Мищенко Н.Г. Организация производства на предприятиях рыбной отрасли
Подождите немного. Документ загружается.

такие линии, в которых все операции изготовления продукции выполняют-
ся механизмами, автоматизированными видами оборудования. Все процес-
сы перемещения продукции с одного рабочего места к другому также ме-
ханизированы.
Методика расчета поточной линии.
На поточных линиях выпуск (запуск) каждого предмета труда осущест-
вляется через один и тот же интервал времени, который называемый так-
том линии рассчитывается по формуле (1.10).
Такт рабочего места определяется выражением
,
м
шт.
C
t
r
i
i
= (2.1)
где t
штi
– штучное время на выполнение i-й операции, мин;
С
м
– количество параллельно работающих мест на данной операции.
Если все операции в поточной линии синхронизированы, то такт каж-
дого рабочего места будет совпадать с тактом всего потока.
Пример. Рассчитаем средний такт поточной линии при производстве
консервов «Уха камчатская» и такт рабочего места на ручной укладке
рыбы в банки, если сменная выработка консервов составляет 15 тыс. ба-
нок. Норма времени на укладку 1 000 банок – 4,75 ч. (на одну банку при-
ходится 17,1 с). На укладке работает 20 человек. Продолжительность
смены – 480 мин, в том числе регламентированные перерывы – 20 мин.
Средний такт поточной линии определяется как
с,84,1
00015
60)20480(
зап
эф
=
−
==
N
F
r
i
такт рабочего места на укладке –
с.85,0
20
1,17
м
шт.
м
===
C
t
r
i
При условии синхронизации всех операций такт всей поточной линии бу-
дет совпадать со средним тактом каждого рабочего места. Синхронизация –
это процесс согласования длительности операций с тактом поточной линии.
Обеспечение технологической синхронизации.
На этом этапе проводится анализ согласованности такта потока с про-
должительностью операций. Отклонение продолжительности операций от
равенства или кратности такту допускается в пределах 10%. Если согласо-
вание не достигнуто, проводят технологическую синхронизацию, состоя-
щую из следующих мероприятий:
− несколько технологических операций объединяют в одну;
− крупные операции разбиваются на более мелкие;
31

− проводят работы по механизации и автоматизации наиболее трудо-
емких операций.
Расчетное количество рабочих мест на отдельных операциях С
р.i
оп-
ределяется в соответствии с заданным тактом потока по формуле
.
шт.
.p
r
t
С
i
i
= (2.2)
Принятое количество рабочих мест на i-й операции С
пр.i
определяется
путем округления дробного числа рабочих мест до ближайшего целого
большего числа. Если рабочий такт меньше среднего такта потока, то не-
избежен простой машины или рабочего. Простой будет равен разности
между тактом потока и рабочим тактом, помноженной на количество вы-
рабатываемой продукции.
Организация поточного производства, как было ранее указано, должна
осуществляться на основе установленного такта потока. Количество па-
раллельно работающих рабочих мест при ручной обработке, количество
однородного оборудования, транспортные средства непрерывного дейст-
вия – все должно быть рассчитано по такту поточной линии.
Пример. Консервный завод выпускает за смену 13 500 банок консервов,
и поточная линия с учетом перерывов (30 мин) работает 450 мин. Тогда
с.2
50013
60450
=
⋅
=r
Количество рабочих по разделке рыбы для консервного завода (цеха)
рассчитывается следующим образом:
1. Устанавливается такт потока по разделке 1 ц рыбы. Число банок кон-
сервов из 1 ц рыбы при затратах сырья 460 г на одну банку составляет:
банок.218
460
0001100
=
⋅
Такт потока по разделке 1 ц рыбы будет равен количеству банок, при-
ходящихся на 1 ц сырья, умноженному на такт поточной линии, который
по расчетам составляет 2 с, т. е.
218 · 2 = 436 с.
2. Число рабочих, необходимых для разделки 1 ц рыбы, должно быть рав-
но норме времени на разделку 1 ц рыбы, деленной на такт процесса по раз-
делке рыбы. Если норма времени на разделку 1 ц рыбы равна 1 ч (3 600 с), то
число рабочих составит:
чел.92,8
436
6003
≈=
Число рабочих округлено до ближайшего целого числа в сторону уве-
личения. При этом в процессе разделки рыбы образуется оборотный задел.
Рабочий такт в этом случае составит:
32

с.8,1
2189
6003
=
⋅
Расчет потребного количества рабочих мест можно осуществлять и
другим способом. Так, число рабочих, необходимых для расфасовки об-
жаренной рыбы в банки по тому же потоку при норме времени 4 ч на
1 000 банок, рассчитаем следующим образом:
1. Норма времени на одну банку составит:
с.4,14
0001
60604
вр
=
⋅⋅
=Н
2. Число рабочих найдем как
чел.7
2
4,14
=
Таким образом, устанавливается соответствие рабочего такта такту все-
го потока на всех процессах с ручным трудом.
Подобным образом устанавливается соответствие отдельных видов
оборудования такту потока. Например, для принятого нами потока число
действующих автоклавов для стерилизации консервов при длительности
цикла стерилизации 120 мин и вместимости одного автоклава 900 банок
рассчитывается следующим образом:
1. Рабочий такт стерилизации на одну банку в одном автоклаве со-
ставит:
с.8
900
60120
=
⋅
=r
2. Найдем потребное количество автоклавов:
8/2 = 4 автоклава.
Аналогично устанавливается потребное количество оборудования по
всему потоку.
Рабочий такт машин с высокой производительностью может быть
меньше такта всего потока. В этих случаях более производительное обору-
дование периодически останавливается, а обслуживающие это оборудова-
ние рабочие временно переходят на другие операции. Например, закаточ-
ная машина с производительностью 100 бан/мин в минуту будет работать с
тактом 60/100 = 0,6 с (производительнее всего потока более чем в 3 раза).
Следовательно, рабочего, обслуживающего закаточную машину, можно
использовать на смежных операциях.
Коэффициент использования оборудования на i-й операции рассчиты-
вается по формуле
.
пр.
р.
загр.
i
i
i
C
C
k
=
(2.3)
33

Наилучший способ транспортировки продукции от одной операции к
другой – перемещение продукции при помощи непрерывного механиче-
ского транспорта. При этом облегчается труд, сокращается число вспомо-
гательных рабочих, обеспечивается ритмичное перемещение предметов
труда от одного рабочего места к другому. Применение непрерывного ме-
ханического транспорта является важнейшим условием при переходе к не-
прерывно-поточному производству. Это обусловливает широкое примене-
ние конвейеров.
Различают рабочие и распределительные конвейеры. Рабочие конвейе-
ры
предназначены для транспортировки, выполнения операций непосред-
ственно на их несущей части. Распределительные конвейеры
применяются
на поточных линиях с выполнением операций на стационарных рабочих
местах, когда для поддержания ритмичности требуется обеспечить четкое
адресование предметов по рабочим местам. В рыбной промышленности
чаще применяются распределительные конвейеры.
Рабочая длина поточной линии или конвейера L находится по формуле
,
1
пр.
∑
=
=
m
i
i
ClL (2.4)
где l – шаг поточной линии.
Скорость движения конвейера поточной линии должна соответство-
вать такту потока и рассчитывается по формуле
.
r
l
V
= (2.5)
В рыбной промышленности транспортеры классифицируются как по типу
транспортирующего полотна, так и по необходимости выполнения на них ка-
ких-либо технологических операций: разделки рыбы, сортировки, инспекции,
фасовки продукта в банки и т. п. Последние называются транспортерами с
рабочим обслуживанием. Если длину транспортеров, предназначенных для
перемещения полуфабрикатов, обычно выбирают по результатам планировки
оборудования в цехе, то длину транспортеров с рабочим обслуживанием не-
обходимо рассчитать. Дальнейший расчет транспортеров сводится к опреде-
лению ширины их при заданной производительности либо к нахождению
производительности по заданной длине. После этого рассчитывают мощ-
ность электродвигателя, установленного для привода транспортера.
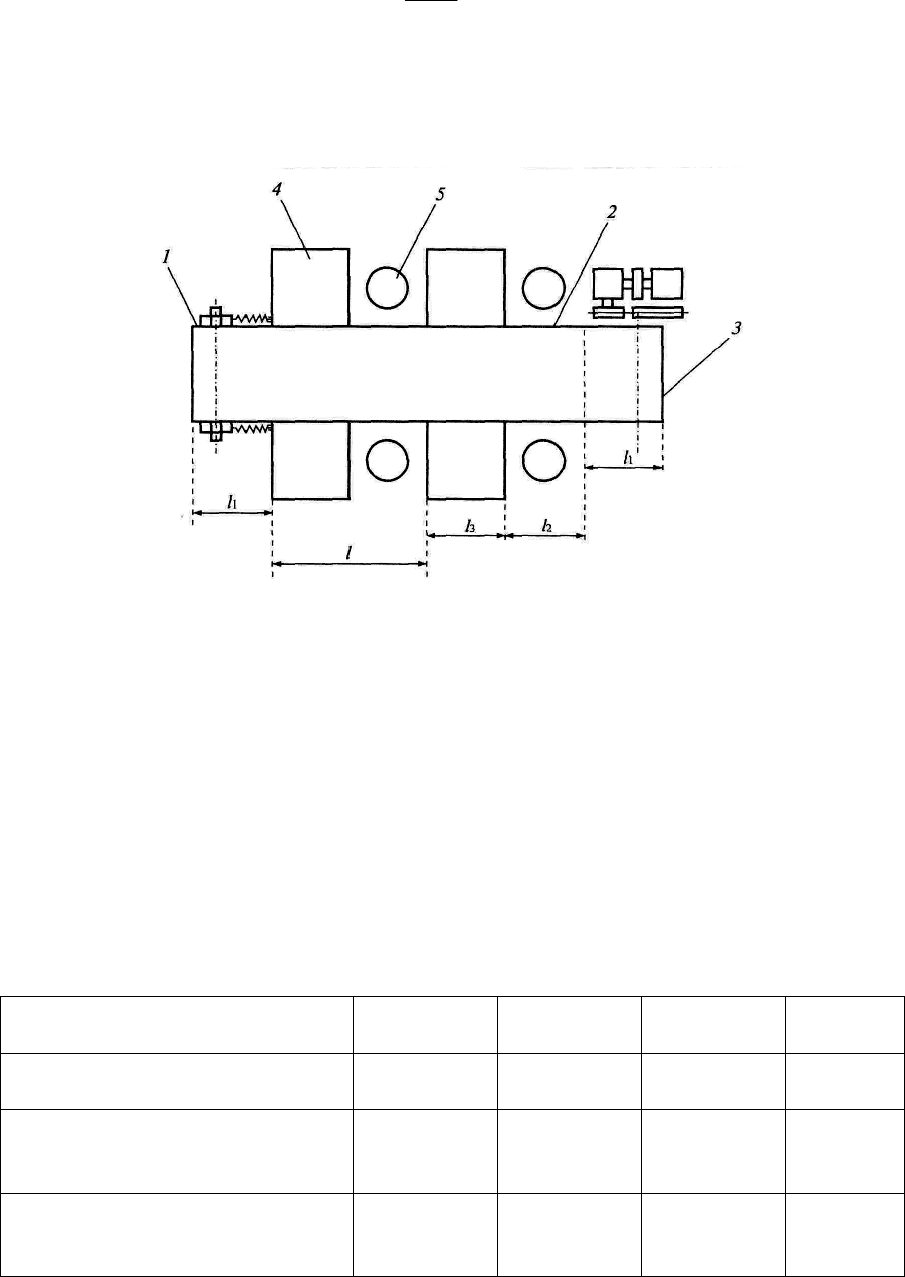
Длину транспортера Z с двухсторонним рабочим обслуживанием (рабо-
чие столы расположены с двух сторон транспортерного полотна) можно
определить следующим образом (рис. 2.1):
− при двустороннем параллельном размещении по формуле
1
2
2
ll
n
Z +=
(2.6)
− при двустороннем размещении в шахматном порядке по формуле
34
,2
2
1
1
ll
n
Z +
+
= (2.7)
где n – число рабочих,
l – длина рабочего стола с учетом приставного (l = l
2
+ l
3
),
l
1
– длина натяжной (приводной) станции.
Рис. 2.1. Транспортер ленточный с рабочим обслуживанием:
1 – натяжная станция; 2 – рабочая зона транспортера; 3 – приводная станция;
4 – рабочий стол; 5 – рабочее место
При одностороннем рабочем обслуживании длину транспортера нахо-
дят из выражения
.2
1
lnlZ += (2.8)
Рекомендуемые размеры транспортеров даны в табл. 2.1.
Таблица 2.1
Рекомендуемые размеры, мм
Конструктивные особенности
транспортеров
l
l
1
l
2
l
3
Без приставных столов, под-
собных противней и тазов 800 – – 800
Транспортер для взвешивания
и транспортирования продук-
ции с приставными столами 1 200–1 500 400–800 600–900 60–900
Транспортер для разделывания
рыбы или доработки полуфабри-
ката после разделочных машин 1 200–1 500 400–800 600–900 600–900
При необходимости последующей мойки полуфабриката, например
душированием, длину транспортера увеличивают на определенный размер:
35

.
у n
lnl
′′
=
(2.9)
где n
′
– количество душирующих устройств;
l
′
– длина зоны душирования одного устройства (l
n
′
≈ 400–600 мм).
Следует заметить, что транспортеры с рабочим обслуживанием для
сортирования, разделывания и фасования могут конструктивно выполнять-
ся по высоте из 2–3 транспортеров, расположенных один над другим. За-
частую их называют конвейерами. Обычно высота основного транспортера
с рабочими столами должна составлять около 800 мм. Если высота транс-
портера превышает 800 мм, то в этом случае предусматривают на пол спе-
циальные настилы.
Производительность Q (т/ч) ленточных и пластинчатых транспортеров
находится по формуле
,6003 k
v
hbQ ⋅
ρ
⋅⋅⋅= (2.10)
где b – рабочая ширина ленты, м;
h – средняя высота слоя груза на ленте, м;
v – скорость движения ленты, м/с (для транспортеров с рабочим об-
служиванием v = 0,10–0,15 м/с);
ρ – плотность груза, т/м
3
;
k – коэффициент заполнения ленты(0,6–0,8).
Полную ширину ленты В вычисляют по формуле
.
9,0
b
B =
(2.11)
Затем полученную величину округляют до ближайшей стандартной
(В = 300, 400, 500, 650, 800, 1 200, 1 600 мм).
Для расчета ленточных транспортеров можно пользоваться и другой
формулой:
,6,3 q
v
bQ ⋅⋅= (2.12)
где Q – производительность, т/ч;
b – ширина транспортера, м;
v – скорость движения ленты, м/с (для транспортеров с рабочим об-
служиванием v = 0,10–0,15 м/с);
q – удельная нагрузка (для рыбы q = 5–14), кг/м
2
.
При перемещении штучных грузов на ленточных или пластинчатых
транспортерах производительность определяют по формуле
,6,3
a
mv
Q
⋅
= (2.13)
где Q – производительность, т/ч;
m – масса груза, кг;
v – скорость ленты конвейера, м/с;
a – расстояние между двумя соседними грузами.
36

Производительность Q для штучных грузов (в шт./ч) можно найти из
выражения
.6,3
a
v
Q = (2.14)
Потребляемую мощность для ленточных и пластинчатых транспорте-
ров определяют из формулы
),(
367
0
м
HZW
Q
N +
η
= (2.15)
где N – потребляемая мощность, кВт;
Q – производительность транспортера, т/ч;
Z – длина транспортера, м;
Н – высота подъема груза (для наклонных транспортеров), м;
W
0
– коэффициент сопротивления (для роликовых опор W
0
= 0,3–0,8,
для сплошных опор W
0
= 1–4);
η
м
– коэффициент полезного действия передаточного механизма
(η
м
= 0,6–0,9).
Подбор электродвигателя осуществляют по установленной мощности
N
у
, которая на 10–20% выше потребляемой: N
у
= (1,1–1,2) N.
Производительность Q (т/ч) скребковых транспортеров можно найти из
выражения
,6003 ck
p
v
f
Q ⋅⋅⋅⋅= (2.16)
где f – площадь поперечного сечения скребка, м
2
;
v – скорость движения ленты, м/с (v = 0,20–0,60 м/с);
p – объемная масса (плотность) груза, т/м
3
;
k – коэффициент заполнения скребка (0,5–0,8);
c – коэффициент, учитывающий угол наклона транспортера (для гори-
зонтальных транспортеров с = 1, при угле наклона транспортера до 10°
с = 0,85, а при углах наклона 10–45° с = 0,85–0,4).
Потребляемую электродвигателем скребкового транспортера
мощность
(2.16) можно использовать и для расчета мощности привода ленточного
транспортера.
Для определения производительности Q (т/ч) элеватора можно исполь-
зовать следующее выражение:
,6,3
к
vk
a
V
Q ⋅⋅ρ= (2.17)
где V
к
– емкость ковша, л;
ρ – плотность продукта, т/м
3
;
K – коэффициент заполнения ковша (0,6–0,8);
а – шаг ковша, м (шаг ковша обычно составляет 2,3–3,0 от его высоты).
Потребляемую мощность N (кВт) привода элеватора находят из выра-
жения
37

,
367
2
0
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
++=
H
V
CV
Q
q
BA
QH
N (2.18)
где Q – производительность элеватора, т/ч;
Н – высота подъема груза, м;
q
о
– масса 1 метра тягового органа, кг;
V – скорость конвейера, м/с;
А, В, С – расчетные коэффициенты, зависящие от конструкции элеватора.
Для элеваторов со сплошными ковшами можно принимать А = 4,13;
В = 0,8; С = 0,7. Для элеваторов с расставленными ковшами А = 1,14;
В = 1,3; С = 0,7.
Производительность Q (т/ч) шнеков определяют из следующей формулы:
,
4
)(
60
22
knS
dD
Q ⋅ϕ⋅ρ⋅⋅
−π
= (2.19)
где D – наружный диаметр шнека, м;
d – внутренний диаметр шнека, м;
S – шаг шнека, м (S ≈ 0.4D);
n – число оборотов шнека, об/мин;
ρ – объемная масса шнека, т/м
3
;
ϕ – коэффициент заполнения шнека (для крупнозернистых материалов
ϕ = 0,125; для мелких сыпучих материалов ϕ = 0,3–0,45);
k – коэффициент, учитывающий просыпку материала.
Мощность привода шнека N (кВт) ориентировочно находят из следую-
щего выражения:
,
376
)(
21пр
ηηη
ω
+
=
ZHQ
N
(2.20)
где Q – производительность шнека, т/ч;
Н – высота подъема материала, м;
Z – длина шнека, м;
ω – коэффициент трения материала о желоб (ω = 0,4–0,8);
η
пр
– к.п.д. привода (η
пр
= 0,75–0,85);
η
1
– коэффициент, учитывающий трение материала о винт и энергию,
затраченную на перемешивание материала (η
1
= 0,7–0,75);
η
2
– коэффициент, учитывающий трение в подшипниках вала шнека
(η
2
= 0,85–0,95).
Фрикционные транспортеры в рыбной промышленности в основном
применяются для транспортирования банок. Они состоят из ремня, натяну-
того на барабан, и неподвижной стойки.
Производительность фрикционного транспортера Q (бан/ч) определяют
из следующей формулы:
38

,
2
360 ϕ=
a
v
Q (2.21)
где v – скорость ленты, м/с;
a – расстояние между центрами банок, м;
ϕ – коэффициент загрузки (ϕ = 0,6–0,9).
Мощность привода N (кВт) фрикционного элеватора ориентировочно
находят из следующего выражения:
(
)
,
0001
пр
пр
η
+
=
vSS
N
(2.22)
где S
р
, S
п
– натяжение рабочей и холостой ветви конвейера, Н;
v – скорость ленты конвейера, м/с;
η
пр
– к.п.д. привода (η
пр
= 0,8–0,9).
В рыбной промышленности применяются также напорные и лотковые
гидротранспортеры.
Напорный гидротранспортер представляет собой рыбонасос с обычной
трубой, по которой движется смесь рыбы и воды (пульпа).
Производительность Q (м
3
/ч) определяют из следующей формулы:
,v
F
Q = (2.23)
где v – скорость движения пульпы, м/с (v = 1–1,2);
F – площадь поперечного сечения трубы, м
2
.
Лотковый гидротранспортер представляет собой желоб различной
формы (полукруглый, прямоугольный, трапецеидальный), расположенный
с уклоном в сторону движения потока. Радиус закругления желоба на по-
воротах должен быть не менее 3 м, а в местах закруглений уклон желоба
увеличивают в 1,5 раза.
Расход воды Q
в
(кг/с) для транспортировки рыбы определяют из выра-
жения
,
рв
kQQ = (2.24)
где k – коэффициент расхода воды (для мелкой рыбы k = 3–4; для рыбы
средних размеров k = 4–6; для крупной рыбы k = 6–10);
Q
р
– производительность гидротранспортера по рыбе, кг/с.
Одним из наиболее необходимых условий для поддержания непрерыв-
ности является формирование на всех стадиях производственного процес-
са определенной величины заделов. Под производственным заделом пони-
мается незавершенное производство (выраженное в натуральных
единицах), предназначенное для обеспечения бесперебойного хода работы.
Производственные заделы являются одной из основных частей оборотных
фондов предприятия. Размеры производственных заделов зависят от орга-
низационного построения поточной линии, расстановки рабочих мест,
особенностей применяемого оборудования. Величина производственных
39
заделов определяется на основе специальных расчетов, а затем ведется
учет и контроль состояния заделов. Различают следующие внутрилиней-
ные заделы: технологический, транспортный, страховой и оборотный.
Технологический задел – это количество изделий, одновременно нахо-
дящихся на рабочих местах в процессе обработки. Он рассчитывается
по формуле
.
1
пр.iтех
∑
=
=
m
i
CnZ (2.25)
Транспортный задел – это общее число изделий, находящихся в про-
цессе транспортировки с одного рабочего места на другое. Величина
транспортного задела при поштучной обработке вычисляется по формуле
,1
техтр
−= ZZ (2.26)
при передаче изделий транспортными партиями – по формуле
),1(
лтр
−= CрZ (2.27)
где С
л
– суммарное количество рабочих мест на поточной линии.
Страховой задел – это незаконченное в производстве изделие, которое
предназначено для бесперебойной работы последующих рабочих мест в
случае выхода из строя какого–либо рабочего места. Размер его составляет
10–15% от сменного выпуска.
В прямоточном производстве на отдельных рабочих местах вырабаты-
вается больше или меньше продукции, чем на смежных операциях, вслед-
ствие различной трудоемкости. Предметы труда при этом передаются от
одного рабочего места к другому вручную, транспортерами, тележками и
другими транспортными средствами. Бесперебойная работа потока в этом
случае обеспечивается за счет периодического накапливания и расхожде-
ния межоперационного задела, именуемого оборотным заделом. Оборот-
ные заделы необходимо рассчитывать для того, чтобы не было излишнего
накапливания незавершенного производства на рабочем месте и после-
дующие операции были обеспечены продукцией. Эти заделы будут тем
больше, чем значительнее разница между тактом смежных рабочих мест.
Величина оборотного задела измеряется в натуральном выражении: ту-
бы, штуки, тонны и т. п. (более подробно расчет межоперационного обо-
ротного задела был рассмотрен в разд. 1.2).
В практике предприятий рыбной промышленности основой расчета по-
точной линии может также являться максимально возможная производи-
тельность ведущего оборудования потока. Максимально возможная произ-
водительность ведущего оборудования (технико-экономическая норма)
определяется за смену по формуле
,
испсмчт.э
КТNN = (2.28)
где N
ч
– часовая теоретическая производительность ведущего оборудова-
ния в натуральных единицах;
40