Меерсон Г.А., Гагаринский Ю.В. (ред.). Металлургия циркония
Подождите немного. Документ загружается.

162
мвтАллуРгия
циРкония
||еред холодной
прокаткой
горячекатань|е
ленть|
и
листь1
п0двергают
дробеструйной
обра-
ботке
и
пр0травливают
в
раств0ре'
с0дер}кащем
в-\2% ншо3
и2-4о/,
ЁР.!,1зделия
из
цирк0ния
л{0жн0
п0лучать
с
д0пусками
по
размерам
и
с
качеством
по
верхн0
сту\'
прин
ять|ми
для
нер}{(а ве-
ющей
стали.111лифовка
ремнями
и х0л0дная
пр0-
катка
обеспечивают
п0лучение
п0лир0ванной
по-
верхн0сти.
]|ентьт
и листь1
м0)кн0
уд0влетвори-
тельно
обрезать
на оборуАовании' к0т0рое
при-
меняется
для
обрезки
лент || листов из
нер}каве-
ющей
стали.
Аодидньтй
цирконий,
так
же как
и
вь1сок0качественнь:й
губиать:й
цирконий,
ре-
}кется
легко. €плавь:
}1а
0снове
губиатого
цир-
кония
с
твердостью
11"
>190
(нагрузка
3000 ка)
при
ра3ре3ке
част0
растрескиваются.
Растрес-
кивАние
мо}к}{о
пред0твратить
теплой
разрезкой
при температурах
150-200'.
вь|дАвливАнив
}7евенспейн
0бщие
3ап|ечания.
||
р
оп1есс
вь!давл ива
ния 3а-
ключается
в пр0давливанци куска
металла,
на-
грет0го
до
пластичн0го с0ст0яния' из металличе-
ского
контейнера
через матр1}}. при
этом об-
разуется
длинньт{
г|епрерь|вный профиль
того
)ке
п0перечн0го сечения' чт0 и отверстие
матриць|.
Ёовейшие
усовер1шенств0вания
сильно п0высили
значение процесса вь|давливания
д]|я цветнь|х
металл0в и сделали
в03м0жнь|м выдавливание
дах<е
наиболее пронйь:х сталей и тугоплавких
сплавов.
Бьгдавли'вание
дает
возмо>кность
дефор-
мир0вать
некоторь|е сплавь|'
которь|е
не
удается
обрабатьлвать
давлением
другими
способами.
Фсновной
0пь1т по вь!давливанию
цирк0ния
бьгл
нак0плен по
мет0ду
вь!давлцван\4я в оболонке,
разработанному
для
бериллия с
целью
преодол0-
ния
трудн0стей, связан|{ь!х с налипанием
металла
на
инструмент и окислением
[60].
9ем крупнее
цирк0ниевь|е
слитки и чем в
больших
количествах
он:т обрабатываются, тем
эк0н0мичнее
может стать
применение способа
вь:давливания
без оболочки
со
специальной смазкой.
Бьпдавливание в
оболочке. |1р и вьлдав ливани\4
в оболочке
слиток заключается
в чех0л из листо-
вой меди, латуни
или стали
(фиг.
101).
Бсли ну>к-
}|о
пред0твратить
загрязнение
газами
атмосферьт,
чех0л
заваривают
с
заднег0
к0нца или
снабжают
трубкой
для
0ткачки' к0торую перед вь|давлива-
|[ие/!1
заварива1от. [ушественнь|м
в
этом
способе
является т0' что
течение металла
должно
бь:ть
.]1ами!!арнь:м.
1урбуле}{тн0е течение,
пр0исх0дя-
щее
пги
обьпчнолт вь|давливании
цветнь|х
метал-
л0в' 3десь не
д0пускается.
Ёаружная поверх-
}!0сть исходной
загот0вки
(в
данн0м
случае
обо.г:онка)
ц0лжг[а
полг|0стью
Распределить-
ся по
наружной
п0верх1{0сти
вь|давленн0г0
прутка.
1акой
тип истечения
д0стигается
применением
матриць|
конической
формьт,
как
п0казано
на
фиг.
102. 11оскольку
это м0}кет
представлять
трудн0сти
при
работе
на
некот0рь|х типах
прессов'
для
вь!давливания
1!10жно приме|{ять обьтинухо
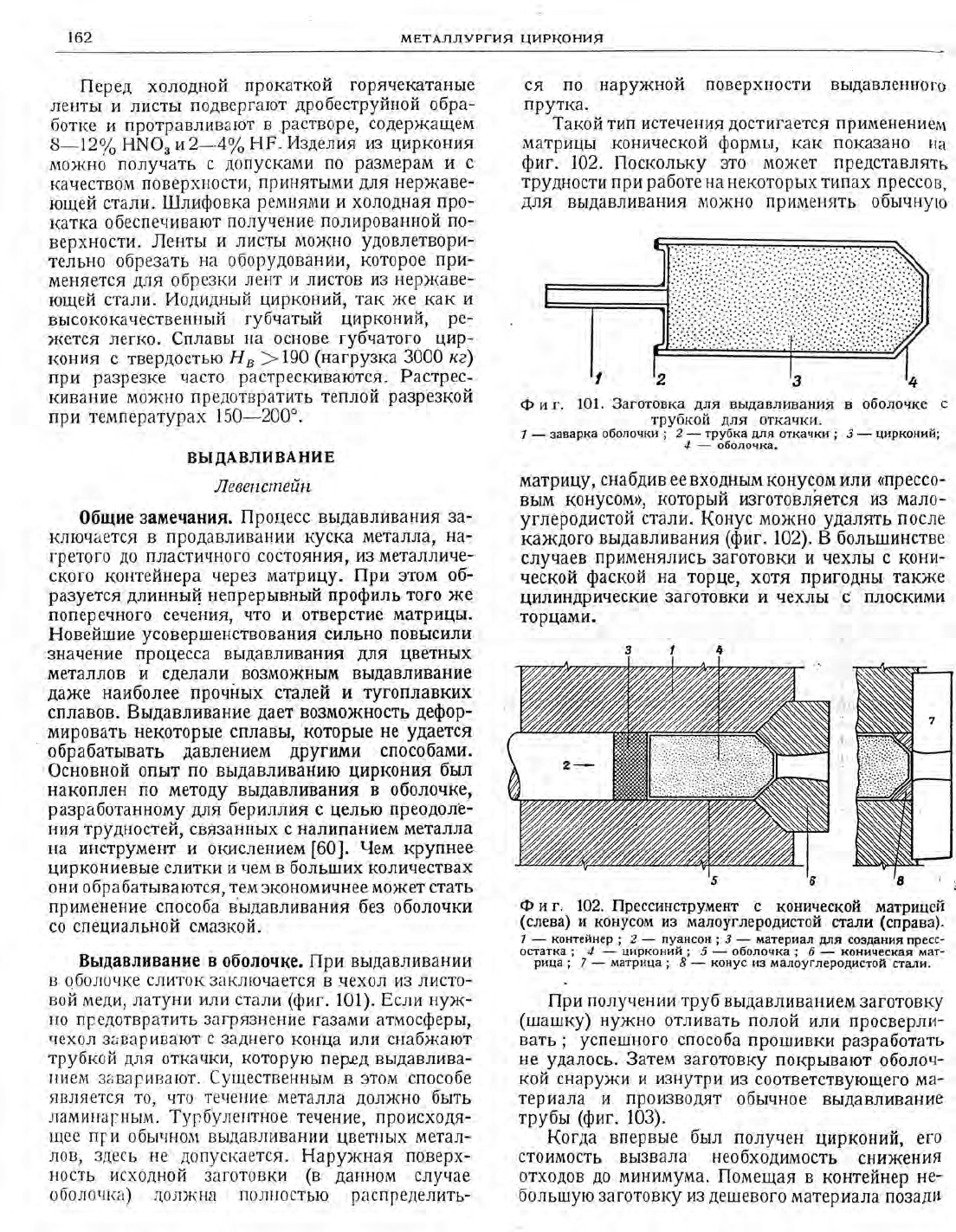
Ф
и г.
101.
3аготовка
для
вь!давливания
в
оболочке
с
трубкой
для
откачки.
7
_заварка
оболочки'
,_;,{3::.для.откачки;
3_
цирконий;
матр
ицу'
сна бдив
ее
вх0днь|м
конусом
ил и
(пр
ессо-
вь|м к0нус0м))'
к0торь]и и3готовляется и3 мало-
углеродистой
стали.
(онус
мо)кно
удалять
после
каждого
вь|давливания (фиг.
102). в большинстве
случаев
применялись
заготовки и чехль| с
к0ни-
ческой
фаской
на
торце' хотя пригоднь| так}ке
цилиндрические
заг0т0вки
и чехль| с плоскими
торцами.
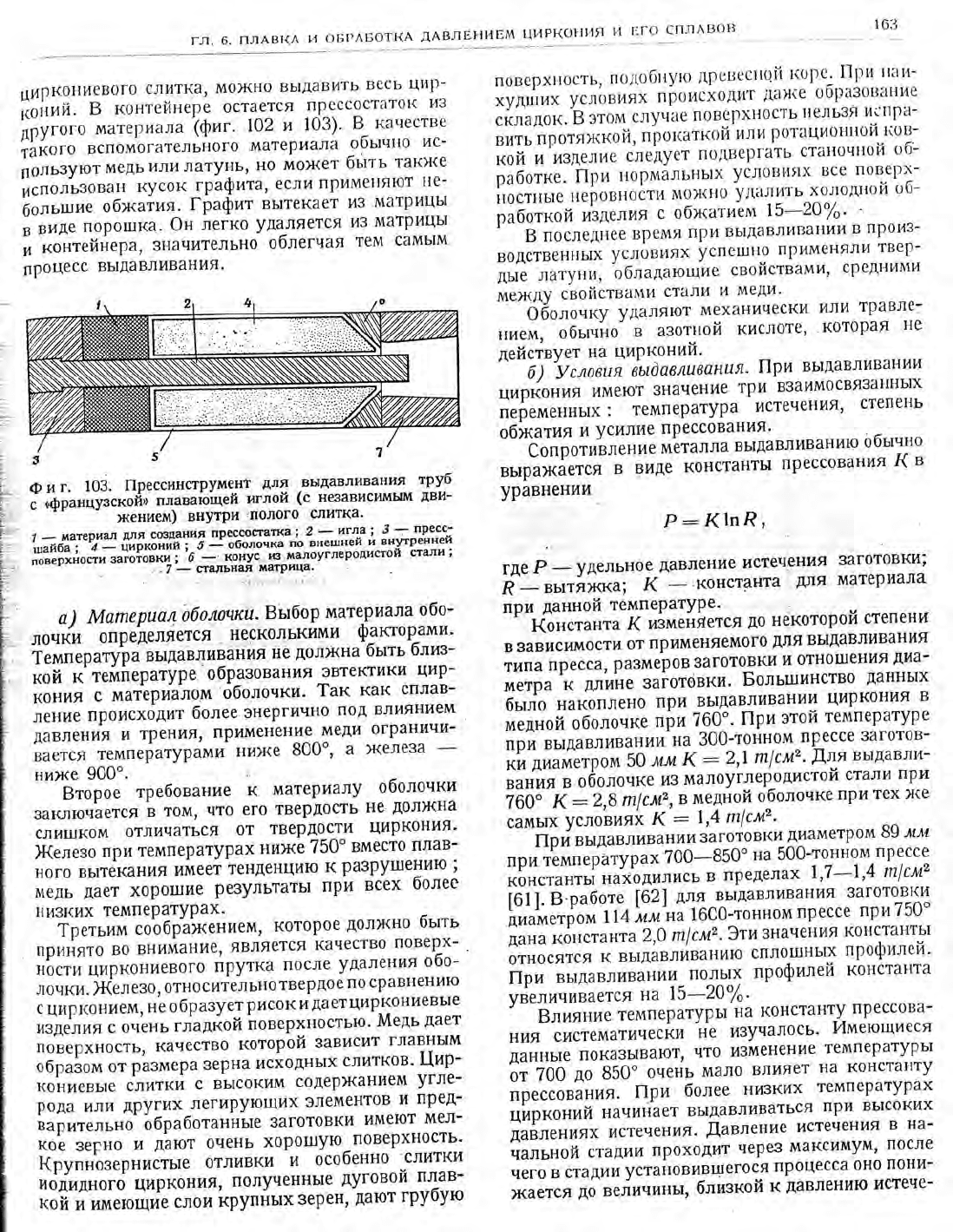
Ф
и
г. 102. ||рессинструмент
с
конической матрицей
(слева)
и
конусом
из малоуглеродистой
стали
(справа).
7
._
контейнер
;
2
-
пуансоп;
3
_
матер91ал
для
созданияпресс_
остатка;
4
-
цг:рконий1
5_оболовка'
6_ коническаямат-
рътца;
7
._
матрица;
8- конус }ц| малоуглерод'4стоп,
с1ал'4.
||ри полуне
нии тру
б вь|давливанием
3аг0товку
(гшашку)
нужно 0тливать полой
или пр0сверли-
вать
;
успешног0
способа
пр01шивки
разработать
не
удал0сь.
3атем
заготовку
покрь|вают
оболоч-
кой
снарухси и и3нутри
из соответствующего
ма-
териала
и
пр0изв0дят
обь:чное вь|давливание
трубьт
(фиг.
103).
(огда
впервь|е бь:л полуиен
цирконий,
его
ст0им0сть
вь|звала
необходимость
сних<ения
отх0д0в
д0
минимума.
|!омещая
в
к0нтейнер
не-
большую
заг0т0вку
из
дешевог0
материала
пота!|'|
гл.
6.
плАвкА
и
оБРАБоткА
дАвлвнивм
циРк0ния
|4
г:го
сг!лАвов
1
б:]
|"д
'!иркониев0го
слитка'
можно
вь|давить
весь
цир-
}онигц.
Б контейнере
остается
п^рессостат0к
и3
|ругого
материала
(фиг.
102
и
103)'
Б
качестве
?)й'''
вспомогателЁйого
материала
99ь:нн9,-'^-
п0льзуют
медь
или латунь'
но
может
бьтть
так>ке
йспол1зован
кус0к
]'рафита,
если
применяют
|1е_
б'л,''.
0б)катия.
[рафит
вь1текает
и3
матриць|
й
,"д.
пор0шка.
Фн
легко
удаляется
из
матриць]
й
контеййера'
значительно
облегчая
тем
самь|м
пР0цесс
вь1давливания'
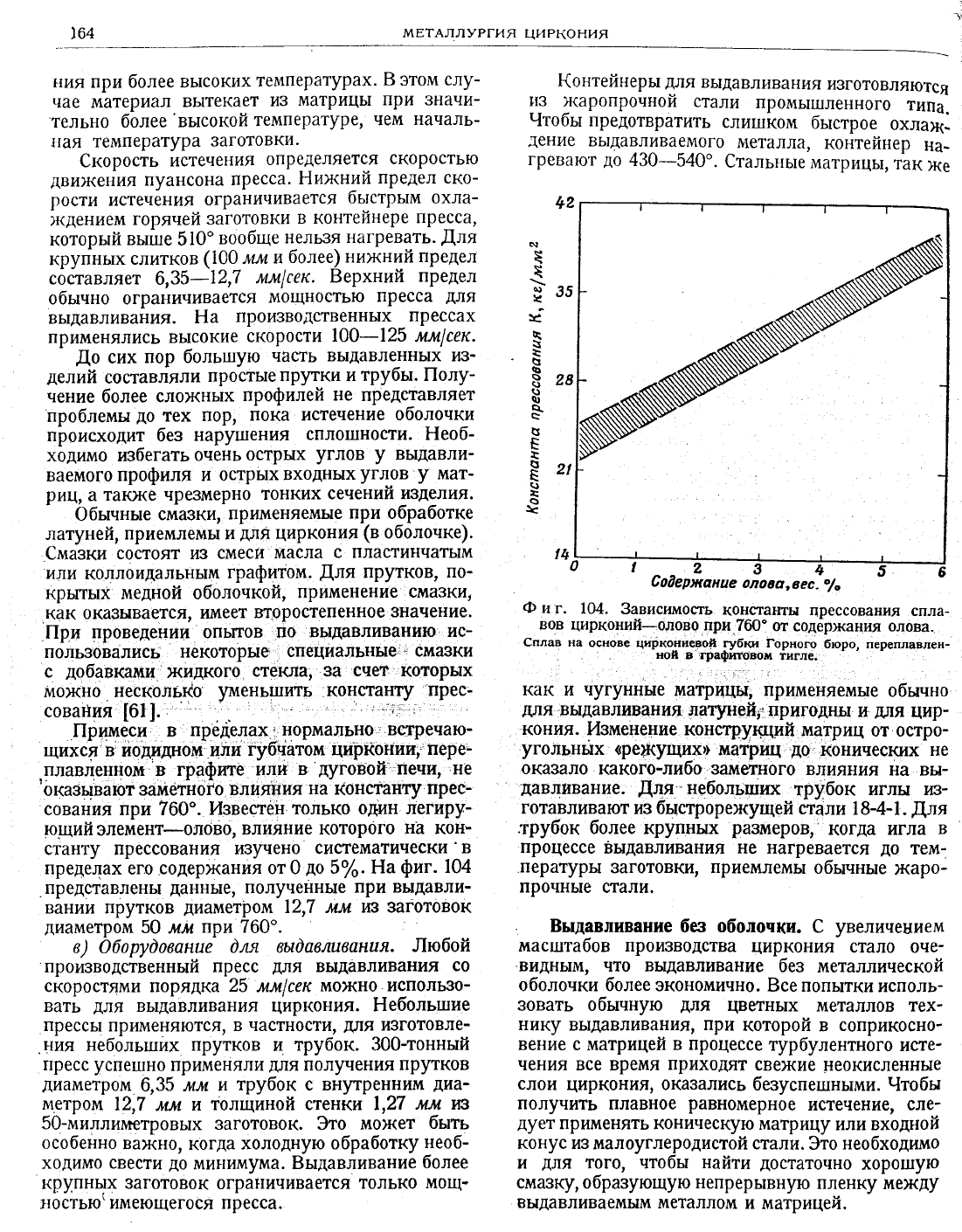
Ф
и
г.
105.
|!рессинструм9щ
дл1
.выдавли11-1|т__
т:9
] й,ан,узскойл
плавай!цей
иглой
(с независимым дви-
''
>кением)
внутри
п0лого
спитка'
1
-
матеруал р:тя
св\анця
прессэстатка-;-
2---.!!!,?;
3:_п-Р-99_с.]
дзайба 1
4
_
цирконии ;
_
5
_!
оболонка
по
вне['цней
и
внутреннеи
повеожости
заготовки'
'-_'
ц9рус_и:}'малоуглеродистой
стали
;
|!99уЁ-ф.9----
__
-
-.7._ с1а4ьная
матрица.
а)
А4апер!1ал
0б0л0чкш.
Быбог
_ч-атериала
об0-
лочл(и
0пределяется
несколькими
Ф:1ч:Ру.:'
1емперацра
выдавливания
не
должна
0ь1ть
олиз-
кой
к
теййературе
обр9{0Рания€втектики
цир_
['!"я
с
матери1йом
об0л0чки'
так
как
сплав_
ление
происходит
более
энергично
под
влиянием
давления
и
трения'
применени€^}еди
ограничи-
вается
температурами
ниже
300",
а )келеза
-
ни)ке
900'.
""'ь;.р*
треб0вание
к
материалу
оболочки
заключ}ется
в
том'
что
его
тверд0сть
не
должна
сли1шк0м
отличаться
от
тверд0-сти циркония'
Ёелезо
при
температурах
ни)ке
750"
вместо
плав-
ного вь1текания
имеет
тенденцию
к
разрушению
;
;;;;;;;
1'р'''.
результать1
при
всех
более
низких
температурах.
"
"
т;;;й_
6'Б6р'''й."ием'
к0т0р0е
дол}кно
бь|ть
приЁято
в0
внимание'
является
качество
п0верх-
'
н0сти
цирк0ниевого
йрутка
п0сле
уАаления
обо-
лочки.
Ёелезо,
отн0
сительн0
тверд0е
по
сравнению
с
цирконием,
не образует
рис0к
и
даетцир-ч0ниевь|е
изделия
с
о1{ень
гладйой'поверхностью'
медь
дает
поверхность'
качество
которой
зависит
главнь1м
обра}ом от
р}змера
зерна
исхоАньж
_слитков'
!-[ир_
к0ниевь|е
слитки
с
вь|с0ким
содер)канием
угле-
рода
или
других
легирующих
элемент0в
и
пред-
!арительно' 6бработанньте
3аготовки
имеют
мел-
ко|
зерно
и
дают
очень
х0р0шую-поверх110сть'
(рупн|зернисть|е
отливки
и
особенно
'слитки
иодидного
циркония'
полученнь1е
Ауговой
плав-
кой
и
имеющие
слои
?рупйых
зерен'
дают
грубую
по
вер
х
!'| 0 сть,
п о,цо
б:-гу
п0
др
ев
ес
1
1
-о
й
:::
р.:;.|1',:
]'::::
хупйих усл0виях
пр0исходит
даи(е
00раз0ва}{ие
сй'адок.
в этом
случае
поверхн0сть
|1ель3я
испра-
;;;;;;й;ж
ко
й,
п
р
о каткой'ил
и
р0та
цион
но й
л<ов_
кой
и
изделие
следует
подвергать
статточт:ой
об-
работке.
|1ри
:лормальнь[х
усл0в|'1ях
все
п0верх-
||0стнь|е
нер0вности
можн0
удалить;,олодной
об-
рйоо{*'и
и}делия
с
обжатием
|5-2о%'
'
Б
последнее
время
пРи
вь|давливании
в
пр0из-
в0дственнь1х
условиях
успешн0
применяли
твер-
д,|-
','у"и,
обладающие
свойствами'
сред|-!ими
между
свойствапти
стали
и
меди'
о+5',',ку
удаляют
механически
или
травле-
,"*й'
обь:чно"
в
азотной
кисл0те'
'к0т0рая
не
пействует
на
цирконий'
'
б)
у'',,,"
вьа0авла;ваншя'
|1ри
вь|давливании
цирйон"я
имеют
3начение
три
взаимосвязаннь|х
переменнь:х:
температура
истечения'
степень
обжатия
14
усилие
прессования'
€опротивление
металла
вь|давливанию
обь:чно
вь}ражается
в
вид;
к0нстанты
прессования
/{
в
уравнении
гпе
Р
:*
9!,€.}1БнФе
давленйе
истечения
заг0товки;
Ё-
",''й'^ка;
к
_:(Фн€13Ёта
!!А
материала
при
данной
температуре'
""'6;;;;йта
(
иёмей!ется
до
некоторой
степени
в
зависимости
от
применяемог0
для
вь|давливания
типа
пресса,
размеровзаготовки
и
отн-01шения
\иа-
метра'к дли!ле
заготовки.
Большинст,'
ц1!1"'1
бь:ло
накоплено
при
вь|давливани14
цирк0ния
в
йедной
оболочке
при
7_6-0^''
[{ри
этой
температуре
пои
вь|давливании
на
300-тонном
прессе
заг0т0в-
;й';;й;ром
50
мм
1(:2,|
п|см2'
Аля
вьтдавли-
;й;
,
о+3о'о,ке
из
мал0углеф'опистой
стали
при
тоо"
к
:2,8
п|см2,
в медной
оболочке
при
тех
же
самь!х
условиях
!(
:
1,4
п|сл2'
||ри
выдав
л!4ваниизаготовки
диаметр0м
89 мм
при
"|мп.р?:црах
700-850"
на
500_тонн0м
прессе
к0нстанть|
находились
в
пределах
|,7-1'4
п|
сл2
161]. Б'оаботе [621
для
вь1давливания
заг0т0вки
!;;ы;1'{ц
'''"'
16!0_тонном
прессе
при
750"
?'",
к'"''анта
2,|
п|см2'
3ти
значения
к0нстанть[
относятся
к
вьтдавлйванию
сплошнь!х
профилей'
|1ри
вьлдав
ливании
п0д-ь1т
профилей
константа
уЁе'",'"'а.тся
на
|5-20%'
"
Р,лияние
температурь|
на
к0нстанту
прессова-
ния
систематичесйи
не
изуналось'
|4меющиеся
данньте
показь|вают'
что
изменение-температурь|
Б{
тоо
до
850"
0чень
мал0
влияет
на
к0нстанту
йрес.ов1""я.
|1ри
более
низких
температурах
цйрконии
начийает
вь|давливаться
при
вь|соких
даЁлениях
истечения.
.[авление
истечения
в
на-
чальной
ста\ии
пр0ходит
через
максимум'
'п0сле
чего
в
стадии
устайовивщег0ся
процесса
0но
п0ни-
жается до
величиньт,
близкой
к
давлению
истече-
!64
мвтАллуРгия
циРкония
11ия
пр:;4 более
высоких
температурах.
Б
этом
слу_
чае
материал
вь1текает
и3
матриць!
при
3начи-
'тельно
более
'вьтсокой
температуре'
чем
началь-
.|1ая
температура
заг0т0вки.
€корость
истечения
определяется
скоростью
дви}+(ения
пуансона
пресса.
Бих<ний
предел ско-
рости
истечения
ограничивается
бьлстрь|м охла-
йдением
горяней заг0т0вки
в
контей:нере
пресса'
которьлй
вь||'пе
510'
вообще
нельзя
нагревать.
.[ля
круйньтх
слитков
(\00 лсл
и
более)
ни>кний
предел
со6тавляет
6,35-|2,7
мм|сек.
Берхний
предел
обь:чно ограничивается
мощн0стью
пресса
для
вь1давливания.
Ёа
прои3водственнь|х
прессах
применялись
вь|сокие
ск0рости
100-125 мл|сек.
.!,о
сих
пор большую
часть
выдавленнь|х из_
делий
составляли
прость|епрутки
и трубы. ||олу-
чение
более
сло)кнь|х
профилей
не
представляет
проблемы
до
тех
пор'
пока истечение
оболочки
происходит
без
нарушения
спло|шности.
Ёеоб-
ходимо избегать
0чень
острых
углов у
вь|давли-
ваемого
профиля и
острь|хвходныхуглов
у
мат-
риц,
а
так)ке чрезмерно
тонких
сечений и3делия.
-
Фбь:чнь:е
сма3ки'
применяемые
при
обработке
латуней,
приемлемь| и
АлЁ циркония
(в
оболонке).
€мазки
состоят из
смеси
масла
с пластинчать|м
или
к0ллоидальнь|м
графитом.
.(ля
прутков'
по-
крь[ть1х медной оболонкой,
применение
сма3ки,
как
0казывается,
имеет
втрростепенное
значение.
|1ри
цроведении
опьттов
по выдавливанию
ис-
поль3овалисБ некоторь|е,
специальные.|,
сма3ки
с
добавками
>кидкого
стек.}1а'
за счет
которь!х
мо)кно несколь(о
уменьшить
.констанц.
!|!0€:
соваЁия
[61].
||рцмеси,'
в'
предел1х!нормально
встречаю-
щихся'
в' йодиш+ом
илй
губиатом
шир:(9.ции;"
пере.
,плавленном
в
графггё
или
в
АуговоЁ'.печи',не
'ока3ь|вают
заметного
в лиян\4я
на
констант
прес-
сой]й"я при ?60".
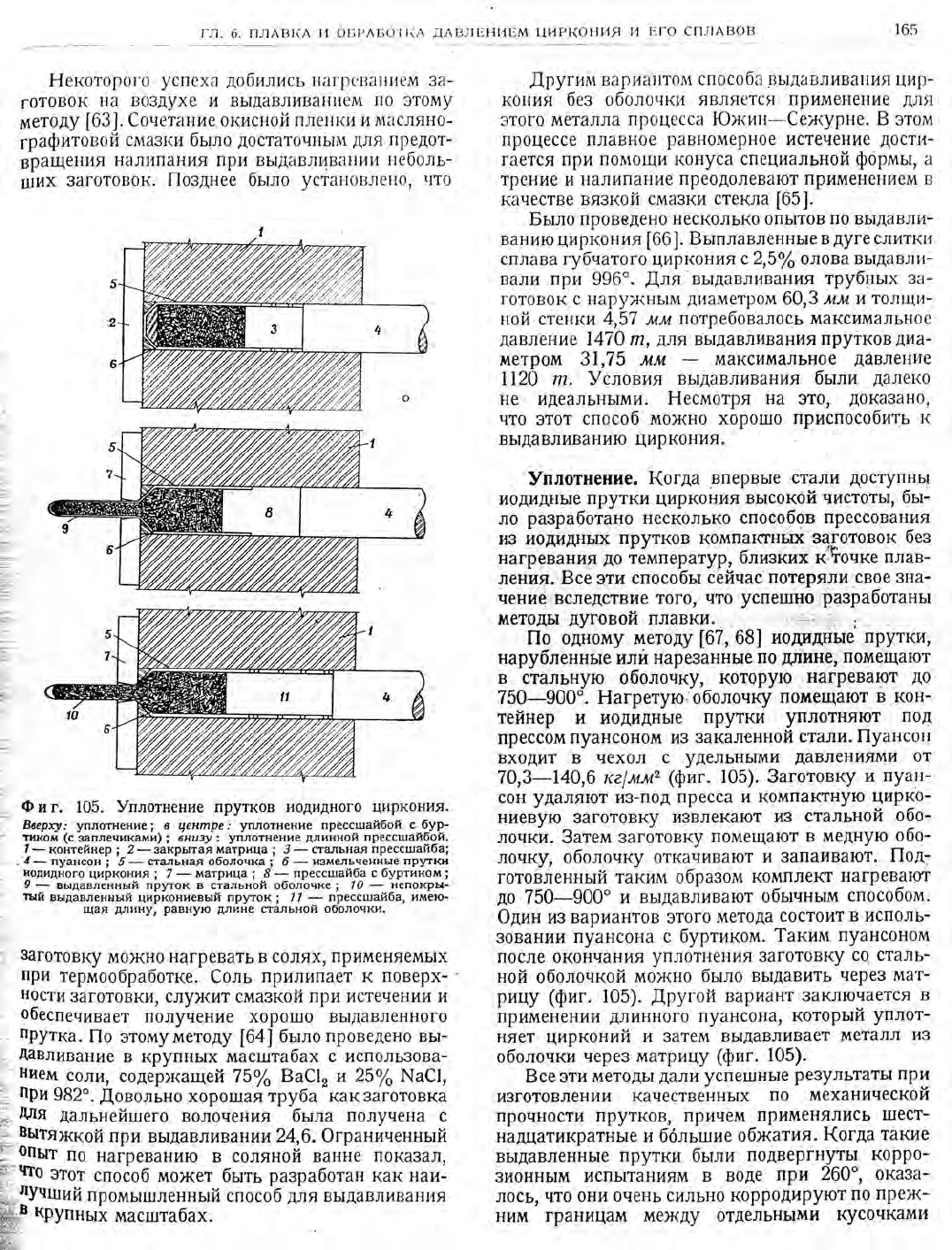
йзвестен
только одйн {егйру-
ющий
элемент_олово,
влияние
которого
на
кон-
станту прессования
изг!ено
систематически
'в
пределах
его
содер}(ания
от 0
по
5о/,. Ёа
фиг.
104
.
представлень[
даннь1е'
получ^еннь|е
при
в{Аав,пи'-
вании прутков
диаметром
|2,7 мА4
к} заготовок
диаметр0м
5о
л,!14
при 760'.
:
в) Фбору0ованше
0ля
вы0авлцвант:я.
.[юбой
пр0изв0дственньпй пресс
для
вь|давл\4ван\4я
со
скоростями порядка
25
мл|сек
можно.
использо-
вать
для
вь1давливания
циркония.
Ёебольшие
прессь|
при1у1еняются'
в частности'
для
изготовле_
.ния
небольших
прутк0в
и
трубок. 300-тонный
пресс
успе'!|но
применяли
для
получения
пругков
диаметр0м
6,35
мм
и
трубок с внугренн\4м
\иа-
метром
\2,7
мл
и
толщиной стенки |,27
мм тв
50-миллиттлетровь|х
заготовок. }то мохсет
быть
особенно
вах(но,
когда
холодную обработку
необ-
х0дим0
свести
до
ми![имума.
8ьтдавливание
более
крупнь]х
заготовок
огра!|ичивается
только
мощ-
}|остью' имеющег0ся пресса.
(онтейнерь|
цля
вь1давливания
и3г0т0вляются
9тобьт предотвратить
слитшйом
бьтстрое
охлаж-
дение
вь|давливаемог0
]!1еталла'
контейнер
на-
греваю'г
до
430-540".
€тальгть:е
матриць1'
так
же
Ф
и
г.
104.
3ависимость
конста}лгы
црессовану'я
спла-
вов
цирконий_олово
при
7Ф'
от
сод6рх<ан||я олова.
сплав на
оскове
циркояиевой
гу6го.: горного
бюро, переплавлен_
ноп
в граф}{говом
тнгле.
как
и чугунные
матрццщ применяемьте
обычно
д'|я
вь|давливания:
лац/не_йэ:
{]Риг6АнЁ|
*
д]!я
цир-
кония. 14зменение
конструкций
матриц
от остро-
угольн*х
(режущих}
матриц
до
кбнических
не
ока3ало
какого-либо
заметного
влияния
йа
вы-
давливание.
.['ля;-неболь:ших
трубок
иглы |*}_
готавливают
из быстроре>кущей
стали
1 8-4_[.,[ля
трубок
более крупн},л{
размеров,
когда
игла
в
процессе
выдавливания не нагревается
до
тем-
.пературь!
загот0вки' приемлемь|
обычные
)каро-
прочнь|е
стали.
.
Быдавлива[!ие
без
оболочки.
с
увеличе8ием
масгштабов
прои3водства
цирк0ния
стало
оче-
видным' что вьцавливание
без металлической
о
болочки
более экономично.
Б се попь:тк
14 |4спо ль-
зовать обынную
для
цветнь|х
металл0в тех-
нику
вь|давл!4вания' при
которой в
соприкосно-
вение
с матрицей
в пр0цессе
турбулентн0го
исте-
чения все время
прих0дят
свежие
}|е0кисленные
слои
циркония,
оказались
безуспешнь[ми.
9тобы
получить
плавное
равномерное
истечение' сле-
дует
применять коническую
матрицу
или входной
конус и3
мал оуглеродистой стали.
3то
необходимо
'1
для
того' чтобьт
найти
достат0чно
хор0шую
смазку' образуюшую
непрерь1вную
пленку межА}
выдавливаемым
металл0м
и
матрицей.
гл.
6. плАвкА
'.|
оБг,^Бо1'|(.А
дАв.']вн|.'в^1 циРкону1я
и
вго сп'|Авов
165
*,'
Ф
и г. 105.
9плотнение прутков иодидного
циркония.
&ерх3г.'
уплотнение;
в
цен.пре: уплотнение
пресс1цайбой
с
буР-
''
тиком (с
заплевикал*и)
;
внцзу:
),плотнение
длинной
прессц]айбой.
/
_
контейнер
]
2
_
3акрытая
матрица
;
3
_
ста]'ьная
прессш:айба;
.
4
_
пуансон
1
5
-
сгальная оболочка
;
6
_
измельченные
прутки
иодидного
циркония
;
7_матрица
;
8_пресспшайба
с буртиком;
9
_
выдавленнь'й пругок
в стальной оболочке
'
70
_
непокры_
1'ъ[й
выдавленный
цирковиевь|й
пругок
'
77
-
пресс|шайба,
име!о-
щая
\л'111у'
равную
длине
ста'!ьной оболочки.
,
':
3?|0}03(у
м0жн0
нагревать в солях' применяемь|х
при
терм00браб0тке.
с0ль
прилипает
к
п0верх-
н0сти
3аг0т0вки,
слу)|(ит сма3кой
при истечении!1
00еспечивает
п0лучение
х0р0шо
вь1давленн0го
прутка.
||о этомумет0ду
[64]
бьтло пр0ведено
вь|-
"'
давливание
в
крупнь|х мас1птабах
с использ0ва-
,.'
1{ием
с0ли'
с0дер)кащей 75о/' ва(\, и
25оА
[х[а€|,
;;
при
932'.
[овольн0
хорошая труба какзаг0товка
;.
д'!я
дальней11]ег0
волочения бьлла
получена с
|.*
вытя
ц.'й п
р
и вьтдавлива
ну\\4 24,6.
Ф
гра нииеннь:й
1'9пы.
по
наЁреванию
в
с0лян0й ванне
п0ка3ал'
Ё';т0
этот
сп0ё0б
м0жет
быть
разработан
как
наи-
[лучший
промь[шленньлй
способ
д|я
вь:давл иван11я
м.в
крупнь|х
масштабах.
шд'_
&1
Ёекоторо:'0
успеха
добились
}{агрева|!]{е}}{ за-
готов0к
на
в0здухе
и вь|давливанием
по эт0му
методу
[63].
[онетание 0кисн0й
пленки и
^/[аслян0_
графитов0й
смазки
бь:ло
достат0чнь|д{
для
предот-
врашения
налилания при вь|дав лива\,ии
г:еболь-
ших
заг0т0в0к.
п0зднее
бь|ло
уста]10влено'
(]то
,[р
угим
ва
р
иа
}1то^1
с п
0
с0 ба в ь|да вл
ива
11ия
цир
-
к0ния
без оболочки является
прим0не!{ие
д.,|я
эт0г0 металла
пр0цесса [Фх<ин-[е>курне. 3 этом
пр0цессе плавное
равн0мерн0е
истечение
дости-
гается при пом0щи к0нуса
специальной
формьт,
а
трение |1 |1алипа|1ие
преод0левают
применением
в
качестве
вя3к0й
смазки стекла
[65].
Бьтло
пров0дено несколько 0пь|тов
п0 вь|давли-
ванию
цирк0ния
[66 ].
Бьтплавленные в
дуге
слитк}.т
сплава губчат0го
циркония
с2,5о/,
ол0ва
вь|давли-
вали
при
996".
,(ля
вь|давливания
трубнь|х за-
гот0в0к с
нару)кнь]м
диаметр0м
60,3
]4м
и толщи-
гпой
стенки
4,57
лм
потреб0вал0сь максимальн0е
давление
1470 п,
для
вь|давливания
пру|ков
диа-
метром
31,75 мла
максимальное
давление
\|20 п. }словия
вь|давливания бьтли
далек0
не идеальнь1ми.
Ёесмотря
на
это'
доказан0'
что этот
способ м0}кно хор0ш0
приспос0бить к
вьтдавливанию
цирк0ния.
.
}плотнение.
к0гда
Рпервь!е
стали
доступнь1
иодидг|ь1е
прутки
цирк0ния
вь1сокой
нистотьл,
бь:-
ло
раФаботано
несколько способ9ц
прессования
и3 иодидных
прутк0в
к0мпактнБп(
заготовок бе3
нагревания
до
температур'
0лизких кточке
плав-
ленйя.
8се
эти
способьп
сейчас
потеряли свое
3на-
чение вследствие
тог0' что
успешно
ра3работань|
методы
дуговой
плавки.
.
._.
.:-
;
||о одн0му
методу
[67'
68]
иод|{дпь|е
прутки'
нарубленнь:е
илй
нарезаннь|е
по
д'|ине'
помещают
в стальную
оболочку' кот0рую
нагревают
до
750-900'.
Ёагретую.оболочку
помещают
в кон-
тейнер
1,1 иодиднь1е
прутки
уплотняют
под
прессом
пуанс0ном из
закаленн0й
стали. |1уансо::
входит в чехол с
удельнь|ми
давлениями
0т
70,3-140,6 ке|лм2
(фиг.
105).
3аготовку
и
пуа!{-
сон
удаляют
!*}-под
пресса и к0мпактную
цирко_
ниевую 3аготовку
извлекают
из
стальн0й
обо:
л0чки. 3атем
загот0вку
помещают
в ме!'н}ю
об0:
л0чку' оболонку
откачивают
и запаивают.
п0д_
г0товленнь!й таким 0бразом
комплект
нагрева[сг
до
750-900"
и вьтдавливают
обьтчньтм
сп0с0бом.
Фдин из
вариант0в эт0го
метода
состоит
в исп0ль-
з0вании пуансона
с буртиком.1аким
пуанс0ном
после
0к0нчания
упл0тнения
заг0товку
€Ф
€13лБ-
ной
об0лочкой
можно
бьтло вьтдавить
через
мат_
рицу
(фиг.
105).
.(руг0й
вариант
зак.,1ючается
в
применении
длинн0г0
пуанс0на'
которь:й
упл0т-
няет
цирконий
и затем
вь|давливает
металл
и3
об0л0чки
через
матрицу
(фиг. 105).
Бсе эти
методь|
дали
успешнь1е
ре3ультать|
при
изготовлении качественнь|х
по
механическ0й
пр0чности
прутк0в' причем
применялись
шест-
надцатикратнь|е
и б6льшие
обх<атия.
(огда
такие
вь|давленнь1е
прутки
бьтли
подвергнугь1
к0рр0-
зионнь|м
испь|таниям в
в0де
при
260', оказа_
л0сь' что
они очень сильн0 корродируют
по
преж-
ним границам
между
отдельнь|ми
ку-сочкам}{
166
мвтАллуРгия
циРкония
иодиднь|х прутков. ||ри
нащевании
вь|давлен ного
прутка
в
вакууме
по крайней
мере
до
1000'в
течение
1
часа
поверхностные
загрязнения по
границам ме}[(ду
отдельнь|ми
кусочками
раство-
ряются.
|!осле
такой
обработки
пруток
имеет
корро3ионную
стойкость,
бли3кую
к коррози0н-
ной сто йкости
п ерв0
начальнь!х иодиднь|х
прутк0в.
3тот способ
успел.шно
применяли также
для
п0-
лучения к0мпактнь1х
пргков
и3
порошка
и губ-
чатого
цирк0ния'
если летучие
комп0ненть1
пред-
варительн0
удалялись
нагреванием
в вакууме
[69,70].
Разработан и
другой
мет0д вь!давливания
или
уплотнения[2|,
в
котором
инструменть|
для
вь{-
давливани
я
бьтли изг0т0вленьл из графита
-
Анстру
-
менть!
и
металл
нагревали
до
1600'в
атмосфере
аргона. 9дельное
давление
прессования
при
1600" (при вытяжке'
равной
6)
бьпло
140,6 ке| см2.
(ачество
полученнь[х заготовок и прутков
бьтло
близко
к качеству
и3делий,
получаемь!х
при ни3_
ких
температурах и высоких
давлениях.
РотАционнАя
ковкА
/!евенспейн]
|1ри
ротационной
ковке
{|ва
|1л|1четыре
бойка,
вращаясь
вокруп обрабать:ваемой
детали,
быстро
сближаются
и
расходятся.
1аким образом,
благо-
даря
сочетанию
ковки
и оса)кивания происходит
уменьшение
диаметРа
обрабатываемой
детали.
8
основном
этот
мётод
применяли
для
3аостре_
н|4я
у1л14
уменьшения
диамеща
концов
прутков
илптруб.
}ют
метод обычно не
считается
эконо_
мичным'д:я
обработки
полуфабрикатов
в
боль_
ших
количествах. Ротационную
ковку"
более
:ши_
роко
применяют
ш|я циркония,
так
как она
дает
во3мо){Фость
обрабатывать
1{3делу1я с
очень ма_
лым
трение}1'
вследствие чего
устраняется
нали-
пание.
Ротационная
ковка
так}ке
очень
}Аобна
лля
лабораторной
работы.
€тепень
деформации
на холоду за
кая<дый
проход[61]
-
\о-15о/о,
причем
она ограничи-
вается
главным
образом
ус|!лием'
необходимь:м
для
подачи
прутка
в ма!шину..(ля меньгпих прут_
ков
(Аиаметром
!2,7
.
6,35
мм)
возмо}кнь| об>катия
до
58о|, х0тя при
больгших об>катиях
и3дел!4я,
по-видим0му'
упрочняются
бьлстрее.
[-|иркониевь1е
иодиднь|е прутки
или заготовки
вьлсокой
чистоть|'
вь|плавленнь|е
в
дуге'
мо}кн0
ковать на
холоду
почти неограниченно.
Фднако
р0тационная
к0вка
мо}кет привести
к
образова-
|{ию
в
це}!тре
прутка характерного
звездообраз_
тпого
дефекта
[61].
Фбь:нно суммарная
степень
де-
формации
ме>кА!
отжигами составляет 50-60%
[61|.
|,1з-за
присутствия
уг]|ерода
или газообраз-
||ь|х
примесей,
п0вь:тшаю1ших твердость
&ь
более
90,
материал
обьпч}ло
[|е.,]ьзя
}(0вать
|!а
х0л0ду.
циальной
к0нструкции бойков
для
цирко"""
не*
проводил0сь.
Фбьтчно
считают'
что
х(елательнц3
более
длиннь|е
рабоиие
пояски
и плавнь|е
пере-;{
.
ходь|.
[ля
обь:иной
ротационной
ковки
цирйо-
]
Б таких случаях'
однако'
мо)кно
произво
к0вку
при повь||шенных
температурах
(окол!
400).
Рдинственньтй
сплав,
которьлй бь:.:|
поЁ
вергнут
р0таци0нн0й
ковке
в значительнь1х
гптабах,
-
эт0
сплав
циркония
с 1,5-2
вес.
ол0ва.
3тот
спл.ав
куется
ца
х-олоду намног-о
тру!1
нее'
чем
чистьлй металл.
(,99$тцахФт,
что
обж|Ёия
п1ех{ду
0тжигами ограничень|
30-50%.
Фбширньтх
исслед0ваний
по
разработке
спь
ниевь[х
прутков
никаких
специальнь|х
смазок
не.!
требуется.
$
.
волочвнив
пРутков
и
пРоволоки
]1евенспейн
:;
*
ния
нер)кавеющей
стали'
хотя в'настоящее
время
меха!|ические
свойства.циркония
вБпсокой
чист0ты
значительно
приблизились
к свойствам меди-
€пособность
цирконпя
к
налипанию
или схва_
тыванию
с
материалФш;Б@лФ1Ф|:
'
делает
цирконий
';
более
трудно
обрабатываемым'
чец нерх(аЁеющая':.
сталь
или медь.
€тандарптыесма3ки,
применяе-
:
мые'д][я
волочения
промь!ш!]'е"ц*.ш)*'сплавов;
ока-
3ались
неудовлетвор'.'телБнь{м]ЁЁтак
как
малейгшее
соприкосновение
цирко[|:{я.е
поверхноетью
воло_
ки
вызывает
схвать|ван|{е
Ё обрцв.цроволоки. Фд_
нако
было
разработано
нескс]льйо
специальных
сма3ок
и приемов
сма3ывания'
к0торне
по3воляют
легко
осуществить
волочение.
Было
разработано
несколько
специальных
составов
для
волочения
с
использованием прево-
сходных
сма3очнь|х
свойств
дисульфида
молиб_
дена
(моликот).
3тот материал
смешивают с лаком
с
добавлсами
14ли
без
добавок
окиси свинца или
коллоидального
графита.
}рулности' свя3анные
с налипанием'
полностью
во
всех случаях
не
преод0леваются'
если значительно
не
умень1|]ить
обьлчнь:е
пр0мь]!шленные
скорости
волочения.
8
качестве
0сновь|
для
промь|!шлен!{ь!х
сма30к
применяется
п0крь|тие,
п0лученное
погру}кением
цирк0ния
в водньлй
раств0р'
содер}кащий
0,1-0,5
объемн.
о,1'
плавиковой
кислотьп
и 1 о6ъемн.
'/,
ортофосфорглой
кислоты.
3то
покрь[тие
в сочета-
ъ\ии
с такими индустриальнь|ми
смазками'
как
хлорир0ва}|н0е
масло
\4ли
сма3ки на мьтльной
основе'
при в0лочении
дал0
х0р0шие
результа-
тьг[71].
9ловлетворительнь|е
результать[
дает
легк0е
окисление поверхности
прутка
или
про_
вол0ки в
с0чета|||{и
с и!|.1устриальной
смазкой или
.;
!
йз
циркониевых
иодидных
пругков'
выдав-,€
леннь1х
или
катань|х заготовок
мо}кно
тянуть-$
прутки
и
провол0ку.
параметры
волочен|{я
цир_
]
кония' обычно
сравнивали
с
параметрами
волове_
;
^,^,.-;+
--^--
:
гл.
6.
плАвкА
и
оБРАБ(-)ткА
дАвлвнивм
циРкония
и
вго сплАвов
167
специальнь!м
вол0чильнь|л1
составом
при воло-
че\1ии
с очень
маль|ми об>катиями
(менее
\оо/)
и
очень
ни3кими
скор0стями. 3тот метод'
однако'
пРиводит
к
увеличению
хрупк0сти
в
результате
окисле|{ия'
что
делает
его мал0
пригоднь!м.
.]!1еталлическое
медн0е
п0крь|тие'
нанесенное
электролитически
на пруток' или медн0е
покрь[тие'
полуненное
в
результате
выдавливания
в 0б0-
л0чке'
мо}кет
применяться
как
идеальная
смазка.
||ри
волонении
с медным
покрь|тием
отсутствует
оЁранииение
ск0р0сти вол0чения.
Б слунае
по-
-:-
крытия'
полученного
вь|давливанием'-
медь
так)ке
с1ужит
в качестве
защить[
от атмосферь|
в
про-
*
це!:се
отжига.
}то позволяет
произв0дить
отжиг
:.
в
промы!шленных_
печах на в0здухе
при
нормаль_
;
г'ь,х
условиях.
]!1едные электролитические
по-
: крь|тйя
обычно
недостаточно
плотнь|'
чт0бь|
#
о6еспечить
такую з:1щиту. 3ле:<тролитическая
*]
медь
остается
на
прутке после
поцедней
протя}(-
*
ки
и
3атем
удаляется
химически.
1ак как
в
таком
я
слрае
!|9$Ё1[{0',.:9!езвы$айно
тонкое'
цирко_
*
нутй
под
ним
имеет
очень хорошую.поверхность.
Ё$:,3начительно.
более':,,толстые
выдавленные
по_
Р
крьлтия
обычно
-.удаляют
химит.ески,
перед
по_
Б
слешдей
протяжкоЁ;_ ||ри этом:''шя
'получения
$
хорошей
поверхности и
точных
допусков
приме_
*.
няют
сма3ку
моликот-
г
||ршгст
1олочат
с
об>катйями
3а
проход
10_
*
15%
с суммарным
обжатием.между
отжигами
; до
б0%.
Фбычно
нухшо волочить
проволоку
с
[,
обжатием
по калибру
1/,
фирмы:
кБраун
энд
|
шарпи>
(за
прохоп
10%).и_9удмзРным
обжатием
.
до
от>кига
примерно
50/'
[61].
йожно
в0лочить
}
проволоку
до
мень|ших
ра3меров
(лиаметром
менее 0,76
мм)
без отя<ига
неограниченно.
Адя
циркония
применяли
стандартнь|е
в0локи
- из
стали.или карбидов.
(арбиднь|е
в0локизна-
чите.]1ьно
умень|!|ают
проблему
трения и
износа.
Фг:и предйонитаются
в
тех случаях'
к0гда
требу-
.
ются
большие
количества
изделий.
метал.]]а
такой
Разд{ер
зерг[а
достигаетс':
холодно[:
прокаткой
заготовки
с
суммар!{ь|й
об;катием
40о/'
и
от}киг0м
в соляной
ванне
между 600
и
650'.
3аготовки,
прокатаннь|е
вгорячую
}{а
в()здухе'
перед вьлтя>ккой
тщательно очищали.
-]-|юбь:е
следь[
шлифовки
или механической обработки
нужн0
удалять'
так
как
они'
по-видимому' вь|зь!-
вают
разрушение
в
процессе вь|тяжки.
'(ля
ус-
пешной
вь|тяжки
пре)кде
всего
необходим0 п0лу-
чить
пр0чно
свя3анную
с металлом 0кисную
пленку. Фт>киг
в соляной
ванне, содер)кащей
50%
карбоната
л\4тия
и 5Фо/.
карбоната
калия'
в тече-
ние
10-30
мин.
при
625-650"'дает
синюю окис-
ную
пленку. 9тх<иг
в
индукци0нной
или
пламен-
ной
печи при 760-815'
в течение
40 сек.
дает
белую
окисную
пленку'
к0торая
также 0ка3ь1вает
благоприятное
влияние
на вытяжку.
Бсякий
раз,
к0гда
эта
пленка
разру[шается'
происходит силь-
ное
налипание..|[оверх
окисн0го
слоя
рекомен-
дуется
в
качестве
сма3ки
воск
Ажонсона
150
'$/
или.смазка
на мыльной основе
(воар
Р
&6).
8сли
применяют
водные
растворы'
т0 3атем
пР0водят
су1шку
в печи. €цазка, которая
дает
хорошие
ре-
з}льтаты
без
ркисной
пленки,
содержит Ао/' мел-
ного порошка,,22о/'
плайобонд-цемента 14
ц'ь
ацетона.{73].
'
максймйь*ое',о6жатие,'бйопасно
достйгае-
мое
при
-св9ртць.$_9с-та!ддет:'ю-.
55%
д4ц
наи-
бол ее
качествен-н_0
гц тщате-л
ьн
о
п
одготовлен
н
о
го
металла.[]рп
}{!рцадьи0й
внтяжке
обжатия
со-
ставляют
лримеРн0 ю-35%.
||ри
вытяжке
без
утонения
м0жно
получить
значйтельньте
обжатий.
!'ля
чашки'
полуненной
с обх<атием
35о/',тнпинный
маршрут
вьттюкки
без
утонения
составлял
24
;
\3,9
;
5,7
;
6,2 и 6,7о/'.
3тот
маршР}т
дает
хоро1шие
ре3ультать{'
причем
суммарйое
<!б>катие
без отжига
составляет 65о/'.
Ёсли
Ёьшя}кка
с
утонением
дол1(на
бь:ть ограни;
чена'
то
при свертке
нужно обеспечить
с00твет-
ствующийза3ор
между
пуансоАом
и матрицей,так
кай
при
этой
операции
стенка
утолщается.
Аля
чистой
вытях(ки
с
гонением
предельн1я.лефор-
мация
3а
проход
составляет
примерно
30о/.
ипри
вь1тяжке
одновременно
через
несколько
в0лок
40-50%.
€очетанием
вь|тяжки
с
утонением
и
свертки
мо)|(но
получить суммарн0е
обжатие
до
65"/"
с единичнь|ми
обжатиями
порядка
з|%.
'|4звестно,
что
мень1шие
единичньле
обжатия
значительно
увеличивают
в0змо}кное
суммарное
обя<атие
перед от}киг0м.
(роме
того'
установлено'
что
радиусь|
3акругления
инструмента
д0лжнь|
бь:ть
увеличень|
по
сравнению
с
радиусами'
при-
меняемь|ми
для
латуни !,1
алюм|1ния
|73]'
(огда
применяется
тонкая
исходная
3аготовка'
вь|тя}{(-
ка
с
утонением
сводится
до
минимума.
Большие
суммарнь[е
обх<атия между
от}кигами
пом0гают
сни)кать
загря3нение
при 0тжигах
до
мини_
мальнь|х
значений.
Б
результате
работы,
пРФ-
1
глуБокАя
вь|тяжкА
и листовАя
тАмповкА
}1евенспейн
||очти
весь
опь|т'
накопленнь:й
по
-глубокой
вь!тя)кке
циркония'
бь:л полуяен
в
работе'
про-
веденной
по п0лучению стаканов
диаметр0м
от
25,4
до
38, | мл с
толщиной
стенки
от 0,38
до
|,5Ф
мм и
длиной
2оо-225 аам[72,73].
|!рименялся
как
губяать:й,
так
и иодиднь:й
ц|!рк0ний, переплавленньлй
в
луге.
[убиатьпй
ме-
талл
благодаря
своей наследственной
мелкозер-
нистости
оказался
для
этих
целей
более
п0дх0дя-
щим' чем иодидньтй
металл. Бообще
установлено'
что
ра3мер
3ерна
исходной 3аготовкц
д0шкен
ле-
жать
в
пределах 15-50 мк.3
случае
губиатого
|
!
тательной
машине'
п0лучень|
стакань|
длиной
р0таци0нную
правильную
машину
типа
м.д'|т.
]
2Ф3
млц. }{ебольтпие ларти|1
стакан0в
без
особьхх 3та машина вь13ь|вает
возникновение
о''!й''х
]
трулностей
бь:ли такх<е п0лучень|
на
бьхстроход-
9.кружнь|х
напряжений-на
повер'"ост"
'руй;
нь!х прессах.
?акие
напрях(ения
обьтчно нежелательнй
ц
:
особенно вреднь|'
к0гда в
качестве смазки,
пРои3водство
тРуБ
;:#чън;.
ж[|,"й"1*["'.,Р'*.Ё3'??}!!:
:
!\евенспейн
ствие
этих
напря)кений
всегда
0тстает на
такой
.
8олочение
труб. 8олочение'*
циркониевь,х
;3####?
{;#}Ё'*;#,1'"}?х#}:т*}-ж#;
труб представляет
те
же трудн0сти,
что
и вол0че-
или
пр0ст0
пропусканием
прутка
с трубои
йе_
ние прутк0в-;
для
устранения
их применяются
ск0лько
ра3
через
прокатнь:й
стан.
Б
результате
те
же
способь:.
}спешно получали
как сварные,
пр0исходит
незначительн0е
сплющивание
малых
]
так
и
цельнотянуть|е
трубы
всех
промь1шленнь|х
участков
трубьт,
благодаря
чему
увеличивается
.
ра3меров.
Бсли применяют
соответствующую
йериметр
т}уоьл,
что
п0зв0ляет
извлечь
0правку.
смазку'
изготовление
циркониевых
труб
не
пред_
Фправки слегка смазь|вают
масл0м.
(аки1_ли6о
ставляет
особь:х
трудностей
специальнь|х
смазочнь|х
веществ
для
сма3ки
|4сходньгм
материал0м
ш!я
производства
цир-
внутренйей
по"ерх'осй
'руо1-_.
'р.ф.}."._-*''
кониевь|х
труб
является вь|давленная
оесшовнЁя
'йат.ри!л
вьгёо(оа
чис|отьгмойно"волочить
с
]
1цц!ная
заготовка'
сварная
заготовка'
иногда
об>катиями3аодинпрох0ддо40}'.Более*ысокая,
просверленнь[е
иодиднь!е прутки.
8сли сварка
суммарная
степеньдеформации'достигается'
к0г-
производится
в
условиях'
исключающих
загряз-
да
единичньпе
обжатия
вьтдерживают
в
пределах
'
нение.,.
т0
при
волочении
никаких
особьлх-труА-
\5-2о%.
Фбычно суммарньте
степени
деформации
ностей
не
встречается.
?ак
как
обычно
требуё1ся
составлйют
6о-то;/".
Бсли при
ках<до* Ёротяя<ке
высокая
корро3ионная
стойкость,
большинство
принимают
специальнь|е
мерь| предосторо)кности'
труб
изготовляют
из вь|дав']|енн!гх
бесшовнь:х
т6
материал,
выплавленный
в'дуге,
йожно тя_
1_11о]'м:
||рим9няют
стандартнче
стальные
или
нрь
не6грайиченно.
Р1з
вьтдавленйой.
заготовки с
5арбидлые
волоки.
Ф
как9й:лиФ
специальной
вйе:пним
!цаметром
.|7,78
]1л4 и толщиной
стенки
.
99Р}.:9'ок!4'
|1л\4
угле
ко.нуе!;кото!ые
были
бь: 2,|4
пл;полрайи без
от>кига
трубы
ди;1метром
}3_199]19-
подходящимц
сведений
не
имеется.
4,2
лл
с толйиной,
8|€Ё[0{
о,254
}+м. прм гвгото_
'
мзршР.уты
волочения'вообще
со.стоят
из операций
влении
этих
труб
в
промышленных
условиях
ока-
:
9-сздок,
при
которых
наружный
диаметр
фень-
3алось
более'6конойичньтм
примЁнять
высок0-
'
шается
одновременно
с внутренним'
и вйяжек,
скоростное
волочение
с выдавленной
медной
обо_
]
&|кпючающихся
в
уменьшении
нару)кн0го
диа-
лонк0й,
которая
сл}ш(ит
в
качестве смазки
|13а-
'
у9т1 ]|р_и
по€тоянном
внутренней
-диаметре'
в
щиты
от влияния.
атмосферьп.
й.,"
йд,!"й'.,
результат9
чего-
происходи1
уменьшение
толщинь|
после
о-бя{атия,
равного
'йрйерно
50о/,
суммар-
!19113: !_1илршие
резулйтатъп
для
циркония
ного
обжатия,'з|тем
труб|
д'Ёод",*[до
окон_
достигаются,
еслу|
в
ка)!{дом проходе
сочетаются
чательных
размеров
волочением
без
оболочки
осадка
и вь|тя}(ка.
со
смазкой
йоли:{от или
лаком.
€тоимость
труб,
-
Алявол0ченияизбольшинстваметалловтруб
полученных
таким
путем'
б''з*^
й_''''*'.'"
более
крупнь|х
ра3меров
мех(ду
1Р}б9й
и воло!<6й
труб
из
нер)кавеющей
стали
тех
}€
р'з".роБ
1т+;.
помещают
оправку
или гру|!1у.
?руба перемеща-
1тд
олравке'
причем
услов|\я
трения
здесь
Ротационная
ковкатруб.
Ротационную
ковку
под00нь|
условиям
трения
в волоке.
'(ругой
спо-
обычно применяют
для
уменьшения.
диаметра
соб
заключается
в том,
что
внутрь
тй6ы
вводят
коротких
участков
труб
йли
й
й;;йной
от-
ц11ный
стер}кень-и
пруток
с
щубой
протяги-
де1ки
концов
длинньх{
труб.
(огда
пр0тягивают
вают
через
волоку.
условия
трения
здесь гораздо
циркониевые
трубьп,
заковка
конца т!убы,
кото-
менее
)кесткие.
Фб
успешном
волочении
циркония
рьтй
задается
в воло1у
и
захватывается
вол0чиль-
на
короткой
оправке
не
сообщалось.
Ёесом-
|:ыми
клещами'
часто производится
на
ротаци0н-
ненно'
что
волочение
на
короткой
оправке'
кото- ной
ковочной
матшине.-.[ля
цирк0ния
обычная
рое
более
экономичн0'
чем
волочение
на
длинной
техника
ротационной
ковки м0жет
применяться
оправке'
можно
бь:ло бьт
разработать
для
пр0из-
без
каких-либо
видоизменений.
водства
значительнь]х
к0личеств
более
крупнь|х 8
одной
работе
сообщают
0
применении
р0та-
труб
(лиаметром
19 лм и более)..
ционно;|
коЁк"
для
уменьшения
диаметра
и тол-
||ри
волонении
на.длинной
оправке труба
шиныстенкиповсейдлинетруо[о:].йЁ-заболь_
пл0т|{о
ее
обтягивает.
[!еред
съемом
диаметр
тру-
п:ей степени
х0лодного
наклепа
при
ротационной
бы
необходимо
слегка
увеличить.
Фбьтчг[о
'эйо
ковке по сравнению
с в0лоче}!ием
при
равнь|х
г'.;].
6. г1-]'\г]|(А |'
оБРАБо1'}{А
д^в;!|:|'}'1|]^1
|1иг'}(он!'1я
,,
]:|о
с1|лАвов
160
степенях
дефоР!','ации
треб}'ются
1!асть!е
0т){(]!т'|.1.
!ля
шир:<ония
вь]с0|{0й
ч!'ст0ть!]Р}бьл
!{е0бх0д!.{-
мо
отжигать
п0сле
суммарн0г0
0бжат]{я
пР]4п1е})но
на
30,А
при безоправ0чн0}_{
к0вке.
€ледует
отпте-
Ф
и
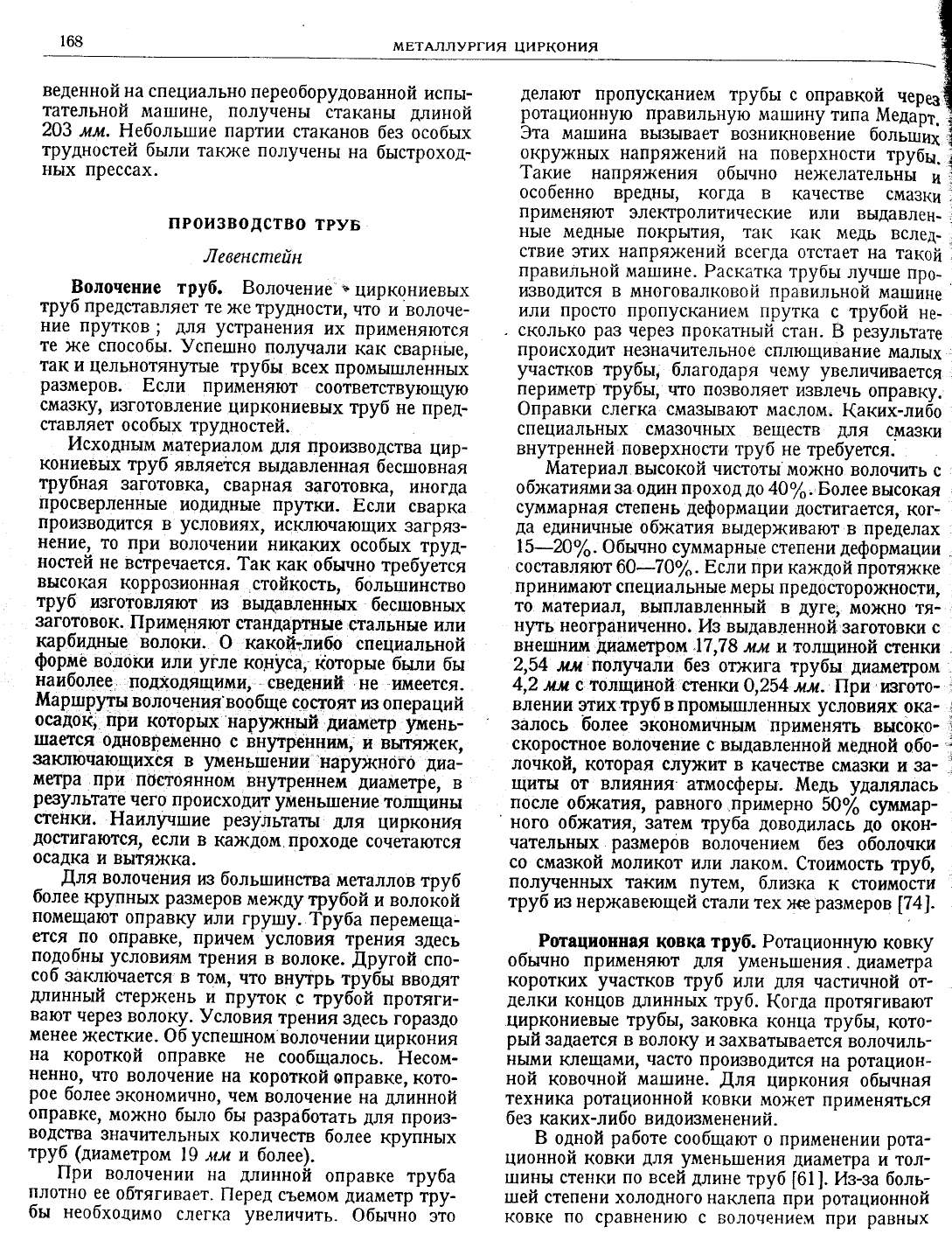
г. 106.
€хема процесса прокатки
труб на
стане
-:|,: Рокрайт
[79].
1рфа
обрабатывается
при помощи
полукруглцх
р1гньевых
калиб_
.
ров,
которые
перемеща|отся взад и вперед
вокруг трубы,
обжи-
иая трубу
на
оправке.
тить' что в этом
случае
толщина
стенки
увеличи-
вается
бь:стрее,
чем
длина
трубы.
|-|ри
ротацион-
н0йковке
трубу
на
оправке 0тжиги
требуются
п0сле
ка}кдь'х
15%
0б)катия.
Фправки с.]\,1азь]-
вают вол0чильнь|ми смазками.
:
ймеется
с00бщение
0б
интересн0м
применени|.|
р0таци0нной
ковки
щуб
[75].
14з
ребристор1
по-
л0сы
сваривали трубу
с внутренними
ребрами.
3та
труба пр0к0вь!валась
'на
св0бодн0 вращаю-
щейся
0правке
в большой
р0таци0нн0й
ковочной
машине.
[олодная прокатка труб.
пр0катка
труб
}!а
станах
Рокрайт особенно
}Аобна
для
цирк0ния'
так
как 0беспечивает
получение
,очень
большр:х
обжатий
за
0дин
пр0ход.
||ри этом
не встренается|
трудностей'
связаннь|х с трением. 3
этом
пр0цес-
се'
как
п0казано на
фиг.
106,
два
0сн0внь|х
валка'
см0нтированнь|х
в клети'
дви>кущейся
в0зврат-
н0-поступательн0'
прокать|вают
трубу
на
кониче-
ской
оправке. |-!ри этом
в0зникают главнь:м
обра-
з0м
сжимающие
напря}кения
в 0тличие от в0ло-
чения'
где
в0зникают
большйе
растягивающие
напрях(ения.
цирк0ний
очень
пл0х0го
качества,
например'
вь]с0к0углеродисть:й переплавленнь:й
в
графите
губиать:й
материал'
который
требова-
л0сь
отжигать
при
в0лочении
после
30о/, обжа-
'г]1'1'
11|)и т]р0|(;|т|<е г{а ста|{е Рокра!!т за
0ди|1
|1ро_
ход обх<имался
на
60о|.
}.отя об>катия
более 7Фо/.
ун<е
опробоваг:ьт'
веРх!]его предела
обжатий
для
вь|плавле1{}{ого
в
ду|'е
металла вь|с0к0й чистотьт
не
установлен0..
1руба
диаметром
-59
;ам
с т0лщин0й стенки
9,5 мм,
полученная сваркой
цирк0|{иев0г0
листа'
бьлла об>ката за 0дин
прох0д
на
60о'(. [варнойт
ш0в
||а полуненной трубе при в}'зуа.]]ьн0м
0см0тре
лте бьл;т
обнару>кен.
Размерьл труб находятся в
следующ|4х преде-
.;1ах: максипт::льньлй нару>кгльпй
диаметр
-'!74
мм,
минимальнь:й внутренний
диаметр
16-19
м:п.
А4ожно обрабатьтвать трубь|
с
0чень
т0лсть|ми
стенками' т0гда
как
обраб0тка
труб
с
т0нкими
стен1{ами (менее
1,27 мм)
не
рек0мендуется.
йогут'
бь:ть"полуненьт
допуски'
п0
размерам равнь|е
д0-
пускам тянуть|х
труб, и
ирезвынайн0
вь|с0к0е
качество
п0верхн0сти,
ос0бенно
внутренней.
Бозможно получение труб с
кругль|м
профи-
лем и
с некругль|м
отверстием
(квадратнь|м' пря-
м0уг0льнь|м' треуг0льнь1м,
ребристь1м
, 1.
А.)-
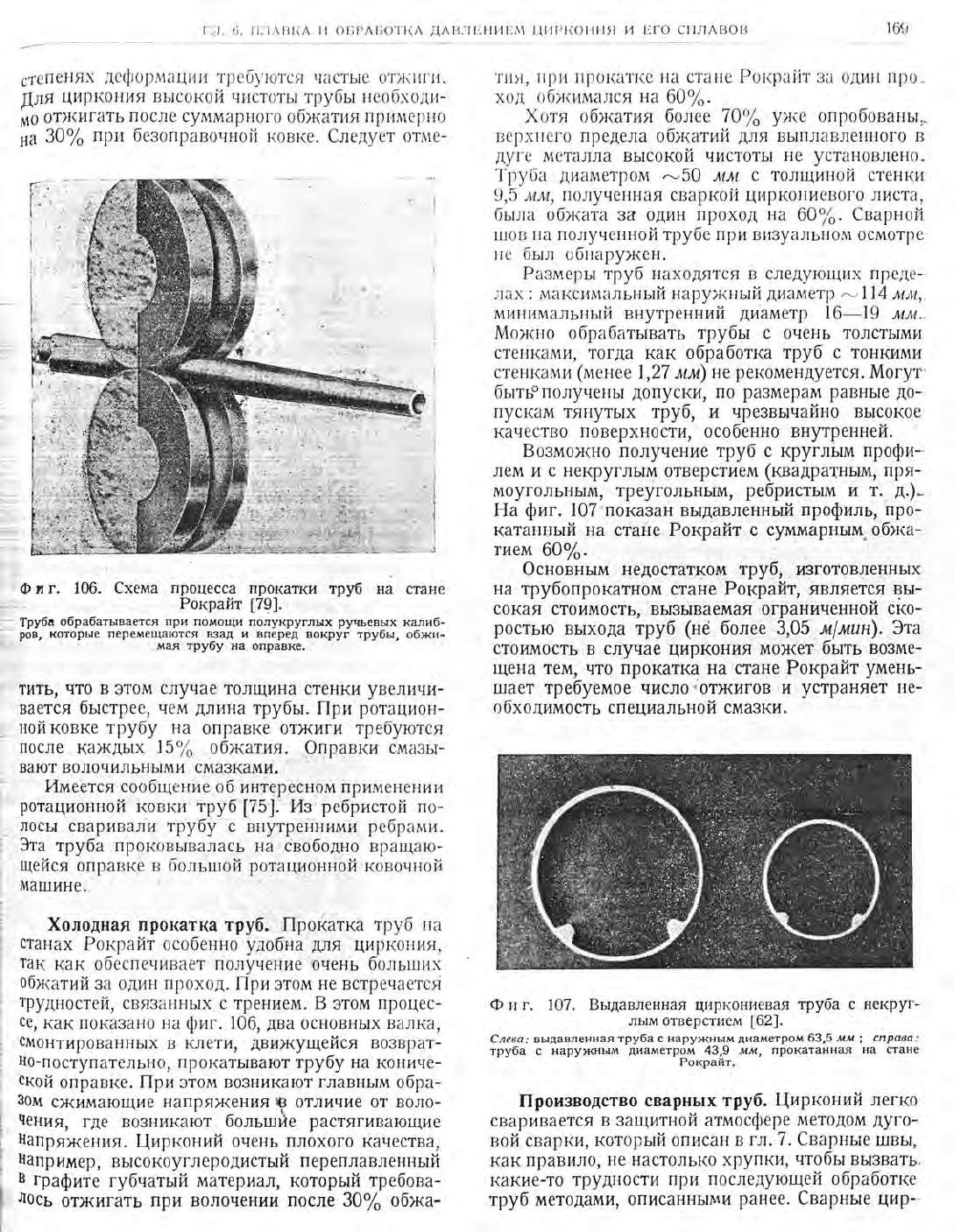
Ёа
фиг.
107-показан вь|давленньтй
профиль'
пр0-
катанньтй
на
стане Рокрайт с
суммарнь1м' обжа-
тием
60о/'.
Фсновньлм недостатком труб, и3готовленнь|х
на трубопрокатном
стане Рокрайт,
9Б]1901€8
ББ]:
сокая стоим0сть,
вь|3ываемая ограниченной
ско-
р0стью
вь!хода труб
(нё
более 3,Ф5 м|лшн).
3та
ст0имость
в слРае
циркония
мо)1(ет
бьпть возме-
щена
тем' что пр0катка на стане Рокрайт
умень-
тшает
требуемое число;от)+(игов
и
устраняет
не-
обходимость
специальной смазки.
Ф :-: г. 107. Бьлдавленная
ц[.{ркониевая
труба с некруг-
ль!м отверстием
[62].
€лева: вьтдавленнаятруба
с
нару)кнь|м
диаметром
63,5
м'1
'
справа:
труба
с
нару)кнь!м
я"а*"'г3*.,4!{.ям,
прокатанная
на стане
[1роизводство
сварнь|х
труб.
|-{ирконий легк0
сваривается
в
3ащитной атмосфере
методом
дуг0-
вой сварки, которьлй
описан
в гл.7.
€варньте
тпвьт,
как
правило'
не наст0льк0 хрупки,
итобьт вь|3вать.
какие-то
трудн0сти
при п0следующей обработке
труб методами'
описаннь|ми
ранее.
(варные
цир-
!1.+$
1!}|.__ъ1]:]|:_::,*!!.:\
170 мвтАллуРгия
циРкония
к0ниевь!е
трубь!
маль!х
размер0в
бьтли полуиены
на промь1шленной
устан0вке
[76].
.(ругой
фир-
мой
[77]
бьлли
п0лучень|
трубьл
больтших
раз-
мер0в на
трубосвароиной
ма!шине'
обьлино
при-
меняемой
для
сварки
нер}!(авеющей стали.
!,ля
перех0да 0т
произв0дства
труб
из
нер>кавеющей
стали
к
прои3в0дству
цирк0ниевь!х
труб сушест-
веннь|х изменений
в
технике сварки не потребо-
вал0сь.
1'1з
сварньтх
циркониевьлх
труб
с нару)кнь[м
диаметр0м
|0Ф млс
и толщин0й
стенки
9,25
мм
на
ма||[ине промь!шленн0г0
типа
и3готовляли
силь-
фонь:
с 12
гофрами
на 100
мм
длинь:
[78].
€ооб-
щается
так)ке
о
легк0сти
свертки и сварки
цир-
к0ния.
3ти операции
сравнимь| с таковь|ми
для
нержавеющей
стали.
отжиг
циРкония
,[ля
полунения
структурь|
с
равнооснь|ми
ре-
кристаллизованными
зернами наклепаннь|й
цир-
коний обь:чно
подвергают от)кигу. !
массивных
хол0дн0катань|х
и3делий из
циркония
мелк0е
зерно (А$тм
7-9)
мохсно
получить нагреванием
д0
593"
в течение
30 мин., хотя
такая обработка
все
же
не
обеспечивает
полного
разупрочнения
металла
[80,
8|
].
8
промы{цленной
прагсике
об-
работки
массивн*е
изделия'и3
циркония для
п0-
лунени}:
равноосной'
струг<турь| после
горяней
прокатки
обычно отжигают
на воздухе
при
705 843'. }т>ки[
Б
{ёчёниё
1Фмин.
при
705'
пере:
плавленного
в
дге
иодидного
циркония
после
горяней прокатки'при 760'дает3ерно А5тм
7-8,
т0гда
как
некоторые сплавь[
на
основе губнатого
циркония
ишеют
примерно такое
)ке
зерно
пос.,1е
10-минрного
отжига
при 843"
[541,'
14зщенйе
явления
возврата
у
ото}кженныц
и
деформированных
изгибом
пргков
циркония
п0ка3ывает
[82],
нто пластичность в0сстанавли-
вается' по
существу'
полн0стью
пРимерно
при
400'. [|одобные
)ке испытан!Ая
на изгибпластин
дат8г
температуру возврата
пластичности
540'.
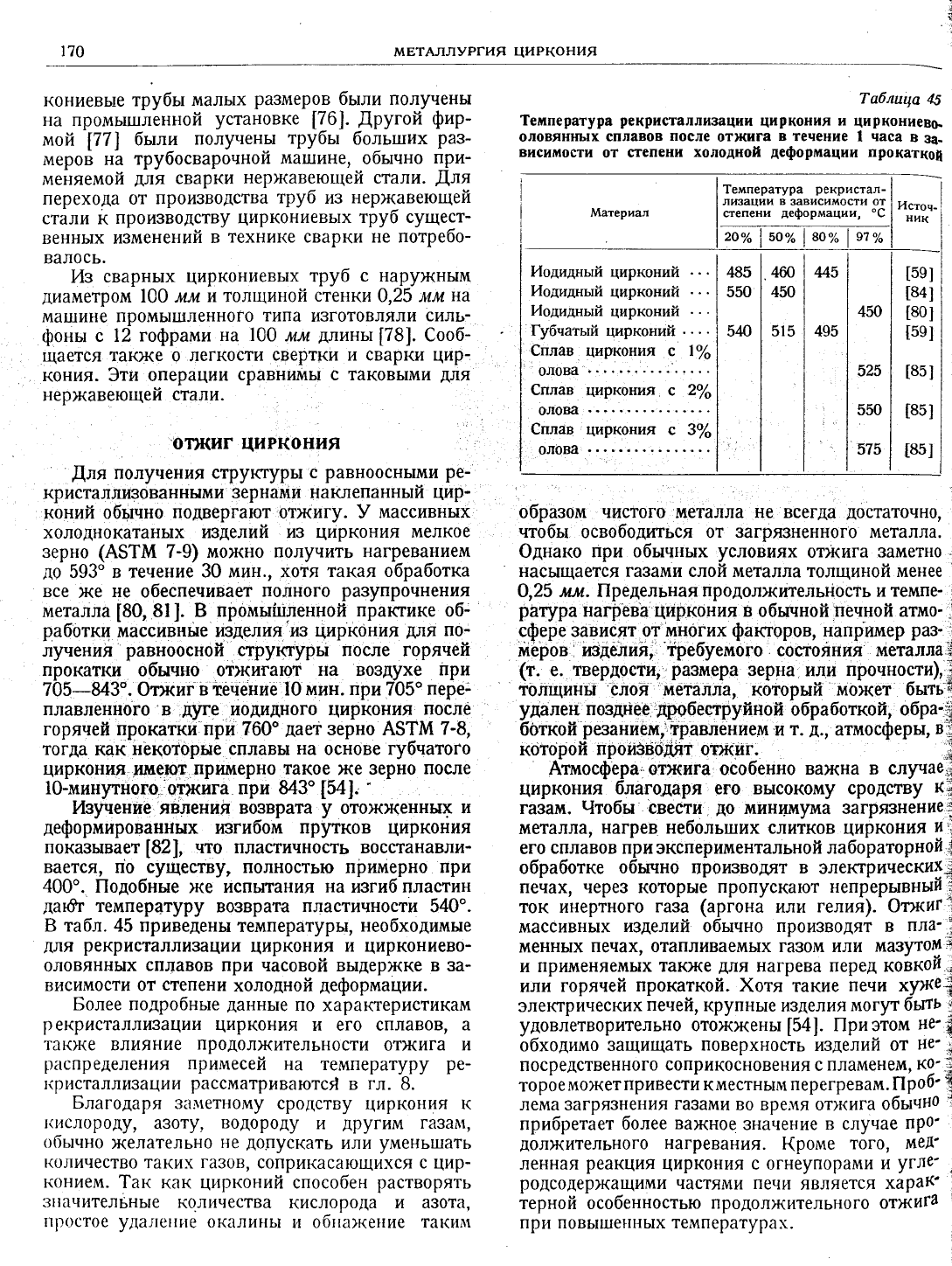
Б табл. 45 привелень|
температурь|'
необходимые
для
рекристаллизации
циркония
и
циркониево-
оловянных
сплавов
при часовой вь:дерх<ке в за_
висимости от
степени
холодной
деформации.
Более подробнь:е
даннь|е
по
характеристикам
рекристаллизации
циркония
и его сплавов'
а
так}ке вл|4яние
прод0л)кительности
отжига
и
распределения
приптесей
на температуру
ре-
](р}.|сталлизации
рассматриваютс9
в
гл.
3.
Благодаря
3а}1етн0му
сродству
циркония
к
!([,|слороду'
азоту'
вод0роду
и
другим
газа]\1'
обь:чно
желательно
не
д0дускать
или
уменьшать
!{0личество
таких
газов'
соприкасающихся с
цир-
конием.
?ак
как
цгтрконий
способен
раств0рять
:]!|ачительнь|е
к0личества
кислорода
14 аз0та,
!1})остое
уда'1е1|!!е
окали}{ь!
и обл:а}кег:ие ??(|1:\1
|аблацо
45
1емпература
рвкристаллизации
циркония
и
циркониев0-
оловяннь|х
сплавов
после
отжига
в
течение
1
наса
в
ц-
висимости
от
степен[{
холодной
деформацп.:п
прокатк0[
материал
|4одиднь:й
цирконий
Аодид+тьтй
цирконий
Аодидутьуй
цирконий
|'уб.:ать:й
цпрконий
€плав
циркония
с
[емпература
рекристал-
лизации
в
3ависимости
от
степени
деформации' '€
2о%
|'
зоъ 80
9'.
€5
550
540
460
450
5!5
источ_
ник
[50]
[84]
[80]
[50]
[85]
[85]
|85;
445
495
450
525
550
575
образ0м
чистого металла не всегда
достаточн0'
чтобь:
освободиться от
3агря3ненн0го
металла.
Фднако
при обыннь|х
условиях
отжига 33|}10?}10
'
насыщается газами слой металла толщиной менее
'
Ф,25 лла, ||р9л9льная
продол}кйтельЁость и темпе-
,
ратура
нагрева
циркония
в
обычной'печной атм0-'
чФ.9ре
з?ви91т9т'йногих
фа;ооров,
например
раз-
;
йеров:
издели!!;,
-требуемого
.
софояния' металла
Ё
(т'
е.
тверлости;'
$азйера
зерна.
и*и
прочно9ти)'1
толщинБ!
'0лоя
'мёйлла,
который
может бьтты;
удале}1,
пфдЁее']дфбеструйной
ббработкой,
обра-1
боткой
резанием'
травлением
ц
?.
А.:
атмосферы,
в'
которой
прок}водят
отжиг.
;
Атмосфера; от>кига особенно
ва>кна в
случае:;
циркония
благодаря его высокому сродству
к;
га3ам. 9тобы свести
до
минцмума 3агря3нение]
|у1еталла'
нагрев
неболь1|]их слитков
циркония
и']
его
сплавов
при экспериментальной
лабораторн0й
]
обраФтке
обьхчно
прои3водят
в
электрических_;
печах' через
которые
пропускают непрерь|вныи;
ток инертного
га3а
(аргона
*хлът
гелия). Фтжиг
-1
массивнь|х
изделий
обь:чно
пр0изводят в
пла_:
меннь|х
печах'
отапливаемь|х
газом или
мазуо!{
1
и применяемых
так)ке
для
нагрева перед ковк0и.'
или
горячей
прокаткой.
{отя такие
печи хуже-;
электрических
пе9ей,
крупнь|е и3делия
могг
бьпь
;
удовлетворительно
отожжень|
[5{].
при этом
не'{
обходимо
защищать
п0верхн0сть
изделий
от
не';
п0средственного
соприк0сновения
с
пламенем'
к0'
;
тор0е
мо}кет
привести
кместнь]п1перегревам.
|-|ро0'
1
лема 3агрязнения
газами
во время отжига
обь|чн0
]
прибретает
более
вах<н0е
значение
в случае
пр0'
должительн0г0
нагревания.
(роме
тог0'
мек
ленная
реакция
цирк0ния
с огнеупорами
и
угле'
родсодер}кащими
частями печ!1
является
харак
терной особенностью
продол}кительн0го отжига
]
при
повь|ше}||{ь|х температурах.
гл.6.
плАвкА
и оБРАБоткА
дАвлвнивм
циРкония
и
вго
сплАвов
\7\
в
электрических
печах.
-
Б
св'ятзи
с
существеннь[м3агрязнением
по краи_
ней
мере
повёрхностнь|х
слоев
материала
ц
слу-
чае
0тжига
цирк0ния
без
соответствующей
за-
цй'"]
!рак.",ески
ва)кное
3начение
приобретает
упаленйе
прочно
сцепленной
с
металлом
оксидно-
1'|трилнои
окалинь:.
|[риемлемого
травителя
для
','паления
циркониевой
окалинь|
не
су|'1ествует'
1:1ййф'"'""е
-
трудоемкий,
дорогой
(из-за
по_
,.оь'*еталла)
и
обычно
неудовлетворительныи
Ёй'..'о.
8бдувка
мокрым
или
сухим
абрази19у,
й.,оят"о.
наиболее
ффе:<тивньтй
прь'
спосоо-
ст'ующ'й
удалению
толст9й
окалины
с
цирко_
ииевь|х
и3делии'.
€угцествуют разл|{ч.цые
способы'
предотвра_
*'ййй.
о
оразов}ние
толфой
окчины
:цзд1цт9-
й" д]ж.
п}и
оокиге
в
печах
с обычАой
атмосФе-
'
#.т;;;#й'ййБ-й.рущать
с чистой
цир1.оние_
'
Бои
стружкой
в
трубы
илцконт.ейнеРы
с зави}п!и_
,айййй'.,
крь!й1<ри.
|[р9мывка
Фн{ейнеров
й.р.д
герметйацией
инердц+|м
газом
дает
наи_
более
уд6влетворите.,1ьные
результаты'
Фтйиг
в
в1кууме'
шйроко
применяется
в
.',!'.
"'*.о','йй'{
деталей,
прийем
большей
',Ёт"ю
в
лабораторнь|х
условиях
для
от)кига
с
исследовательскимй
целями.
Ёагрев цирк0ние_
вых
деталей
мо)тсно
осуществлять
при
помощи
;ф
;;й;ъй
й{ту.о,''Ёких
металлч(чт:9*1
Бозможнь:м
ре1шением
проблемь|
от}кига
мас-
сивнь|х
изделий
является
п-рименение
с0лят{ь|х
йантл.
[4птеется
сообщение
об
исполь3овании
на-
п;;
"
соляной
ванне
вплоть
до
705"
[в6].
наряду
с'тем,
что
в
солянь|х
ваннах
обеспечивается
}{е-
к''орая
3ащита
от
взаимодействия
с
в03дух0м'
массйвнь:е
и3делу\я
в
этих
условиях]у1огут
нагре-
ваться
до
температурь1
отжига
бь|стрее'
чем
'
;#;;.
й'йр'й
или
платина)
или
|рафитовых
сопротивленйй,
размеща9уь|х
внгри
взкуумного
апп!рата
или'в?:е
его-
йндукционнь:й
нагрев
в
вакууме
_
широко
применйемь:й
способ
отжига
вввдвнив
1-1ирконий
является
одним
из
металлов'
наи-
болеё
'пригодных
для
целей
п0рошковой
метал-
лургии
[37].
1{иркониевь:й
поро!шок
надле}кащего
цанества
обладает
хорошей
прессуемостью
и
спе-
кается
д0
теоретичесйой
плотности
металла.
€пе-
ченнь:й
цирк6ний
пластичен
и
мо}кет
бьлть
под-
вергнут
прокатке,
вь|давливаниб
или
в0л0чению.
1ак
как
пр0дуктом
большинства
первона-
.'1альньгх
спосо6ов
восстановления
бьтл
поро!шок,
гтеболь:лих
образцов
при
вь|соких
температурах'
Фбразць:
подвеширают
!нутр
и
верт!{каль};ой
труб-
чаЁой
печи
из кв{ршевого
или
викор0вого
стекла
на
танталовой
и'ли
вольфрамовой
пРоволоке
так'
чтобь:
они
не
соприкасались
-с
ка5и11-
либо
частями
печи.
1аким
путем
из0егают
на-
грева
трубнатой
печи
из-туг0плавкого
мате-
р^ала
до'
температуры
образца'
^Аля
низко-
}емпературного
от}(ига
такие
предосторо)кности
;;;р;й;ся
и
мо)кно
применять
нагрев
в обь:ч_
нь|х
электр0печах.
1ак
назьтваемьпй
светльтй
от)+(иг
цирк0ния
достигается
нагреванием
металла
до
достаточно
Б,..к"*
темпер1тур
(705-982')
Аля1того,
чтобьт
вы3вать
бьпструю
дифрию
кислорода
с
-тус_
йой
*".ной
-пленкй
Б
основной
металл'
Рсли
остаточное
содер)кание
га3а
в
вакшмном
аппара-
те
не
достаточно
ни3кое'
на
поверхности
металла
в
пооцессе
охла)кдения
вновь
образуется
щск]1ая
пленка.
|а)кдения
вновь
образуется
щск]1ая
этой
прииине
циркониевые
детали
процессе
охла)кдения
вновь
пленка. ||о
этой
причине
]
][процессе
А€?8}[и-.Б0':
в
|лавйый
й
;;;йыйймо
им6т* кЁшяый
тед!йФйный
печ-
нойаппарат
с ва!уумнщ1и
коммщикаци'8ми;
при-
ием
тени,
которые
неизбежно
обра3у[0тся
в
них'
"йуд*'
6б'аруж<ить
и
ликвйАг-т!овать'
Фднако'
.
поскольку
вакуумные
печи
по
конструкции
ана-
;;;;;;;;'му6й!нь:м
печам
с
инертной
атмосфе-
рой,
разница
в
начальнь|х
затратах
невелика:
3кономия
3а
счет
отжига
в
вакууме
обынн-о
оку-
]
па
ет
до
п о л н
ител
ьн
ы е
затр
ать]'
191т
"_'
:.1ч.:буютс
я
для
со3дания
удовлетворительного
вакуума'
[[!.
поРошковАя
|!{втА.}1луРгия
циРкония
){аузнеР,
|{алцш
в
течение
долгих
лет
он
был
единственнь|м
исходнь1м
материалом
для
производства
металли-
,еско|о
циркойгтя
[в3].
€рели
них
бь:ли
способь:
в.осстан0влён:тя
тетра>[лоЁида
цирк0ния
7г(|,
нат'
рием
и
двуокиси
цирйония
калием'
Бсе эти
способь:
давали
п0рошок
с
повъ|шеннь|м
с0дер-
жанием
газ0в'
и
ли\ль
недавно
процесс
восста-
,новления
двуокиси
цирк0ния
калием
бьтл
усо-
вершенствован
до
такой
степени'
что
получается
порошок
с
довольн0
ни3ким
содержа}{ие^'[
га3ов'
ос6бенно
кислорода
и
азота
[89].