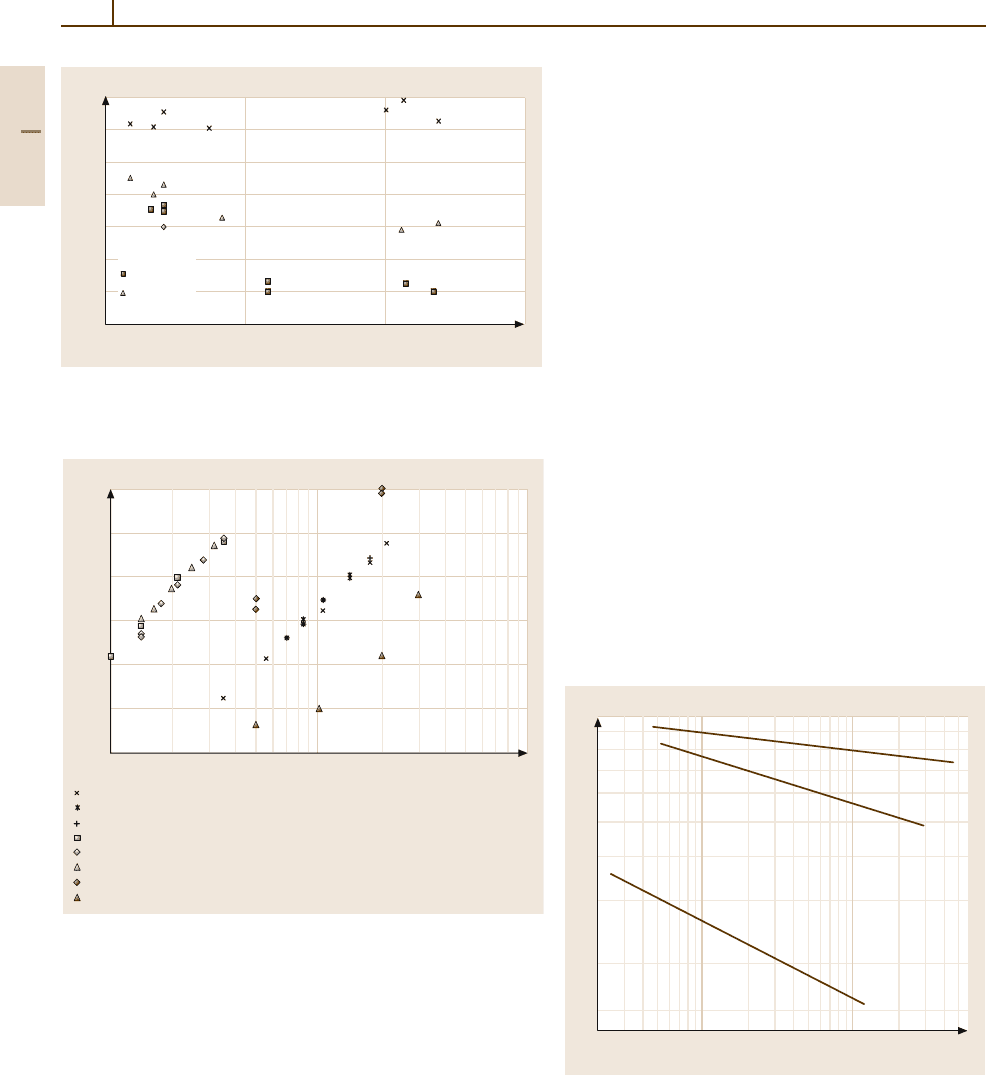
Creep Properties
Creep-rupture data available up to 1970 were collected
in [1.107]. The fairly wide scatter results from minor
differences in microstructure, thermomechanical pre-
treatment, and impurity levels, but possibly also from
impurities picked up from the environment in the high-
temperature test systems. A summary of 10 000 h/1%
creep data for Mo, W, and TZM is given in Fig. 3.1-182;
the 100 h creep-rupture data for Mo, W, Nb, Ta, W25Re
and TZM are given in Fig. 3.1-183, based on [1.107]. Up
to 1100
◦
C the carbide-precipitation-hardened material
TZM reveals the highest creep strength, only outper-
formed by Mo and W alloys precipitation hardened with
hafnium carbide, which are not considered in these fig-
ures. Comparing the stress causing a steady state creep
rate of 1 ×10
−4
/h, as illustrated in Fig. 3.1-184, it can
be concluded that precipitation hardening is effective up
to 1600
◦
C. At higher temperatures, the creep strength
of TZM deteriorates to the level of Mo or even be-
low. Above 1600
◦
C, W-based materials offer the best
performance.
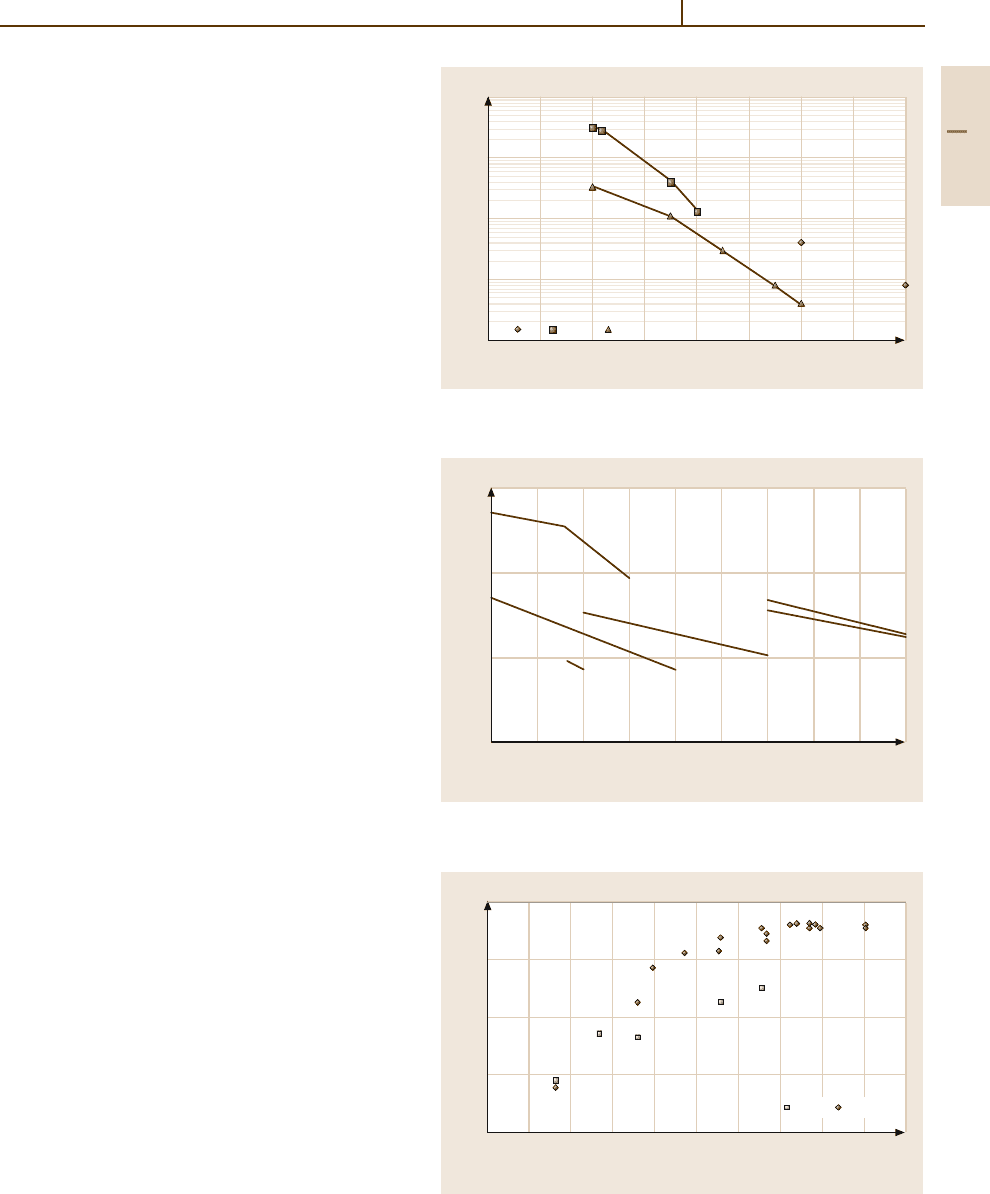
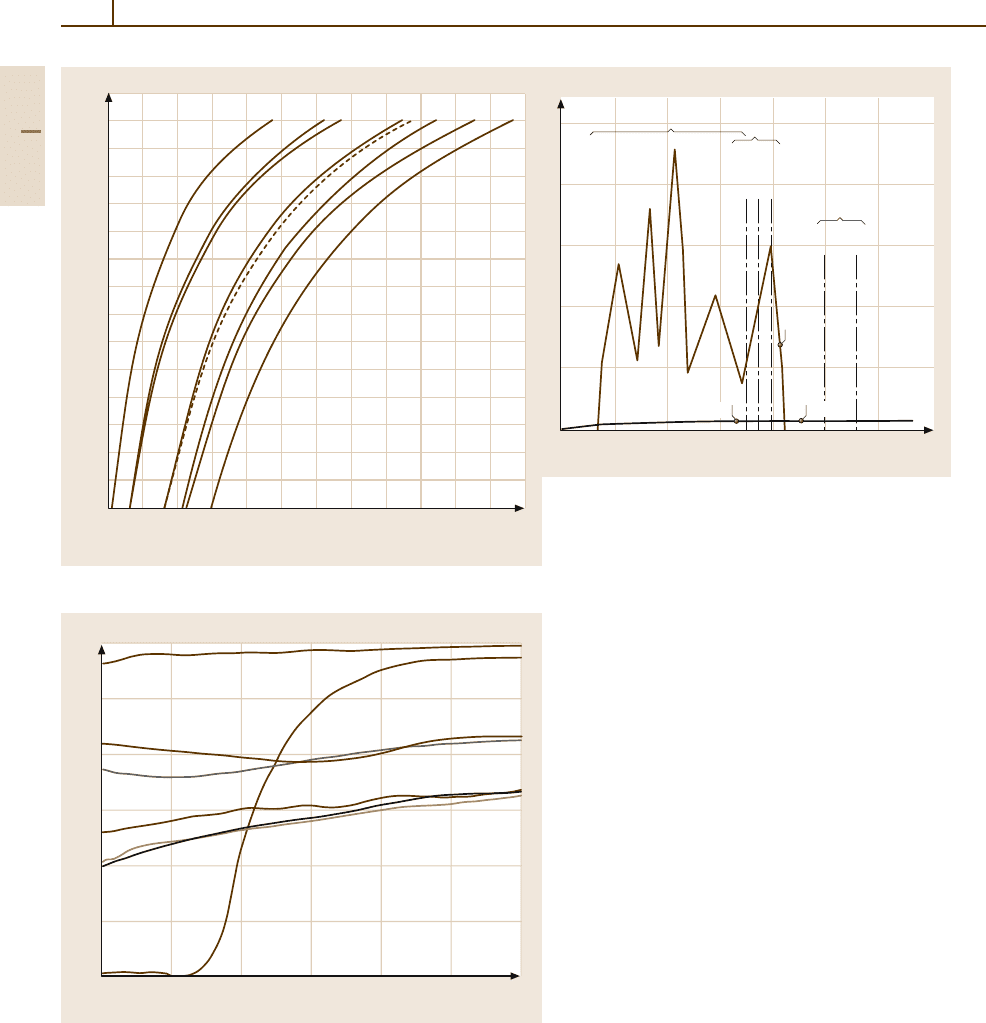
The influence of the microstructure on the creep
mechanisms of Mo is illustrated in Fig. 3.1-185
for 1450
◦
C [1.208]. For a test stress of 35 MPa the
steady state creep rate is almost independent of the
grain size. In this stress regime a stress exponent of
5.4 was obtained, indicating dislocation creep as the
rate-controlling mechanism. Lowering the test stress to
14 MPa and 7 MPa, grain-size-dependent creep mech-
anisms, such as diffusion creep and grain boundary
sliding, become active, and as a consequence, the
steady state creep rate increases with decreasing grain
size [1.208].
The steady state creep rates of Mo rods made of
VAC ingots, VAC and P/M Mo sheets, and P/M Mo–
0.7wt%La
2
O
3
sheets are summarized in Fig. 3.1-186.
Stress exponents of 4.3 (P/M Mo sheet/1800
◦
C),
4.5–4.7(VACMosheet/1600
◦
C), 4.6(VACMo
rod/1600
◦
C), 5.0 (Mo–0.7wt%La
2
O
3
/1800
◦
C), and
5.5(VACMosheet/2200
◦
C) indicate that dislocation-
controlled creep is rate-controlling in the stress regime
investigated.
For AKS–W wires, used as lamp filaments, creep
resistance is one of the most important require-
ments. The fine, potassium filled bubbles act as
an effective barrier against dislocation movement,
thereby reducing the deformation rate in the power-
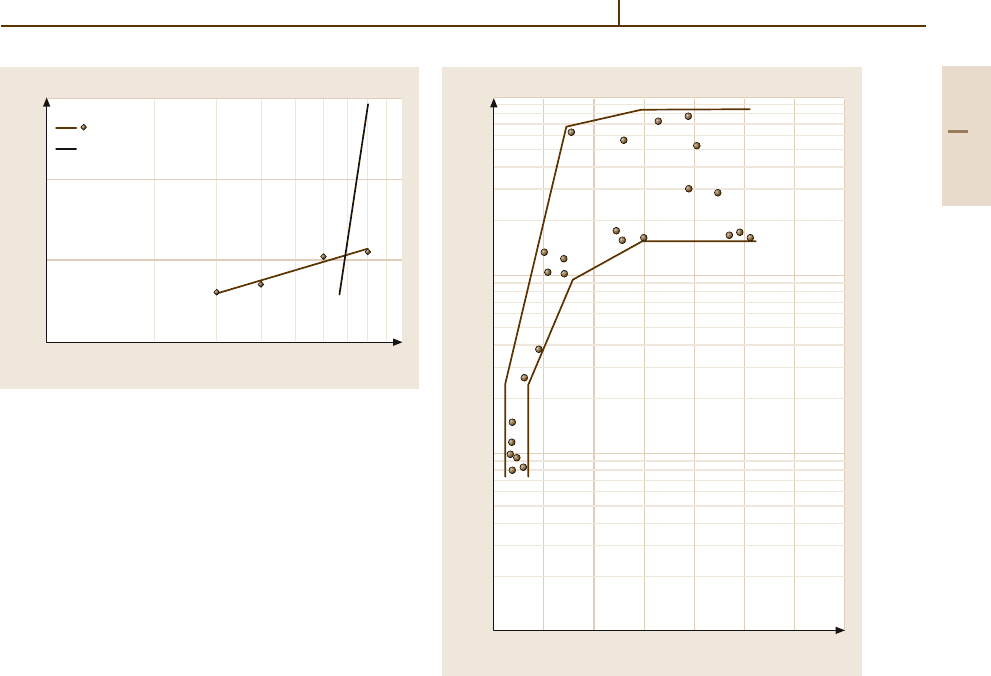
Fig. 3.1-184 Stress for steady state creep rate of 1 × 10
−4
/h
versus 1/T for Mo and TZM, deformed samples, various
shapes [1.208]
Temperature (°C)
600 800 1000 1200 1400 1600 1800 2000 2200
Stress for 1% elongation in 10 000h (MPa)
0.1
1
10
100
1000
W TZM Mo
Fig. 3.1-182 Comparison of 10 000 h/1% creep data for Mo, TZM,
and W based on [1.107]
1
10
100
1000
Stress (MPa)
Test temperature (°C)
1000 1100 1200 1300 1400 1500 1600 1700 1800 1900
TZM
W
W-25Re
Mo
Ta
Nb
Fig. 3.1-183 Comparison of 100 h of rupture data for selected re-
fractory metals based on [1.107]
0.1
1
10
100
1000
Stress for steady-state creep rate of 10
–4
/h
0.0004
0.00045
0.0005
0.00055
0.0006
0.00065
0.0007
0.00075
0.0008
0.00085
0.0009
1/T (1/K)
Mo TZM
Part 3 1.9
328 Part 3 Classes of Materials
1
10
–1
10
–2
10
–3
10
–4
10
–5
10
–6
10
–7
Grain size (mm)
Steady state creep rate (1/h)
0.01 0.1 1 10
3.5 MPa
7 MPa
14 MPa
35 MPa
Fig. 3.1-185 Steady state creep rate of molybdenum sheets ver-
sus grain size. Sheet thickness = 2mm/6 mm; test temperature =
1450
◦
C; test atmosphere = hydrogen [1.208]
1
10
–1
10
–2
10
–3
10
–4
10
–5
10
–6
Steady-state creep rate of (1/h)
110
100
Test stress (MPa)
T=1600°C; arc-cast Mo sheet, th.=0,5mm
T=1600°C; arc-cast Mo (M9) sheet, th.=0,5mm
T=1600°C; arc-cast Mo rod, dia.=4,1mm
T=2200°C; arc-cast Mo sheet, th.=0,5mm
T=2200°C; arc-cast Mo (M9) sheet, th.=0,5mm
T=2200°C; arc-cast Mo rod, dia.= 4,1mm
T=1800°C; PM-Mo sheet, th.=6mm, grain size=0,1 mm
T=1800°C, MLR sheet,th.=1mm
Fig. 3.1-186 Steady state creep rate at various test temperatures
of vacuum-arc-cast (VAC) Mo sheet (thickness = 0.5mm), VAC
Mo rod (diameter = 4.1 mm), P/M Mo sheet (thickness = 6mm),
and Mo–0.7 wt% La
2
O
3
sheet (thickness = 1mm) versus test
stress [1.107,208]
law creep regime. Nabarro–Herring and/or Coble creep
is suppressed because of the large diffusion dis-
tances in a structure with large, highly elongated
grains. Grain boundaries resist sliding because of the
interlocking structure. A comparison of creep rup-
ture data of pure tungsten and two AKS–W grades
with different grain aspect ratios (GAR) is given in
Fig. 3.1-187.
In the high stress regime (> 60 MPa) and at tempera-
tures between 2500
◦
C and 3000
◦
C, stress exponents
between 8 and 25 were found [1.162,209,210]. This high
stress dependence led to the introduction of a threshold
stress (σ
th
) below which a component does not revealany
measurable creep deformation under usual service con-
ditions. For this threshold stress, which is lower than the
Orowan stress, the detachment of the dislocations from
the second phase particles or bubbles is the controlling
factor [1.211,212].
In the second phase particle/metal matrix interface,
the dislocation line energy is lower compared to the
dislocation line energy in the metal matrix. Of all dis-
persion strengthened materials investigated, potassium
bubbles in AKS–W exert the most attractive interaction
on dislocations [1.213].
For material produced in the 1970s with a mean,
but strongly scattered, grain aspect ratio of around
35, dislocation creep dominated at stresses > 60 MPa
(stress exponent = 25), as can be seen in Fig. 3.1-188.
For material produced 20 years later with a similar grain
aspect ratio of 31, a stress exponent of 1.2 was found
in the stress regime from 30 to 80 MPa, indicating
a diffusion-controlled creep process [1.214]. The eval-
uation of the strain rate/stress dependence of the values
10 100
15
20
30
40
50
60
70
80
90
Stress (MPa)
Time to rupture (min)
AKS-W (GAR = 4)
pure W
AKS-W (GAR > 12)
Fig. 3.1-187 Creep rupture data for AKS–W wires in com-
parison with pure tungsten. Wire diameter = 0.183 mm;
4 < GAR < 12; test temperature = 2527
◦
C; atmosphere
= vacuum better than 7 ×10
−5
Pa; heating rate = approxi-
mately 2000
◦
C/s [1.162]
Part 3 1.9
Metals 1.10 Noble Metals and Noble Metal Alloys 329
10
–6
10
–7
10
–8
10
–9
10 100
Stress (MPa)
Strain rate (1/s)
Zilberstein 1998
Wright 1978
Stress exponent= 25
Stress exponent= 1.2
Fig. 3.1-188 Strain rate versus stress for AKS–W wires
tested at 2527
◦
C. Wright 1978 [1.162]: AKS–W wire with
a diameter of 0.183 mm; atmosphere =vacuum better than
7×10
−5
Pa; heating rate =approximately 2000
◦
C/s; GAR
=35±10; pre-recrystallizedat 2527
◦
C/10 min. Zilberstein
1998 [1.215]: AKS–W wire with a diameter of 0.178 mm;
atmosphere =vacuum; GAR =31±1; pre-recrystallized at
2527
◦
C/15 min
Fig. 3.1-189 Time-to-rupture versus grain aspect ratio for
AKS–W wires with a diameter of 0.183 mm. Test tem-
perature = 2527
◦
C; test stress = 73.6 MPa; atmosphere
= vacuum better than 7 ×10
−5
Pa; heating rate = approxi-
mately 2000
◦
C/s [1.162]
generated under vacuum also reveals a stress exponent
close to 1 [1.215]. Data for the stress exponents are
summarized in [1.113].
By lowering the grain aspect ratio, the transi-
tion temperature between dislocation and diffusion
creep is shifted towards lower stresses. In the low
10
1000
100
10
020
30
40
50
60
70
Time to rupture (min)
Grain aspect ratio
GAR regime a strong dependence of the creep re-
sistance on microstructural features can be observed,
as grain boundary related phenomena, such as grain
boundary sliding and diffusion creep resulting in cav-
itations become rate-controlling. The influence of the
GAR on time to creep rupture is demonstrated in
Fig. 3.1-189.
3.1.10 Noble Metals and Noble Metal Alloys
The noble metals Ag, Au, Pd, Pt, Rh, Ir, Ru,
and Os are characterized by their positive reduction
potentials against hydrogen, high densities, high melt-
ing temperatures, high vapor pressures (Fig. 3.1-190),
high electrical and thermal conductivities, optical re-
flectivity (Fig. 3.1-191), and catalytic properties. The
electronic density of states (DOS) near the Fermi
surface is nearly the same for all noble metals. Indi-
vidual differences of electrical conductivity, magnetic,
and optical behavior are related to different posi-
tions of the Fermi level relative to the DOS function
(Fig. 3.1-192). Small energy differences between their
outer s and d electronic states result in multiple oxidation
states.
Silver, Au, Pd, and Pt are comparatively soft and
ductile. Their hardness increases in the order Rh <
Ir < Ru < Os. Strengthening of the alloys is affected
by solid solution and dispersion hardening. The corro-
sion resistance against different agents decreases in the
order Ir > Ru > Rh > Os > Au > Pt > Pd > Ag.
Part 3 1.10
330 Part 3 Classes of Materials
10
3
10
2
10
1
10
–1
10
–2
10
–3
10
–4
10
–5
10
–6
10
–7
10
–8
10
–9
10
–10
10
–11
Vapour pressure (Torr)
Temperature (°C)
48001600
2000 2800
3200
3600
4000
4400400
800
1200
2400
Ag Au Pd Rh Pt Ru Ir Os
Fig. 3.1-190 Vapour pressures of the noble metals [1.216, p. 43]
1
0.9
0.8
0.7
0.6
0.5
0.4
400
460 520 580 640 700 760
Reflectivity R
Wavelength (nm)
Ag
Rh
Ru
Ir
Pt
Pd
Au
Fig. 3.1-191 Optical reflectivity in the visible spectral range [1.217,
p. 173]
The purity grades of the elements are standard-
ized according to ASTM (American Society for Testing
and Materials) standards from 99.8to99.999 wt%:
Ag (B 413–69), Au (B 562–86), Pd (B 589–82), Pt
(B 561–86), Rh (B 616–78), Ir (B 671–91), Ru (B 717).
–8 –6 –4 –2 0 2 4
Density of state N(E)
Electronic energy E (eV)
5
4
3
2
1
0
d-band Fermi level
Fermi level
Hole
Electron
s-band
Ru, Os
Rh, Ir
Pd, Pt
Au Ag
Fig. 3.1-192 Schematic density of states (DOS) curve of
the noble metals [1.218, p. 30]
The pure elements and their alloys are key ma-
terials in electronics and electrical engineering (Ag,
Au, Pd, Pt, and Ru) and serve to manufacture high
strength, corrosion-resistant, high temperature, and
highly oxidation-resistant structural parts (Pt, Au, Rh,
and Ir). The platinum group metals, Ag, and Au, in both
the metallic state and in the form of chemical com-
pounds are effective heterogeneous or homogeneous
catalysts for a wide variety of chemical reactions. Tra-
ditional applications of noble metals and their alloys are
in dentistry (Au, Pt, Ag, Pd, and Ir), jewellery (Au, Ag,
Pt, Pd, Rh, and Ir), and in coins and medals (Au and
Ag).
3.1.10.1 Silver and Silver Alloys
Application
Silver and silver alloys are used for electrical contacts,
connecting leads in semiconductor devices, solders and
brazes, corrosion-resistant structural parts, batteries, ox-
idation catalysts, optical and heat reflecting mirrors,
table ware, jewellery, dentistry, and coins. Silver halides
are base components in photographic emulsions.
Production
Silver is extracted from ores through lead melts and
precipitation with zinc by the Parkes process. Zinc
is removed by distillation, while the remaining lead
Part 3 1.10
Metals 1.10 Noble Metals and Noble Metal Alloys 331
and base metals are removed by oxidation (cupella-
tion) up to ≈99% Ag. True silver ores are extracted
by cyanide leaching. High purity grades are pro-
duced by electrolysis. Bars, sheets, and wires are
produced by classical metallurgical processing, pow-
der by chemical and by electrolytic precipitation from
solutions, and nano-crystalline powder grades by dis-
persion in organic solutions. Coatings and laminate
structures are produced by cladding, by electroplat-
ing, in thick film layers by applying pastes of silver
or in silver alloy powder with organic binder and glass
frits onto ceramic surfaces and firing, in thin film
coatings by evaporation, and by sputtering Compos-
ite materials are made by powder technology, or by
infiltration of liquid Ag into sintered refractory met-
als skeletons. Commercial grades of Ag are listed in
Table 3.1-116. Standard purities of crystal powder and
bars range from 99.9% to 99.999 wt% (ASTM B 413-
69) [1.217].
Phases and Phase Equilibria
Selected phase diagrams are shown in Figs. 3.1-193–
3.1-198 [1.219, 220]. Silver forms continuous solid
solutions with Au and Pd, with miscibility gaps occur-
ing in alloy systems with Mn, Ni, Os, P, Rh. Data for the
solubility of oxygen are given in Table 3.1-117 [1.216].
Thermodynamic data are given in Tables 3.1-118–
3.1-121. The entropy of fusion (L/T ) of completely
disordered intermetallic phases can generally be cal-
culated by fractional addition from those of the
components. For the completely ordered state the term
−19.146 (N
1
log N
1
+N
2
log N
2
) is to be added to
the calculated entropy of fusion [1.216–218, 221, 222].
The molar heat capacity of the homogeneous alloy
phases and intermetallic compounds, as calculated ap-
proximately from the atomic heat capacities of the
components using Neumann–Kopps’ rule, is obeyed
to within ±3% in the temperature range 0–500
◦
C
in the Ag
−
Au, Ag
−
Al, Ag
−
Al, and Ag
−
Mg al-
loy systems. The heat capacities of heterogeneous
alloys may be calculated by fractional addition from
those of the components by the empirical relation
c
p
= 4.1816(a +10
−3
bT +10
5
cT
−2
)J/(Kmol) to sat-
isfactory accuracy.
Designation Grade (wt%) Impurity Maximum content (ppm)
“Good delivery” > 99.9 any, Cu 1000
Fine silver > 99.97 Cu/Pb/Bi/Se/Te 300/10/10/5/5
Fine silver 999.9 > 99.99 Cu/Pb/Bi/Se/Te 100/10/10/5/5
F. silver high pure < 99.999 Fe/Pb/Au/Cu/Cd/Bi/Se/Te 2/1/1/1/0.5/0.5/0.5/0.5/0.5
Table 3.1-116 Specifications
of fine silver grades [1.217,
p. 51]
80 9010 20 30 40 50 60 70
1400
1300
1200
1100
1000
900
800
700
600
500
T (K)
Cu (at.%)
Cu (wt %)
Ag
51015202530354045506070 9080
Cu
Ag-Cu
1233.5 K
14.1 39.9
1052 K
95.1
1356K
(Ag)
(Cu)
Fig. 3.1-193 Binary phase diagram: Ag
−
Cu [1.219, p. 38]
80 9010 20 30 40 50 60 70
1900
1800
1700
1600
1500
1400
1300
1200
1100
T (K)
Ni (at.%)
Ni (wt %)
Ag
510 20 30 40506070 9080
1600
1500
1400
1300
1200
Ni (at. %)
T (K)
Ni
123Ag
Ag-Ni
Two liquids
1708 K
1233 K
1728 K
≈ 97
Liquid L
L + (Ni)
1233 K
(Ni)
1233.5 K
Fig. 3.1-194 Binary phase diagram: Ag
−
Ni [1.219, p. 88]
Part 3 1.10