Поксеваткин М.И. Проектирование и оптимизация процессов малоотходной горячей штамповки
Подождите немного. Документ загружается.

31
Размеры на чертеже горячей поковки дают без допусков с учетом
особенностей разметки поковки на штампе и разметки шаблонов. Для
этого необходимо указать полностью данные для построения линии
разъема, проставляя от нее размеры по высоте. Для облегчения размет-
ки напусков, образуемых штамповочными уклонами, следует указы-
вать горизонтальные отрезки напусков.
Разрешается округлять
линейные размеры поковки с точностью
до 0,5мм.
2 Проектирование технологии МГШ
2.1 Выбор и расчёт исходной заготовки
2.1.1 Выбор вида исходной заготовки
При горячей объёмной штамповке в качестве исходных заготовок
применяют:
− сортовой прокат – для поковок всех типов;
− профилированные заготовки – для удлинённых поковок,
штампуемых плашмя;
− калиброванные заготовки – для высокоточных поковок;
− трубные заготовки – для полых поковок.
При выборе вида сортового проката необходимо учесть, что ка-
либрованная сталь значительно дороже горячекатаной.
Наиболее рационально применять профилированные заготовки,
полученные на ковочных вальцах, станах поперечной прокатки, а так-
же высадкой на ГШМ, электровысадкой.
2.1.2 Расчёт массы и размеров заготовки
Массу (М) заготовки в общем случае рассчитывают по формулам:
ρ
VМ
=
, кг (2.1)
угперотхn
VVVVV
+
+
+
=
, м
3
(2.2)
где V – объём заготовки, м
3
; ρ - плотность штампуемого металла (для
стали ρ=4850кг/м
3
);
угперотхп
VVVV ,,,
- соответственно объёмы по-
ковки, отходов, перемычки и угара; объём угара при индукционном
нагреве составляет
,008,0 VV
уг
=
при электронагреве -
V01,0
, при
пламенном нагреве -
V03,0
. При втором нагреве угар составляет 50%
объёма угара первого нагрева.
Объём
)(
отх
V
отходов определяют по формуле:
32
зсизботх
VVV
+
=
(2.3)
где
изб
V
- избыток металла, идущий на приращение стержня или стен-
ки поковки; на заполнение компенсационной полости; независимо от
вида компенсатора объём избыточного металла определяют из условия
чёткого заполнения полости штампа;
зс
V
- объём заусенца (торцового
или поперечного).
При штамповке выдавливанием торцовый заусенец возникает при
значении коэффициента вытяжки (λ) в пределах
153
÷
=
λ
. При
15>
λ
выдавливание не рекомендуется, так как образуется значитель-
ный заусенец, вызывающий заклинивание пуансона, задиры и быстрый
износ инструмента.
Коэффициент вытяжки определяют из соотношения
cn
fF /
=
λ
, (2.4)
где
n
F
и
c
f
- соответственно площади поперечного сечения утолще-
ния и стержневого элемента поковки.
Объём
зт
V
торцового заусенца определяют по формуле:
,4/)(
22
зсзсзсзт
hdDV −=
π
(2.5)
где
зс
D
и
зс
d
- соответственно наружный и внутренний диаметры за-
усенца, мм;
)53( ÷=
зс
h
мм – высота заусенца; при штамповке выдав-
ливанием
зсnзсnзс
b2Dd;DD
−
=
=
. Здесь
)5,10,1(
÷
=
зс
b
мм – тол-
щина заусенца. Указанные значения
зс
h
и
зс
b
- рекомендуются при
выдавливании поковок диаметром от 40 до 100мм [4]. При штамповке
без заусенца величину зазора между пуансоном и матрицей устанавли-
вают в зависимости от выбранного технологического процесса и диа-
метра головки поковки:
Диаметр головки поковки, мм До 60
60
÷
100
Зазор, мм
0,05
÷
0,15 0,3
÷
0,4
Поковки, штампуемые в разъёмных матрицах, не должны иметь
местных утолщений на выдавливаемых элементах и резких сопряже-
ний в местах переходов.
Для поглощения излишков металла применяют компенсационные
полости в 1,5÷2 раза меньше диаметра отростков. В некоторых случаях
целесообразны торцовые компенсаторы. При двухпереходной штам-
33
повке на втором переходе нередко используют щелевые компенсаторы
размером 0,8÷1,2мм.
При штамповке на ГШМ размеры поперечного (кольцевого) за-
усенца (облоя) определяют по таблице 2.1 [4].
Объём
)(
зп
V
поперечного заусенца (облоя) равен
4/t)DD(V
зс
2
n
2
зсзп
⋅−=
π
, (2.6)
Таблица 2.1 - Размеры поперечного (кольцевого) заусенца (облоя), мм
Размер
заусенца
Диаметр
)(
n
D
высаживаемой части поковки, мм
До 20 Св.20 Св.50 Св.80 Св.120
Ширина (b
зс
) 5
5
÷
8 8
÷
10 10
÷
12 12÷14
Толщина (t
зс
) 1 1,5 2,5 3 3,5
где
)2(
зсnзс
bDD +
=
- наружный диаметр заусенца, мм.
Размеры исходной заготовки определяют:
1) для поковок, штампуемых плашмя, на основании расчётных
заготовок и принятого процесса штамповки по переходам;
2) для поковок, штампуемых в торец, с использованием заданно-
го отношения высоты (H) к поперечному размеру (D) заготовки
mDH
≤
, (2.7)
где
2
=
m
при угле скоса торца заготовки
5,2;6
00
>
α
- при
000
62 ≤≤
α
; 3 – при
00
2<
α
.
Для круглого сортового проката расчётный диаметр
)(D
′
исход-
ной заготовки находят по формуле:
3
4
m
V
D
π
=
′
. (2.8)
После выбора по стандарту диаметра (D) находят высоту заготов-
ки
;/4
2
DVH
π
=
(2.9)
3) для поковок, штампуемых на ГШМ, в зависимости от группы
поковок [4].
34
2.1.3 Минимизация объёма исходной заготовки
Для минимизации отхода
)(
отх
V
металла используют соотноше-
ние [5]:
регmaxотх
VVV
≤
∆
≤
, (2.10)
где
VV
рег
)05,001.0( ÷=
- регламентируемый при малоотходной
штамповке отход металла;
()
(
)
[
]
4/HDHHDDV
2
2
max
⋅−∆+⋅∆+=∆
π
- (2.11)
- максимальное отклонение объема исходной заготовки;
H,D
∆
∆
- по-
ложительные максимальные отклонения на диаметр и высоту ( длину)
заготовки (см. табл.4.1).
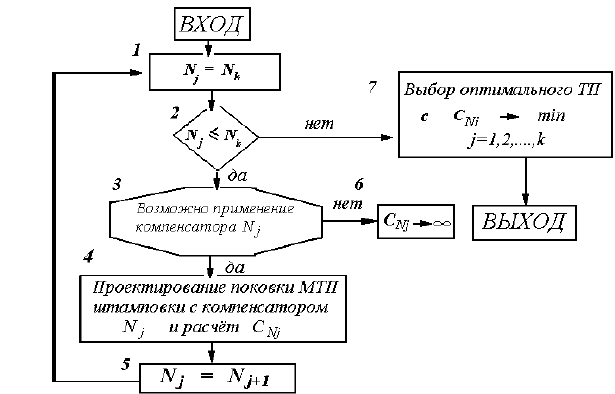
Алгоритм процедуры выбора рационального метода компенсации
избытка металла при оптимизации технологической себестоимости
поковки показан на рис 2.1 [5].
Рисунок 2.1 –Алгоритм процедуры выбора рационального метода ком-
пенсации избытка металла при МГШ [5]
35
Рационализацию избытка металла при оптимизации технологиче-
ской себестоимости поковки проводят в три стадии:
а) выбирают возможные методы компенсации избытка металла
(виды компенсаторов) (см. таблицу 1.1); каждому компенсатору при-
сваивают номер
,k,...,2,1j,N
j
=
где k – число рассматриваемых
компенсаторов,
k
N - номер последнего компенсатора;
б) с использованием алгоритма минимизируют отход металла при
различных методах компенсации избытка металла:
- определяют отход
)(
отх
V
металла при различных методах ком-
пенсации избытка при условии заполнения полости штампа (см. фор-
мулу (2.3));
- проводят минимизацию отхода металла по условию (2.10) в
следующей последовательности:
1) выбирают прокат различной точности (горячекатаный прокат
обычной, повышенной, высокой точности; калиброванный прокат).
Каждому виду проката присваивают номер
р,...,2,1,М
=
γ
γ
,
где р - число видов проката,
p
M
- номер последнего вида проката;
2) определяют максимальное отклонение объёма
)(
max
V
∆
заго-
товки по формуле (2.11);
3) проверяют условия (2.10) при
VV
рег
05.0
=
;
4) если условие (2.10) выполняется, то принимают
max
VV
отх
∆
=
и переходят к п.6; если условие (2.10) не выполняется, то принимают
1+
=
рр
ММ
и переходят к п.2;
5) если условие (2.10) при
p
ММ
=
γ
не выполняется, то следует
применить деформационный компенсатор (с устройством противодав-
ления); принять
max
VV
отх
∆
=
при
1
ММ
=
γ
и перейти к п.6;
6) если при выполнении п. 4 будет получено соотношение
,02.0
max
VV
≤
∆
то для компенсации избытка металла можно исполь-
зовать упругую деформацию системы пресс – штамп.
в) определяют технологическую себестоимость (С
Nj
) поковки с исполь-
зованием условия [5]:
∑
=
→=
m
i
niNj
xxxCС
1
21
min,),...,,(
(2.12)
36
где i = 1.2…, m - номера элементов затрат;
m-число учтённых элемен-
тов затрат;
n21
x,...,x,x
- технологические параметры;
i
C
- элемент
удельных затрат[16].
2.1.4 Расчёт нормы расхода металла на поковку
Норму
)(N
расхода металла на поковку определяют по формуле
,МKN
р
⋅
=
где
р
K
- расходный коэффициент, равный
)./(
опробршшр
lllLLK
−
−
−
=
Здесь
ш
L
- длина штанги (4000мм; 6000мм);
Dl
обр
4,0
=
– длина
торцового обрезка;
Ll
p
5.0
=
- длина некратного обрезка;
)/( FML ⋅=
ρ
-длина (высота) заготовки,
F
- площадь сечения заго-
товки;
Dl
оп
9,0=
- длина опорного конца при отрезке последней заго-
товки.
2.1.5 Расчёт усилия отрезки мерной заготовки. Выбор ти-
поразмера отрезного оборудования
При не полностью открытой и не полностью закрытой отрезке
усилие (Р) определяют по формуле
HFКР
вc
,72,0
⋅
⋅
=
σ
(2.13)
где
)35.10.1( ÷=
c
K
- скоростной коэффициент; меньшее значение
c
K
принимают при скорости отрезка до 0,5м/c, большее - при скорости
свыше 2м/c; F – площадь сечения заготовки, мм
2
;
B
σ
- временное со-
противление разрушению (предел прочности) (таблица 2.2).
Типоразмер и основные параметры отрезного оборудования вы-
бирают по справочнику [11].

37
Таблица 2.2 – Значение предела прочности
Сталь
марки
30
40
45
20Х
40Х
30ХГСА
10ХНЗА
18Х2Н4МА
60СА
σ
в
, МПа при 20
0
С
500 580 610 640 780 830 780 970 570
2.2 Выбор и расчёт переходов штамповки
В основу выбора переходов штамповки могут быть положены
классификации поковок и методические рекомендации, приведённые в
справочнике [4, с 46÷81 – для молотовых поковок; с. 178÷201 – для
прессовых поковок; с. 236÷251 – для поковок, штампуемых на ГШМ].
а) на ПШМ выполняют осадку, формовку, протяжку, подкатку - в
заготовительных ручьях; черновую (предварительную) и чистовую
(окончательную) штамповку
– в штамповочных ручьях.
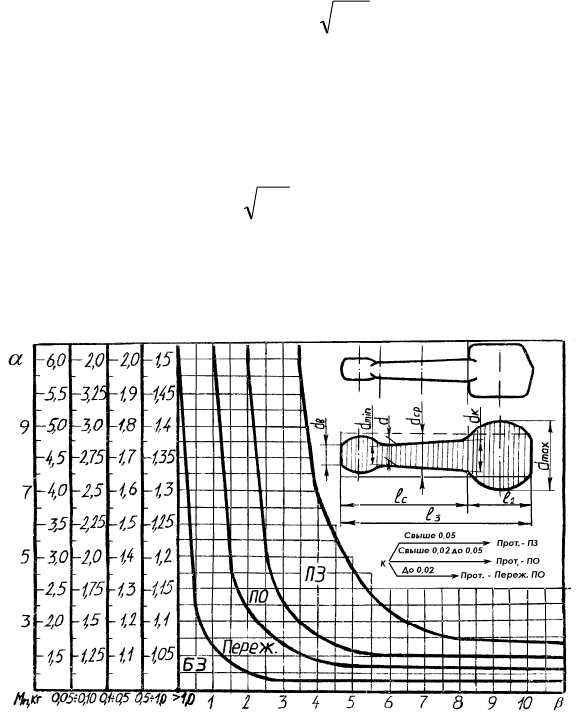
Заготовительные ручьи для поковок удлинённой формы с суще-
ственным перепадом сечений по длине выбирают с помощью построе-
ния расчётной заготовки и эпюры её сечений (рисунок 2.2) по диа-
грамме пределов применения заготовительных ручьёв (рисунок 2.3) и
коэффициентам подкатки [12].
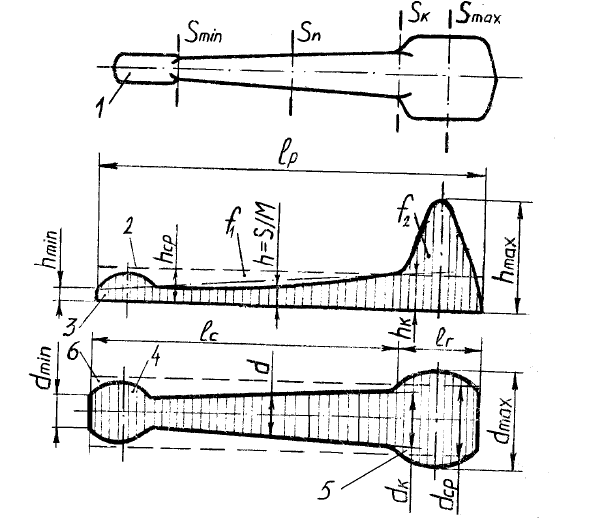
Построение расчётной заготовки и эпюры её сечения необходимо
для конструирования ручьёв,
определения размеров исходной заготов-
ки, расчёта переходов на ковочных вальцах, конструирования секторов
- штампов ковочных вальцов, конструирования периодического про-
филя и т. д.
Расчётной заготовкой (рисунок 2.2) называется условная заготов-
ка с круглыми поперечными сечениями, площади
)(
Pi
S которых рав-
ны
iобперiniPi
SSSS
.
2
+
+
=
, (2.14)
где
перini
SS ,
и
iоб
S
,
- площади характерных
)( xi
−
поперечных
сечений соответственно поковки, перемычки и облоя.
38
При малоотходной штамповке вместо площади (
об
S
) сечения об-
лоя в формулу (2.14) включается площадь сечения торцового
)(
зт
S
или поперечного
)(
зп
S
заусенца, равные соответственно:
зсзсзсзт
hdDS
⋅
−
=
)(
;
.)(
зсnзсзп
tDDS
⋅
−
=
(2.15)
Значения параметров даны в пояснении к формулам (2.5) и (2.6).
Для подсчёта объёма отдельных частей расчетной заготовки
строят эпюру поперечных сечений по ординатам:
1 – поковка, 2 – эпюра среднего сечения, 3 – эпюра сечений, 4 – рас-
чётная заготовка (эпюра диаметров), 5 – головка, 6 –средняя расчётная
заготовка [12]
Рисунок 2.2 – Элементарная расчётная заготовка и эпюра её сечений
39
эpipi
MSh /
=
, (2.16)
где
э
М
- масштаб эпюры сечений.
Диаметр расчётной заготовки в любом сечении определяют по
выражению:
ippi
Sd 13.1=
. (2.17)
Концевые площади
)(
pk
S
расчётной заготовки принимают
обpk
SS 2=
или
зсрк
SS 2=
. Здесь
зс
S
– площадь сечения заусенца.
Средние значения диаметра (
ср
d
) и площади поперечного сече-
ния
)(
ср
S
расчётной заготовки равны:
,
/;13,1
рpсрсрср
lVSSd ==
(2.18)
где
p
l
- длина расчётной заготовки;
p
V
- объём расчётной заго-
товки, определяемый по эпюре сечений площадью
p
F :
Б3 – без заготовительных ручьёв, Переж. – пережимной ручей, ПО –
подкатной открытый ручей, П3 – подкатной закрытый ручей, Прот. –
протяжной ручей
Рисунок 2.3–Диаграмма пределов применения заготовительных ручьёв
40
.
0
∫
⋅===
p
l
pэppiээp
FMdlhMVV (2.19)
Объём расчётной заготовки можно определить также по формуле
(2.2).
Средней расчётной заготовкой называют цилиндр диаметром
ср
d
, длина
)(
p
l
которого равна длине
)(
n
l
поковки, а объём
)(
p
V
расчётной заготовки равен объёму
)(V
заготовки (см. формулу
(2.2)).
Участок расчётной заготовки, в пределах которого
срp
dd
<
на-
зывается стержнем, а участок
срp
dd >
- головкой.
Разница между объёмом головки
)(
г
V
и объёмом средней рас-
чётной заготовки на участке головки называется недостающим объё-
мом, равным
[
]
гсргн
ldVV 4/)(
2
π
−=
, а разница между объёмом сред-
ней расчётной заготовки в пределах стержня объёмом стержня называ-
ется избыточным объёмом:
(
)
сссризб
VldV −⋅= 4/
2
π
.
Недостающий и избыточный объём могут быть определены из
эпюры сечений по формулам
эизбизбэнн
МfVMfV
⋅
=
⋅
=
,
,
где
н
f
и
изб
f
- соответственно недостающая и избыточная площади
эпюры сечений (площади, находящиеся под и над линией
ср
h
) (см.
рисунок 2.2).
После построения расчётной заготовки и приведении её к элемен-
тарной (элементарная заготовка имеет одну головную и стержневую
части) определяют значения
max
d
и
min
d
, а также
к
d
- диаметр заго-
товки в месте перехода головки в стержневую часть, длину стержневой
части
c
l
.
Наибольший и наименьший диаметры расчётной заготовки опре-
деляют по формулам:
;13.113.1
minminmin эpp
MhSd ⋅==
эpp
MhSd ⋅==
maxmaxmax
13.113.1
. (2.20)