Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

ОБОСНОВАНИЕ РАЗМЕРНЫХ ПАРАМЕТРОВ
143
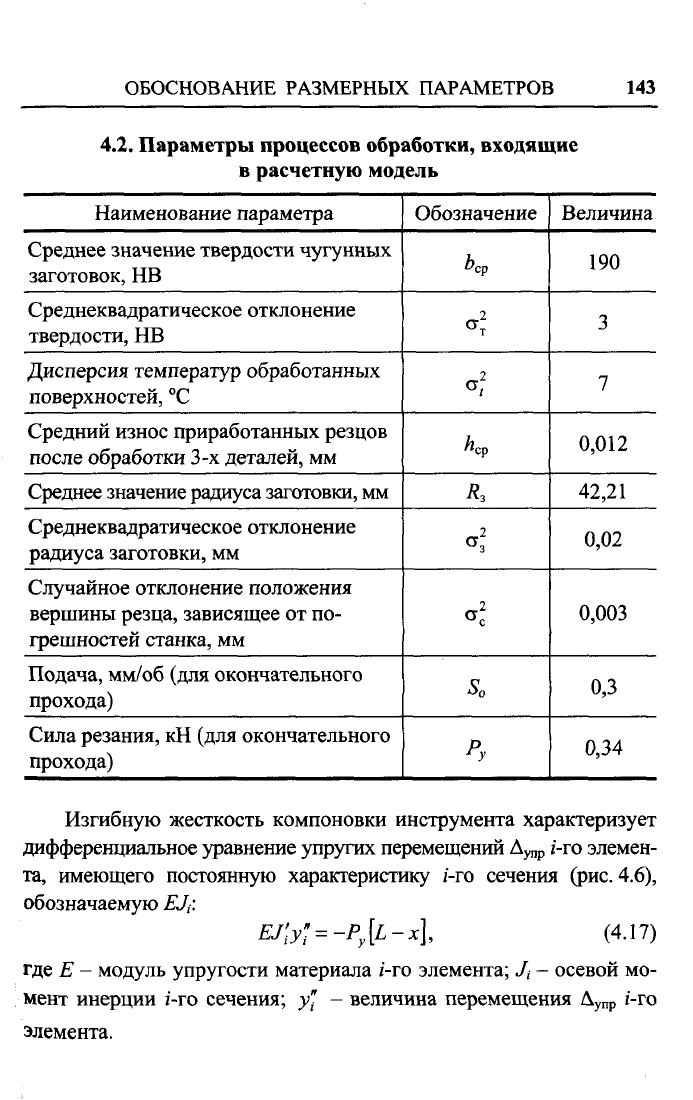
4.2.
Параметры процессов обработки, входящие
в расчетную модель
Наименование параметра
Среднее значение твердости чугунных
заготовок, НВ
Среднеквадратическое отклонение
твердости, НВ
Дисперсия температур обработанных
поверхностей, °С
Средний износ приработанных резцов
после обработки 3-х деталей, мм
Среднее значение радиуса заготовки, мм
Среднеквадратическое отклонение
радиуса заготовки, мм
Случайное отклонение положения
вершины резца, зависящее от по-
грешностей станка, мм
Подача, мм/об (для окончательного
прохода)
Сила резания, кН (для окончательного
прохода)
Обозначение
Ь
с
р
°?
°,
2
hep
R
3
<Z
<*
&
Ру
Величина
190
3
7
0,012
42,21
0,02
0,003
0,3
0,34
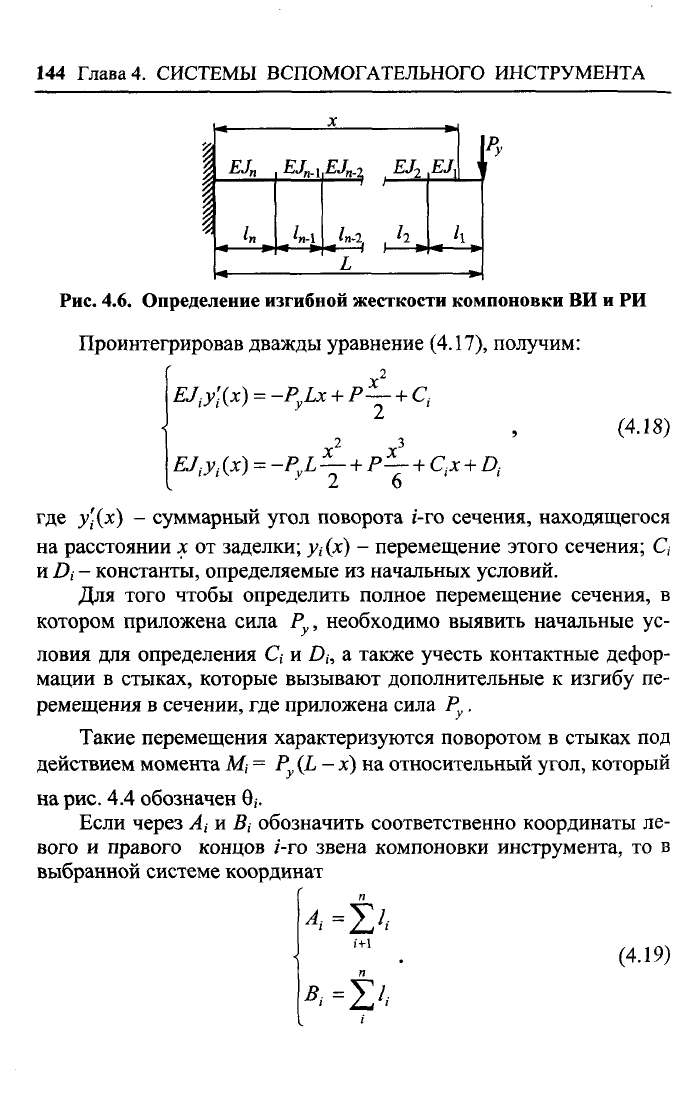
Изгибную жесткость компоновки инструмента характеризует
дифференциальное уравнение упругих перемещений Ду^ г-го элемен-
та, имеющего постоянную характеристику
г-го
сечения (рис. 4.6),
обозначаемую EJ
t
:
EJy
t
=-P
y
[L-x],
(4.17)
где
Е -
модуль упругости материала г-го элемента;
J
t
-
осевой мо-
мент инерции
г-го
сечения;
у" -
величина перемещения А
упр
i-ro
элемента.
144 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
0
I EJ
n
Г
/„
EJ
n
'л-1
'и-1
I—*
EJ,
ц
EJ
2
EJ,
te Л
h
Рис.
4.6.
Определение изгибной жесткости компоновки ВИ и РИ
Проинтегрировав дважды уравнение (4.17), получим:
EJ
i
y'
i
(x)
=
-P
y
Lx
+
P—
+
C
i
EJ
i
y
i
{x)
=
-P
y
L^-
+
P^
+
C
i
x
+
D
i
(4.18)
где
y'j(x)
- суммарный угол поворота г'-го сечения, находящегося
на расстоянии х от заделки;
у
х
(JC)
- перемещение этого сечения; С,
и Д - константы, определяемые из начальных условий.
Для того чтобы определить полное перемещение сечения, в
котором приложена сила Р
у
, необходимо выявить начальные ус-
ловия для определения С, и Д, а также учесть контактные дефор-
мации в стыках, которые вызывают дополнительные к изгибу пе-
ремещения в сечении, где приложена сила Р .
Такие перемещения характеризуются поворотом в стыках под
действием момента М
;
= Р (L- х) на относительный угол, который
на
рис.
4.4 обозначен 9,.
Если через A
t
и 5, обозначить соответственно координаты ле-
вого и правого концов z'-го звена компоновки инструмента, то в
выбранной системе координат
(4.19)
ОБОСНОВАНИЕ РАЗМЕРНЫХ ПАРАМЕТРОВ 145
В этих координатах начальные условия для определения С, и
Di следующие:
ММ)=К.«)+е,_
U(4)
=
y,.i(Bi)
Первое из уравнений системы (4.19) показывает приращение к
углу поворота г'-го сечения в системе (4.18) на величину 0
f
. Второе
из уравнений системы (4.20) характеризует непрерывность упру-
гой балки.
При i
=
n,A„
=
0:
\
т
-*- , , («о
Последовательность определения
у,(L)
или у[{В
х
) следующая:
а) из начальных условий уравнения (4.20) и системы уравне-
ний (4.18) определяются константы
С„
и
D„;
б) из системы уравнений (4.18) при i = п по найденным
С„
и D„
определяются
у'
п
{В
п
)
и
у„{В„У,
в) из начальных условий (4.19) и уравнений (4.18) при / =
и
- 1
определяются
С„-
Х
и Д,_ь
г) из уравнений (4.18) при / = п -
1
по найденным С„-\ и D
n
-\
определяются
у'^В^)
и ;у
и
_,(Д„_,).
По этому алгоритму расчет производится до тех пор, пока не
будет определена величина у
х
(В,), которая соответствует упруго-
му перемещению А
упр
в сечении приложения силы резания Р
у
. По
заданной величине
R
K
может быть определена требуемая жесткость/':
J
=
——
•
(4.22)
У,{В.)
Отклонение Д
уС
т является замыкающим звеном в размерной
Цепи, образованной отклонениями линейных и угловых размеров
146 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
элементов компоновки инструмента, установленной
и
закреплен-
ной на станке.
При решении уравнения этой цепи теоретико-вероятностным
методом учитываются законы распределения отклонений размеров
ВИ, образующихся при его изготовлении
с
учетом случайного ха-
рактера составляющих погрешностей.
Угловые ошибки составляющих звеньев (перекосы осей)
и
векторные ошибки (параллельное смещение осей) суммируются
путем приведения перекосов осей
к
векторному виду
в
плоскости
замыкающего звена e
s
через передаточные отношения:
*i=ik5>
2
*;4
2
,
(4-23)
где
К%
-
коэффициент относительного рассеивания замыкающего
звена
e-i,
е,
-
перекос (или параллельное смещение) оси
в
J'-M
звене;
Ki
-
коэффициент относительного рассеивания
e
t
.
Коэффициент
К?,
определяется по эмпирической зависимости:
К
^
+
^&
К
^-\Ь>-
(
4
-
24
)
!=1
Для каждого звена величина
K
t
может быть определена на ос-
новании большого количества измерений соответствующих разме-
ров поверхностей.
Исследование натурных макетов компоновок инструмента
с
п=\
и
е„
=
<?,
позволило установить экспериментальные зависимо-
сти е,
и
9, от радиальных
и
угловых зазоров
в
каждом соединении
(табл. 4.3).
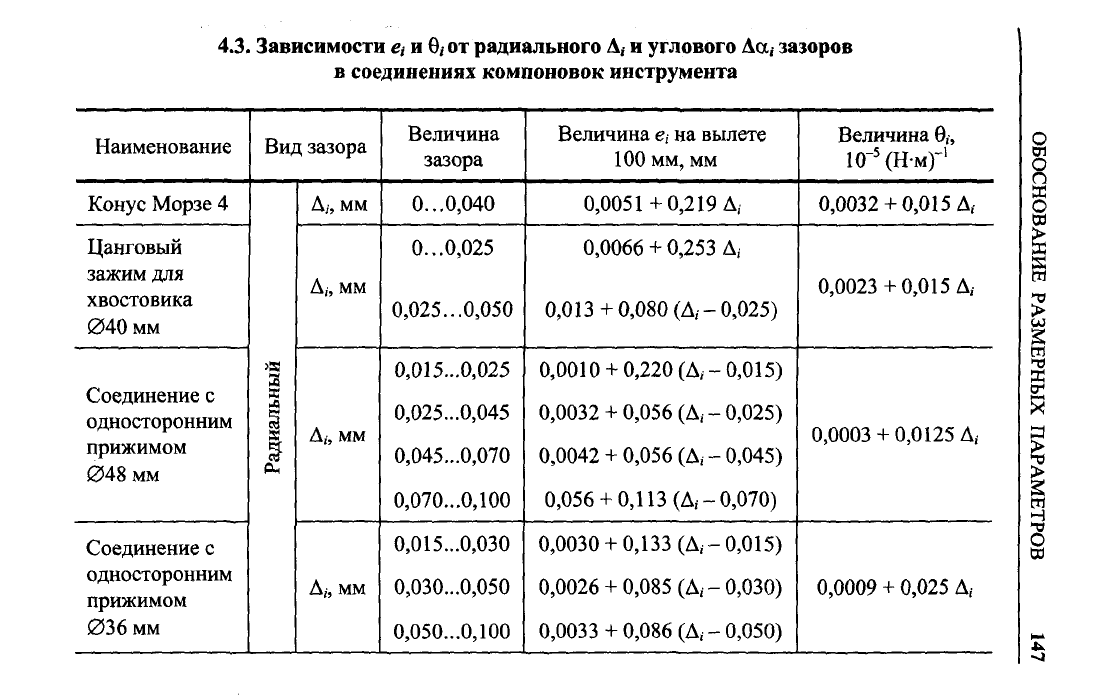
4.3.
Зависимости e
t
и 9,-от радиального
А;
и углового
Аа,-
зазоров
в соединениях компоновок инструмента
Наименование
Конус Морзе 4
Цанговый
зажим для
хвостовика
040 мм
Соединение с
односторонним
прижимом
048 мм
Соединение с
односторонним
прижимом
036 мм
Вид зазора
Радиальный
Д„ мм
Д„ мм
Д„ мм
А;, ММ
Величина
зазора
0...0,040
0...0,025
0,025...0,050
0,015...0,025
0,025...0,045
0,045...0,070
0,070...0,100
0,015...0,030
0,030...0,050
0,050...0,100
Величина е, на вылете
100 мм, мм
0,0051+0,219 А,
0,0066 +
0,253
А,
0,013+0,080 (А,-0,025)
0,0010+
0,220
(А,-0,015)
0,0032+
0,056
(А,-0,025)
0,0042 +
0,056
(А,
-
0,045)
0,056+ 0,113 (А,-0,070)
0,0030+ 0,133 (А,-0,015)
0,0026+
0,085
(А,-0,030)
0,0033+
0,086
(А,-0,050)
Величина 8„
Ю
-5
(Н-м)-
1
0,0032+ 0,015 А,
0,0023+ 0,015 А,
0,0003+
0,0125
А,
0,0009 +
0,025
А,
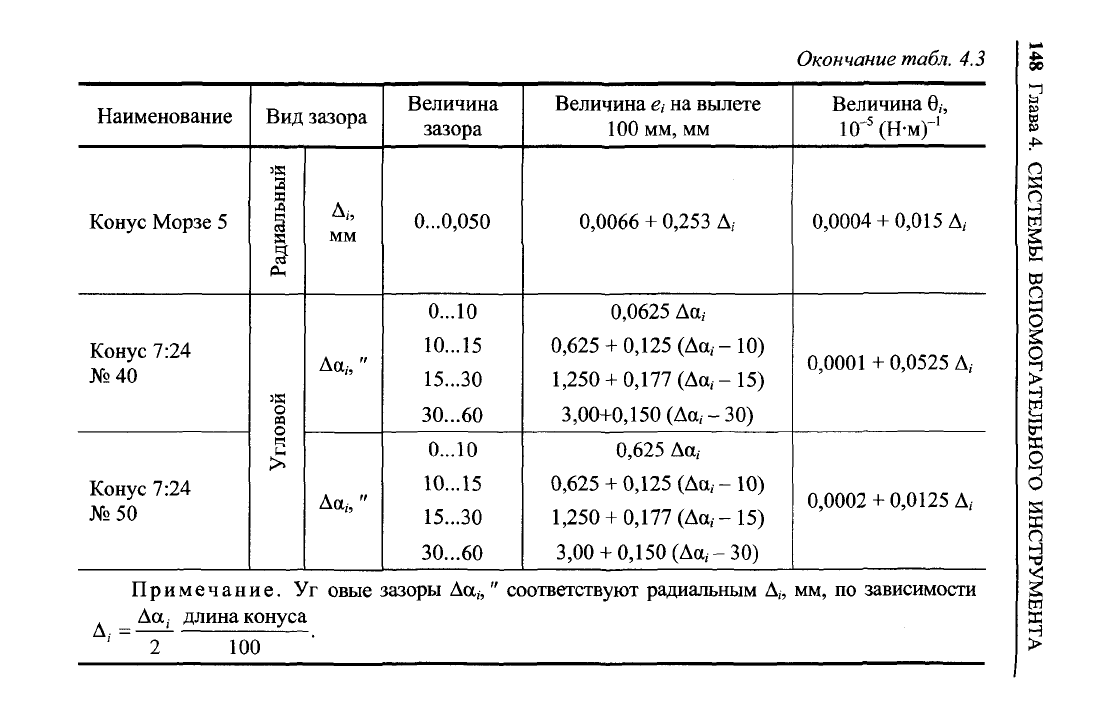
Окончание
табл.
4.3
Наименование
Конус Морзе
5
Конус
7:24
№40
Конус
7:24
№50
Вид зазора
S
я
е-.
ад
о
я
о
Е
>>
Ль
мм
Аа„
"
Да,,
"
Величина
зазора
0...0,050
0...10
10...15
15...30
30...60
0...10
10...15
15...30
30...60
Величина
е, на
вылете
100 мм,
мм
0,0066
+
0,253
Д,
0,0625
Да,
0,625+
0,125
(Да,-10)
1,250+
0,177
(Да,-15)
3,00+0,150 (Да,-30)
0,625
Да,
0,625+ 0,125 (Да,-10)
1,250+
0,177
(Да,-15)
3,00+
0,150
(Да,-30)
Величина
9„
10'
5
(Н-мГ
1
0,0004 +0,015
Д,
0,0001
+
0,0525 А,-
0,0002
+
0,0125
Д,
д,=
Примечание.
Уг
овые зазоры
Да,,"
соответствуют радиальным
Д„ мм, по
зависимости
Да, длина конуса
~2
Ш '
ОБОСНОВАНИЕ РАЗМЕРНЫХ ПАРАМЕТРОВ 149
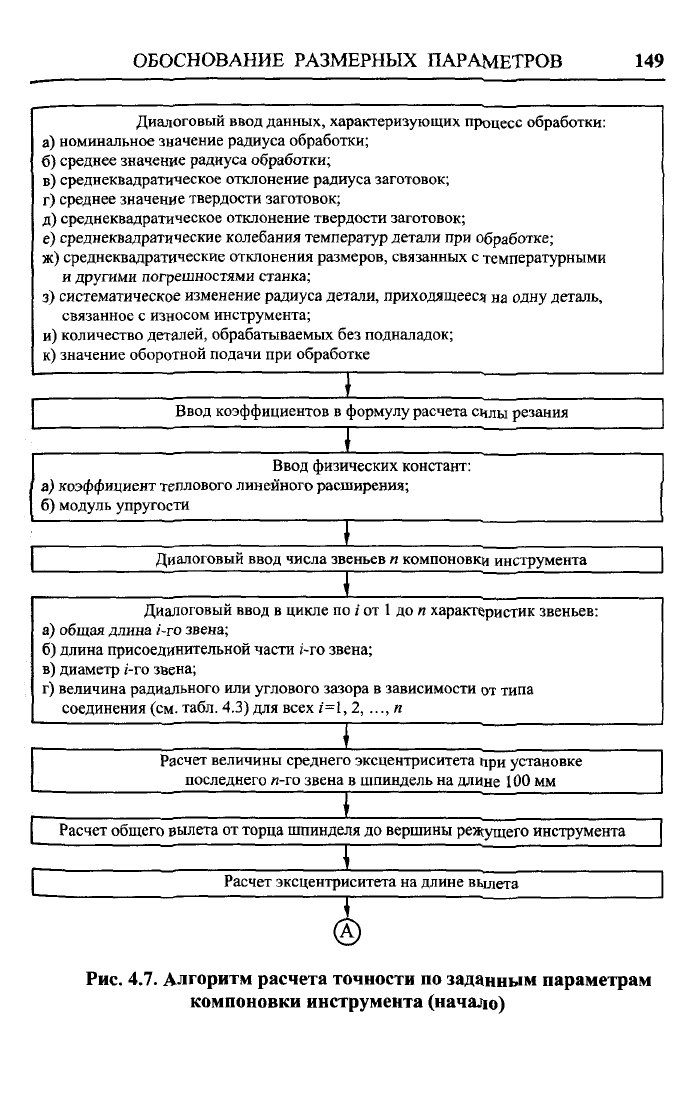
Диалоговый ввод данных, характеризующих процесс обработки:
а) номинальное значение радиуса обработки;
б) среднее значение радиуса обработки;
в) среднеквадратическое отклонение радиуса заготовок;
г) среднее значение твердости заготовок;
д) среднеквадратическое отклонение твердости заготовок;
е) среднеквадратические колебания температур детали при обработке;
ж) среднеквадратические отклонения размеров, связанных с температурными
и другими погрешностями станка;
з) систематическое изменение радиуса детали, приходящееся на одну деталь,
связанное с износом инструмента;
и) количество деталей, обрабатываемых без подналадок;
к) значение оборотной подачи при обработке
Ввод коэффициентов в формулу расчета силы резания
•
Ввод физических констант;
а)
коэффициент теплового линейного расширения;
б) модуль упругости
Диалоговый ввод числа звеньев
и
компоновки инструмента
*
Диалоговый ввод в цикле по
/'
от
1
до
и
характеристик звеньев:
а) общая длина
г'-го
звена;
б) длина присоединительной части i-го звена;
в) диаметр г-го звена;
г) величина радиального или углового зазора в зависимости от типа
соединения (см. табл. 4.3) для всех
г'=1,
2, ..., п
Расчет величины среднего эксцентриситета при установке
последнего л-го звена в шпиндель на длине 100 мм
Расчет общего вылета от торца шпинделя до вершины режущего инструмента
\
Расчет эксцентриситета на длине вылета
I
Рис.
4.7.
Алгоритм расчета точности по заданным параметрам
компоновки инструмента (начало)
150 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
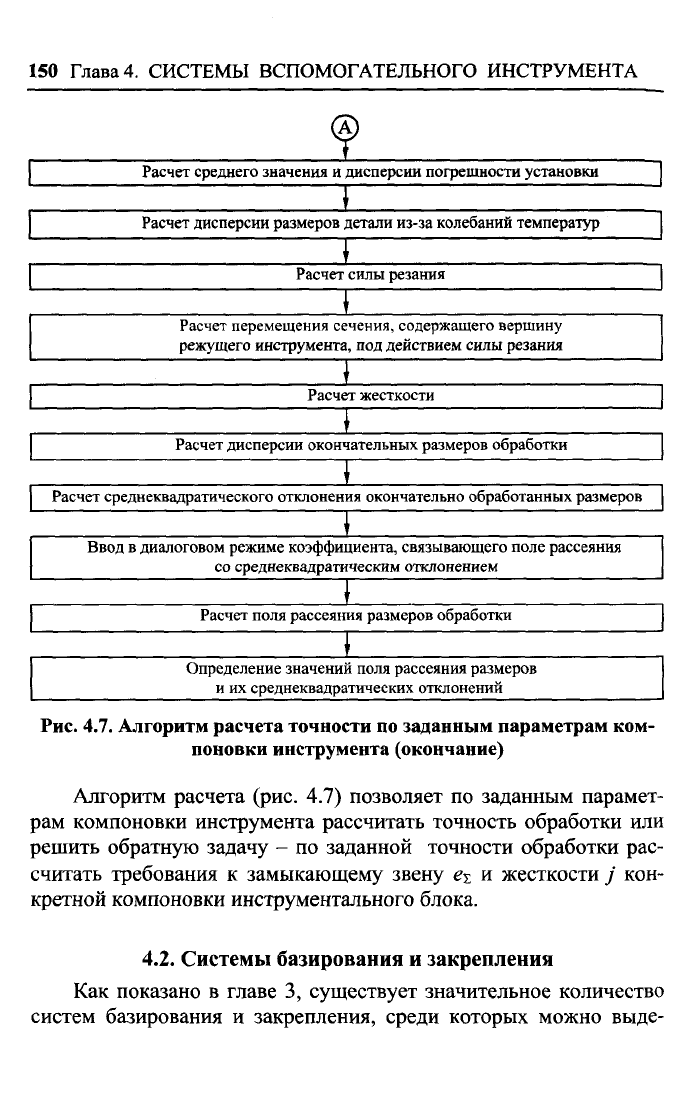
9
Расчет среднего значения и дисперсии погрешности установки
I ZZ
Расчет дисперсии размеров детали из-за колебаний температур
{
:
Расчет силы резания
Расчет перемещения сечения, содержащего вершину
режущего инструмента, под действием силы резания
• -
Расчет жесткости
Расчет дисперсии окончательных размеров обработки
• II
Расчет среднеквадратического отклонения окончательно обработанных размеров
I
II
Ввод в диалоговом режиме коэффициента, связывающего поле рассеяния
со среднеквадратическим отклонением
Г "
Расчет поля рассеяния размеров обработки
I
Определение значений поля рассеяния размеров
и их среднеквадратических отклонений
Рис.
4.7.
Алгоритм расчета точности по заданным параметрам ком-
поновки инструмента(окончание)
Алгоритм расчета (рис. 4.7) позволяет по заданным парамет-
рам компоновки инструмента рассчитать точность обработки или
решить обратную задачу - по заданной точности обработки рас-
считать требования к замыкающему звену вх и жесткости j кон-
кретной компоновки инструментального блока.
4.2.
Системы базирования и закрепления
Как показано в главе 3, существует значительное количество
систем базирования и закрепления, среди которых можно выде-
СИСТЕМЫ БАЗИРОВАНИЯ
И
ЗАКРЕПЛЕНИЯ
151
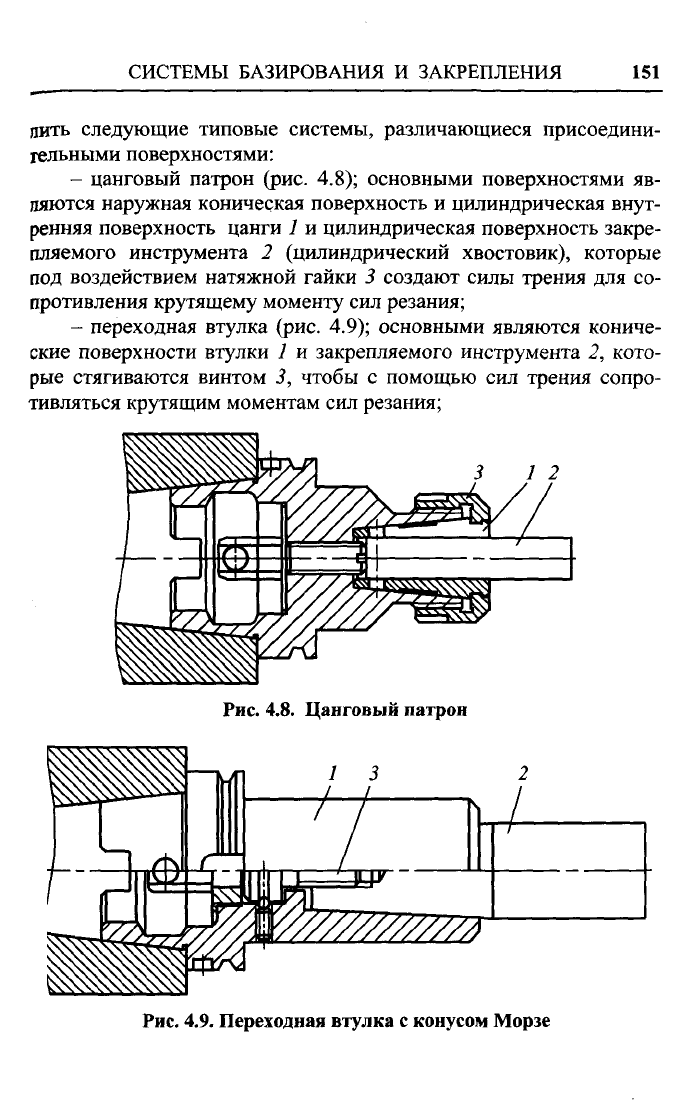
пить следующие типовые системы, различающиеся присоедини-
тельными поверхностями:
- цанговый патрон (рис. 4.8); основными поверхностями яв-
ляются наружная коническая поверхность и цилиндрическая внут-
ренняя поверхность цанги 1
и
цилиндрическая поверхность закре-
пляемого инструмента
2
(цилиндрический хвостовик), которые
под воздействием натяжной гайки
3
создают силы трения для со-
противления крутящему моменту сил резания;
- переходная втулка (рис. 4.9); основными являются кониче-
ские поверхности втулки
1 и
закрепляемого инструмента 2, кото-
рые стягиваются винтом
3,
чтобы
с
помощью сил трения сопро-
тивляться крутящим моментам сил резания;
Рис.
4.8. Цанговый патрон
'////////////Л
Рис.
4.9.
Переходная втулка с конусом Морзе
152 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
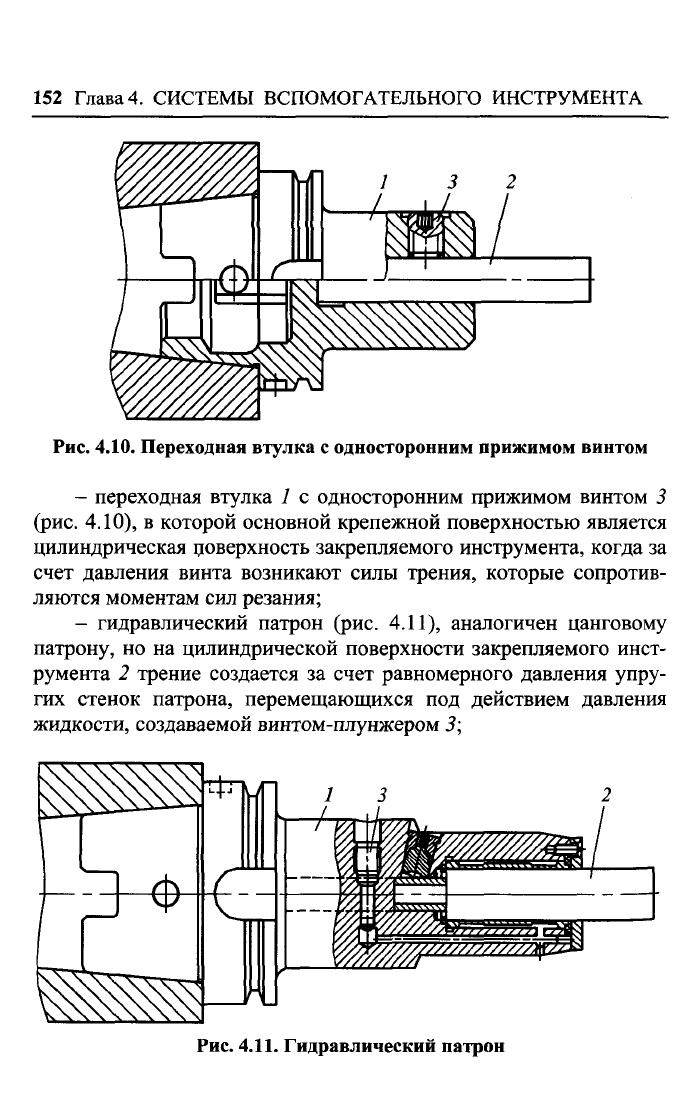
Рис.
4.10. Переходная втулка с односторонним прижимом винтом
- переходная втулка 1 с односторонним прижимом винтом 3
(рис.
4.10), в которой основной крепежной поверхностью является
цилиндрическая цоверхность закрепляемого инструмента, когда за
счет давления винта возникают силы трения, которые сопротив-
ляются моментам сил резания;
- гидравлический патрон (рис. 4.11), аналогичен цанговому
патрону, но на цилиндрической поверхности закрепляемого инст-
румента 2 трение создается за счет равномерного давления упру-
гих стенок патрона, перемещающихся под действием давления
жидкости, создаваемой винтом-плунжером 3;
Рис.
4.11.
Гидравлический патрон