Новицкий Н.И., Пашуто В.П. Организация производства и управление предприятием
Подождите немного. Документ загружается.


Для рассматриваемого примера по первой (токарной) операции
количество рабочих мест составляет
С
B
р.1
B=
1400 3 53 2100 3 95 1750 2 82 7 20 20 20 15 15 15
21 8 2 0 96 1 60
∗
+
∗+
∗
+
+
+
+
+
+
∗∗∗ ∗∗
,,,( )()
,
=0,96 ст.
принимаем С
B
р.1
B=1 станок
Коэффициент загрузки оборудования определяется по формуле и
составляет
К
B
З. I
B=
Cpi
Cп iр.
=
096
1
,
=0,96.
Для остальных операций расчет потребности в оборудовании и
коэффициент его загрузки производится аналогично. В частности С
B
р.2
B = 1,05;
С
B
пр.2
B = 1; КB
з.2
B = 1; СB
р.3
B = 1,75; СB
пр.3
B=2; КB
з.3
B = 0,88.
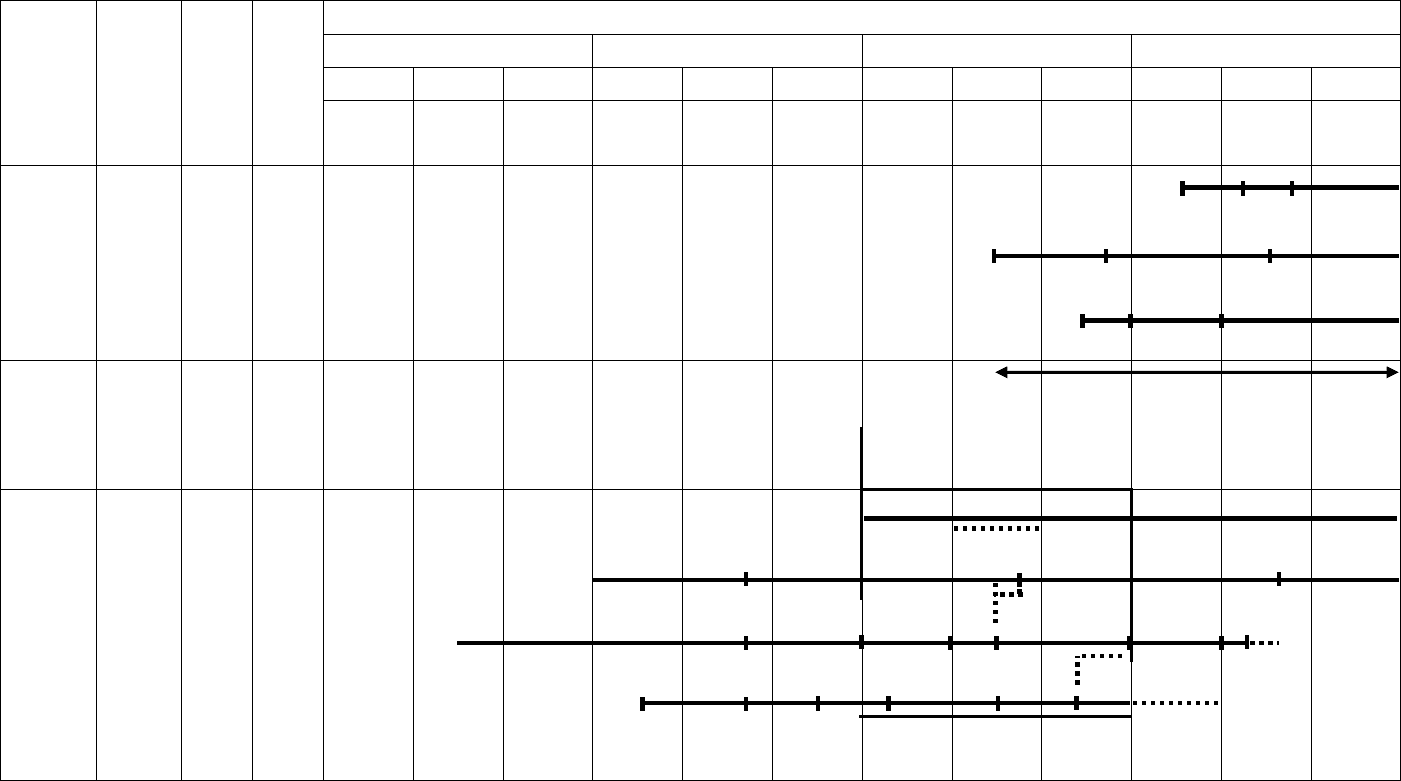
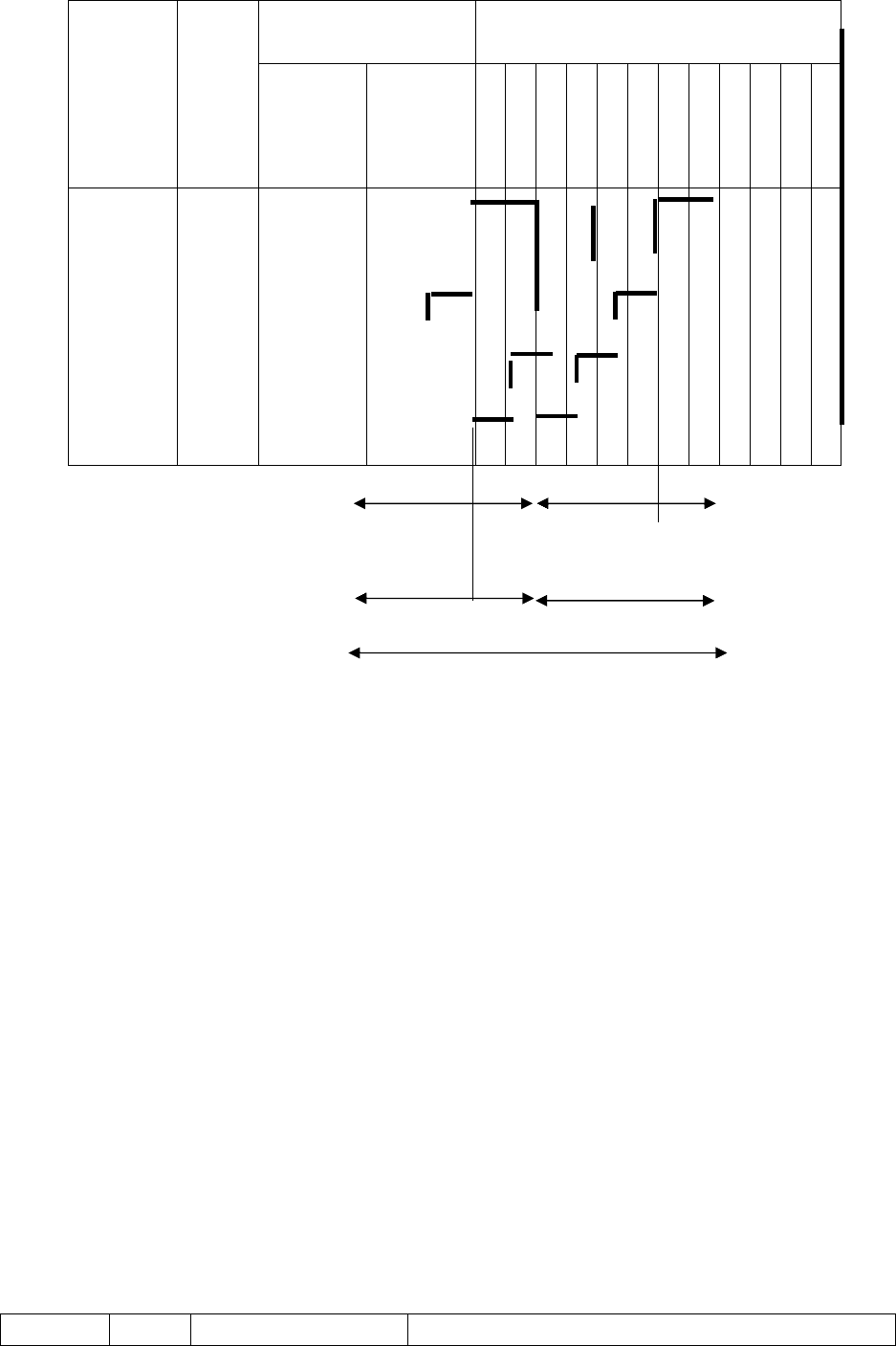
Построение стандарт-плана ПЗУ. Пооперационный подетальный
стандарт-план устанавливает повторяющиеся стандартные сроки запуска и
выпуска партий деталей каждого j-го наименования по каждой i-й операции.
Стандарт план строится на определенный период времени ( ритм чередования
партий деталей R
B
пр
B) и работа по нему повторяется из периода в период без
изменений до тех пор, пока действует данная производственная программа.
Для всех наименований деталей ПЗУ принимается общий ритм
(наибольший из всех принятых). Для рассматриваемого примера R
B
пр
B=3 дн.
При построении стандарт-плана разрабатываются три календарных
графика (рис. 7.1).
Порядок построения первого графика следующий. Исходя из
установленного срока изготовления партии деталей j-го наименования на
календарный план наносятся длительности циклов обработки каждой партии
деталей j-го наименования по операциям производственного процесса, начиная
с последней и кончая первой (в порядке обратном ходу
технологического
процесса) без учета загрузки рабочих мест. Расчет длительности операционного
цикла производится по формуле
T
nt t
K
цопij
н ij пзij
в
...
....
=
∗
+
∗60
, час (7.4)
По рассматриваемому примеру длительность операционного цикла по
детали А на первой операции составляет величину
T
цоп А....
,
,
1
200 3 53 15
60 1 8
15=
∗+
∗∗
=
смены
Расчет длительности операционных циклов по всем деталям и операциям
производится в табличной форме (табл. 7.2).
Таблица 7.2
Расчет длительности операционных циклов
Наименова
ние
операции
Длительность цикла обработки партии
деталей по операциям и деталям, смен
А Б В
Размер
партии, шт
200 300 250
1.Токарная 1,50 2,50 1,50
2.
Фрезерная
1,00 3,00 2,00
3.
Шлифовальная
2,50 3,50 4,00
Итого ТB
то
B 5,00 9,00 7,50
График 1 (рис. 7.1, а) один не рационален, так как он построен без учета
загрузки рабочих мест. Так, на 12 рабочий день, согласно графика, должна
обрабатываться вся номенклатура деталей на шлифовальных станках, а станков
всего два, изделия Б и В должны обрабатываться одновременно на токарных
станках на 9-й день и на фрезерных станках
на 10-й день, но в наличии имеется
по одному станку данных моделей. Исходя из этого необходимо закрепить
операции за рабочими местами и установить очередность обработки партий
деталей j-го наименования, а затем построить график 2 – загрузки рабочих мест
(см. рис. 7.1, б). При этом график загрузки рабочих мест должен быть построен
таким образом,
чтобы обеспечить наиболее полное и непрерывное
использование оборудования и полную занятость рабочих.
Календарное сочетание операций по каждой данной партии деталей j-го
наименования следует строить, приближаясь по возможности к параллельно-
последовательному виду движений.
На этом же графике строится собственно стандарт-план, где
представлены стандартные повторяющиеся сроки выполнения всех операций
обработки партий деталей
j-го наименования.
После построения графика 2 строится уточненный график 3
технологического цикла обработки партий деталей j-го наименования с учетом
загрузки рабочих мест (рис. 7.1, в). При построении графика 3 необходимо
стремиться к тому, чтобы длительности циклов отдельных операций графика 2
являлись проекциями на графике 3. По этому графику определяется
длительность технологического цикла партий j-го наименования, опережение
запуска, выпуска, время пролеживания партий деталей в ожидании
высвобождения оборудования от обработки предыдущей партии и совокупная
длительность производственного цикла комплекта партий деталей Т
B
ц.к
B,
изготавливаемых на ПЗУ.
Расчет длительности производственного цикла. Расчет производится по
каждой партии деталей j-го наименования по стандарт-плану (графический
метод) и по формулам (аналитический метод).
Графически с учетом загрузки рабочих мест и с учетом пролеживания
деталей, длительность производственного цикла составляет соответственно:
Т
B
ц.А
B=7,5 смены, ТB
ц.Б
B=9 смен, ТB
ц.В
B =9 смен, а совокупная длительность
производственного цикла комплекта партий деталей составляет: Т
B
ц.к
B=11,5 смен.
Опережения запуска-выпуска с учетом пролеживания составляет величину (см.
рис. 7.1, в).
Аналитическим методом длительность производственного цикла
определяется по формуле (приблизительное значение, так как в формуле не
учитывается время пролеживания деталей и принимается
среднеарифметическое значение количества единиц оборудования).
Tn t C t mt t t
ц j н j шт ij п i
i
m
пзij ноij зах з е
i
m
... ...р.. .... ....
/=∗ + +∗ + +
⎡
⎣
⎢
⎤
⎦
⎥
∗
==
∑∑
11
1
60
ω
, час (7.5)
где t
B
зах
B − время на одну заходку деталей в другие цехи, мин;
ω
B
З
B − число заходов партии деталей в другие ехи;
t
B
е
B − время затрачиваемое на естественные процессы (сушка, остывание и
др.),мин
Определение среднего размера заделов и незавершенного производства.
Размер задела по каждому j-му наименованию деталей определяется по
формуле:
Zn
T
R
j н j
ц j
п
=
.
.
р
(7.6)
По рассматриваемому примеру размер по каждому j-ому наименованию
деталей составляет:
Z
А
=
∗
=200
75
32
250
,
шт; Z
Б
=
∗
=300
9
32
450
шт; Z
В
=
∗
=250
9
32
375
шт;
Величина незавершенного производства, без учета затрат труда на
предыдущих стадиях обработки деталей, определяется по формуле:
HZt
t
n
К
свjj ij
i
m
пз ij
i
m
н j
нр..
.
.
=+
⎛
⎝
⎜
⎜
⎜
⎜
⎞
⎠
⎟
⎟
⎟
⎟
∗
=
=
∑
∑
1
1
, н/ч (7.7)
По рассматриваемому примеру величина незавершённого производства
по каждому j-ому наименованию деталей составляет:
Н
B
ср.В.А
B = 1501,25 мин или 25 ч; НB
ср.В.Б
B = 3240 мин или 54 ч; НB
ср.В.В
B =
2700 мин или 45 ч;
Период чередования, дни, смены
Rчер=3 Rчер=3 Rчер=3 Rчер=3
1 2 3 4 5 6 7 8 9 10 11 12
Усл.
обозн
.
детал
ей
Т
B
ц.оп.j
B
, см
Опе
р.
Вы
пус
ка
Опе
р.
Зап
у
ска
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
1
2
А
5,00 0,00 5,0 1,5
т
1,0
ф
2,5
ш
Б
9,00 0,0 9,0 1) 2,5
т
3,0
ф
3,5
ш
В
7,50 0,0 7,5 1,5
т
2,0
ф
4,0
ш
Усл.
Обоз
н.
дет.
ТB
ц.оп.j
B
, см
№
оп.
№
раб.
м
tB
ц
B=9,
0
В
4,0 3 IV
ш
В В В 4,0
Б,А
3,5;2
,5
3 III
ш
Б А Б А Б3,5 А2,5
Б,В,А
3;2;1 2 II ф
2) Б В А Б3,0 В2,0 А1,0
Б,В,А
2,5;1
,5; А
1,5
1 I т
Б В
А
Б2,5
Ст-
В1,5
план
А1,5
Усл.
Обоз
н.
Дет.
ТB
ц.оп.j
B
, см
Опе
р.
Вы
пус
-ка,
см
Опе
р.
Зап
у-
ска,
см
А
5,0 0,0 7,5 Т.1,5 2,0 ф1,0
0,5
ш2,5
Б
9,0 2,5 11,5 3) Т2,5 Ф3 Ш3,5
В
7,5 0,0 9,0 Т1,5
1,5
Ф2 Ш4,0
Условные обозначения
T
B
ц
B=11,5
Обработка деталей ; зависимость между смежными опер.
Пролеживание деталей в ожидании высвобождения стан;
Рис. 7.1. Стандарт-план ПЗУ
7.2. Особенности организации участков серийной сборки изделий
Организацию участков серийной сборки изделий можно отнести к
непоточным методам производства тогда, когда изделия изготавливаются
малыми сериями при широкой номенклатуре или партиями, но повторяемость
партий изделий данной номенклатуры в программе завода либо отсутствует,
либо нерегулярна, а размеры партий неустойчивы.
На участке серийной сборки рабочий (
или бригада) выполняет сначала
одну операцию над серией или партией собираемых изделий j-го наименования,
затем вторую, третью и т.д. После каждой операции над партией (серией)
изделий рабочий обычно производит переналадку рабочего места (смену
инструмента, приспособлений, наладку специальных установок, подготовку
мерительного инструмента и т.д.), затрачивая так называемое подготовительно-
заключительное время
. При серийной сборке каждый рабочий может
выполнять несколько различных операций по одному изделию j-го
наименования, а также по различным сборочным объектам. При такой форме
организации производства предметы сборки передаются с операции на
операцию целиком всей партией (серией) изделий j-го наименования.
Особенностью организации работы участков серийной сборки является
расчленение изделия на
отдельные сборочные элементы (единицы). Так как
большинство деталей перед установкой их на изделие предварительно
собираются в сборочные единицы (мелкие сборочные единицы, подузлы, узлы
и т.д), обособленные от других элементов изделия, это дает возможность
организовать их сборку параллельно, а все календарно-плановые нормативы
устанавливаются на партию сборочных единиц.
Партия – заранее установленное
количество одноименных предметов
труда (сборочных единиц), изготавливаемых с одной наладки рабочего места (с
однократной затратой подготовительно-заключительного времени).
Сборочные операции в отличие от заготовительных и обрабатывающих
являются более однородными, легко поддающимися элементарному
расчленению на отдельные переходы, что дает возможность для
перегруппировки их в новые операции. Это обстоятельство во многих случаях
создает благоприятные условия для выравнивания длительности операций
(пропорциональности) по отдельным рабочим местам.
Продолжительность сборочных операций и процессов по сборке
сборочных единиц зависит не только от их трудоемкости, но и от числа
рабочих, одновременно занятых их выполнением, т.е. от так называемого
фронта работы. Это позволяет во многих случаях снизить длительность
производственного цикла сборки изделия.
Другой важной особенностью организации участков серийной сборки
является расчет периода чередования партий сборочных единиц, построение
циклового графика сборки изделия и расчет длительности производственного
цикла (расчет этих календарно-плановых нормативов представлен в параграфе
5.3).
Размер партии ( n
B
н
B ) и период чередования (RB
пр
B) должны быть
согласованы со сроками поставки готовой продукции, периодами чередования
партий на сопряженных участках. Размеры и периоды чередования партии
изделий должны быть выбраны такими, чтобы обеспечивался соответствующий
уровень производительности труда на каждом рабочем месте, а так же удобная
передача партий с одного рабочего места на другое. По крупногабаритным
сборочным единицам (
узлам, блокам и т.д.) нормальный размер партии может
быть скорректирован в меньшую сторону (иногда менее минимального размера
по расчету). По узлам и другим сборочным единицам, имеющим
установленный предельный срок хранения нормальный размер партии
сокращается.
Для всех сборочных единиц, входящих в одно и то же изделие, как
правило, устанавливается единый период
чередования партий. В течение
каждого периода чередования обеспечивается выпуск комплекта партий всех
сборочных единиц, принадлежащих данному изделию. Если на участке
собираются несколько наименований изделий (2-3 и более), имеющих разную
программу выпуска (запуска), то и тогда следует выбирать единую
периодичность повторения всех партий сборочных единиц j-го наименования.
В крайнем случае на участке
можно назначить 2-3 разных периода чередования,
но кратных друг другу. Сокращение числа разных ритмов партий значительно
упрощает построение стандарт-плана и облегчает оперативное планирование и
регулирование работ на участке.
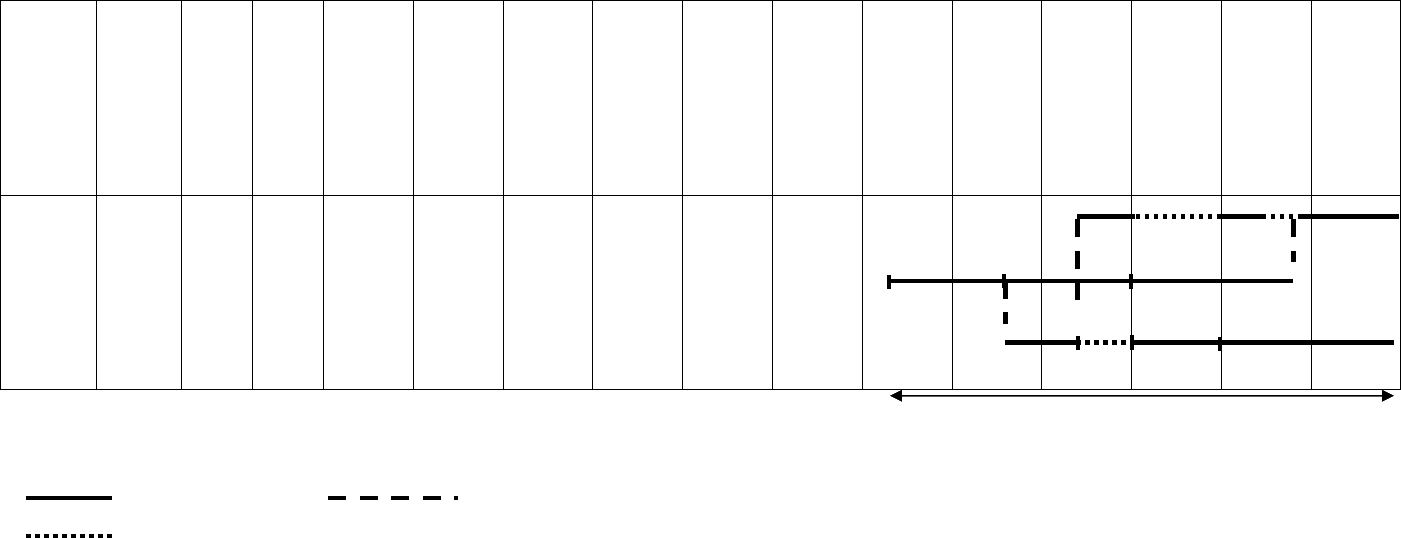
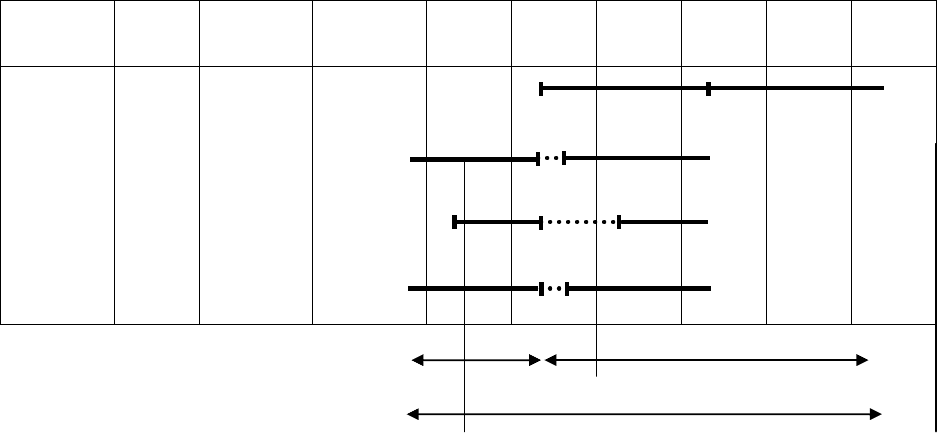
Построение сборочного процесса во времени может быть осуществлено
по любому из рассмотренных выше (пар. 5.2) виду движения
последовательному, последовательно-параллельному или параллельному.
Последовательная сборка
изделия применяется в том случае, если все
сборочные работы осуществляются одной бригадой сборщиков, начиная от
первой сборочной единицы до полной сборки и испытания (рис. 7.2). Общая
длительность цикла (
посл
псбц
T
...
) сборки партии (серии) изделий (nB
н
B) выражается
формулой
∑
=
=
m
i
iедсбн
посл
псбц
tnТ
1
....
(7.8)
где m - число сборочных единиц.
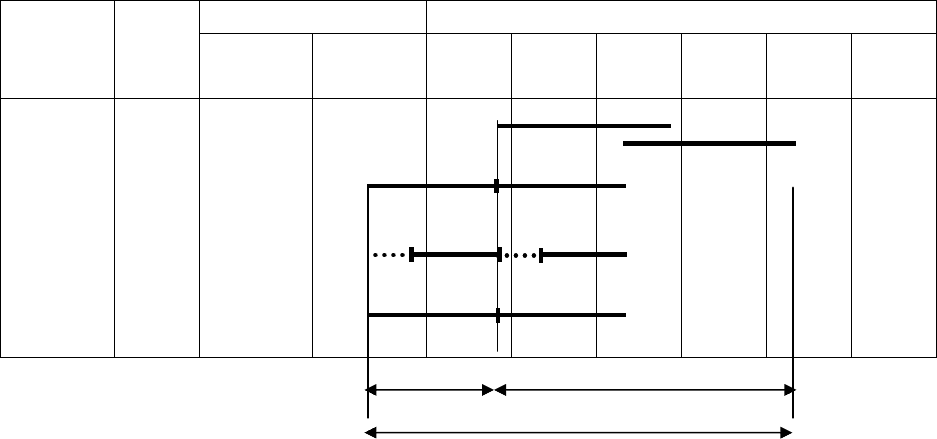
Примером параллельно-последовательной сборки может служить
сочетание параллельной сборки узлов на отдельных рабочих местах при
осуществлении последовательной общей сборки изделий на одном рабочем
месте (рис. 7.3). Общая длительность цикла сборки
Опережен
ие, ч
Время, ч Наиме
н.
Сб.ед.
T
B
сб.ед,
B
ч
B
в
ыпуска
издели
я
з
апуска
издели
я
0 1 2
Общая
С
борка
2
,0
0
,0
2
,0
У
зел №3 ,5
2
,0
3
,5
У
зел №2 ,0
3
,5
4
,5
У
зел №1 ,5
4
,5
6
,0
1-е изделие 2-е изделие
Т
B
ц.сб.u
BТB
ц.сб.u
B
B
BТB
ц.сб.п
B=12
(
)
125,115,122
..
=+++⋅=
посл
псбц
Т
Рис. 7.2. График организации процесса последовательной сборки двух
изделий (n
B
н
B =2)
серии изделий (Т
P
пп
PB
ц.сб.п
B) снижается. Численно она определяется
выражением
∑
=
+=
n
i
–‡”‡
—ЌЌ
••
•–‡љ
ttT
1
.
р
..
(7.9)
где t
P
тр.
PB
узл
B − длительность сборки наиболее трудоемкого узла, ч;
tB
об.сб.
B – длительность общей сборки изделий , ч;
Наиме T
B
сб.ед,
Опережение, ч Время, ч
н.
Сб.ед.
B
ч
B выпуск
а
запуска 1 2 3 4 5
6
Общая
Сборка
2,0 0,0 4,0 1-е 2-е
Узел
№3
1,5 4,0 5,5
1 tB
пр.3
B 2
Узел
№2
1,0 4,0 5,5
1 tB
пр.2
B 2
Узел
№1
1,5 4,0 5,5
1 tB
пр.1
B 2
tB
узл.
BtB
об.сб.
B
5,5225,1
..
=++=
пп
псбц
Т
Рис. 7.3. График организации процесса последовательно-параллельной
сборки двух изделий (n
B
н
B=2)
Однако при такой форме организации возникают простои рабочих на тех
рабочих местах, где длительность цикла узловой сборки меньше длительности
цикла общей сборки. Общее время простоя определяется по формуле
∑
=
−∗∗−=
m
i
iузлсбобпр
tmtt
1
..н
)1n(
(7.10)
где m – количество узлов, собираемых параллельно; t
B
узл.i
B – длительность сборки
i-го узла, ч.
При организации параллельной сборки по всему сборочному процессу
длительность производственного цикла сборки серии (партии) изделий
(Т
P
пар
PB
ц.сб.п
B) еще больше сокращается (рис. 7.4). Численно она может быть
определена по формуле
∑∑
−
==
−+=
1
11
....
n
i
i
n
i
iсбоб
Tр
узл
пар
псбц
ttT
τ
(7.11)
где τ - время совмещения ( параллельности) выполнения общей сборки изделия,
мин.
Опережение, ч Время, ч
Наиме
н.
сб.ед.
TB
сб.ед
,
B
ч
B
выпуск
а
запуск
а
1 2 3
4
5
6
Общая
Сборка
2,0 0,0 2,0 1-е
2
-е
Узел
№3
1,5 2,0 3,5
1 2
Узел
№2
1,0 2,0 3,5
1 2
Узел
№1
1,5 2,0 3,5
1 2
t
узл
T р
B
BtB
об.сб.
B
55,0225,1
..
=−++=
пар
псбц
Т
Рис. 7.4. График организации процесса параллельной сборки двух
изделий (n=2) без синхронизации сборочных единиц
Однако, как и в предыдущем случае, из-за не кратности длительности
циклов узловой сборки и общей сборки изделия на отдельных рабочих местах
возникает простой (t
B
пр
B), суммарная величина которых по данному узлу изделия
в целом определяется по формуле
∑
=
−−=
n
i
iузлсбоб
пар
псбцiпр
ttTt
1
......
(7.12)
Таким образом, применение параллельной сборки по всему процессу без
синхронизации продолжительности сборки узлов и общей сборки изделия не
полностью ликвидирует простои рабочих мест.
Если операции сборочного процесса расчленить на отдельные более
мелкие элементы и снова их сгруппировать в новые операции, то можно
добиться либо равенства, либо кратности выполнения их. Предположим
, что
при пересмотре технологии установлено, что часть элементов по общей сборке
можно перенести на узловую сборку, в частности на сборку узла № 2, тогда
сборка узлов и общая сборка изделия создают пропорциональный процесс при
той же общей трудоемкости (рис. 7.5), но позволяющий полностью
ликвидировать простои на рабочих местах и снизить длительность
производственного
цикла.