Поксеваткин М.И. Проектирование и оптимизация процессов малоотходной горячей штамповки
Подождите немного. Документ загружается.

21
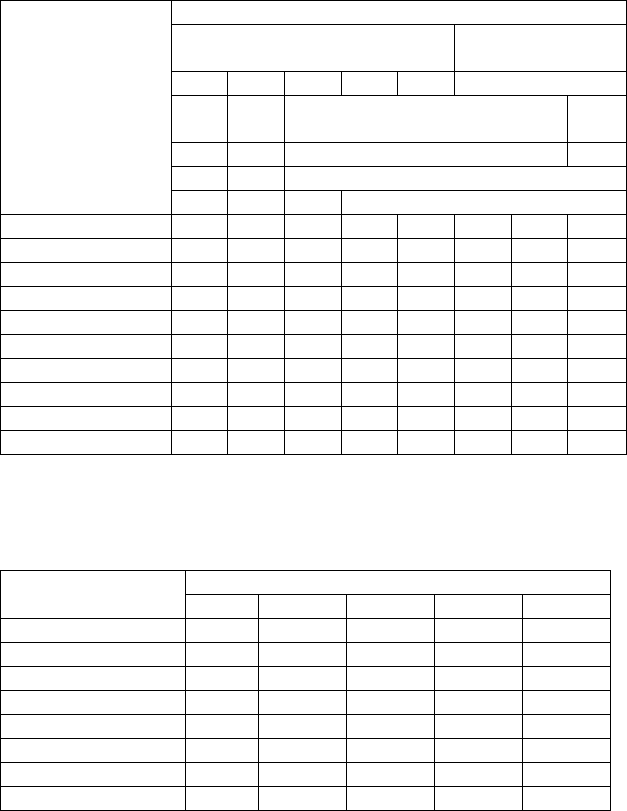
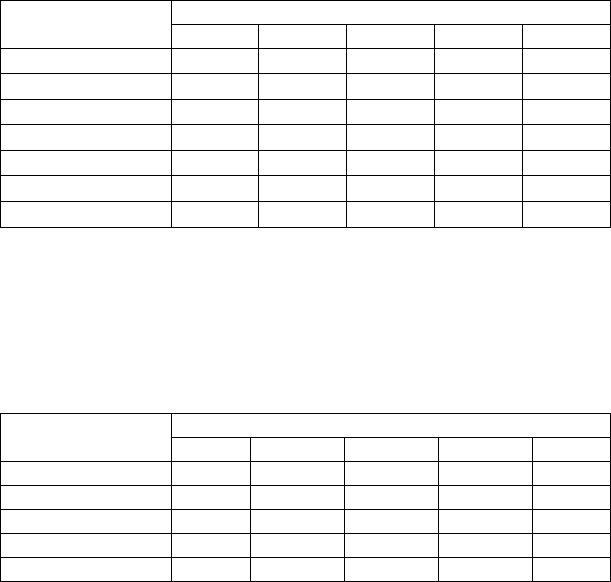
Таблица 1.6 – Дополнительные припуски, учитывающие смещение по
поверхности разъёма штампов
Масса поковки,
кг
Припуски для классов точности, мм
Плоская поверхность разъёма
(П)
Т1 Т2 Т3 Т4 Т5
Симметр. изогнутая пов. раз.
(И
С
)
Т1 Т2 Т3 Т4 Т5
Несимметр. изогнутая пов.раз. (И
Н
)
Т1 Т2 Т3 Т4 Т5
До 0.5 включ. 0.1 0.1 0.2 0.2 0.3 0.3
Св. 0.5до1.0-//- 0.1 0.1 0.1 0.2 0.2 0.3 0.3 0.3
-//-1.0-//-1.8 0.1 0.1 0.2 0.2 0.3 0.3 0.3 0.4
-//-1.8-//-3.2 0.1 0.2 0.2 0.3 0.3 0.3 0.4 0.5
-//-3.2-//-5.6 0.2 0.2 0.3 0.3 0.3 0.4 0.5 0.6
-//-5.6-//-10.0-//- 0.2 0.2 0.3 0.3 0.4 0.5 0.6 0.7
-//-10.0-//-20.0-//- 0.3 0.3 0.3 0.4 0.5 0.6 0.7 0.8
-//-20.0-//-50.0-//- 0.3 0.3 0.4 0.5 0.6 0.7 0.9 1.2
-//-50.0-//-125-//- 0.3 0.3 0.4 0.5 0.6 0.7 0.9 1.2
-//-125-//-250-//- 0.4 0.5 0.6 0.7 0.9 1.2 1.6 2.0
Таблица 1.7 – Дополнительные припуски, учитывающие изогнутость и
отклонения от плоскостности и прямолинейности
Наибольший раз-
мер поковки, мм
Припуски для класса точности, мм
Т1 Т2 Т3 Т4 Т5
До 100 включ. 0.1 0.2 0.2 0.3 0.4
Св. 100 до 160 -//- 0.2 0.2 0.3 0.4 0.5
-//- 160-//-250-//- 0.2 0.3 0.4 0.5 0.6
-//-250-//-400-//- 0.3 0.4 0.5 0.6 0.8
-//-400-//-630-//- 0.4 0.5 0.6 0.8 1.0
-//-630-//-1000-//- 0.5 0.6 0.8 1.0 1.2
-//-1000-//-1600-//- 0.6 0.8 1.0 1.2 1.6
-//-1600-//-2500-//- 0.8 1.0 1.2 1.6 2.0
22
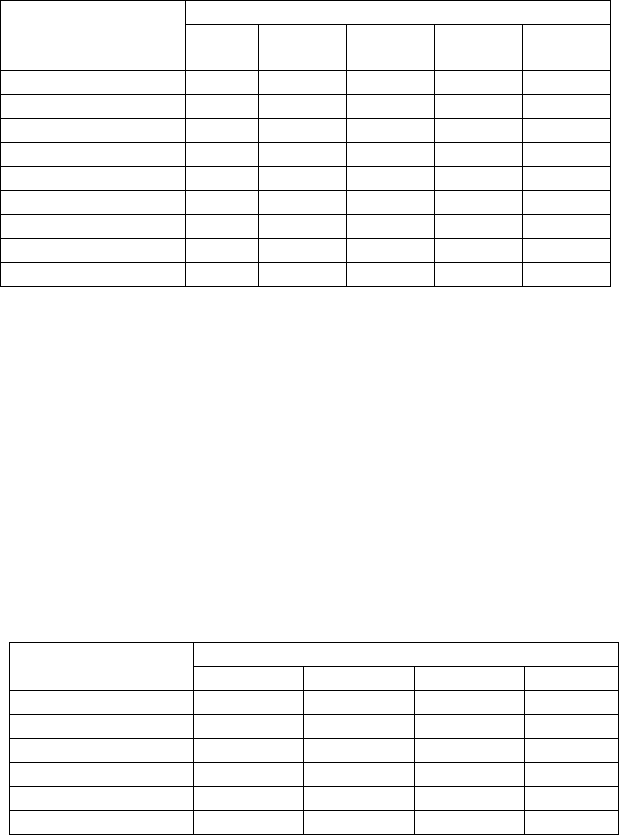
Таблица 1.8 – Дополнительные припуски, учитывающие отклонения
межосевого расстояния
Расстояние между
центральными
осями, мм
Припуски для классов точности, мм
Т1 Т2 Т3 Т4 Т5
До 60 включ. 0.1 0.1 0.2 0.2 0..3
Св. 60до 100-//- 0.1 0.2 0.2 0.3 0.5
-//-100-//-160-//- 0.2 0.2 0.3 0.5 0.8
-//-160-//-250-//- 0.2 0.3 0.5 0.8 1.2
-//-250-//-400-//- 0.3 0.5 0.8 1.2 1.6
-//-400-//-630-//- 0.5 0.8 1.2 1.6 2.0
-//-630-//-1000-//- 0.8 1.2 1.6 2.0 2.5
-//-1000-//-1600-//- 1.2 1.6 2.0 2.5 4.0
-//-1600-//-2500-//- 1.6 2.0 2.5 4.0 6.0
Минимальная величина радиусов закруглений внешних углов по-
ковок приведена в таблице 1.9.
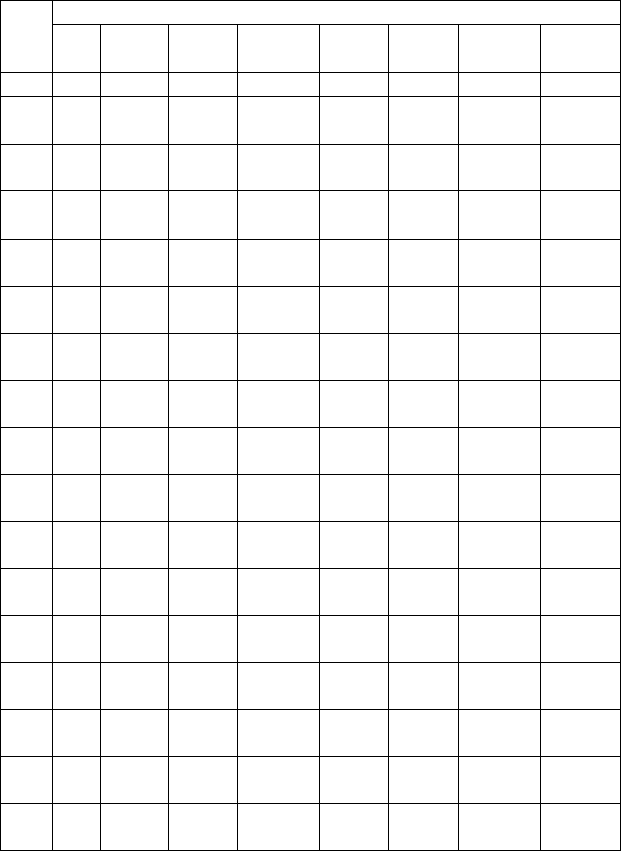
Допуски и допускаемые отклонения линейных размеров поковок
назначаются в зависимости от исходного индекса и размеров поковки
по таблице 1.10.
Допускаемые отклонения внутренних размеров поковок должны
устанавливаться с обратными знаками.
Допуски и допускаемые отклонения размеров, отражающие одно-
сторонний износ штампов, равны половине
допускаемых отклонений
линейных размеров поковок (таблица 1.10).
Таблица 1.9 – Минимальная величина радиусов закруглений внешних
углов поковок, мм
Масса поковок, кг Глубина ручья штампа, мм
до10 св. 10 до 25 св. 25 до 50 св. 50
До 1,0 включит. 1,0 1,5 2,0 3,0
Св. 6.0 -//- 1.5 2.0 2.5 3.5
-//-6.0-//-16.0-//- 2.0 2.5 3.0 4.0
-//-16.0-//-40.0-//- 2.5 3.0 4.0 5.0
-//-40.0-//-100.0-//- 3.0 4.0 5.0 7.0
-//-100.0-//-250.0-//- 4.0 5.0 6.0 8.0
23
Таблица 1.10–Допускаемые отклонения линейных размеров поковок,
мм
Исх.
инд.
Длина, ширина, диаметр, глубина, высота поковки, мм
До
40
40÷100 100÷16
0
160
÷
250 250
÷
40
0
400
÷
63
0
630
÷
100
0
1000÷16
00
1 2 3 4 5 6 7 8 9
1 +0,2
-0,4
+0,5
-0,1
+0,3
-0,2
+0,4
-0,2
+6,5
-0,2
- - -
2 +0,3
-0,1
+0,3
-0,2
+0,4
-0,2
+0,5
-0,2
+0,5
-0,3
+0,6
-0,3
- -
3 +0,3
-1,1
+0,4
-0,2
+0,5
-0,2
+0,5
-0,3
+0,6
-0,3
+0,7
-0,3
+0,8
-0,4
-
4 +0,4
-0,2
+0,5
-0,2
+0,5
-0,3
+0,6
-0,3
+0,7
-0,3
+0,8
-0,4
+0,9
-0,5
-
5 +0,5
-0,2
+0,5
-0,3
+0,6
-0,3
+0,7
-0,3
+0,8
-0,4
+0,9
-0,5
+1,1
-0,5
+1,3
-0,7
6 +0,5
-0,3
+0,6
-0,3
+0,7
-0,3
+0,8
-0,4
+0,9
-0,5
+1,1
-0,5
+1,3
-0.7
+1,4
-0,8
7 +0,6
-0,3
+0,7
-0,3
+0,8
-0,4
+0,9
-0,5
+1,1
-0,5
+1,3
-0,7
+1,4
-0,8
+1,6
-0,9
8 +0,7
-0,3
+0,78
-0,4
+0,6
-0,5
+1,1
-0,5
+1,3
-0,7
+1,4
-0,2
+1,6
-0,9
+1,8
-1,0
9 +0,8
-0,4
+0,9
-0,5
+1,1
-0,5
-1,3
-0,7
+1,4
-0,8
+1,6
-0,5
+1,8
-1,0
+2,1
-1,7
10 +0,9
-0,5
+1,1
-0,5
+1,3
-0,7
+1,4
-0,8
+1,6
-0,9
+1,8
-1,0
+2,1
-1,1
+2,4
-1,2
11 +1,1
-0,5
+1,3
-0,3
+1,4
-0,8
+1,8
-1,0
+1,8
-1,0
+2,1
-1,1
+2,4
-1,2
+2,7
-1,3
12 +1,3
-0,7
+1,4
-0,8
+1,6
-0,5
+2,1
-1,1
+2,1
-1,1
+2,4
-1,2
+2,7
-1,3
+3,3
-1,7
13 +1,4
-0,8
+1,6
-0,9
+1,8
-1,0
+2,1
-1,1
+2,4
-1,2
+2,7
-1,3
+3,0
-1,5
+3,3
-1,7
14 +1,6
-0,9
+1,8
-1,0
+2,1
-1,1
+2,4
-1,2
+2,7
-1,3
+3,0
-1,5
+3,3
-1,7
+3,7
-1,9
15 +1,8
-1,0
+2,1
+1,1
+2,4
-1,2
+2,7
-1,3
+2,7
-1,3
+3,3
-1,7
+3,7
-1,9
+4,2
-2,4
16 +2,1
-1,1
+2,4
-1,2
+2,7
-1,3
+3,0
-1,5
+3,0
-1,5
+3,7
-1,9
+4,2
-2,1
+4,7
-2,4
24
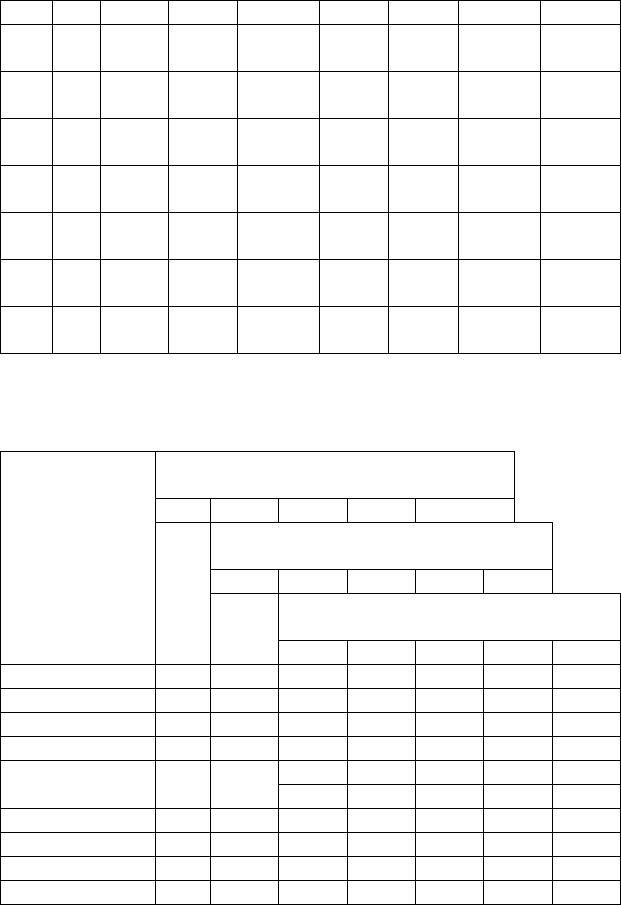
Таблица 1.10 (Продолжение)
1 2 3 4 5 6 7 8 9
17 +2,4
-1,2
+2,7
-1,3
+3,0
-1,5
+3,3
-1,7
+3,3
-1,7
+4,2
-2,1
+4,7
-2,4
+5,4
-3,7
18 +2,7
-1,3
+3,0
-1,5
+3,3
-1,7
+3,7
-1,5
+3,7
-1,9
+4,7
-2,4
+5,3
-2,7
+6,0
-3,0
19 +3,0
-1,5
+3,3
-1,7
+3,7
-1,9
+4,2
-2,1
+4,7
-2,4
+5,3
-2,7
+6,0
-3,0
+6,7
-3,3
20 +3,3
-1,7
+3,7
-1,9
+4,2
-2,1
+4,7
-2,4
+5,3
-2,7
+6,0
-3,0
+6,7
-3,3
+7,4
-3,6
21 +3,7
-1,9
+4,0
-2
+4,7
-2,4
+5,3
-2,7
+6,0
-3,0
+6,7
-3,3
+7,4
-3,6
+8,0
-4,0
22 +4,2
-2,1
+4,7
-2,4
+5,3
-2,7
+6,0
-3,0
+6,7
-3,3
+7,4
-3,6
+8,0
-4,0
+8,6
-4,4
23 +4,7
-2,4
+5,3
-2,7
+6,0
-3,0
+6,7
-3,3
+7,4
-3,6
+8,0
-4,0
+8,6
-4,4
+9,2
-4,8
Таблица 1.11 – Допускаемая величина смещения по поверхности разъ-
ёма штампа, мм
Масса поковки,
кг
Плоская поверхность разъёма штампа
(П)
Т1 Т2 Т3 Т4 Т5
Симметрично изогнутая поверхность
разъёма (И
с
)
Т1 Т2 Т3 Т4 Т5
Несимметрично изогнутая поверх-
ность разъёма штампа (И
н
)
Т1 Т2 Т3 Т4 Т5
До 0.5 вкл. 0,1 0,2 0,2 0,3 0,4 0,5 0,6
Св. 0.5 до 1.0-//- 0,2 0,2 0,3 0,4 0,5 0,6 0,7
-//-1.0-//-1.8-//- 0,2 0,3 0,4 0,5 0,6 0,7 0,8
-//-1.8-//-3.2-//- 0,3 0,4 0,5 0,6 0,7 0,8 1,0
-//-3.2-//-5.6-//-
-//-5.6-//-10.0-//-
0,4
0,5
0,5
0,6
0,6 0,7 0,8 1,0 1,2
0,7 0,8 1,0 1,2 1,4
-//-10.0-//-20.0-//- 0,6 0,7 0,8 1,0 1,2 1,4 1,8
-//-20.0-//-50.0-//- 0,7 0,8 1,0 1,1 1,4 1,8 2,5
-//-50.0-//-125-//- 0,8 1,0 1,2 1,4 1,8 2,5 3,2
-//-125-//-250-//- 1,0 1,2 1,4 1,8 2,5 3,2 4,0
25
Допускаемая величина смещения по поверхности разъёма штампа
определяется в зависимости от массы поковки, конфигурации поверх-
ности разъёма штампа и класса точности и не должна превышать зна-
чений, приведённых в таблице 1.11.
Допускаемые отклонения межосевого расстояния в поковках не
должны превышать величин, указанных в таблицах 1.12.
Таблица 1.12-Допускаемые отклонения межосевого расстояния в
по-
ковках, мм
Межцентровое
расстояние, мм
Классы точности
Т1 Т2 Т3 Т4 Т5
До 60 вкл.
±0,10
±
0.15
±
0.20
±
0.25
±
0.30
Св. 60 до 100-//-
±0.15
±
0.20
±
0.25
±
0.30
±
0.50
-//-100-//-160-//-
±0.20
±
0.25
±
0.30
±
0.50
±
0.80
-//-160-//-250-//-
±0.25
±
0.30
±
0.50
±
0.80
±
1.20
-//-250-//-400-//-
±0.30
±
0.50
±
0.80
±
1.20
±
1.50
-//-400-//-630-//-
±0.50
±
0.80
±
1.20
±
1.60
±
2.00
-//-630-//-1000-//-
±0.80
±
1.20
±
1.60
±
2.00
±
3.00
Допуск радиусов закруглений внутренних и наружных углов по-
ковок устанавливается по таблице 1.13.
Допускаемые отклонения штамповочных уклонов на поковках
устанавливаются в пределах ±0,25 их номинальной величины.
Таблица 1.13 – Допуск радиусов закруглений, мм
Радиус
закруглений, мм
Классы точности
Т1 Т2 Т3 Т4 Т5
До 4 вкл. 0.5 0.5 0.5 1.0 2.0
Св. 4 до 6 -//- 0.5 0.5 1.0 2.0 3.0
-//-6-//-10-//- 1.0 1.0 2.0 3.0 5.0
-//-10-//-16-//- 1.0 2.0 3.0 5.0 8.0
-//-16-//-25-//- 2.0 3.0 5.0 8.0 12.0
Кузнечные напуски. Кузнечные напуски могут быть образованы
на поковке штамповочными уклонами, радиусами закруглений внут-
ренних углов, непробиваемой перемычкой в отверстиях и невыполни-
мыми при штамповке поднутрениями и полостями.
26
Штамповочные уклоны устанавливаются при штамповке на мо-
лотах и прессах на всех вертикальных поверхностях поковок , а при
изготовлении на ГШМ – на всех поверхностях выступов, углублений и
сквозных отверстий, выполняемых пуансонами. При штамповке на
ГШМ ступенчатых поковок уклоны назначаются также на всех замк-
нутых штампом поверхностях, располагающихся перпендикулярно
движению пуансона.
Штамповочные
уклоны не должны превышать величин, установ-
ленных в таблице 1.14.
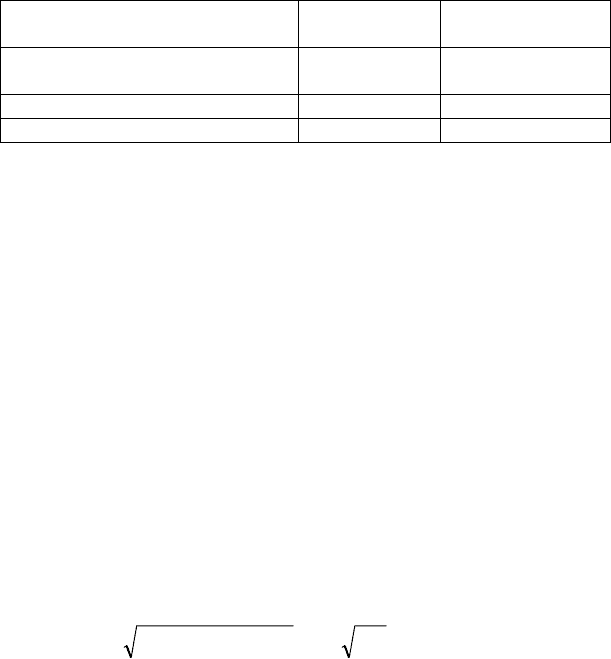
Таблица 1.14 – Штамповочные уклоны, град
Оборудование На наружной
поверхности
На внутренней
поверхности
Штамповочные молоты, прессы
без выталкивателей
7 10
Прессы с выталкивателями 5 7
Горячештамповочные автоматы 1 2
Для низких поковок с тонкими фланцами, невысокими рёбрами и
ступицами увеличение штамповочных уклонов на 2÷5
0
существенно не
влияет на экономию металла.
Величина радиуса закругления внутренних углов устанавливается
по согласованию между изготовителем и потребителем.
Следует учесть, что внутренние радиусы закруглений рекоменду-
ется принимать в 3÷4 раза больше внешних.
Значение радиусов закруглений рекомендуется выбирать из ряда
0,8;1,0;1,5;2,0;2,5;3,0;4,0;5,0;6,0;8,0;10,0;12,5;15,0;20,0;25,0;30,0 и стре-
миться к их унификации для одной поковки, так как
это существенно
снижает трудоёмкость изготовления штампа и режущего инструмента
[4].
Штамповочные уклоны, радиусы закруглений, допускаемые от-
клонения формы поковок и допустимые величины заусенцев поковок,
штампуемых на ГШМ, определяют с использованием справочника (4,
гл. 7, табл.5÷8).
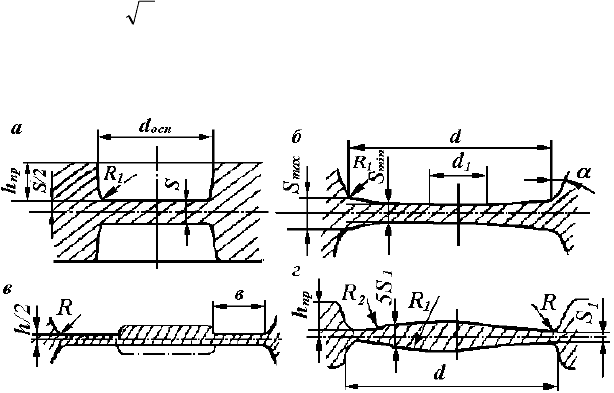
Толщину плоской плёнки (перемычки) S (рисунок 1.4, а), реко-
мендуемой при диаметре отверстия
100
≤
осн
d мм, можно определять
по эмпирической формуле [4]
прпросн
hhdS 6,0525,045.0 +−−= , (2.1)
27
где
пр
h – глубина прошивки.
Если глубина прошивки меньше диаметра прошиваемой полости
в 2.5 раза и более, для облегчения раздачи металла в стороны следует
применять наметку с раскосом (рисунок 1.4, б). Минимальная толщина
перемычки в этом случае составляет
SS
⋅
=
65.0
min
, а максимальная
SS ⋅= 35.1
max
.
Диаметр плоского участка
ммdd ),312.0(
1
+
=
. Радиусы закруг-
лений вершин намёток определять по формуле
,21.0
1
+
+
=
пр
hRR
где R – внутренний радиус закругления, принятый для поковки.
Для низких поковок при
07.0/
≤
dh
пр
(после раздачи металла
на плоских бойках или в предварительном ручье с плоской намёткой)
рекомендуются намётки с карманом (рисунок 1.4, в,г). При этом тол-
щина
,4,0
1
dS =
глубина кармана равна 5S
1
, радиус закруглений
пр
hR 5
2
=
, а радиус
1
R
находят графически.
В поковке выполняют сквозные отверстия при двухстороннем
углублении, если диаметр сквозного отверстия не менее 30 мм.
Рисунок 1.4 - Перемычки под подшивку: а – плоская: б – с раскосом; в
– с магазином; г – с карманом
Оформление чертежа поковки. Чертёж холодной поковки являет-
ся основным технологическим документом в цехе. Разрабатывают его
на основе
чертежа готовой детали (рисунок 1.5).
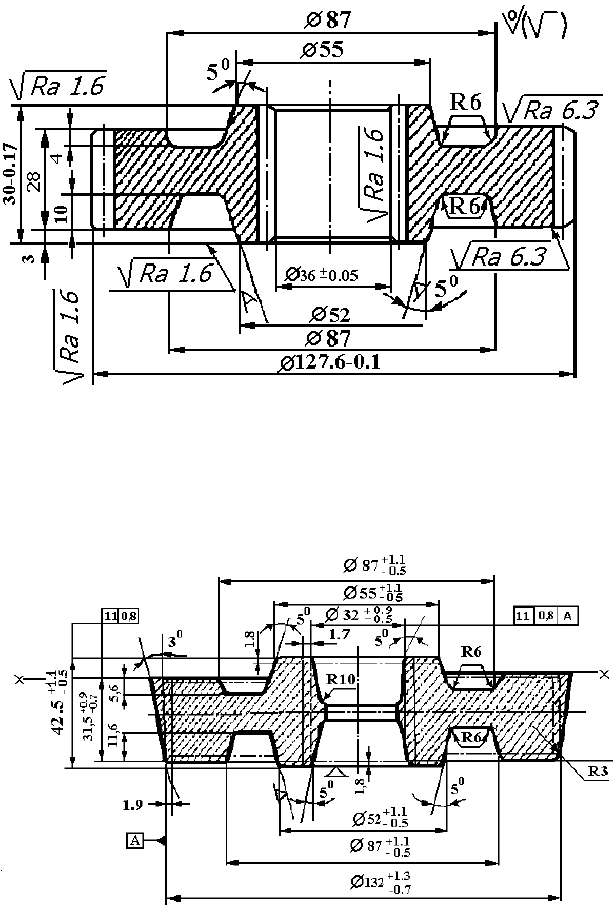
28
Рисунок 1.5 - Шестерня
Материал сталь 45ХН2МФА (ГОСТ 4543)
Масса детали 1,83кг. Производство серийное
Готовую деталь на чертеже поковки показывают штрихпунктир-
ной линией, давая лишь необходимые контуры детали (рисунок 2.5).
Рисунок 1.6 – Поковка шестерни
29
Технические требования к поковке
(ГОСТ 7505, см. Приложение А)
Штамповочное оборудование – КГШП
Нагрев заготовок – индукционный
Масса поковки 3,3 кг (расчётная); расчётный коэффициент К
р
=1,8
Класс точности – Т3
Группа стали – М2
Степень сложности – С1 (0,72)
Конфигурация поверхности разъёма штампа – плоская (П)
Исходный индекс – 10 (таблица 1.4).
Радиус закруглений наружных углов (минимальные) – 2,0 мм,
принимаем 3,0 мм.
Штамповочные уклоны: по наружной поверхности - 5°; по внут-
ренней поверхности - 7°.
Неуказанные предельные отклонения размеров принимаем рав-
ными 1,5 допуска соответствующего размера поковки с равными до-
пускаемыми отклонениями.
Размеры поковки и их допускаемые отклонения (мм)
Размер дета-
ли (рис. 2.4)
Основной
припуск
(табл. 2.4)
Дополнительные при-
пуски, учитывающие
Суммар-
ный
припуск
Допуск
(табл. 2.9)
Размер
поковки
(рис. 2.5)
Смещ. по
пов. раз.
(табл. 2.5)
Отклон. от
плос.
(табл. 2.6)
127,6
1,6⋅2
0,3 0,3 3,8
+1,3
-0,7
132
3,1
7,0
+
−
36
1,4⋅2
0,3 0,3 3,4
+0,9
-0,5
32
9,0
5,0
+
−
39
1,5⋅2
0,3 0,3 3,6
+1,1
-0,5
42,5
1,1
5,0
+
−
28
1,5⋅2
0,3 0,3 3,6
+0,9
-0,5
31,5
9,0
5,0
+
−
Неуказанные допуски радиусов закруглений по п. 5.23.
Допускаемая величина остаточного облоя 0,8 мм по п. 5.8.
30
Допускаемое отклонение от плоскостности 0,6 мм.
Допускаемое отклонение от концентричности пробитого отвер-
стия относительно внешнего контура поковки 0,8 мм.
Допускаемое смещение по поверхности разъёма штампа 0,6 мм.
Допускаемая величина высоты заусенца 3,0 мм.
При оформлении чертежа поковки последнюю располагают в по-
ложении, которое она занимает в штампе. Масштаб 1:1, допустим
масштаб 1:2 при вычерчивании крупногабаритных
поковок (свыше 750
мм) и 2:1 - для поковок сложной формы размером менее 50мм.
Система простановки размеров поковки должна полностью соот-
ветствовать системе размеров детали и учитывать: исходные базы ме-
ханической обработки; удобство проверки величины припуска путем
сравнения размеров на чертеже поковки с размерами готовой детали:
удобство проверки размеров поковки.
На чертеже поковки должны
быть указаны: наименование детали,
марка стали, масса поковки, штамповочное оборудование, способ на-
грева заготовки.
Допускаемые отклонения формы и расположения поверхностей
должны быть проставлены на чертеже поковки в соответствии с требо-
ваниями ГОСТ 2.308 (см. Приложение А).
Правила выполнения чертежа поковки приведены в ГОСТ 3.1126
(см. Приложение А).
Пример оформления чертежа поковки
показан на рис.1.6.
В технических требованиях указать точность изготовления; груп-
пу стали; степень сложности поковки; допустимую величину заусенца
и смещение штампа по ГОСТ 7505. Точность не оговариваемых разме-
ров поковки; допуски несоосности прошиваемых в поковках наметок к
внешним контурам поковки; допускаемые отклонения по изогнутости,
неплоскостности и непрямолинейности (для плоских поверхностей), а
также
радиальному биению (для цилиндрических поверхностей); не
обозначенные на чертеже радиусы закруглений и штамповочные укло-
ны; допуски на радиусы закруглений; термообработку и твердость по-
ковок; глубину внешних дефектов и т.п.
Чертеж горячей поковки составляют по чертежу холодной и вы-
черчивают в том же масштабе. Номинальные размеры на чертежах го-
рячей
и холодной поковок отличаются между собой на величину теп-
ловой усадки материала.
Для ориентировочных расчетов температуру окончания штампов-
ки стали принимают равной 900÷1000°С, что соответствует линейной
усадке примерно 1,2%.