Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

14. Функции настройки системы координат
14.1 Группы координат и оси управления
14. Функции настройки системы координат 14.1
Группы координат и оси управления
Функция и назначение
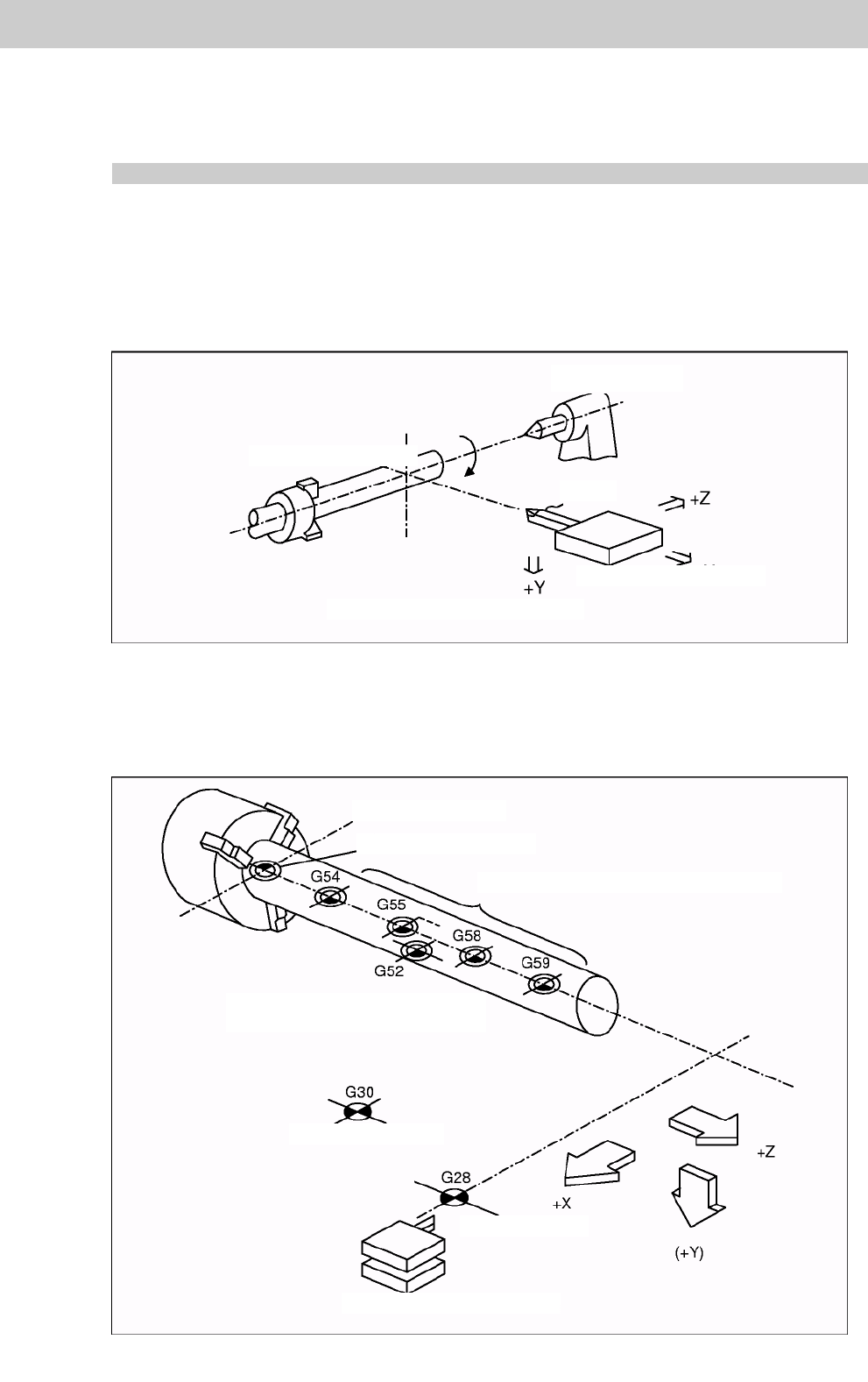
В случае токарного станка ось, идущая параллельно шпинделю, называется осью Z, и ее
прямое направление является направлением, в котором револьверная головка движется от
шпиндельной бабки, в то время, как ось, находящаяся под прямым углом к оси Z, является
осью Х, и ее прямое направление является направлением, в котором она удаляется от оси
Z, как показано на рисунке ниже.
Так как для токарного станка действуют координаты правила правой руки, прямое
направление оси Y на рисунке выше, которое направлено под прямым углом к плоскости X-
Z , имеет направление вниз. Следует учитывать, что дуга в плоскости X-Z выражается в
направлении по часовой или против часовой стрелки, как видно из прямого направления
оси Y. (Смотри раздел круговой интерполяции.)
492
Задняя бабка
Шпиндельная бабка
,Резе
ц
Револьверная головка
Оси координат и полярность
Головка шпинделя
Н
у
левая точка станка
Н
у
левые точки заготовки
(
G54 ~ G59
)
Местная система координат
(
д
ействительна
в
G54 ~ G59
)
2
-
я исходная точка
Исходная точка
Соотношение координа
т
14. Функции настройки системы координат
14.2 Системы координат базового станка, заготовки и локальные системы
координат
14.2 Системы координат базового станка, заготовки и локальные системы координат
Функция и назначение
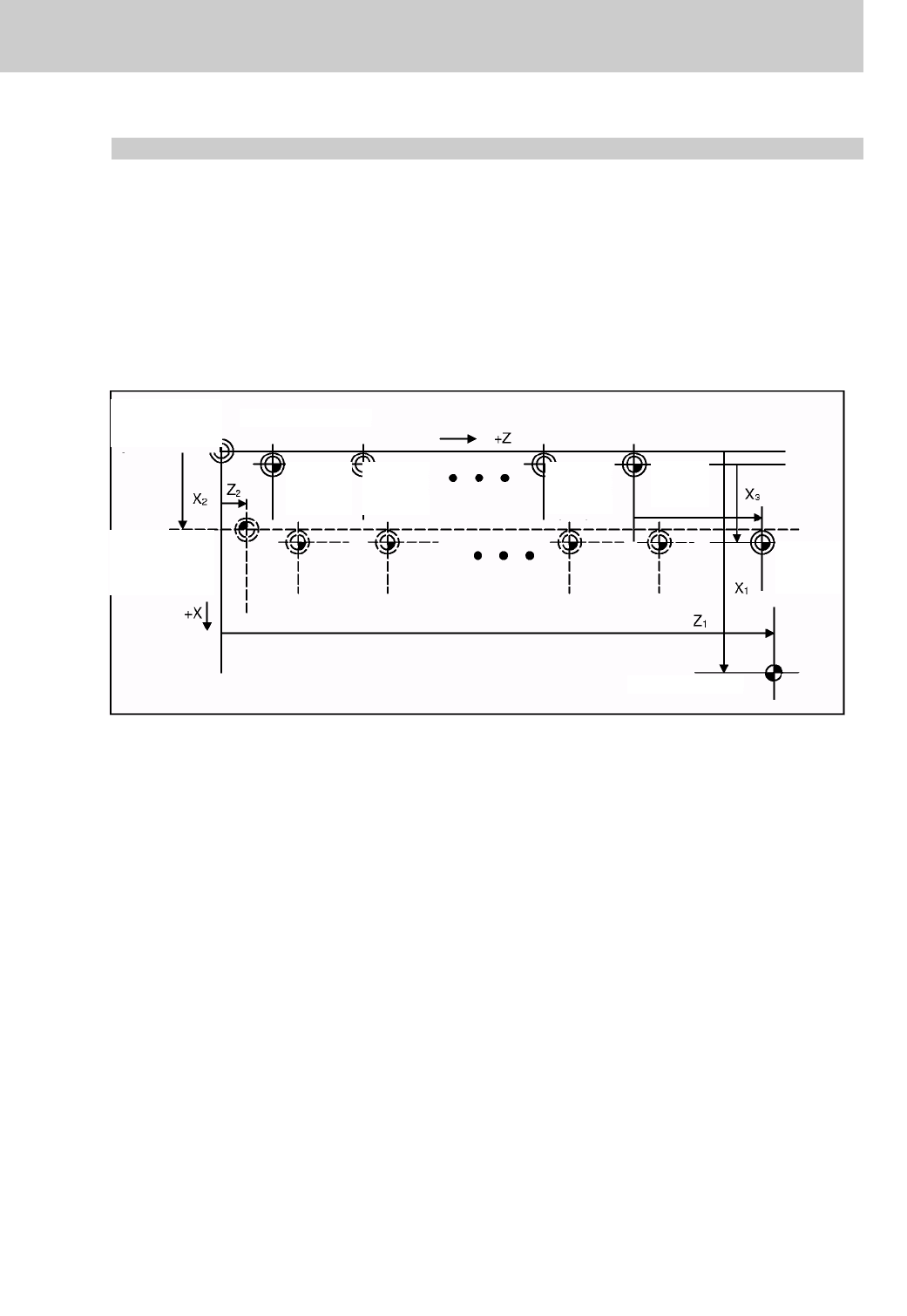
Система координат базового станка является фиксированной в станке и указывает
позицию, которая определяется самим станком.
Системы координат заготовки используются для программирования, в данных системах
исходная точка заготовки задается как нулевая точка координаты.
Локальные системы координат создаются в системах координат заготовки и
предназначены облегчать программам обработку деталей.
После выполнения возврата к исходной точке назначаются и автоматически задаются
параметры для базовой системы координат станка и систем координат заготовки (G54 ~
G59). Базовая система координат станка задается таким образом, чтобы первая
исходная точка находилась в положении, заданном параметром от базовой нулевой
точки координат станка (нулевой точки станка).
Местная система координат (G52) действительная для систем координат, заданных
при помощи команд для систем координат заготовки 1 - 6.
При использовании команды G92 базовая система координат станка может быть смещена
и превращена в гипотетическую систему координат станка. Одновременно происходит
смещение систем координат заготовки 1 - 6.
493
Базовая система
координат станка
Нулевая точка станка
Система
координат
заготовки 6
(G59) Z
3
Система
координат
заготовки 5
(G58)
Система
координат
заготовки 1 (G54)
Система
координат
заготовки 2
(G55)
Гипотетическая
система координат
станка (смещенная
при помощи G92)
Местная
система
координат
(G52)
1-я исходная точка
14. Функции настройки системы координат
14.3 Нулевая точка станка и 2-я исходная точка (Нулевая точка)
14.3 Нулевая точка станка и 2-я исходная точка (Нулевая точка)
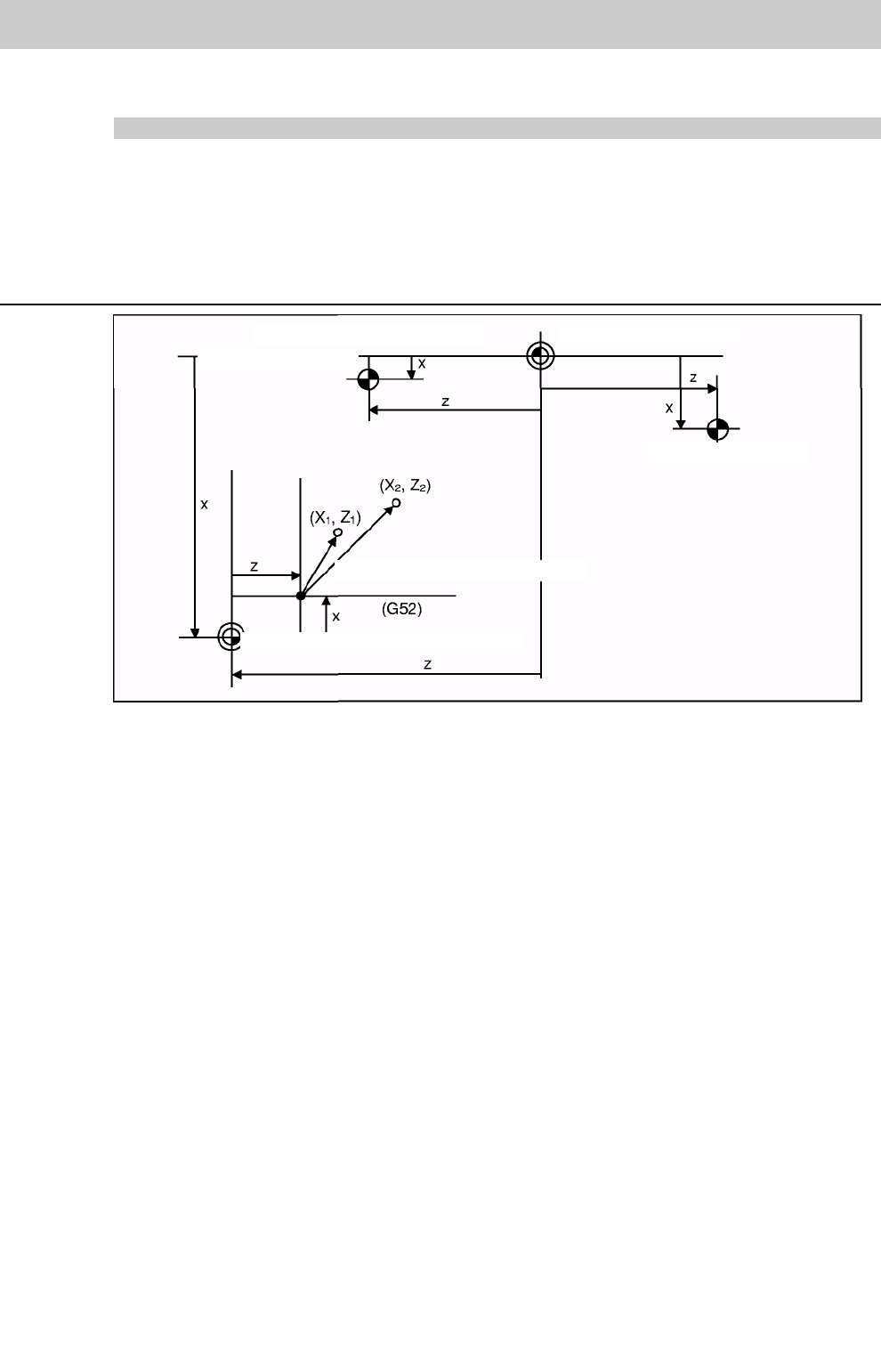
Функция и назначение
Нулевая точка станка служит исходной позицией для базовой системы координат
станка. Она существует в станке по умолчанию и определяется посредством возврата к
исходной (нулевой) точке. 2-я исходная (нулевая) точка относится к позиции координат,
которые были предварительно заданы при помощи параметра от нулевой точки
базовой системы координат станка.
494
Н
у
левая точка станка
Базовая координата станка
2-я исходная точка
1
-
я исходная точка
Локальная система координат
Системы координат заготовки (G54 ~ G59)
14. Функции настройки системы координат
14.4 Автоматическая настройка системы координат
14.4 Автоматическая настройка системы координат
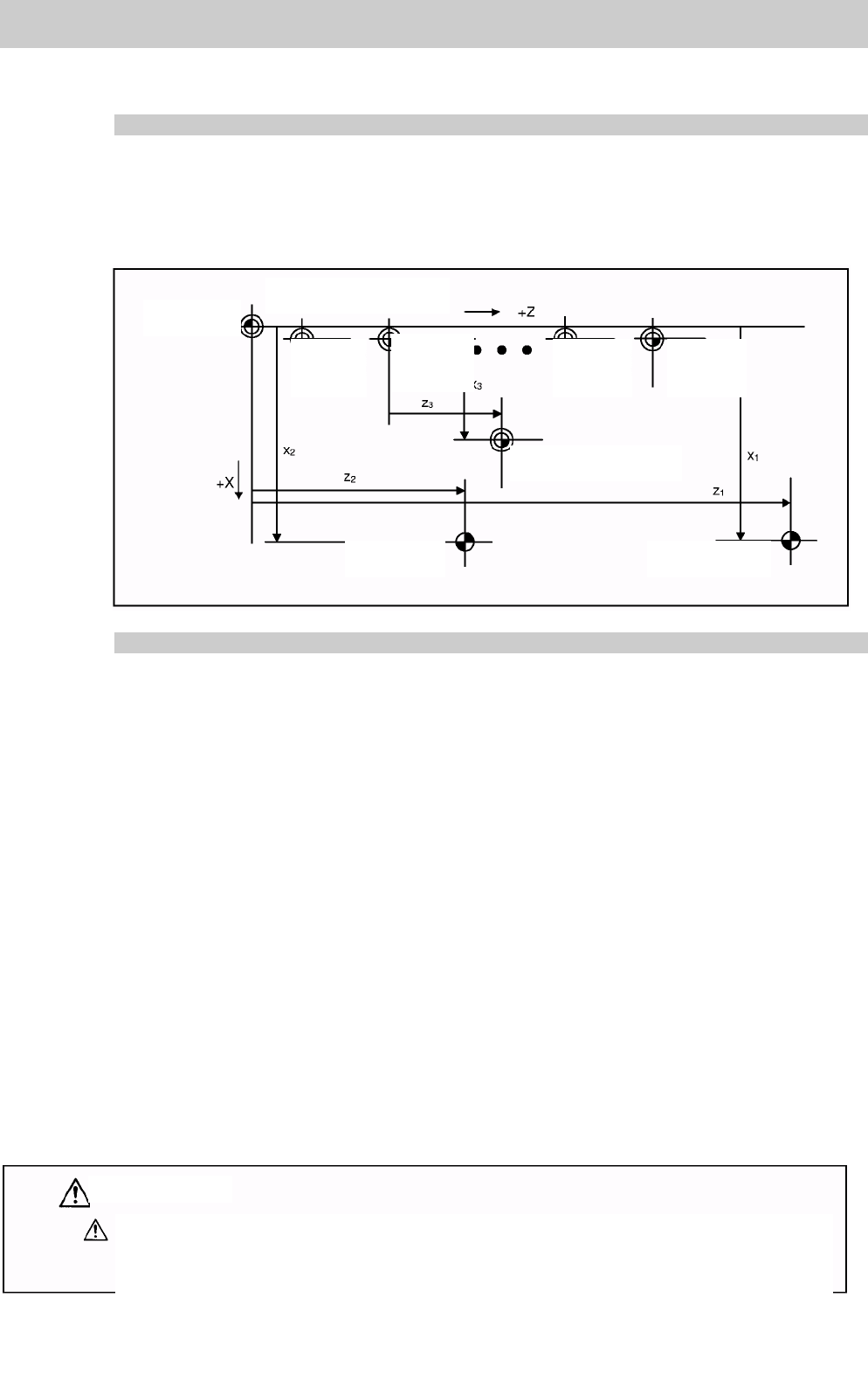
Функция и назначение
При выходе резца в исходную точку посредством возврата в исходную точку после
включения электропитания CNC устройства данная функция создает несколько систем
координат в соответствии со значениями параметров, введенными предварительно из
устройства настройки и индикации.
Текущая программа обработки программируется по системе координат, которая была
задана ранее.
Подробное описание
(1) Системы координат, созданные при помощи данной функции, являются
следующими:
(a) Базовая система координат станка
(b) Системы координат заготовки (G54 ~ G59)
Локальная система координат (G52) отменяется.
(2) Все связанные с координатами параметры обеспечивают расстояние от нулевой точки
базовой системы координат станка. таким образом определяется, в какой позиции в
базовой системе координат станка будет задана 1-я исходная точка, после чего
задаются позиции нулевой точки систем координат заготовки.
(3) Если выполняется функция автоматической настройки системы координат,
производится отмена следующих функций: смещение системы координат заготовки
согласно G92, настройка локальной системы координат согласно G52, смещение
системы координат заготовки согласно первичной настройке и смещение системы
координат заготовки согласно ручному прерыванию.
(4) Если используется параметр для выбора типа первого ручного возврата к исходной
точке либо автоматического возврата к исходной точке после включения
электропитания, возврат к исходной точке будет выполняться для 2-го и
последующих ручных возвратов к исходной точке либо автоматических
возвратов к исходной точке.
495
Базовая система
координат станка
Нулевая
точка станка
Система
координат
заготовки 2
(G55)
Система
координат
заготовки 1
(G54)
Система
координат
заготовки 5
(G58)
Система
координат
заготовки 6
(G59)
Локальная система
координат (G52)
2-я исходная
точка
1-я исходная
точка
.ВНИМАНИЕ
Если уровень смещения координаты заготовки изменяется во время
автоматической операции (включая операцию поблочного выполнения),
изменения вступят в силу со следующего блока команды несколько блоков
спустя.
14. Функции настройки системы координат
14.5 Выбор системы координат станка
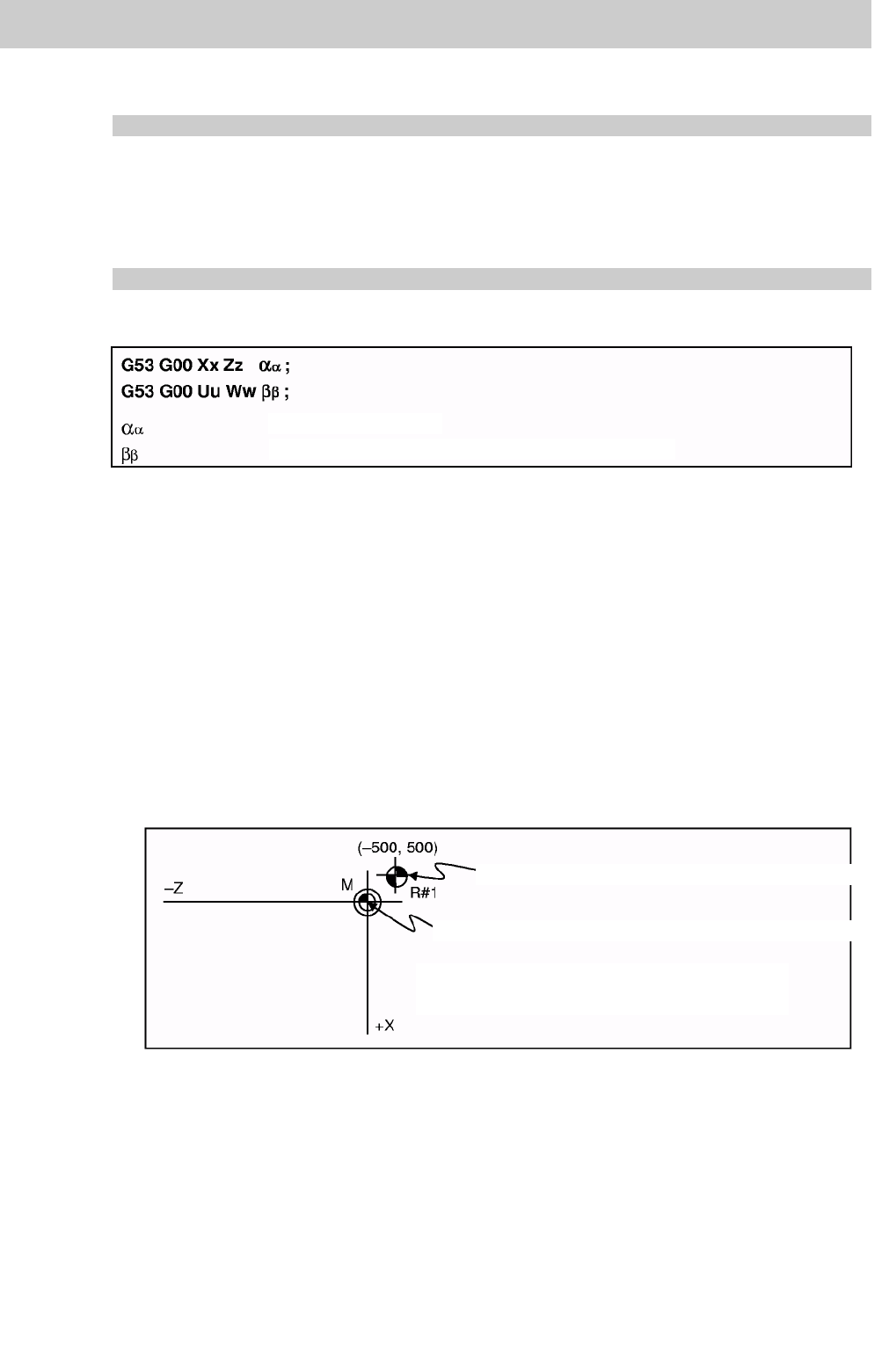
14.5 Выбор системы координат станка; G53
Функция и назначение
Резец перемещается в заданную позицию в базовой системе координат станка при
использовании команды G53 и команды режима подачи (G01 или G00) и следующей за
ними команды координаты.
Формат команды
Подробное описание
(1) При включении электропитания базовая система координат станка автоматически
задается в качестве исходной для позиции возврата к исходной (нулевой) точке,
которая определяется при помощи автоматического или ручного возврата к исходной
(нулевой) точке.
(2) Базовая система координат станка не изменяется при помощи команды G92.
(3) Команда G53 действительна только для блока, в котором она задана.
(4) В режиме команды инкрементного значения (U,W,β), команда G53 обеспечивает
движение с инкрементным значением в выбираемой системе координат.
(5) Координаты 1-й исходной точки указывают расстояние от нулевой точки базовой
системы координат станка до позиции возврата к исходной (нулевой) точке.
496
Дополнительная ось
Ось инкрементной команды дополнительной оси
Позиция возврата к исходной
(
н
у
левой
)
точке
(
#1
)
' Н
у
левая точка базовой системы координат станка
Значение координаты 1-й исходной точки
X = -500 Z = +500
14. Функции настройки системы координат
14.6 Настройка системы координат
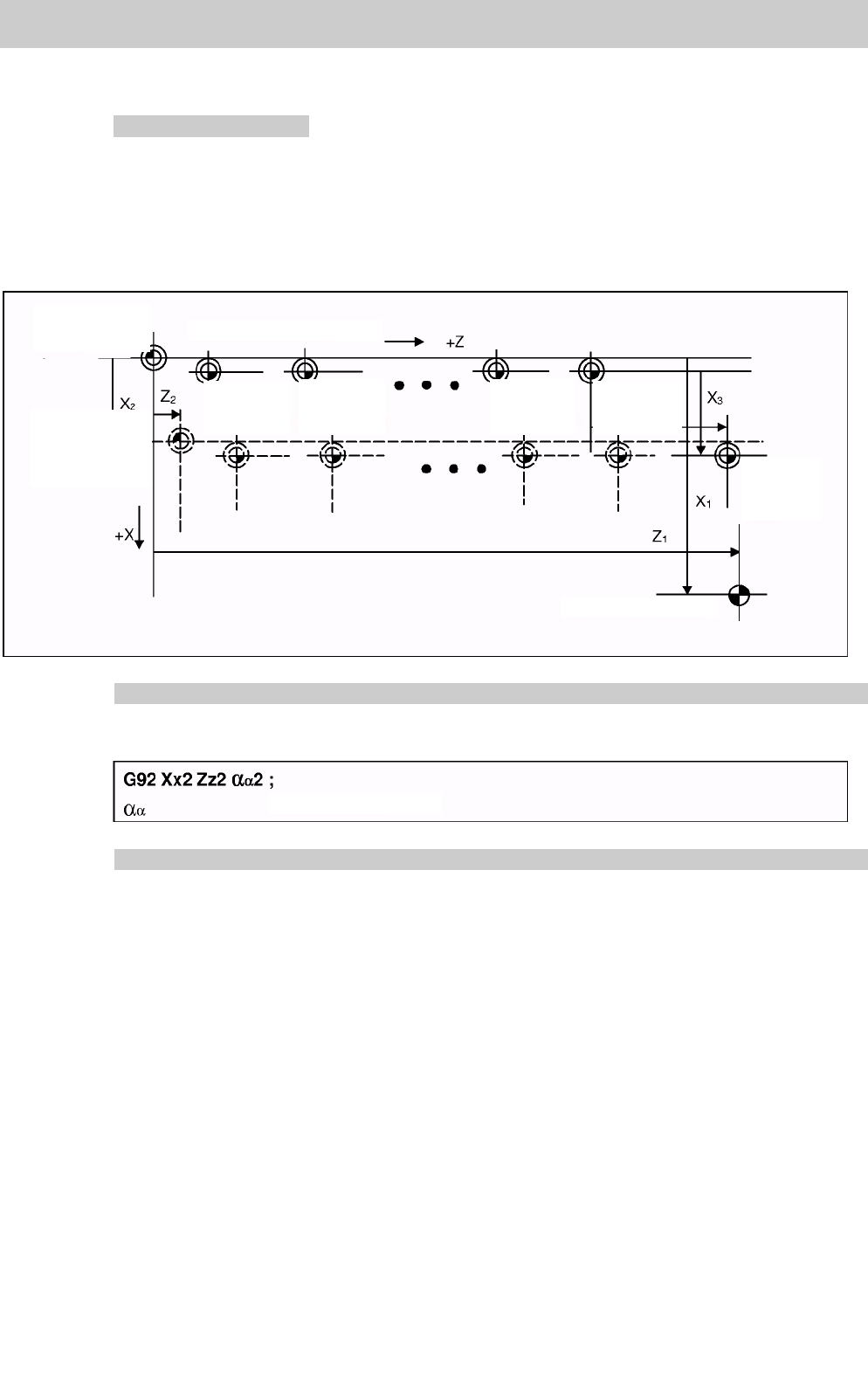
14.6 Настройка системы координат; G92
Функция и назначение
Данная функция размещает резец в необходимой позиции, а система координат задается
посредством задания команды настройки системы координат G92 в данной позиции.
Данная система может задаваться в качестве требуемой, хотя, как правило, оси X и Y
задаются таким образом, что центр заготовки служит нулевой точкой, а ось Z задается
таким образом, что конец заготовки служит нулевой точкой.
Формат команды
Подробное описание
(1) При использовании команды G92 базовая система координат станка может быть
смещена и превращена в гипотетическую систему координат станка. Одновременно
происходит смещение систем координат заготовки 1 - 6.
(2) Если заданы G92 и S или Q, устанавливается фиксированная скорость вращения
шпинделя. (Смотри раздел по настройке фиксированной скорости вращения
шпинделя.)
497
Базовая система
координат станка
Н
у
левая точка машины
Система
координат
заготовки 5
(G58)
Система
координат
заготовки 2
(
G55
)
Система
координат
заготовки 1
(
G54
)
Система
координат
заготовки 6
(
G59
)
Условная
система
координат станка
(смещенная при
помо
щ
и G92
)
Локальная
система
координат
(G52)
1
-
я исходная точка
Дополнительная ось
14. Функции настройки системы координат
14.7 Возврат к исходной точке (нулевой точке)
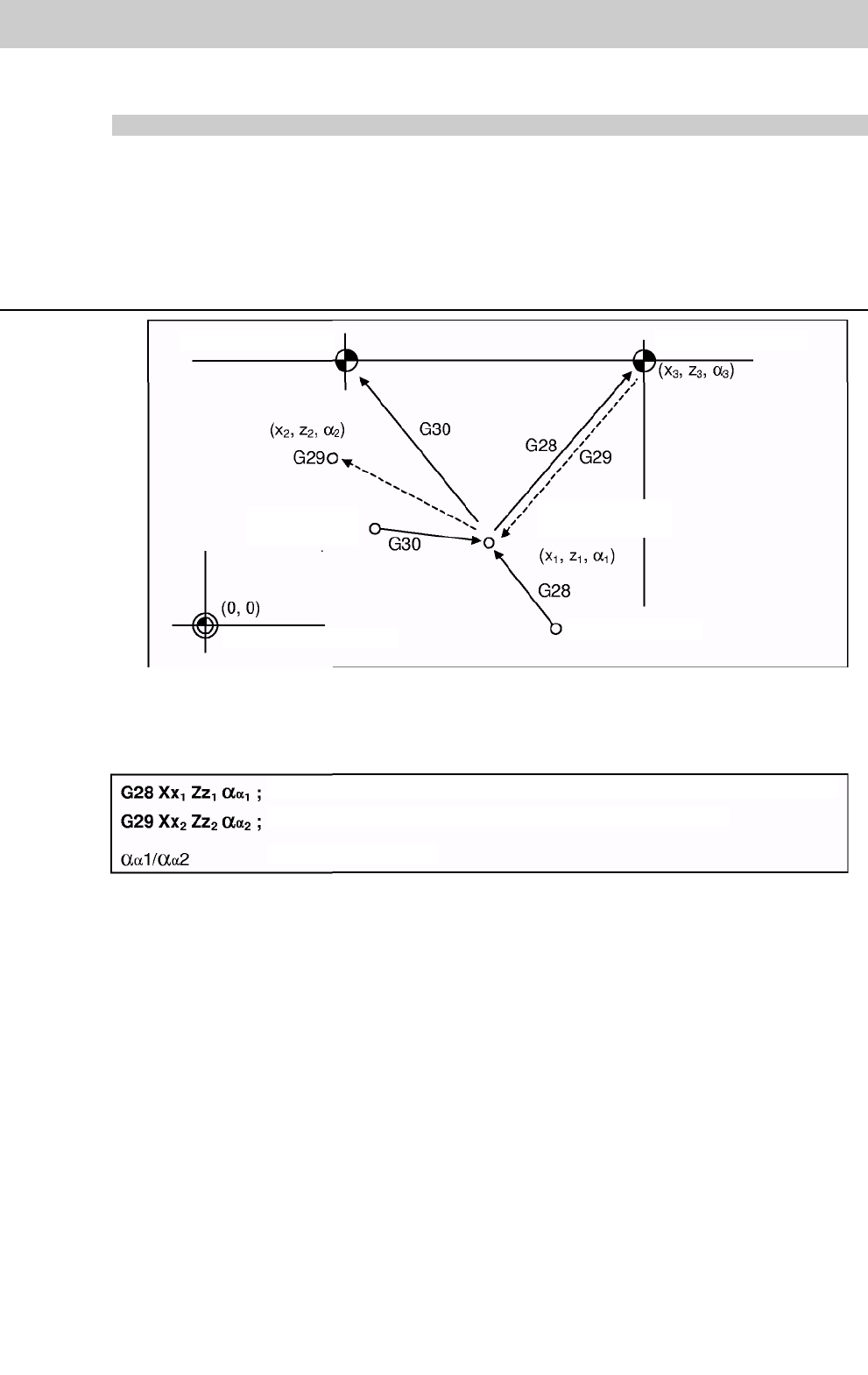
14.7 Возврат к исходной точке (нулевой точке); G28, G29
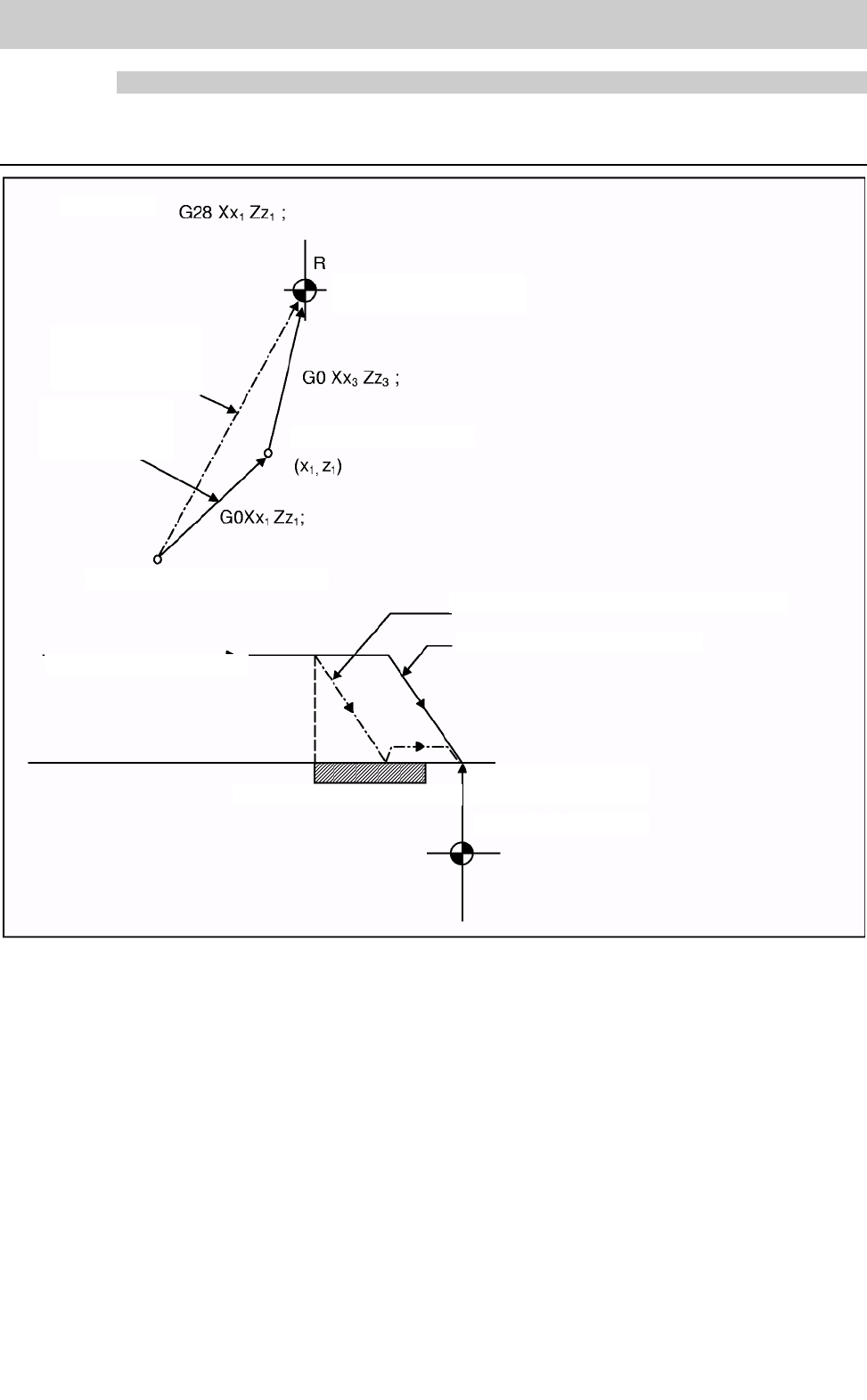
Функция и назначение
(1) После позиционирования заданных осей при помощи G0, они соответственно
возвращаются при быстром ходе к 1-й исходной (нулевой) точке, если задана G28.
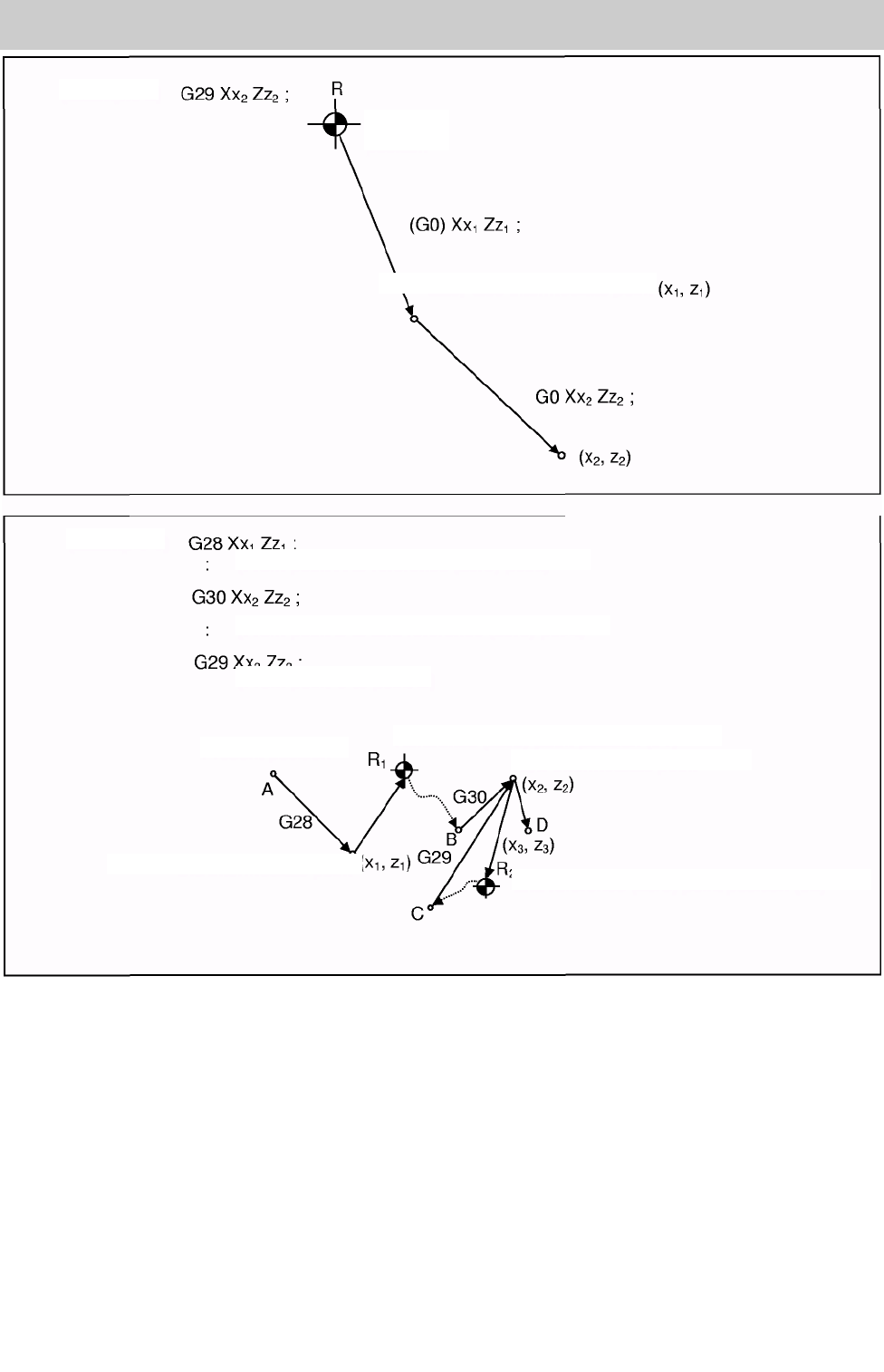
(2) При задании G29 сначала производится раздельное позиционирование осей на
высокой скорости по промежуточной точке G28 или G30, а затем позиционируются при
помощи G0 в заданной позиции.
Формат команды
498
2-я исходная точка 1-я исходная точка
Промежуточная
точка
Начальная
точка
Начальная точка
Нулевая точка станка
Дополнительная ось
А
втоматический возврат к исходной точке
Дополнительная ось Возврат к начальной позиции
Дополнительная ось
14. Функции настройки системы координат
14.7 Возврат к исходной точке (нулевой точке)
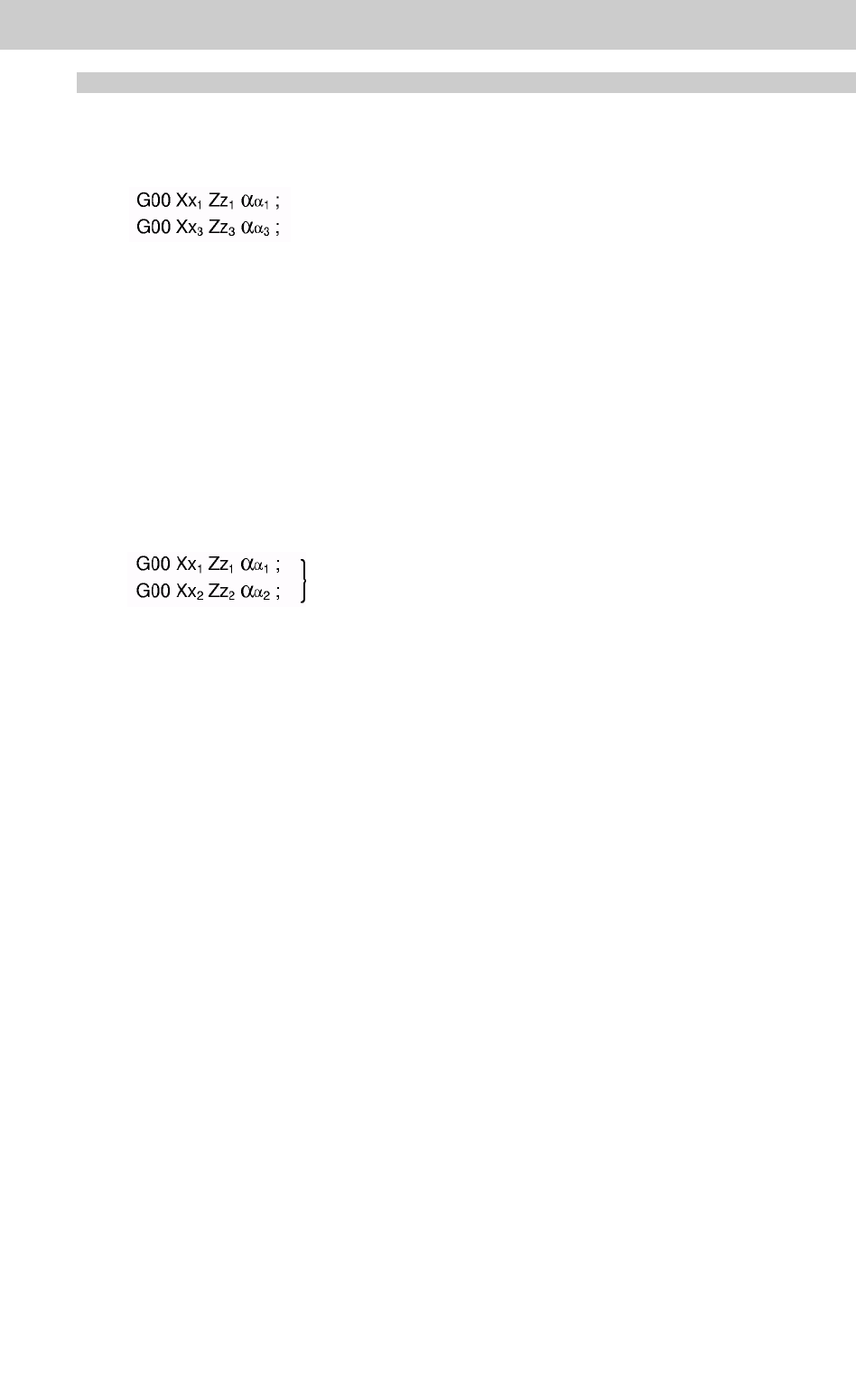
Подробное описание
(1) Эквивалентом команды G28 являются следующие выражения:
В данном случае x
3
, z
3
и α
3
являются координатами исходной точки и задаются при
помощи параметров "#2037 G53ofs" в качестве расстояния от нулевой точки базовой
системы координат станка.
(2) После включения электропитания оси, которые не относились к ручной исходной
(нулевой) точке возвращаются как при ручном режиме возврата. В данном случае
направление возврата рассматривается как направление командного знака. Для
второго и последующего возврата возврат производится на высокой скорости к
исходной (нулевой) точке, которая была сохранена при первом возврате.
(3) После завершения возврата к исходной (нулевой) точке выводится сигнал выхода на
нулевую точку, а #1 также выводится в строке имени оси на дисплее устройства
настройки и индикации.
(4) Эквивалентом команды G29 являются следующие выражения:
Быстрый ход (неинтерполяционный тип) имеет
место для каждой оси.
В данном случае x
1;
z, и α
1
являются значениями координаты промежуточной точки
G28 или G30.
(5) Выводится программная ошибка (P430), если G29 выполняется, однако при этом не
производился автоматический возврат к исходной (нулевой) точке (G28) после
включения электропитания.
(6) Промежуточная точка значения координаты (x
1;
z
1;
α
1
) точки позиционирования
задается при помощи команды абсолютного/инкрементного значения.
(7) G29 действует либо для G28, либо для G30, однако позиционирование заданных осей
производится после выполнения возврата к последней промежуточной точке.
(8) Смещение резца будет временно отменено во время возврата к исходной точке, если
только оно уже не было отменено, а промежуточная точка будет позицией смещения.
(9) Промежуточная точка может также быть игнорирована при помощи настройки
параметра "#1091 Mpoint".
(10) Управление от промежуточной точки до исходной (нулевой) точки игнорируется
для возврата к исходной (нулевой) точки в режиме блокировки станка.
Следующий блок выполняется, если заданная ось останется действительной
хотя бы до промежуточной точки.
(11) Зеркальное отображение действительно от начальной точки до промежуточной
точки во время возврата к исходной (нулевой) точки в режиме зеркального
отображения, при этом резец будет двигаться в противоположном направлении по
отношению к заданному командой направлению. Однако зеркальное отображение
будет игнорироваться от промежуточной точки до исходной (нулевой) точки, после
чего резец переместится к исходной (нулевой) точке.
499
14. Функции настройки системы координат
14.7 Возврат к исходной точке (нулевой точке)
Пример программы
500
(
Приме
р
1
)
Позиция исходной
(нулевой) точки (#1)
1-я операция
после включения
питания
2
-
я и
последующие
операции
Промеж
у
точная точка
Начальная позиция возврата
. 1
-
я операция после включения питания
2
-
я и послед
у
ющие операции
Скорость быстрого хода
Позиция исходной
(нулевой) точки (#1)
R
Ближайшая точка останова
14. Функции настройки системы координат
14.7 Возврат к исходной точке (нулевой точке)
501
(Пример 2)
Текущая
позиция
G28, G30 промежуточная точка
(Пример 3)
(от точки A до исходной (нулевой) точки)
(от точки B до 2-й исходной (нулевой) точки)
(от точки C до точки D)
Позиция исходной (нулевой) точки (#1)
Текущая позиция
Новая промежуточная точка
Старая промежуточная точка
Позиция 2-й исходной (нулевой) точки (#2)