Поксеваткин М.И. Проектирование и оптимизация процессов малоотходной горячей штамповки
Подождите немного. Документ загружается.

51
Диаметр утолщения второго перехода рассчитывают по формуле
(2.32). Объём ручья второго перехода должен превышать объём заго-
товки (V) на 10%, т.е.
V1,1V
2
⋅
=
.
Толщина перемычки
;)15.007.0(
0
dt
÷
=
цилиндрический эле-
мент
0
)5.04.0( dh ÷
=
служит для направления поковки в третьем ру-
чье. Высота Н
2
определяется по объёму
2
V
.
Для штамповки поковок сложной конфигурации с отростками,
расположенными в плоскости, перпендикулярной к главной оси поков-
ки (например, крестовин), применяют штампы с горизонтальной плос-
костью разъёма матриц. Однако из-за сложности конструкции штампов
и зажимных механизмов матриц такой вид штамповки не нашёл широ-
кого распространения в производстве.
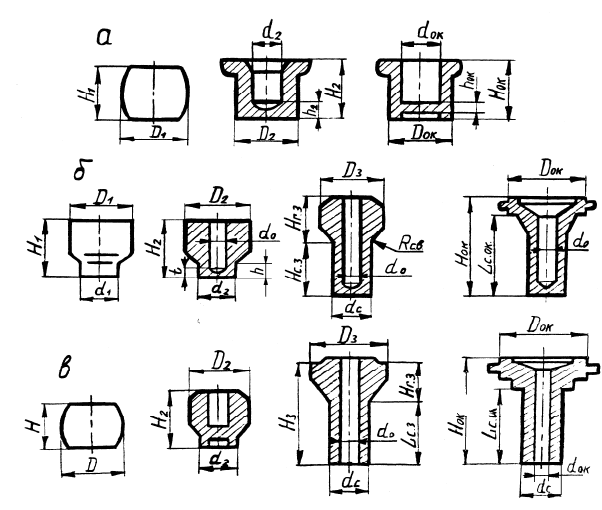
Рисунок 2.9 – Переходы штамповки
полых поковок
Поковки сложной конфигурации, имеющие различные полости и
местные утолщения, а также поковки с изогнутыми стержнями, разви-
52
линами и боковыми отростками с большой разницей в сечениях вдоль
оси (например, форсунки, наконечники, штуцера и др.) штампуют в
штампах с вертикальной плоскостью разъёма матриц на КГШП, экс-
центриковых и фрикционных прессах [13].
Технологический процесс штамповки на ГШМ существенно от-
личается от процессов, осуществляемых на ПШМ и КГШП, в частно-
сти
, от процессов штамповки на КГШП в разъёмных матрицах.
При многоручьевой штамповке на ГШМ наиболее часто приме-
няют наборные, формовочные, пришивные и пробивные переходы.
Наборные переходы являются заготовительными, они служат для
увеличения толщины формируемой части заготовки перед последую-
щей формовкой и прошивкой. Формовка придаёт утолщенной части
поковки требуемую фасонную форму.
Наборные
и формовочные переходы осуществляют высадкой.
Различают высадку без изгиба (свободная высадка) и с ограниченным
изгибом высаживаемой части заготовки (высадка на ограниченный
диаметр).
Свободную высадку заготовки производят пуансоном с плоским
торцом при условии
д
ψ
ψ
≤
, (2.48)
где
Dl
в
/=
ψ
- относительная длина высаживаемой части заготовки;
в
l
- длина высаживаемой части заготовки; D – диаметр заготовки;
д
ψ
-
допустимая относительная длина высаживаемой части заготовки (таб-
лица 2.3).
Высадку на ограниченный диаметр осуществляют при условии
д
ψ
ψ
>
. (2.49)
При соотношении (2.48) набор металла совмещают с формовкой и
прошивкой, при условии (2.49) выполняют предварительно наборные
переходы до получения условия (2.48), затем производят формовку
(или формовку и прошивку).
Определение размеров полости наборной части ручья и количест-
ва наборных переходов производят в соответствии с относительной
длиной высадки и диаметром заготовки.
Тип заготовки для стержневых
поковок с утолщением на конце
стержня (поковки 1-й подгруппы [4, c.236]) выбирают в зависимости от
её диаметра и длины
c
l
стержневой части поковки: при
Dl
c
5.1
≤
ис-
пользуют прутковую заготовку (пруток); при
Dl
c
5,1>
- мерную заго-
товку. В первом случае применяют передний упор, во втором – задний.
53
Таблица 2.3 – Значение
д
ψ
Условия высадки
д
ψ
а) угол скоса торца заготовки
0
0
=
α
60
0
≤<
α
б) с намёткой отверстия при
1
0
=
α
62
0
≤<
α
3
2,5
2
1,5
Наиболее интенсивный набор обеспечивается высадкой в кониче-
скую полость пуансона, размеры которой определяют с использовани-
ем номограммы А.Д. Томленова (рисунок 2.10) на основании следую-
щих правил:
1 – больший диаметр конической полости
k
D не должен превы-
шать 1,8D. Обычно применяют отношение
25.1/
=
DD
k
при
Dl
в
10>
и
5.1/ =DD
k
при
;10Dl
в
<
2– меньший диаметр полости
k
d
принимают из условия лучшего
её заполнения несколько большим диаметра прутка, т.е.
Dd
k
)05.102.1( ÷=
. С увеличением
k
d
вырастает вероятность изгиба
заготовки, поэтому большие значения
k
d
возможны при относительно
малых значениях ψ.
Объём конической полости глубиной
k
l
устанавливают из выра-
жения
)()12/(
22
kkkkkk
dDdDlV ++=
π
, а её глубину – из условия
равенства объёмов высаживаемой части заготовки и конической по-
лости пуансона, увеличенной до 6% во избежание переполнения ручья
вследствие температурно-массовых колебаний заготовки (4, с. 248,
таблица 12).
На приведённой номограмме (см. рисунок 2.10) по оси абсцисс
отложена величина
kkk
dD /
=
ε
, а по оси ординат – относительная
величина осадки
DllDа
kв
/)(/
−
=
=
β
. По величине отношения
срк
dl /=
ψ
определяют необходимость в дальнейших наборных пере-
ходах. Если
5,2/ >=
срk
dl
ψ
, то производят следующий набор в

54
конической полости, который рассчитывается по средним размером
полученного предварительного конуса. Число наборных переходов
может достигать четырёх.
Если в формовочном ручье штампа утолщение поковки форми-
руют в пуансоне и матрице, то принимают комбинированный набор-
ный переход. Расстояние
а
(рисунок 2.10) между торцами пуансона и
матрицы в момент начала высадки при
Dd
k
05,1
≅
и
DDD
k
5.125,1 ≤<
принимают равным
;2Da
≤
при
Dd
k
05.1
≅
и
DaDD
k
5,225,1 ≤−≤
[4, c.277]. Более точное значение a определяют
по графикам (рисунок 2.10).
Рисунок 2.10 - Соотношение размеров при высадке в коническую по-
лость
При высадке в цилиндрическую полость пуансона или матрицы
диаметром
Dd
ц
3,1≤
принимают
Da
≤
[4, c. 276].
Выбор и расчёт переходов штамповки на ГШМ проводят в сле-
дующем порядке:
55
1) устанавливают схему штамповки в окончательном (формовочном)
ручье [4, c.236÷251].
2) конструируют поковку и устанавливают технические требования
[4, c 259÷266];
3) определяют диаметр и тип заготовки [4, c.236];
4) определяют массу и длину заготовки;
5) определяют объём и длину высаживаемой части заготовки;
6) проверяют условие (2.48):
а) если
д
ψ
ψ
≤
, то наборный переход не проектируется;
б) если
10≤<
ψ
ψ
д
, то набор осуществляют в конических наборных
ручьях (рисунок 2.10).
Для i-го наборного перехода
);(5,0;/
)1()1()1()1()1( −−−−−
+
=
=
ikikiсрiсрiki
dDddl
ψ
;56,1)
1
625,0(
164
22,1;
2
)1(
+−−+−=⋅=
− i
ii
kiiсрkiki
dD
ψ
η
ψψ
εε
(2.50)
,
82.3
;05,101,1;
22
)1(
kikikiki
вi
kiiсрki
ddDD
VU
ldd
+⋅+
⋅
⋅
=÷=⋅=
−
ηη
где
i
U
- коэффициент запаса объёма полости ручья (таблица 2.4).
Для первого перехода
)1(
=
i :
Dl
в
/
1
==
ψ
ψ
, так как
.;
)0()0(
Ddll
срвk
=
=
);(5,0
111 kkср
dDd +=
;;
111
DdDD
kkk
⋅
=
⋅=
η
ε
;56.1)
1
625.0(
164
22,1
1
2
11
1
+−−+−=
ψ
η
ψψ
ε
k
(2,51)
.
82.3
2
111
2
1
1
kkkk
вi
k
ddDD
VU
l
+⋅+
⋅⋅
=
Для второго перехода
(i =2):
112
/
срk
dl
=
ψ
и далее по формулам (2.50) (рисунок 2.11).
56
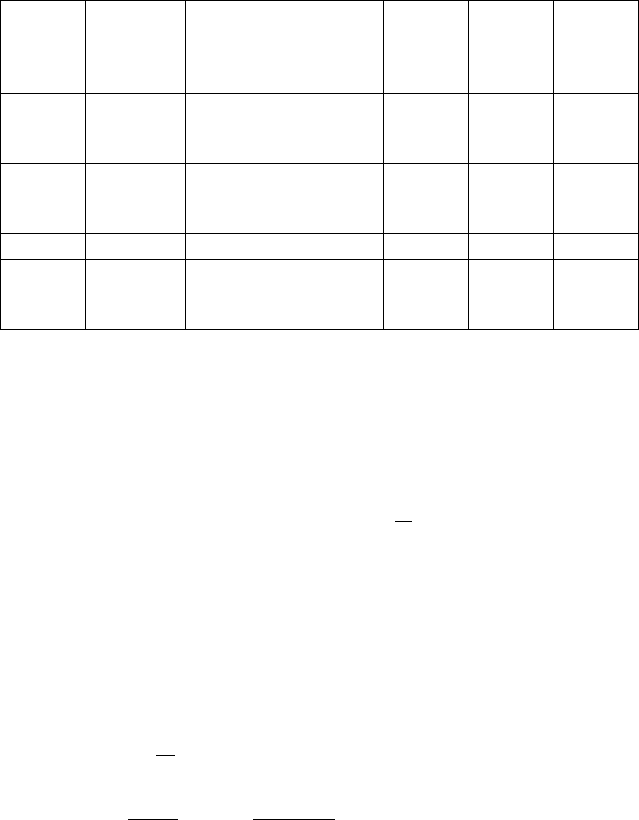
Таблица 2.4 - Значения
i
U
Номер
перехода
Диаметр заготовки, мм
До 20 Св. 20 до 40 Св.40 до 60 Св. 60 до 80
1 1,07 1,09 1,11 1,13
2 1,05 1,06 1,08 1,09
3 1,04 1,05 1,07 1,08
4 1,03 1,04 1,05 1,06
5 1,02 1,03 1,04 1,05
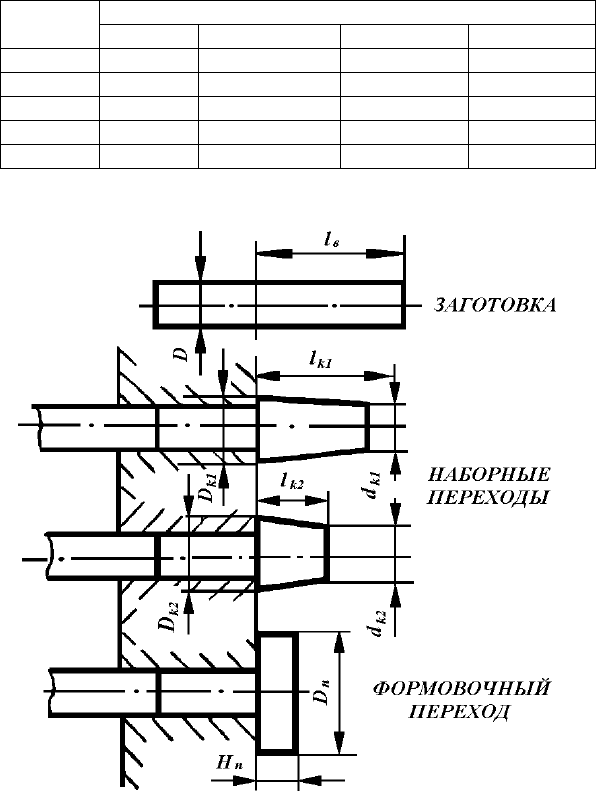
Рисунок 2.11 – Схема наборных и формовочного переходов
57
в) если
10>
ψ
, то набор осуществляется в полости пуансона, состоя-
щей из конической и цилиндрической частей. При
DD
k
25.1
≤
и
Dd
k
05.1=
принимают
Da 5,2
≤
(см. рисунок 2.10), а длина цилинд-
рической части
Dll
вц
10
−
=
. Остальные размеры рассчитывают по
формулам (2.50);
г) если для получения конического набора выполняется условие
nki
Hl ≤
, где
n
H
- высота утолщения поковки, то проектирование на-
борных переходов прекращается, а в качестве
i-го перехода принимают
окончательный формовочный ручей.
В случае набора металла в полостях пуансона и матриц при
д
ψ
ψ
>
и
DD
м
3,1≤
расстояние между торцами пуансона и матриц
принимают
Da ≤
, глубину полости матрицы
м
l
рассчитывают по
формуле
,3/)(
мnм
lll +≤
где
n
l
- глубина полости пуансона [4, c.276];
7) выбирают температурный интервал штамповки [11, с. 219] (табли-
ца 1.5);
8) определяют усилие штамповки [4, c. 258];
9) рассчитывают размеры инструмента в соответствии с размерами
штампового пространства ГШМ [4 с. 300÷336],
10) определяют габаритные размеры матричного блока ГШМ [4,c.319].
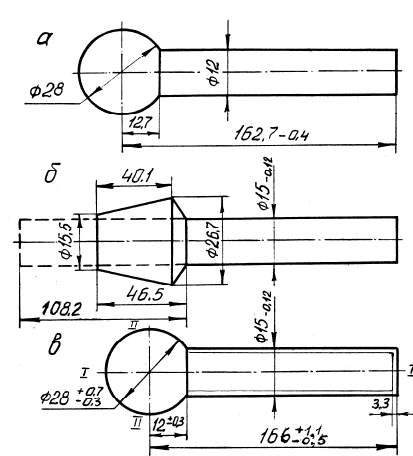
Пример. Спроектировать технологический процесс штамповки
рычага (рис. 2.12, а) для серийного производства поковок.
Технические требования: неуказанные
предельные отклонения
размеров по 12 квалитету; шероховатость поверхности стержня 25
мкм; сфера последующей обработке не подлежит. Материал детали
Ст.3 СП (ГОСТ 380). Поковка гр. III(ГОСТ 8479).
При серийном производстве поковок рычага наиболее рацио-
нальна штамповка на ГШМ. Схема штамповки в формовочном ручье
показана на рисунке 1.3, в).
Поскольку
Dl
c
5.1>
, выбираем мерную заготовку с задним упо-
ром [4,c.236]. Длину зажимной части ручья принимают в зависимости
от длины стержня [4, c.300].
Расчётная масса поковки
126,0
=
пр
М
кг (в массу поковки не
входит масса стержня, так как стержень не деформируется); степень
сложности С2, класс точности Т4, группа стали М1. Плоскости разъёма
I-I и II-II (рисунок 1.3, в). Исходный индекс 8. Нагрев индукционный.
58
По ГОСТ 7505 назначаем припуски и допуски (см. табл. 1.5.-
1.11). Размеры детали и поковки заносим в таблицу 2.5.
В качестве материала по ГОСТ 74 17 выбирают калиброванный
прокат диаметром
12,0
15
−
=D мм [11,c. 77].
Расстояние от центра сферы до начала стержня на поковке (12
мм) определено графически с учётом увеличения диаметра стержня до
15 мм (см. рисунок 2.12, в).
Рисунок 2.12 – Эскиз детали (а), комбинированный наборный переход
(б) и эскиз поковки (в)
В техническом требовании на чертеже поковки оговаривают гр.
III;HB 111÷156 по ГОСТ 8479; класс точности
- Т
4
смещение пуансона
относительно матриц и по плоскости разъёма матриц 0,3 мм, заусенец
на головке и по разъёму матриц 0,5 мм; допуски на неоговоренные
размеры
5,0
3,0
+
−
, на внешний радиус
2
1
+
R
, по кривизне стержня 1мм; ос-
тальные технические требования по ГОСТ 8479.
Массу поковки определяют с учётом половины положительного
допуска:
134.0=
n
M кг.
59
Таблица 2.5 - Размеры поковки, мм
Размеры
детали
Основной
припуск
Дополнительный
припуск, учитываю-
щий смещение по по-
верхности разъёма
Суммар-
ный при-
пуск
Допуск Размер
поковки
12,0 1,1x2 0,4 2,6 +0,7
-0,3
14,6
+0,7
-0,3
28,0 - - 0 +0,7
-0,3
28
+0,7
-0,3
12,7 - - -
±
0,3
12
±0,3
162,7 1,4x2 0,4 3,2 +1,1
-0,5
166
+1,1
-0,5
Масса заготовки
узсcn
KMMMM
⋅
+
+
=
)(
,
где масса
с
М
– масса стержня, кг;
у
К
– коэффициент, учитывающий
угар металла; при индукционном нагреве
;005.1
=
у
К
у
М
– масса
заусенца, равная (см. формулу (2.6))
ρ
π
⋅⋅−=
ЗСшСзс
tDDM )(
4
22
3
, кг.
Здесь
зс
D
- наружный диаметр заусенца;
4062282
=
⋅
+=+=
çñøçñ
âDD
мм [1, c.267];
ш
D
– диаметр шаровой
поверхности, мм;
6=
зс
в мм– ширина заусенца, мм;;
ммt
зс
5,1
=
–
толщина заусенца, мм,
7850
=
ρ
кг/м
3
– плотность стали.
При штамповке на ГШМ размеры поперечного (кольцевого) за-
усенца определяют по таблице 2.1.
016,01078505,1)2840(
4
М
922
зс
=⋅⋅⋅−=
−
π
кг;
23,010785054,1
4
22514,3
4
9
2
=⋅⋅⋅
⋅
=⋅⋅=
−
ρ
π
cс
l
D
М
кг;
где
c
l
- длина стержня.
382,0005,1)016,0230,0134,0(
=
⋅
+
+
=M
кг;

60
Длина заготовки
;5,275
6,1767850
10382,0
)(
9
ммFML =
⋅
⋅
=⋅=
ρ
допуск
на длину заготовки при разрезке в штампе
[
]
.213.,5)7.06.0( с
÷
±
Потери при разрезке штанги длиной
ммL
ш
4000
=
складывают-
ся из торцовых обрезков
),6154.04,0( ммDl
обр
=
⋅
=
=
потерь на не-
кратность
)7.1375.2755.05.0( ммLl
p
=
⋅
==
и длины опорного кон-
ца
)(
оп
l
. Так как
CL >= 5.275
и Cll
pост
>
=
=
7.137 , где
70=С
–
опорная база ножей,
ост
l
- длина остатка), то .0
=
оn
l Тогда расходный
коэффициент (см. п. 2.1.4)
.04.1)7,13764000/(4000)/(
=
−
−
=
−
−=
робршшр
llLLК
Норма расхода металла на поковку, равная
396,0382,004,1
=
⋅
=
⋅
= MKN
р
кг,
используется при расчёте технологической себестоимости поковки.
Определяем длину высаживаемой части заготовки
в
l
и относи-
тельную длину ψ.
Объём высадки
399
101,1910
7850
016,0134,0
10 ⋅=⋅
+
=⋅
+
=
ρ
зсп
в
MM
V
, мм
3
;
2,1086,176/101,19/
3
=⋅== FVl
вв
мм;
32,715/2,108/ >=== Dl
в
ψ
. Значение
д
ψ
(см. таблицу 2.3) при
α=0.
Следовательно, кроме формовочного, требуются наборные пере-
ходы.
Поскольку формовочный переход выполняют в матрице и пуано-
соне [4, c.236], то и набор металла осуществляют в комбинированном
ручье конической формы (см. рисунок 2.12, б).
Максимальный диаметр конической полости
7.261578.1
=
⋅
=
=
DD
k
ε
мм,
где
)(f
ψ
ε
=
определяют по формуле (2.50) или по справочнику [4,
c.278, 279].
На основе геометрических соотношений устанавливают, что ме-
ридиональное сечение диаметром
7,26
=
k
D
мм шаровой поверхности