Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

МОРФОЛОГИЧЕСКИЙ АНАЛИЗ СИСТЕМ 123
3.2.
Морфологический анализ систем
Как следует из анализа существующих инструментальных
систем, у одних видов инструментов крепежная часть явно выра-
жена и отделена от рабочей части, у других - крепежная часть
объединена с рабочей частью.
Для неподвижного инструмента крепежную часть делают в
виде стержня круглого или фасонного сечения. При вращательном
главном движении инструмента крепежную часть выполняют в
виде посадочного отверстия у насадных цилиндрических инстру-
ментов или в виде хвостовика у хвостовых режущих инструмен-
тов.
Хвостовые инструменты имеют крепежную часть в виде ци-
линдрического или конического хвостовика.
Перечисленные элементы могут быть представлены на обоб-
щенной модели режущего инструмента, учитывающей все воз-
можные системы базирования и закрепления.
Этот инструмент может производить как вращательные, так и
прямолинейные движения и состоит из элементарных резцов.
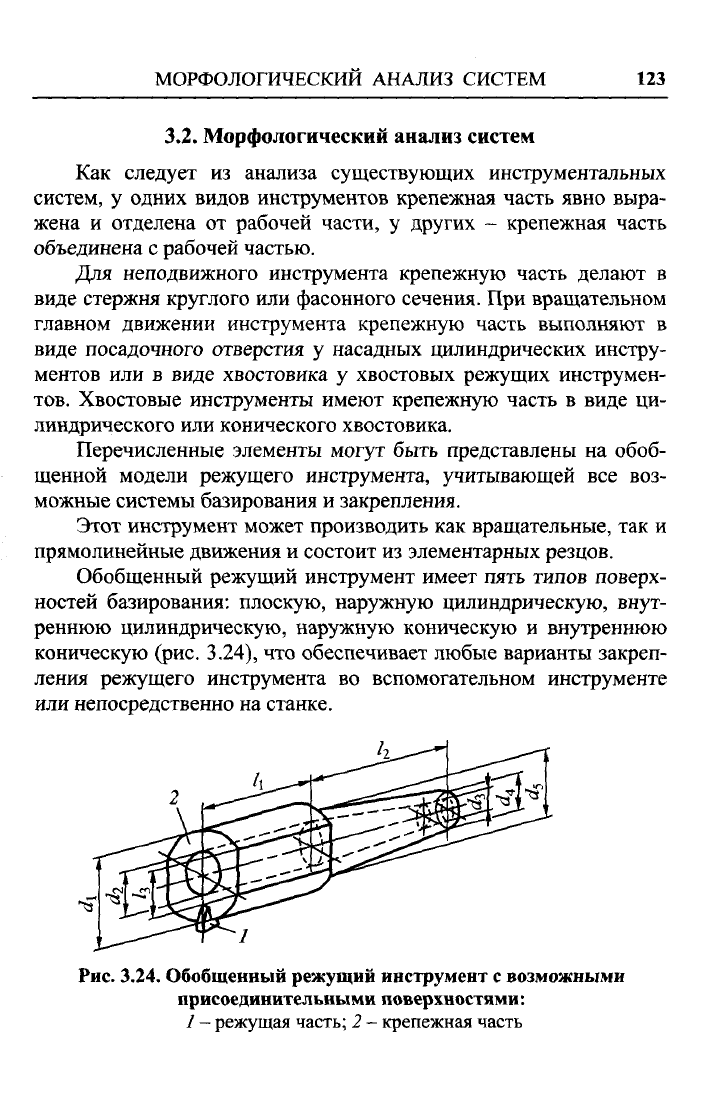
Обобщенный режущий инструмент имеет пять типов поверх-
ностей базирования: плоскую, наружную цилиндрическую, внут-
реннюю цилиндрическую, наружную коническую и внутреннюю
коническую (рис. 3.24), что обеспечивает любые варианты закреп-
ления режущего инструмента во вспомогательном инструменте
или непосредственно на станке.
Рис. 3.24. Обобщенный режущий инструмент
с
возможными
присоединительными поверхностями:
/ - режущая часть;
2
- крепежная часть
124 Глава 3. СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СИСТЕМ
3.4.
Поверхности базирования инструмента
№
типа
1
2
3
4
5
6
Тип режущего инструмента
Инструменты с плоскими наружными
поверхностями базирования (резцы
и
др.)
Инструменты с наружными цилиндри-
ческими поверхностями базирования
(сверла, фрезы и др.)
Инструменты с внутренними цилинд-
рическими поверхностями базирования
(фрезы, головки и др.)
Инструменты с наружными кониче-
скими поверхностями базирования
(сверла, фрезы и др.)
Инструменты с коническими внутрен-
ними поверхностями базирования (раз-
вертки, зенкеры и др.)
Инструменты с наружными цилиндри-
ческими поверхностями базирования с
плоской поверхностью (фрезы и др.)
Характеристика
поверхности
базирования
h
=
0;
d
x
=0
l
2
= h = Q;d
2
=
Q
h = 0; d
3
= 0
h
=
0;di=d
3
=
0
/i = 0; d
2
= da, =
= d
s
= o
/
2
= 0;^
2
= 0
Переход от обобщенного инструмента к конкретным конст-
рукциям через определение принятой поверхности базирования
осуществляется по табл. 3.4.
Обобщенный режущий инструмент можно установить на станке с
помощью соответствующей системы базирования и закрепления.
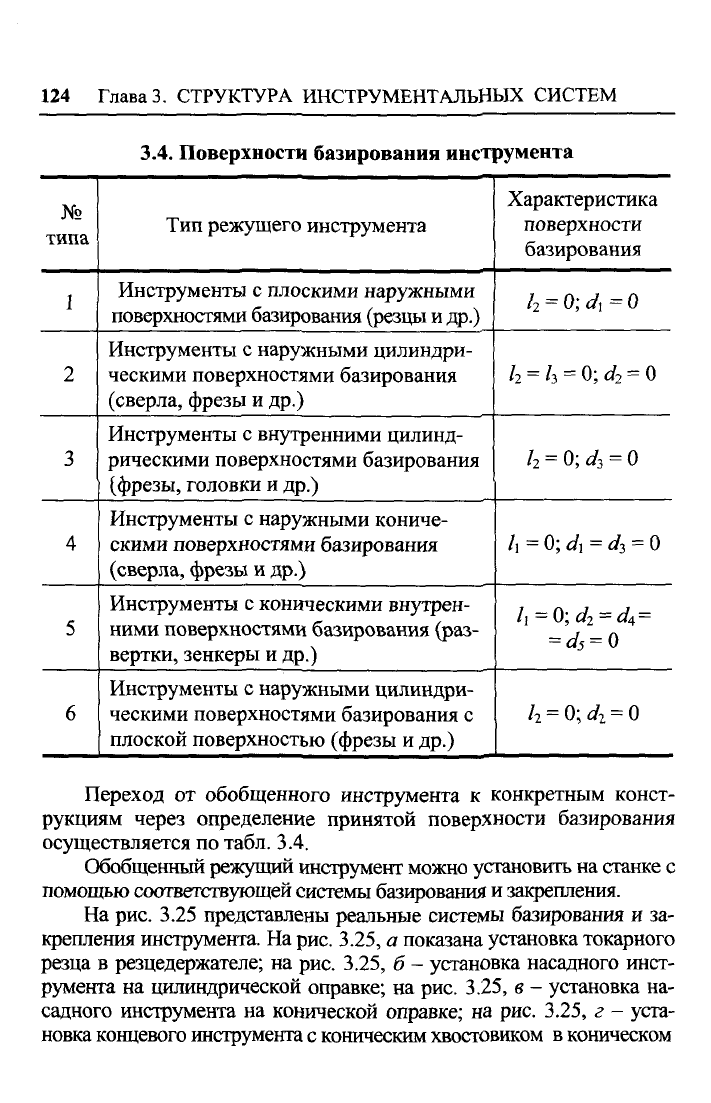
На рис. 3.25 представлены реальные системы базирования и за-
крепления инструмента. На
рис.
3.25, а показана установка токарного
резца в резцедержателе; на рис. 3.25, б - установка насадного инст-
румента на цилиндрической оправке; на рис. 3.25, в - установка на-
садного инструмента на конической оправке; на рис. 3.25, г - уста-
новка концевого инструмента с коническим хвостовиком в коническом
МОРФОЛОГИЧЕСКИЙ АНАЛИЗ СИСТЕМ 125
в) е)
Рис.
3.25. Системы базирования и закрепления инструмента:
1
- обобщенный режущий инструмент;
2
- обобщенный вспомогательный инструмент
отверстии; на рис. 3.25, д - установка концевого инструмента с ци-
линдрическим хвостовиком и плоской лыской в цилиндрическом от-
верстии с односторонним расположением крепежных элементов; на
рис.
3.25, е - установка хвостового инструмента с цилиндрическим
хвостовиком с помощью самоцентрирующих элементов.
Обобщенный режущий инструмент, установленный и закреп-
ленный в соответствующем вспомогательном, образует компонов-
ку инструмента, предназначенную для базирования и закрепления
на станке, последующего участия в технологическом процессе,
раскрепления и снятия со станка.
Как следует из анализа конструкций систем (см. рис. 3.14-3.22),
в основном применяются системы базирования и закрепления
компоновок инструмента по типу (рис. 3.25, а, г) и (рис. 3.25, д).
Реже встречаются системы по типу (рис. 3.25, в и ё).
Помимо поверхностей базирования и элементов, обеспечиваю-
щих приложение сил закрепления, крепежная часть компоновок ин-
струмента включает поверхности для взаимодействия с манипулято-
ром устройства АСИ, элементы кодирования инструмента и т.п.
1
- точные данные; О
1
ннн
о
ольшой
нале
онж
о
Р.
о
i
1а
анныес
малс
St
в
ностью.
ON
Система
измерений
—<
—<
V»
В
спомогательный
инструмент
-Р'
Режущий
инструмент
UJ
Деталь
N>
Приспособление для
базирования и
закрепления детали
-
Станок
i
/
'
У '
Элемент
(подсистема
процесса) i
-
1ч>
U1
-С*.
Kf\
0\
-J
00
ЧО
О
-
bJ
UJ
£
Геометрическая точность
(погрешность)
изготовления
Кинематическая точность
(погрешность)
изготовления
Упругая деформация
(жесткость)
Температурная
деформация
Износ
Точность базирования
Точность закрепления
Вибрации
Размеры
Регулирование
Внутренние напряжения
Измерение
Твердость материала
Припуск на обработку
Параметр процесса j
РМЗХЭИЭ XNH4IfVXHaWAdXDHH VdAXMdXD Twreirj
9U
МОРФОЛОГИЧЕСКИЙ АНАЛИЗ СИСТЕМ 127
Совокупность типоразмерных рядов систем базирования и за-
крепления режущего инструмента и систем базирования и закреп-
ления компоновок инструмента на станках, обеспечивающая вы-
полнение технических и экономических требований эффективного
использования в автоматизированном производстве, называется
инструментальной системой.
Изготовление таких систем определяется условиями рынка
сбыта и техническими традициями изготовителя инструмента. При
создании этих систем изготовитель стремится быстрее реагировать
на спрос, снижать расходы на изготовление за счет увеличения
серийности производства, уменьшать расходы на хранение и
транспортировку готовой продукции. Спрос рынка в современных
условиях возрастает на продукцию, в конструкциях которой зало-
жена: а) гибкость переналадки (обозначаемая также «краткосроч-
ной гибкостью»), связанная с переходом от одного типа изделия к
другому в рамках текущей производственной программы; б) гиб-
кость переоснащения («долгосрочная гибкость»), когда необходи-
ма замена целиком производственных систем.
Совмещение интересов рынка и поставщика систем инстру-
мента осуществляется внедрением универсальных наладочных
приспособлений для инструмента, разработанных в России в 50-ые
годы XX века и получивших широкое распространение во всем
мире. За рубежом инструмент, разработанный по этому принципу,
получил название модульного - «modular tooling».
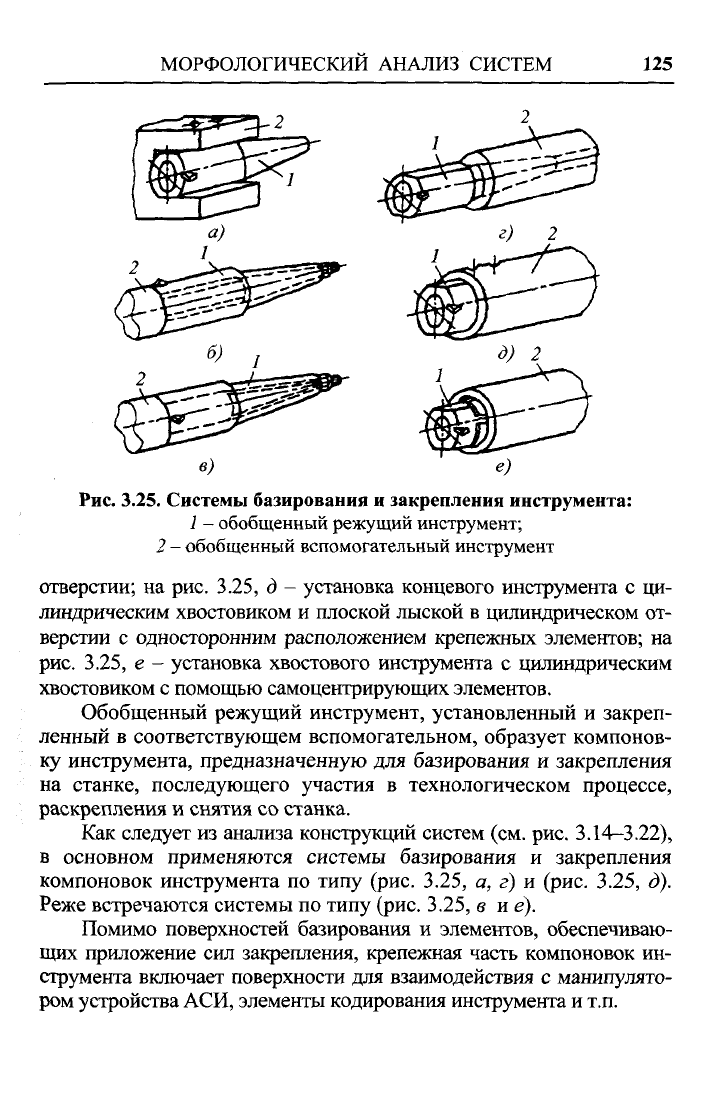
На рис. 3.26 показана взаимосвязь параметров процесса обес-
печения точности обработки в технологической системе. Каждый
элемент системы связан с параметром обработки и отражен пере-
сечением строки
(1..
.6) и столбца
(1...
14).
Большое количество параметров процесса обеспечения точно-
сти обработки (порядка 65) и сложность выделения влияния каж-
дого элемента требуют создания методики, пригодной для исполь-
зования ЭВМ. Для реализации этой работы необходимо распола-
гать статистическими данными, базирующимися на исследованиях
взаимосвязи каждого параметра с каждым элементом.
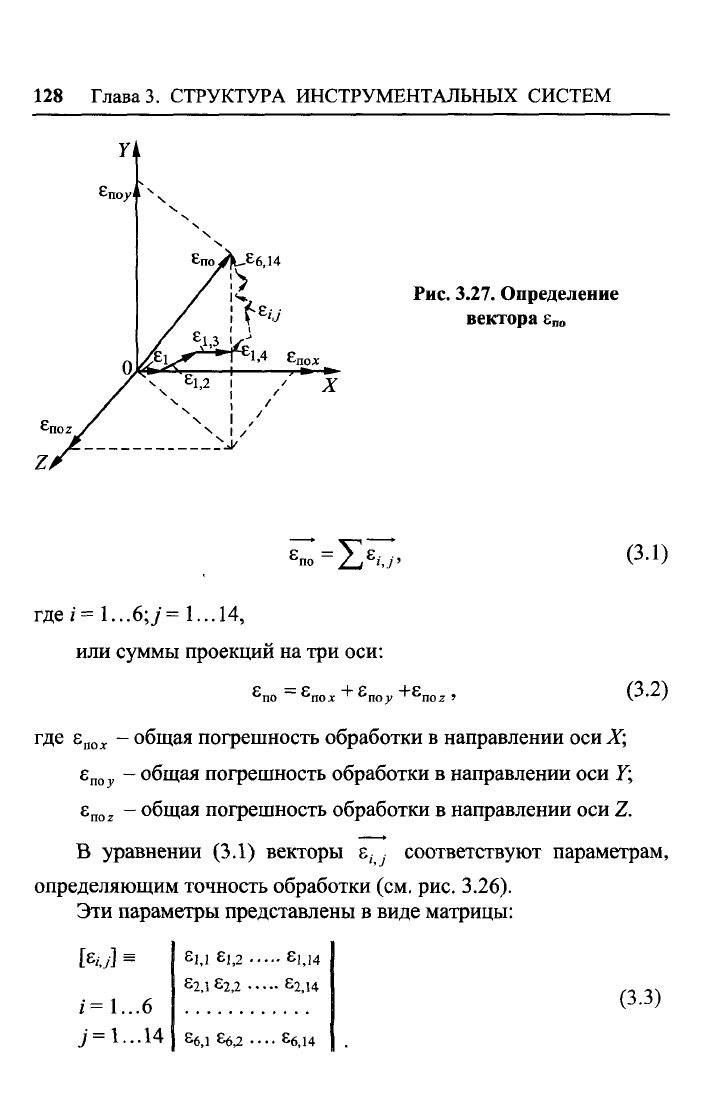
Общая погрешность обработки е
по
в любой точке пространст-
ва технологической системы может быть рассмотрена как про-
странственный вектор переменного направления в зависимости от
точки контакта между инструментом и деталью (рис. 3.27).
128 Глава
3.
СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СИСТЕМ
Рис. 3.27. Определение
вектора е„„
=2Х>
где /=
1...6;/
=
1...14,
или суммы проекций на три оси:
£
по ~
е
по^ +
£
поу "*"
£
noz '
(3.1)
(3.2)
где
е
пох
- общая погрешность обработки в направлении оси X;
е
поу
- общая погрешность обработки в направлении оси 7;
e
noz
- общая погрешность обработки в направлении оси Z.
В уравнении (3.1) векторы е,- • соответствуют параметрам,
определяющим точность обработки (см. рис. 3.26).
Эти параметры представлены в виде матрицы:
[
£
',у]
=
e
U
£
Ь2 £l,14
£2,l£2,2 £2,14
/ =
1...
6
J =
1...
14
j S
6>
] £6,2 ....Чи
(3.3)
МОРФОЛОГИЧЕСКИЙ АНАЛИЗ СИСТЕМ
129
Индексы
i = 1...6
соответствуют графам
1...6 рис. 3.26, ин-
дексы
У
=
1...
14
столбцам
из
того
же
рисунка.
Для любой технологической системы можно составить
три
такие матрицы, соответствующие трем осям координат
X,
Y,
Z:
[
E
i,Jx]
= I
£
U*
£
1,2х
^1,14*
I
&2,\х
£2,2* £2,14*
i=1...6
7
= 1...14
£б,1х £б,2* •••• £б,14*
i
E
i,jy]
=
£
'.l7
£
1,2>>
Е
1,14_у
£-2,ly
&2,2y
£2,14^
i=1...6
7
=
1.
..14 J
£6,1^
е
б,2у
—
£б,14>-
[
£
0'z]
s
I
£
Uz
8
l,2z £l,14z
J £2,lz
£
2,2z £2,14z
1=1...6
/=1...
14 J
Se,l
z
S6,2z £6,14z
(3.4)
(3.5)
(3.6)
Учитывая,
что
практический интерес представляет влияние
параметров процесса
на
точность обработки главным образом
по
одной
оси,
перпендикулярной
к
поверхности обработки (напри-
мер,
по оси
У), ограничимся рассмотрением матрицы:
[Etjy] г=1...6
(3.7)
у=1...14.
Общая погрешность
в
направлении
оси Y
в
любой точке будет
равна:
£„„=£
по у
'
(3.8)
Значения
&
f
j
y
из
матрицы
(3.5)
могут быть введены
в
память
ЭВМ
в
виде статистических данных, соответствующих различным
конкретным ситуациям.
-4179
130 Глава 3. СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СИСТЕМ
Общая погрешность обработки в направлении г
поу
из выра-
жения (3.2) определяется с помощью матрицы (3.5), укомплекто-
ванной конкретными значениями погрешностей е,- • .
Учитывая характер погрешностей, возникающих в АП, таких
как систематические погрешности (j = 1 10) или случайные
О'
=
11...
14),
необходимо погрешности
Sy
суммировать
в
отдельности.
С учетом этого уточнения общее выражение для расчета об-
щей погрешности обработки по оси
Yможно
записать:
!=6 1 1=6
/=1...10
У
7=1...10
где
К
и
j - коэффициент асимметрии кривой распределения, соот-
ветствующей погрешности е,- • .
Общее выражение (3.9) может быть преобразовано либо для
выявления какой-нибудь подсистемы, либо для уяснения какого-
нибудь
явления.
•
Аналогично могут быть составлены уравнения
для расчета общих погрешностей обработки в направлении осей X
Из выражения (3.9) видно, что в случае матрицы показателей
точности обработки (или погрешностей обработки) метод опери-
рования (суммирования) соответствует поставленной цели - рас-
чету общей погрешности обработки.
Для расчета общей погрешности обработки в любом направ-
лении, необходимо уточнение конкретных условий протекания
процесса обработки в технологической системе: станок, приспособле-
ние,
инструмент,
вид
обработки,
параметры
режима резания и
т.д.
Для выявления влияния на точность обработки параметров,
связанных с вспомогательным инструментом (см. рис. 3.26), необ-
ходимо взять те данные, которые показывают, что вспомогатель-
ный инструмент может влиять на точность обработки через пока-
затели / = 5;у =
1..
.8;у =
10...
11,
наиболее вероятными из них яв-
ляются /
= 5
и/
=
1..
.8.
МОРФОЛОГИЧЕСКИЙ АНАЛИЗ СИСТЕМ 131
Общая погрешность обработки в направлении оси Y, связан-
ная с режущим (РИ) и вспомогательным (ВИ) инструментом, мо-
жет быть записана в виде:
е
по,
= T,4jy
+K
U
ГТА~У
•
(
ЗЛ
°)
1=5
lli=5
у=1...8
\j=\0,U
Из выражения (3.10) видно, что основные погрешности обра-
ботки, связанные с РИ и ВИ, являются систематическими погреш-
ностями:
85,1 - погрешность, связанная с геометрической неточностью
РИ и ВИ;
Е5,з
-
погрешность,
связанная с упругими деформациями РИ и ВИ;
Б
5
,4
- погрешность, связанная с температурными деформация-
ми РИ и ВИ;
£5,5
- погрешность, связанная с износом РИ и ВИ;
е
5
,б - погрешность, связанная с погрешностью базирования ВИ
относительно станка и РИ относительно ВИ;
65,7
- погрешность, связанная с погрешностью закрепления ВИ
относительно станка и РИ относительно ВИ;
е
5
,8 - погрешность, связанная с динамической жесткостью РИ
и ВИ и их вибрациями.
В определенных случаях погрешности, связанные с ВИ, на-
пример, при консольном растачивании могут иметь большой
удельный вес в общей погрешности обработки.
Исследование инструмента с точки зрения геометрической и
кинематической точности, объемной и контактной жесткости,
температурной деформации, износа, точности базирования и за-
крепления, вибраций, регулирования и выбора оптимальных ре-
шений могут позволить снизить или полностью ликвидировать
погрешности, связанные с инструментом.
Расчет размерных цепей, содержащих звенья-зазоры и звенья-
биения, следует определять с учетом полей рассеяния составляю-
щих величин и суммировать их теоретико-вероятностным мето-
дом,
задаваясь допускаемым процентом выхода величины замы-
кающего звена (биения) за установленные границы. Суммирование
5*
132 Глава
3.
СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СИСТЕМ
Виброустойчивость
закрепления
Стойкость
(наработка на отказ)
Шероховатость
обработанных
поверхностей
Производительность
обработки
Эффективность
работы
технологической
системы
Режимы
резания
Смещения и
уводы осей
деталей
Точность
размеров
деталей
Надежность
закрепления
Точность
закрепления
Жесткость
закрепления
Точность
обработанных
поверхностей
Точность
формы
деталей
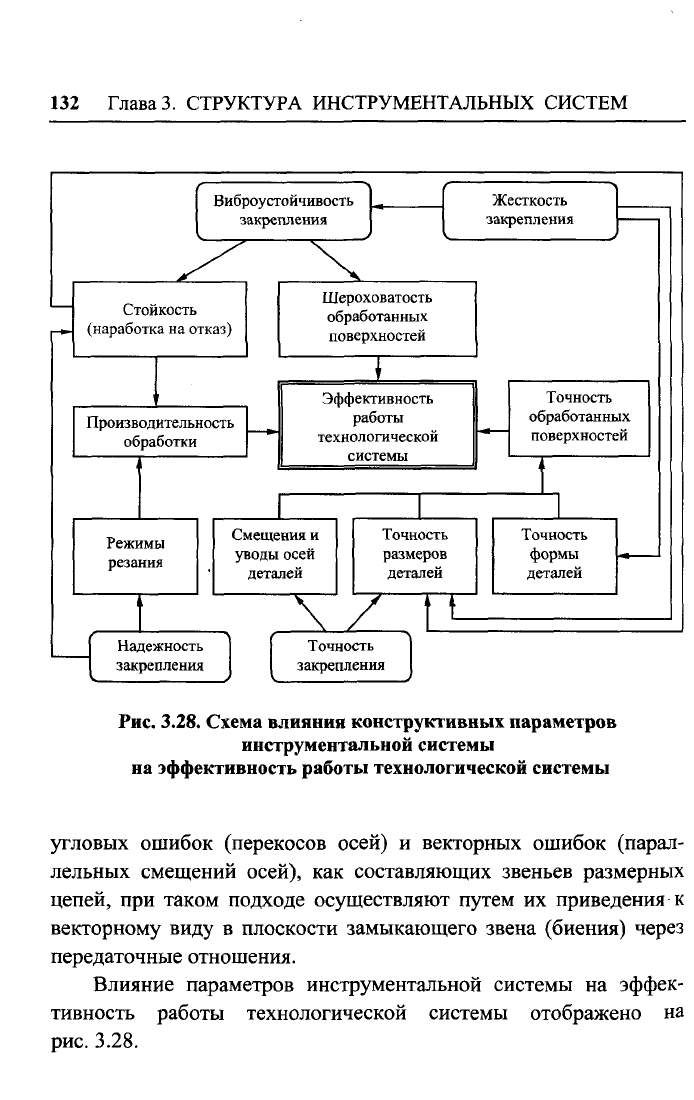
Рис. 3.28. Схема влияния конструктивных параметров
инструментальной системы
на эффективность работы технологической системы
угловых ошибок (перекосов осей) и векторных ошибок (парал-
лельных смещений осей), как составляющих звеньев размерных
цепей, при таком подходе осуществляют путем их приведения к
векторному виду в плоскости замыкающего звена (биения) через
передаточные отношения.
Влияние параметров инструментальной системы на эффек-
тивность работы технологической системы отображено на
рис.
3.28.