Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

Глава 4
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
Как показано в главе 3, для снижения себестоимости при из-
готовлении и для уменьшения количества типоразмеров при экс-
плуатации конструкции вспомогательного инструмента (ВИ) раз-
деляются по принципу агрегатирования на базисные агрегаты и
сменные наладки, предназначенные для базирования и закрепле-
ния режущего инструмента. Базисные агрегаты и сменные наладки
образуют систему вспомогательного инструмента.
Применение таких конструкций позволяет увеличить объем
выпуска однотипной продукции и расширить использование более
совершенных технологических процессов в инструментальном
производстве. У потребителя такой подход, как правило, приводит
к унификации инструментального хозяйства всего предприятия.
4.1.
Обоснование размерных параметров
Для обоснованного выбора размерных параметров ВИ необ-
ходимо выявить максимальное количество аспектов, характери-
зующих влияние ВИ на производительность труда и себестои-
мость технологических операций.
Временными характеристиками, служащими для оценки эф-
фективности использования ВИ с точки зрения производительно-
сти труда, являются:
- время установки инструмента на станок и снятие его со
станка;
- время закрепления и раскрепления (время смены) инстру-
мента;
- время регулирования и (или) предварительного регулирова-
ния инструмента.
134 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
г„си_
Г
изменение состояния обрабатываемой детали (форма, размеры,
\ физико-механические свойства
и
т.д.)
(
закрепление
и
раскрепление детали;
пуск
и
остановка станка;
подвод-отвод инструмента;
измерение размеров
<„.
0
Г
физиологический
останов;
*~ (естественныйперерыв
г
смена инструмента ввиду износа инструмента или
в связи с технологической необходимостью
*обсл
(-!£. i и регулированием инструмента;
комплексное регулирование;
,
восстановление режущих свойств
очистка
и
смазка инструмента;
размещение инструментов в конце
и
в начале операции;
удаление стружки
( ознакомление с инструкциями;
проверка наличия инструментов;
начальная регулировка: закрепление инструментов, регулирование
положения
в
целях выполнения заданных размеров изделия;
раскрепление инструментов и их возвращение на склад
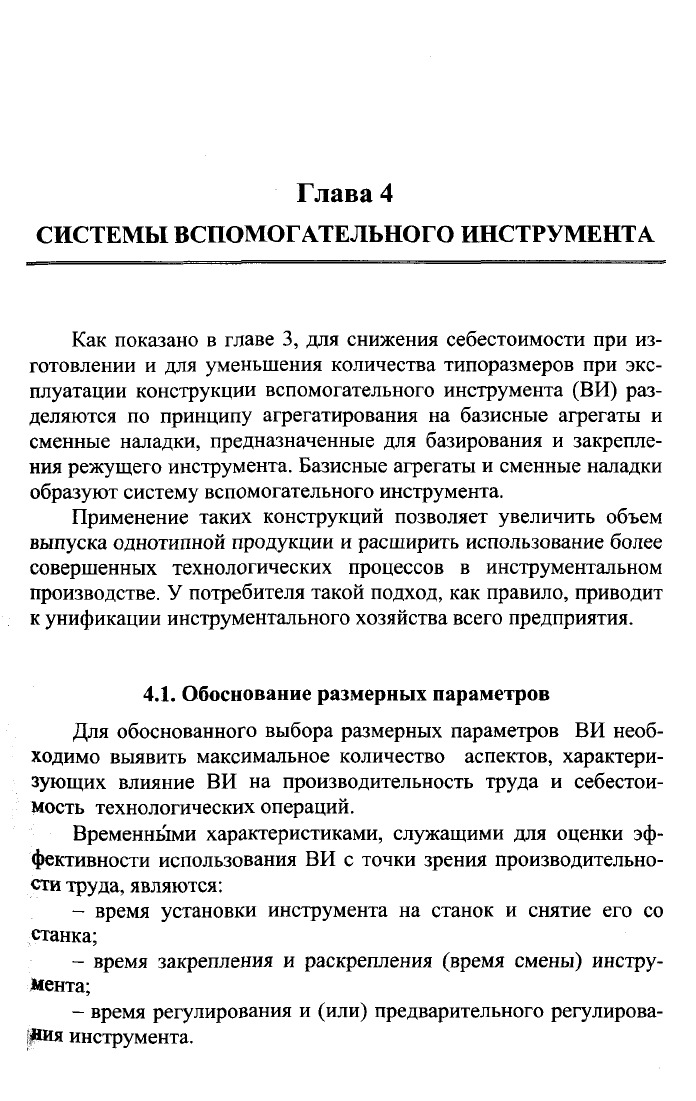
Рис. 4.1.
Структура технологического времени
Эти промежутки времени составляют значительную долю об-
щего времени обработки, особенно в мелкосерийном производст-
ве,
когда из-за значительного числа переходов необходима частая
смена инструмента.
Анализ технологического времени t
m
, необходимого для из-
готовления детали с учетом всех составляющих, дает следующую
его структуру (рис. 4.1).
На рис. 4.1. обозначены:
Г
изд
- время на изготовление изделия;
t
ea
- единичное время; ?
пз
- подготовительно-заключительное вре-
мя; Г
Э
ф
- эффективное время; /
0
сн - основное время; t
B
- вспомога-
тельное время;
t
B
.
0
- время отдыха и отправления естественных на-
добностей;
?
об
сл
- время на обслуживание; *
т
.
0
- время на техниче-
ское обслуживание;
t
opr
- организационное время.
В норму времени /
вд
входят время технического обслужива-
ния Г
т
.
0
и такие составляющие подготовительно-заключительного
времени
t„.
3
,
как время закрепления и раскрепления инструмента и
время регулирования инструмента.
ОБОСНОВАНИЕ РАЗМЕРНЫХ ПАРАМЕТРОВ 135
Время на изготовление изделия рассчитывается по формуле:
'нэд ='осн + 'в + 'в.о +'обсл + 'п.з'Ч (4-1)
где п - размер партии.
Это уравнение можно представить в развернутом виде, выде-
ляя промежутки времени, связанные с вспомогательным инстру-
ментом (А.оВИ, *п.зви)'-
*изд
~~
*осн
+
h
+
*в.о
+
^орг
+
VT.OI
+
^тоВи)
+
<п.з1 , 'п.зВИ
~" ^осн
+
'в
+
*в.о
+
*орг + 'т.о!
+
' ~Н ^т.оВИ
+
Обозначим
*,= *„.„
+
>
в
+/
вю
+/ +/
то1
+-^L
п
(4.2)
и
, ^п.зВИ I .
'т.ови +
= >ви»
получим
V " )
t^
=
h + t
bW
(4.3)
Производительность труда обратно пропорциональна време-
ни,
затраченному на изделие:
П
=
—
=
—L_, (4.4)
'изд h
+
*ВИ
где П - производительность труда, t\ - сумма промежутков време-
ни,
входящих в структуру технологического времени, исключая
время, связанное с закреплением, раскреплением, регулированием
и восстановлением инструмента; *ви - доля времени, зависящая
только от вспомогательного инструмента (через время техническо-
го обслуживания и подготовительно-заключительное время).
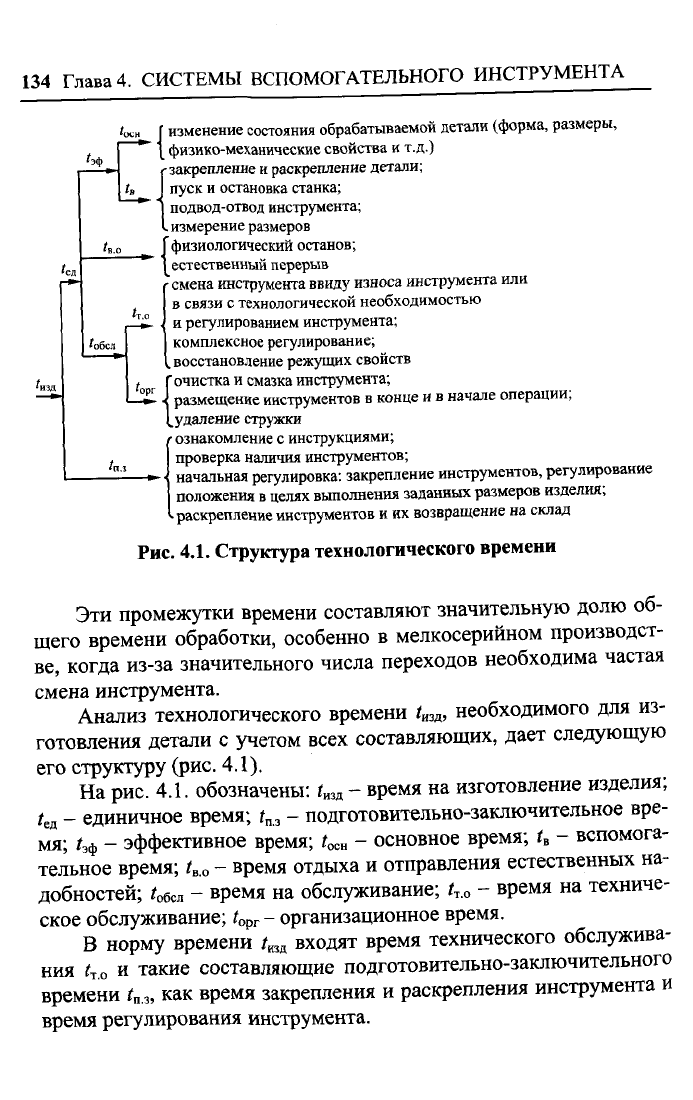
Доля времени 7
В
и весьма существенна. Например, затраты
емени на смену и подналадку одного инструмента могут дости-
гать 6 мин, в зависимости от точности регулировки. С учетом того,
иго в 4з
Д
входит переменное время ?ви, зависимость изменения
Е
юизводительности труда от переменной /
В
и имеет вид, представ-
вный ня оис. 4.2.
136 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
п,
шт/мин Из отношения
*ви
/ 4з
Д
видно, что
" ' чем меньше это отношение, тем луч-
ше структура технологического вре-
мени. Это имеет особенно важное
значение, когда смена инструментов
является частой и обработка ведется
многими инструментами на много-
операционных станках в мелкосерий-
ном производстве, организованном по
принципу концентрации операций
обработки.
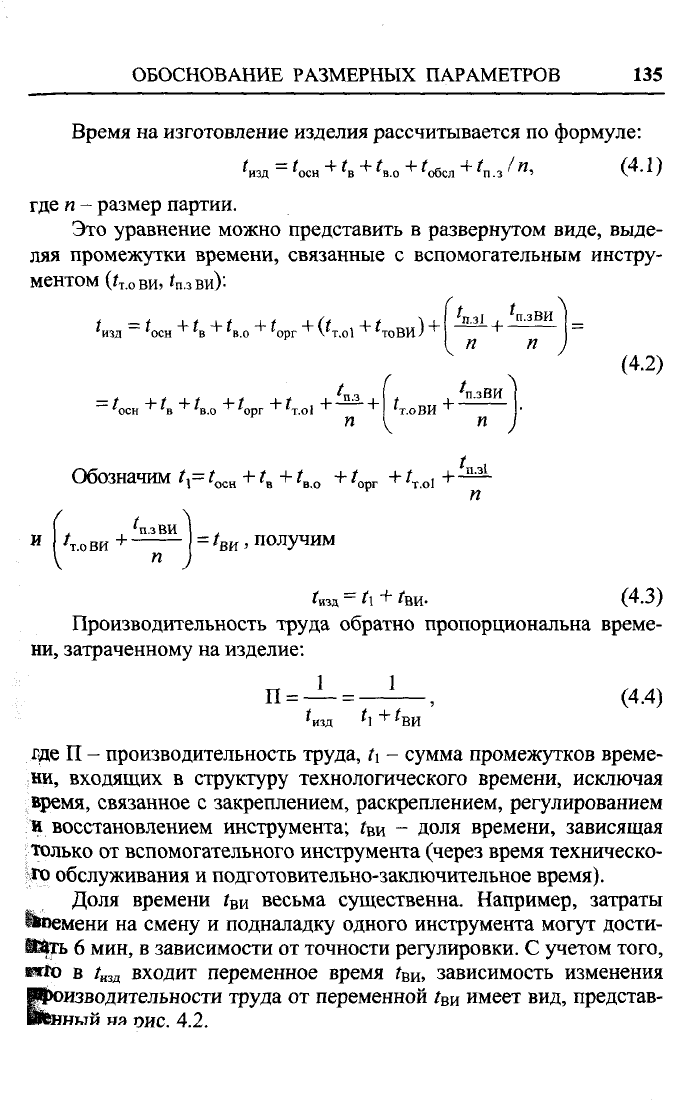
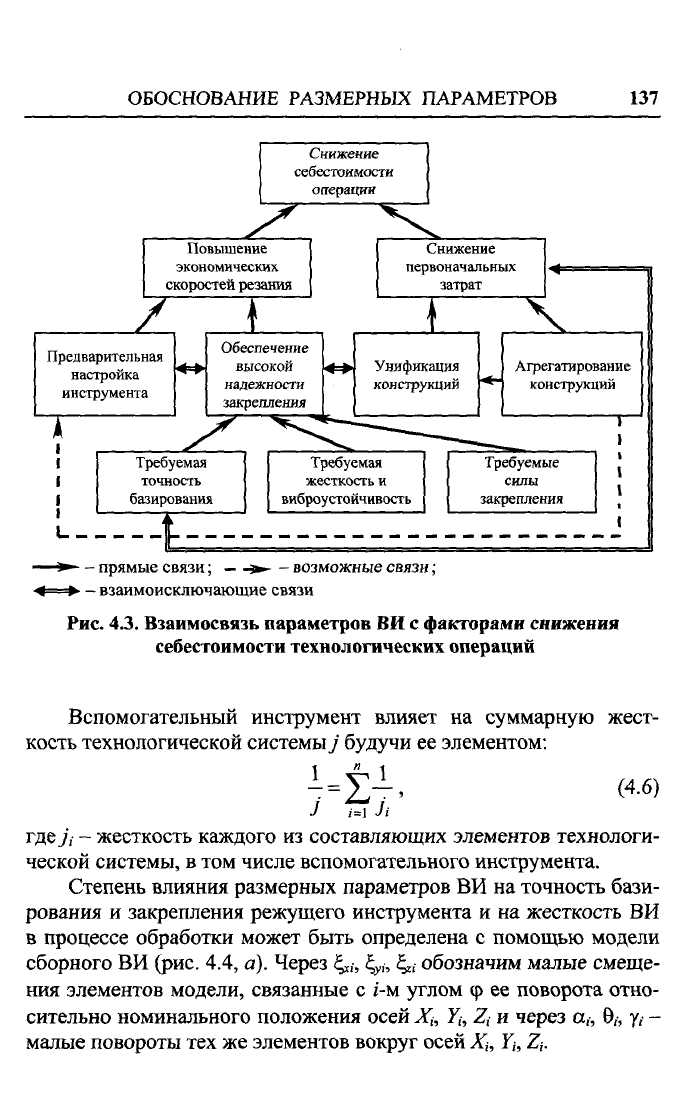
Основными параметрами, кото-
рые определяют снижение себестои-
мости, являются: жесткость закрепле-
ния режущего инструмента, жесткость
самого ВИ и виброустойчивость собранной компановки (рис. 4.3).
Эти параметры влияют на себестоимость операции в той мере, в
какой обеспечивается интенсификация режимов резания и, следо-
вательно, уменьшается основное время /
осн
.
Связь между основным временем 4сн и жесткостью/ техноло-
гической системы (например, в случае растачивания) можно ото-
бразить зависимостью:
t
m
, мин
Рис.
4.2.
Качественная
зависимость производи-
тельности оборудования от
затрат времени t
m
,
связанных с вспомога-
тельным инструментом
'осн
10^
1
nl-y '
(4.5)
где t - глубина резания, мм; х - показатель степени; C
v
- коэффи-
циент скорости резания; j - жесткость технологической системы,
Н/мм; X - величина отношения сил резания Р
у
и P
z
; e - коэффици-
ент уточнения; у - показатель, характеризующий подачу S
M
,
мм/мин; С
р
- коэффициент подачи.
ОБОСНОВАНИЕ РАЗМЕРНЫХ ПАРАМЕТРОВ 137
Снижение
себестоимости
операции
Повышение
экономических
скоростей резания
^L
Ъ^
Снижение
первоначальных
затрат
Предварительная
настройка
инструмента
ZL
Обеспечение
высокой
надежности
закрепления
Унификация
конструкций
Агрегатирование
конструкций
Требуемая
точность
базирования
Е
Требуемая
жесткость
и
виброустойчивость
Требуемые
силы
закрепления
•
-
прямые связи;
—
-э^-
-
возможные связи;
•
-
взаимоисключающие связи
Рис.
4.3.
Взаимосвязь параметров
ВИ с
факторами снижения
себестоимости технологических операций
Вспомогательный инструмент влияет
на
суммарную жест-
кость технологической системы
у'
будучи ее элементом:
—
I
1
, (4-6)
J ;=i h
где jt
-
жесткость каждого из составляющих элементов технологи-
ческой системы, в том числе вспомогательного инструмента.
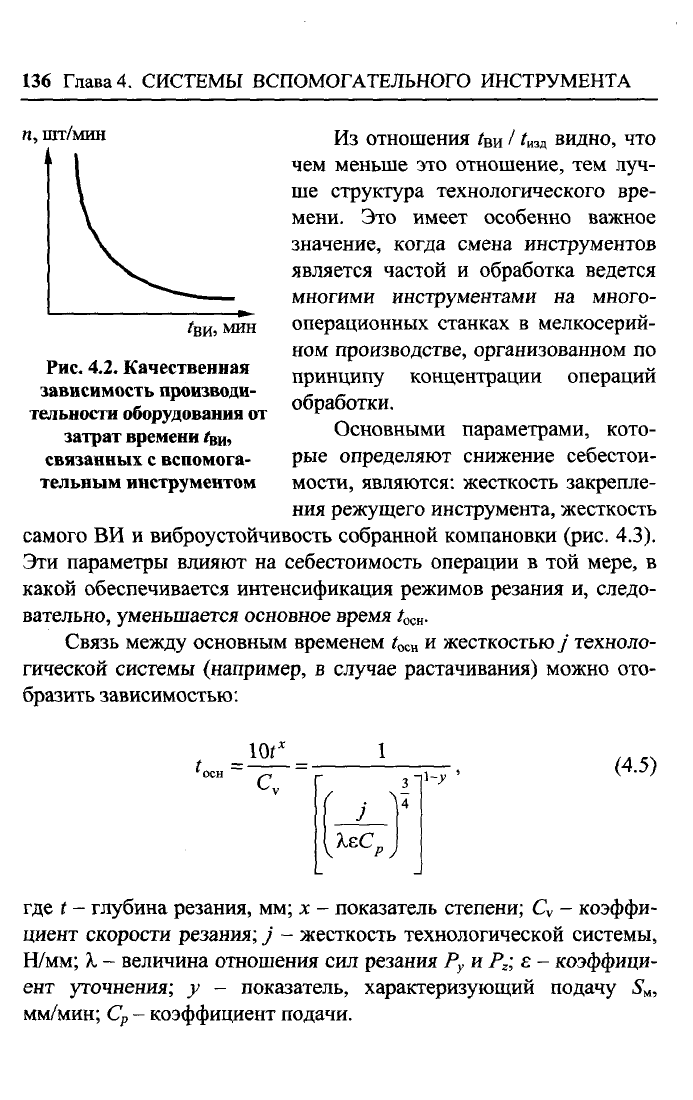
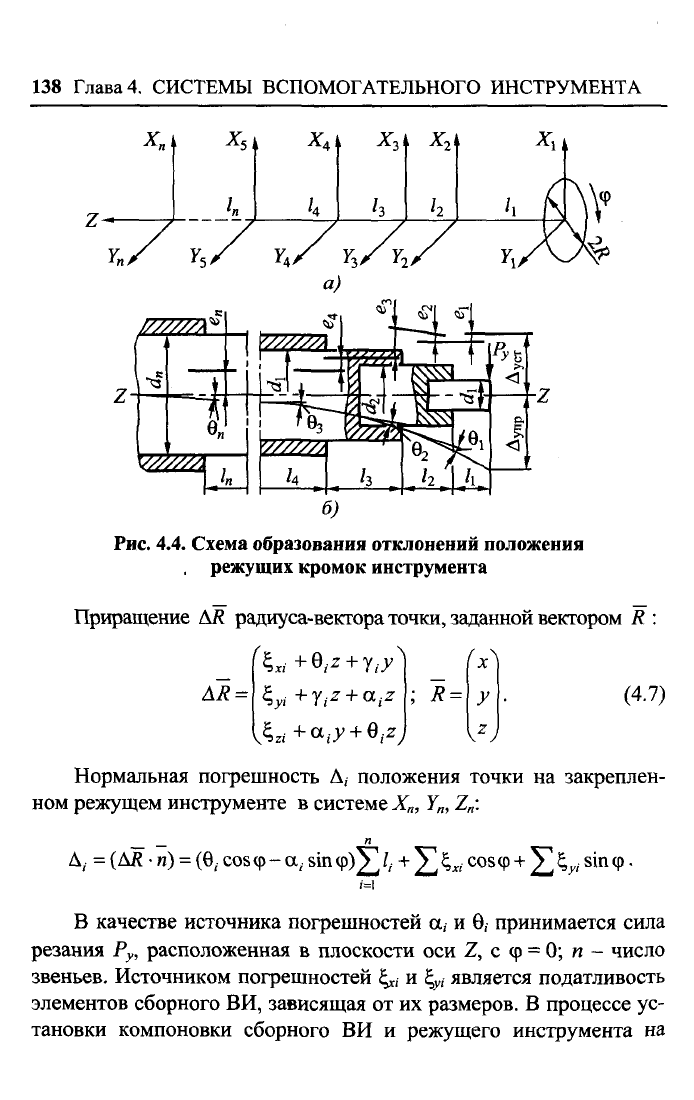
Степень влияния размерных параметров ВИ на точность бази-
рования
и
закрепления режущего инструмента
и
на жесткость ВИ
в процессе обработки может быть определена
с
помощью модели
сборного ВИ (рис. 4.4,
а).
Через
4А
^,,
^
обозначим малые смеще-
ния элементов модели, связанные
с
г'-м углом ф
ее
поворота отно-
сительно номинального положения
осей
Х
(
,
Y
(
,
Z,
и
через
а„
Э„
у,
-
малые повороты тех же элементов вокруг
осей
X
h
Г;,
Z,.
138 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
Рис.
4.4. Схема образования отклонений положения
режущих кромок инструмента
Приращение А/? радиуса-вектора
точки,
заданной вектором R :
АЛ =
^yi +y,z
+
a,z
%
zl
+a
t
y
+
e,z^
\
; R
=
J
(
x
)
У
W
(4.7)
Нормальная погрешность Д, положения точки на закреплен-
ном режущем инструменте в системе
Х„,
Y„, Z„:
А,.
=
(ДЯ • и)
=
(в,,
cos ср - a,,
sin <р)]Г /,. +
]Г
Z,
xi
cos
ф +
£
Z,
yi
sin ф.
В качестве источника погрешностей а
г
и 6, принимается сила
резания Р
у
, расположенная в плоскости оси Z, с ф = 0; п - число
звеньев. Источником погрешностей ^ и ^ является податливость
элементов сборного ВИ, зависящая от их размеров. В процессе ус-
тановки компоновки сборного ВИ и режущего инструмента на
ОБОСНОВАНИЕ РАЗМЕРНЫХ ПАРАМЕТРОВ 139
станке образуется отклонение вершины режущей кромки от нор-
мального положения на Д
уст
из-за смещений и перекосов осей е,
(рис.
4.4, б).
Д
и
=(ДЯ-и) =
£ е,.£/,.;Д
уст1
.
1=1
V
('=1
(4.8)
Передаточные отношения A
t
для перекосов осей определяются
отношением
Л=Е(УО> (4-9)
где /, - вылет г-го элемента компоновки; /„, - величина вылета, на
котором нормируется величина перекоса в /-м соединении.
Для определения влияния размерных параметров ВИ на точ-
ность получаемых размеров детали используют математическую
модель, устанавливающую нелинейную зависимость случайного
окончательного размера детали от случайных составляющих про-
цесса резания.
Для этого сначала анализируют возможные варианты техно-
логических условий обработки, включая режимы резания, колеба-
ния твердости и припусков заготовок, температурные деформации,
размерный износ режущей части инструмента, точность базирова-
ния и жесткость закрепления инструмента.
Далее разрабатывается собственно математическая модель за-
висимости жесткости и точности расположения вершины режущей
части инструмента от размерных параметров ВИ. На основании
этих данных и установленных зависимостей разрабатывается ал-
горитм расчета, погрешности обработки в зависимости от размер-
ных параметров ВИ.
При настройке вне станка и при отказе от пробных проходов,
точность обработки вращающимся инструментом существенно
связана с точностью изготовления ВИ, так как чем он точнее изго-
товлен, тем меньше погрешность Д
уст
. Схема обработки отверстия
Вращающимся однолезвийным инструментом представлена на
рис.
4.5.
140 Глава
4.
СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
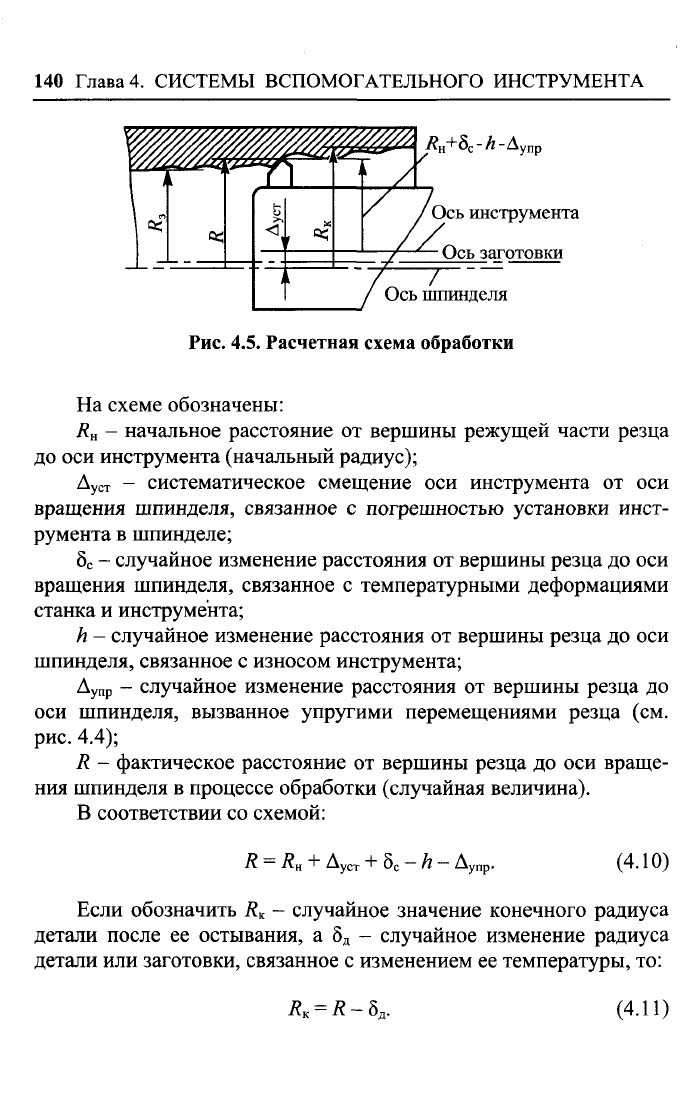
Рис.
4.5.
Расчетная схема обработки
На схеме обозначены:
R„ - начальное расстояние от вершины режущей части резца
до оси инструмента (начальный радиус);
А
уст
- систематическое смещение оси инструмента от оси
вращения шпинделя, связанное с погрешностью установки инст-
румента в шпинделе;
8
С
- случайное изменение расстояния от вершины резца до оси
вращения шпинделя, связанное с температурными деформациями
станка и инструмента;
h - случайное изменение расстояния от вершины резца до оси
шпинделя, связанное с износом инструмента;
А
упр
- случайное изменение расстояния от вершины резца до
оси шпинделя, вызванное упругими перемещениями резца (см.
рис.
4.4);
R - фактическое расстояние от вершины резца до оси враще-
ния шпинделя в процессе обработки (случайная величина).
В соответствии со схемой:
й = Л
н
+ Д
уст
+
5
с
-/2-Д
упр
.
(4.10)
Если обозначить R
K
- случайное значение конечного радиуса
детали после ее остывания, а 8
Д
- случайное изменение радиуса
детали или заготовки, связанное с изменением ее температуры, то:
Як
= Д-5
д
.
(4.П)
ОБОСНОВАНИЕ РАЗМЕРНЫХ ПАРАМЕТРОВ 141
В формуле (4.10) величина упругих перемещений Л
упр
под
действием силы Р
у
(см. рис. 4.4.) зависит от величины фактическо-
го припуска t, твердости заготовки, величины жесткости у в сече-
нии, перпендикулярном оси и проходящем через вершину режу-
щего инструмента, а также от подачи, материала детали, инстру-
ментального материала и т.п.
При оценке величины упругих перемещений Д
упр
можно ис-
пользовать эмпирическую формулу для расчета радиальной со-
ставляющей силы резания Р/.
при обработке сталей
1
упр
С
NO
75
(4.12)
при обработке чугунов
1 ,/НВ
\
а
Aynp
~Al90
(4.13)
где а
в
- предел прочности стали; НВ - твердость чугуна.
В приведенных формулах коэффициент С учитывает техноло-
гические особенности: режимы резания, материалы заготовки и
инструмента, геометрию режущей части инструмента, а коэффи-
циенты а и Р определяются только материалами заготовки и ин-
струмента.
Случайное значение припуска t в формулах (4.12) и (4.13) рас-
считывается по формуле:
t
=
R
H
-8
e
-h-(R
3
+8j
=
R
E
+8
e
-h-R
3
-5
a
, (4.14)
где
i?
3
- случайное значение радиуса заготовки.
Из формул (4.10)—(4.14) следует, что при обработке сталей:
Я
к
=Д„+Л
у
ст+Зс-й-5
д
--
J
/ \
а
75
(Л
Н
+5
С
-Л-/?
3
-5
Д
)
Р
,(4.15)
142 Глава 4. СИСТЕМЫ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
при обработке чугунов
С
J
нв
Л
1[
=Я
В
+А
)СТ
+
5
С
-А-5
Д
-- ^— (R„+b
c
-h-R
3
-&J.(4.l6)
190
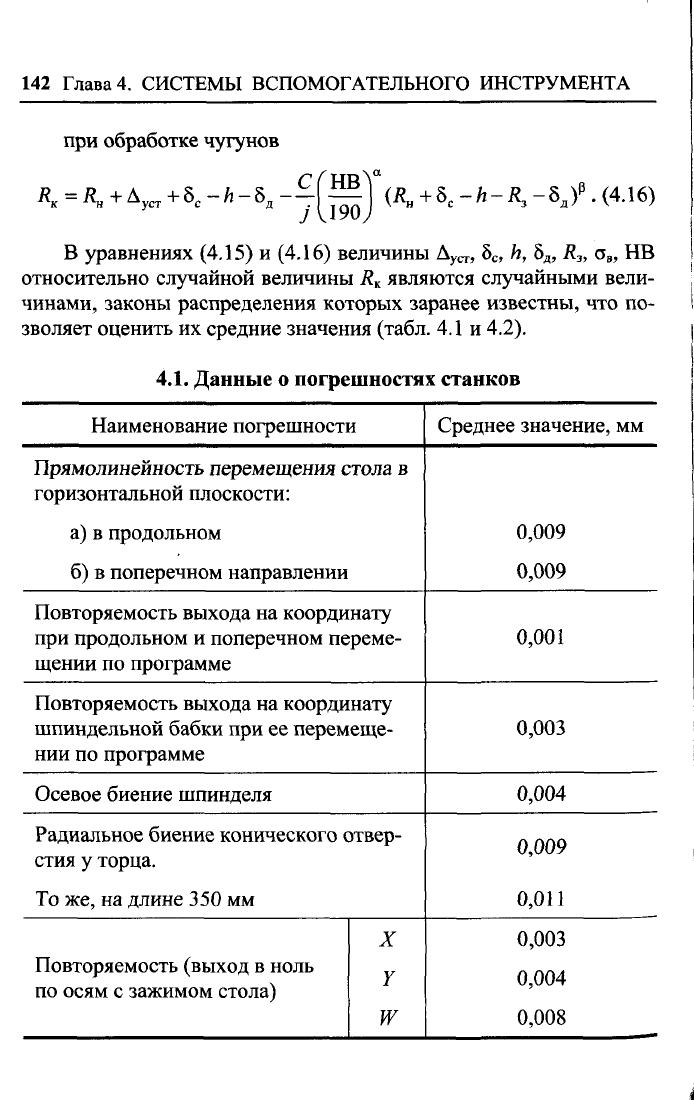
В уравнениях (4.15) и (4.16) величины А
уст
, 8
С
, h,
5
Д
, R
3
, a
B
,
HB
относительно случайной величины
R
K
являются случайными вели-
чинами, законы распределения которых заранее известны, что по-
зволяет оценить их средние значения (табл.
4.1
и 4.2).
4.1.
Данные о погрешностях станков
Наименование погрешности
Прямолинейность перемещения стола
в
горизонтальной плоскости:
а)
в
продольном
б)
в
поперечном направлении
Повторяемость выхода
на
координату
при продольном
и
поперечном переме-
щении
по
программе
Повторяемость выхода
на
координату
шпиндельной бабки при
ее
перемеще-
нии по программе
Осевое биение шпинделя
Радиальное биение конического отвер-
стия
у
торца.
То же,
на
длине 350
мм
Повторяемость (выход
в
ноль
по осям
с
зажимом стола)
X
Y
W
Среднее значение,
мм
0,009
0,009
0,001
0,003
0,004
0,009
0,011
0,003
0,004
0,008