Околович Г.А. Нагрев и нагревательные устройства
Подождите немного. Документ загружается.

91
6.3 Тепловой баланс пламенной печи
Выражается уравнением, связывающим степень прихода и
расхода тепла составляется для определения расхода топлива В и
КПД печи.
К статьям прихода относится химическое тепло топлива
Q
х
= B * Q
р
н
; (6.16)
где
Q
р
т
- теплота сгорания топлива; B - расход топлива
(неизвестная величина). Физическое тепло
Q
т
= B
iт
;
где Q
iт
- теплосодержание топлива.
Физическое тепло воздуха
Q
в
= B
iв
*L
n
в
;
где
L
n
в
- количество практически вводимого влажного
воздуха;
В
iв
- теплосодержащий воздух.
Физическое тепло металла
Q
m
=G
im
; где G –
производительность печи.
Тепло экзотермических реакций
Q
э
= (1350*G*a)/100; (6.17)
где
а - % угара металла;
1350 - тепло, выделяемое при образовании окалины в ккал.
Тепло, затрачиваемое на нагрев металла
Q
1
= G(
ik
-
im
) (6.18)
ik
и
im
- теплосодержание металла начальное и конечное.
Потери тепла с отходящими газами
Q
2
= B
V
n
в
in
; (6.19)
где
V
n
в
- практическое количество влажных продуктов
горения.
Механические потери тепла
Q
3
= K
B
Q
н
р
, (6.20)
где
К - допустимый коэффициент потерь.
Потери тепла теплопроводностью через кладку печи
Q
4
= ((t
кл
t
в
)/(S S/
λ
+ 1/
λ
`` ))* F
кл
; (6.21)
где
t
кл
- температура внутренней поверхности кладки;
t
в
- температура окружающего воздуха;
S - толщина слоя кладки;
λ
- его коэффициент теплопроводности;
λ
`` - суммарный коэффициент теплопередачи от газа к
воздуху;
92
F
кл
- внутренняя поверхность кладки за вычетом
поверхности окон и пода.
Потери тепла теплопроводностью через закрытые окна
Q
5
= [(t
кл
t
в
)/(
Σ
S/
λ
+ 1/
λ
`` )]* F
0
*
ψ
; (6.22)
где
F
0
- поверхность окна;
ψ
- доля времени, в течение которого окно закрыто. Потери
тепла излучением через открытые окна
Q
6
= C
0
(Tn/100)
4
* Ф (1 -
ψ
) * F
0
; (6.23)
где
C
0
- константа абсолютно черного тела;
Tn - абсолютная температура рабочего пространства;
Ф - коэффициент диафрагмирования;
1 -
ψ
- доля времени, в течении которого окна открыты;
F
0
- площадь окна;
Q
7
-
потери тепла с выбивающими газами;
Q
8
- потери тепла с охлаждающей водой (в том случае, когда
заготовки перемещаются по водоохлаждаемым глисажным трубам);
Q
9
- потеря тепла с тарой (с выдвижным подом или
выдвижными вагонетками);
Q
10
- потери тепла с окалиной.
Решая известные величины сталей прихода и расхода и
приравнивая статьи прихода и расхода, определяется расход топлива
В. Учитывая неточность расчета отдельных сталей теплового
баланса, полученные значения увеличивают на 10 - 15 %.
Часовой расход условного топлива определяется, где
Q
р
н
- теплота сгорания топлива;
Q
ут
- теплота сгорания условного топлива.
КПД печи определяется
η = (G(
imk imn
)/(В
Q
p
н
). (6.24)
Отношение тепла, затраченного на нагрев металла к
химическому теплу топлива называют коэффициентом полезного
действия.
93
6.4 Теплообменные препараты
Теплообменными аппаратами называются устройства для
нагрева или охлаждения теплоносителей.
С дымовыми газами, уходящими из рабочего пространства
печей, уносится большое количество теплоты и, чем выше
температура газов, тем больше потери. В кузнечных камерных печах
они достигают 70%, а в методических от 40 до 60%.
Наиболее эффективным способом снижения потерь тепла
с
уходящими дымовыми газами является использование теплоты дыма
для подогрева воздуха и газа, расходуемых на отопление печей.
Воздух и газы, поступающие к нагревательным печам, подогре-
вают в регенераторах и рекуператорах.
Регенераторы дороги и сложны в изготовлении и управлении, за-
нимают в цехе большую площадь. Поэтому применяются крайне
редко и только в
крупных пенах при нагреве массивных заготовок.
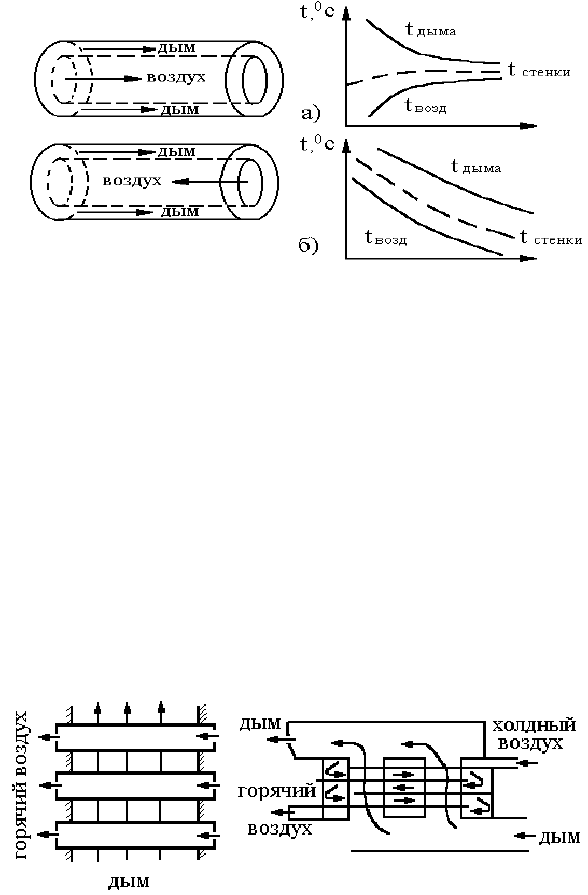
Рекуператоры - это теплообменники с непрерывным движением
дымовых газов, воздуха или газа, отделенных друг от друга перего-
родкой, через которую передается теплота. В рекуператорах поток
воздуха и продуктов горения непрерывный. Нагрев воздуха от дыма
происходит через разделяющую металлическую или керамическую
стенку.
По схеме движения воздуха
и дыма рекуператоры
подразделяются на прямоточные и противоточные (рисунок 52).
В зависимости от материала изготовления и требуемой темпе-
ратуры рекуператора подразделяются на: - металлические; керами-
ческие.
Металлические рекуператоры газоплотны, компактны и могут
устанавливаться в любом месте по отношению к печи. Температура
подогрева воздуха в них до 600-800
0
C.
Керамические рекуператоры громоздки, менее газоплотны, но
позволяют нагревать воздух до 1000
0
C.
Основным показателем работы любого рекуператора является
его стойкость или срок службы. При малой стойкости теряют
значение остальные показатели. Стойкость рекуператора зависит от
его газоплотности, температуры продуктов горения и свойств
материалов, из которых он изготовлен.
Как видно из рисунков, если требуется получить высокую тем-
пературу воздуха, то целесообразно применить противоточный ре-
куператор.
94
Рисунок 52. - Схема прямоточного (а) и противоточного (б)
рекуператора
Однако его разделительная стенка имеет неравномерную тем-
пературу, что ведет к ее короблению и снижению стойкости
рекуператора.
В прямоточном рекуператоре воздух получает среднюю темпе-
ратуру между начальными температурами воздуха и дыма. Разде-
лительная стенка нагрета равномерно и рекуператор имеет повы-
шенную
стойкость.
Наибольшее распространение в кузнечных цехах получили пе-
рекрестные рекуператоры (рисунок 53).
Основным показателем работы любого рекуператора является
его стойкость или срок службы. При малой стойкости теряют
значение остальные показатели. Стойкость рекуператора зависит от
его газо- плотности, температуры продуктов горения и свойств
материалов, из которых он изготовлен.
Рисунок 53 - Схема перекрестно-противоточного
рекуператора
95
6.5 Электрические печи сопротивления
Печи сопротивления конструктивно выполняются так же, как и
пламенные печи, стой лишь разницей, что вместо форсунок или го-
релок в стенках печи монтируют металлические и карборундовые
(силитовые) элементы сопротивления, подключающие к силовой
сети. Кроме того, в них отсутствуют дымоходы и вентиляция.
Металлические нагреватели изготовляют из
хромоникелевых
сплавов высокого электросопротивления (типа нихрома) в виде
спиралей из проволоки круглого сечения или ленты. Эти
нагреватели применяют в электропечах, где рабочая температура не
превышает 900-950`C (в отдельных случаях до 1100`С).
Карборундовые нагреватели изготовляют в виде стержней диа-
метром 4-18 мм, длиной до 1520 мм. Они обеспечивают нагрев
металла до 1300`C и до 1800`C в
вакууме или защитном газе.
Большим преимуществом электропечей сопротивления является
возможность точного регулирования температуры рабочего про-
странства. Производительность этих печей составляет 130 кг/ч, а
удельный расход электроэнергии 600 кВт и более.
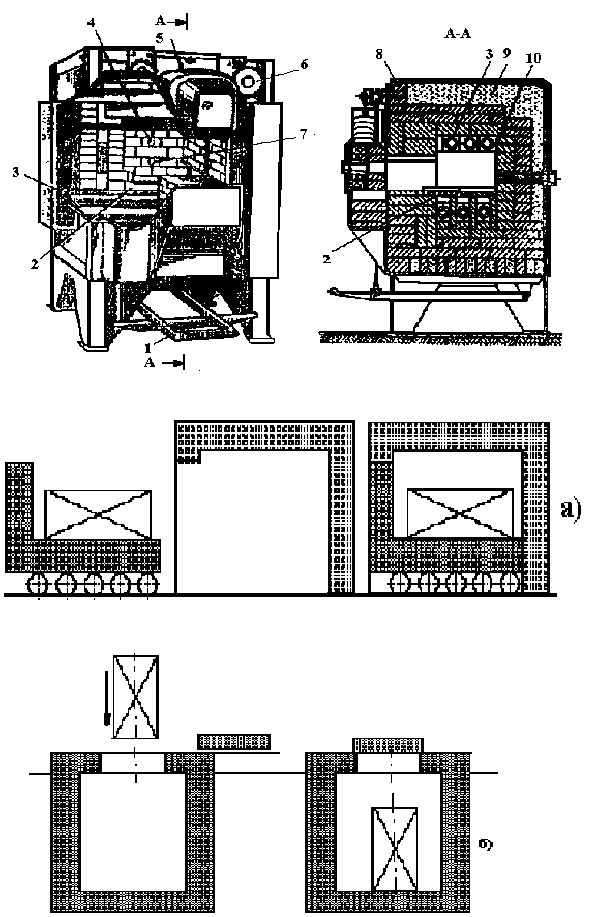
На рисунок 54 показана электрическая цепь с карбокорундовыми
нагревателями. Печь состоит из металлического каркаса 8, рабочей
камеры 10, выложенный огнеупорным шамотным кирпичом. Для
уменьшения тепловых
потерь в окружающую среду между
наружными стенками и каркасом засыпают теплоизоляционный
огнеупорный материал 9. Под печи выкладывают из прочных
карборундовых плит 2. Силитовые стержни 3, служащие
нагревательными элементами, установлены горизонтально в своде и
под подом печи. Такое расположение стержней обеспечивает
свободное излучение теплоты в рабочую камеру, ускоряет нагрев
заготовок создает более равномерный нагрев
заготовок в рабочем
пространстве печи. Температура в печи регулируется и
контролируется приборами. В задней стенке печи имеются два
отверстия: одно 4 для установки термопары, а другое 7 - для подачи
защитного газа. Снаружи печи перед окном загрузки имеется
рабочий стол и заслонка 5, которая поднимается при помощи
механизма 6 от педали 1.
Для повышения производительности электропечей вместо
камерных печей применяют электропечи с вращающимся подом, где
нагрев заготовок практически происходит непрерывно.
Выбор нагревательных элементов печи.
96
По рабочей температуре все печи электросопротивления можно
разделить на три группы:
1 Электропечи работающие при 700-1000
0
C;
2 Среднетемпературные (1000-1300
0
C);
3 Высокотемпературные (1400-1700
0
C).
Электронагреватели выбираются в зависимости от температуры
печи.
Для низко температурных печей применяются жаропрочные
хромоникелевые сплавы (типа нихром).
В среднетемпературных печах - хромоникелевые сплавы с добав-
кой специальных тугоплавких элементов. Высокотемпературные
печи работают с нагревателями из карборунда (целит или дицелисит
молибдена)
SiC - карборунд; SiMo - целит молибдена.
Металлические нагреватели применяются в виде проволоки
(
d=3
÷
7мм) или ленты, которые устанавливаются в печах на
специальных подвесках или полках в виде спирали.
Индексация электрических печей.
Обозначают различными индексами в зависимости от методов
нагрева, особенностей конструкции, размеров. Индекс состоит из
трех основных букв, нескольких цифр и вспомогательных букв.
Первая буква индекса для всех печей обозначает способ
нагрева:
С –
сопротивлением,
И – индукционный.
Н - ионный.
Вторая буква нагревательных печей сопротивления
характеризует основной конструктивный признак:
А - карусельная,
Б - барабанная,
В - ванная,
Г - колпаковая,
Д - с выдвижным подом,
К - конвейерная,
Н - камерная,
Т - толкательная,
Ш - шахтная.
Э - элеваторная.
97
Третья буква характеризует среду в рабочем пространстве
печи:
А - для азотирования,
В - вакуум,
З - защитная атмосфера,
О - окислительная (воздух),
С - соль, селитра,
Ц - цементация.
Индекс может включать вспомогательную четвертую букву:
А - агрегат из нескольких печей,
Л - лабораторная,
П - проходная,
М - муфельная.
После букв через дефис указывают размеры рабочего
пространства
печи (в дециметрах);
- для прямоугольной ширину, длину и высоту;
- для цилиндрических - диаметр и высоту (длину).
После соответствующих размеров через дробь указывают
рабочую температуру печи в сотнях градусах Цельсия.
Примеры обозначения печей
1) СГО-20.15-2/3 - электронагрев сопротивления колпаковая с
воздушной атмосферой, диаметр рабочего пространства 2 м, высота
1,5 м, двухстендовая, температура 300
0
C.
2) СВС-3,5.8.4/6 - электрованная соляная, ширина рабочего
пространства 0,35 м, длина 0,8 м, высота 0,4 м, температура 600`C.
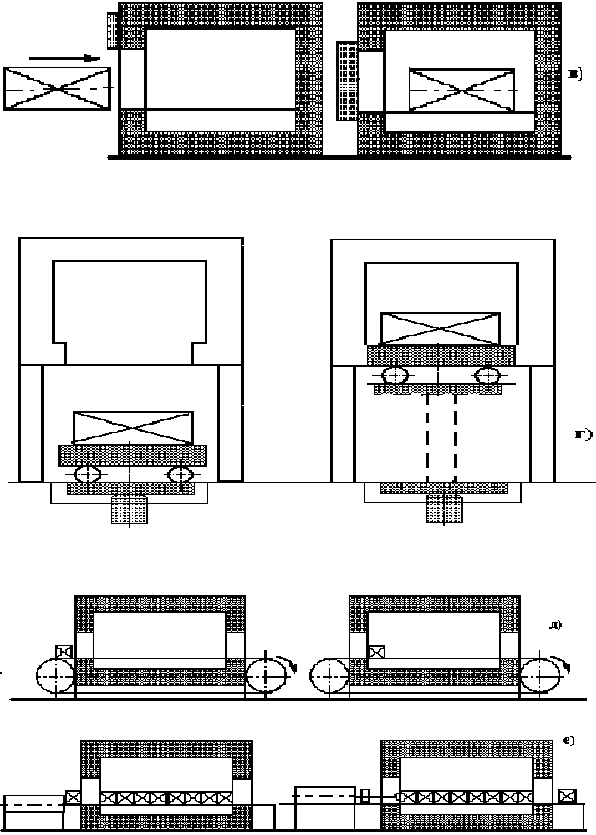
На рис.55 показаны схемы электрических печей.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 Основные требования, предъявляемые к нагревательным печам.
2 Типы печей применяемых для нагрева мелких заготовок.
3 Основные конструкции механизированных печей.
4 Принципы работы рекуперативных печей.
5 В чем различие конструкций термических
и кузнечных печей.
6 Особенности работы безокислительных печей.
7 Состав продуктов горения для безокислительного нагрева.
8 Печи скоростного нагрева.
9 Назначение теплообменных аппаратов.
98
Рисунок 54 - Электрическая камерная печь
99
Рисунок 55 - а-с выдвижным подом, б- шахтная, в- камерная, г-
элеваторная, д - конвеерная, е - толкательная.
100
ГЛАВА 7 ИНДУКЦИОННЫЙ НАГРЕВ
Особое место в технологических процессах отводится
индукционному нагреву, позволяющему производить нагрев со
скоростями в несколько раз большими, чем в пламенных печах.
Высокая скорость нагрева обеспечивает этому способу ряд важных
преимуществ, приводящих к экономии металла, деформирующего
инструмента, снижению трудоемкости технологических процессов,
повышению коэффициента загрузки основного оборудования,
улучшению
условий труда и снижению отрицательного влияния
производства на окружающую среду.
В последние годы индукционным нагревом оснащены все
кузнечные цехи автомобильных и трактовых заводов. В
кузнечноштамповочных цехах ВАЗа, КАМАЗа, АТЗ используется
только индукционный нагрев.
Совершенствование индукционного нагрева должно осуществ-
ляться параллельно с совершенствованием технологии штамповки. В
связи с этим технолог-обработчик
давлением должен достаточно
четко представлять специфику индукционного нагрева, его
возможности, иметь полное представление о характере
температурных полей в заготовках при различных скоростях
нагрева, уметь производить необходимые расчеты времени нагрева и
основных энергетических показателей.
При разработке технологии штамповки следует помнить, что в
производительности индукционного нагрева решающим фактором
является перепад температур по сечению
. Поэтому, учитывая все
факторы, влияющие на технологию деформирования, надо
стремиться к возможно большему допустимому перепаду
температур. Экспериментальные исследования показывают, что
увеличение допустимого перепада температур в два раза сокращает
время нагрева почти вдвое и тем в большей мере выявляет
преимущества индукционного нагрева.
Примером следует считать возможность применения индукцион-
ного нагрева для
таких процессов, как полугорячая штамповка и ее
сочетание с горячей.
Индукционный нагрев происходит вследствие теплового
действия тока, индуктируемого в изделие. При пропускании по
проводнику переменного электрического тока вокруг проводника
создается круговое магнитное поле с частотой, равной частоте
пропускаемого тока (рисунок 56).