Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

14. Функции настройки системы координат
14.11 Настройка и смещение системы координат заготовки
Подробное описание
(1) При помощи любой из команд G54 - G59 уровни смещения радиуса вершины для
заданных осей не будут отменяться. даже если задан выбор системы координат
заготовки.
(2) Система координат заготовки G54 выбирается после включения электропитания.
(3) Команды G54 - G59 являются модовыми командами (группа 12).
(4) Система координат будет перемещаться с G92 в системе координат заготовки.
(5) Настройка смещения в системе координат заготовки указывает на расстояние ри
нулевой точки базовой системы координат станка.
(6) Настройки смещения систем координат заготовки могут быть изменены любое
количество раз. (Они могут быть также изменены при помощи G10 L2 Pp
1
Xx
1
Zz
1
)
Функция, если опущены L или P
G10 L2 Pn Xx Zz; n=0 : Задание уровня смещения во внешней системе
координат заготовки.
n=1 - 6 : Задание уровня смещения в заданной системе
координат заготовки.
Другое : Выдается программная ошибка (P35).
G10 L2 Xx Zz; Задание уровня смещения в текущей системе координат
заготовки. Если для G54.1 задано модовое значение,
выводится программная ошибка (P33).
G10 L20 Pn Xx Zz; n=1 - 48 : Задание уровня смещения в заданной системе
координат заготовки.
Другое : Выдается программная ошибка (P35).
G10 L20 Xx Zz; Задание уровня смещения в текущей системе координат
заготовки. Если для G54 - G59 задано модовое значение,
выводится программная ошибка.
G10PnXxZz; L10 (смещение резца) считается при отсутствии значения L
G10XxZz
512
Базовая система координат станка
Нулевая точка станка
Система
координат
заготовки
6 (G59)
Система
координат
заготовки 1
(G54)
Система
координат
заготовки 2
(G55)
Система
координат
заготовки 5
(G58)
Условная система
координат станка
(смещенная при
помощи G92)
Локальная
система
координат
(G52)
1-я исходная точка
14. Функции настройки системы координат
14.11 Настройка и смещение системы координат заготовки
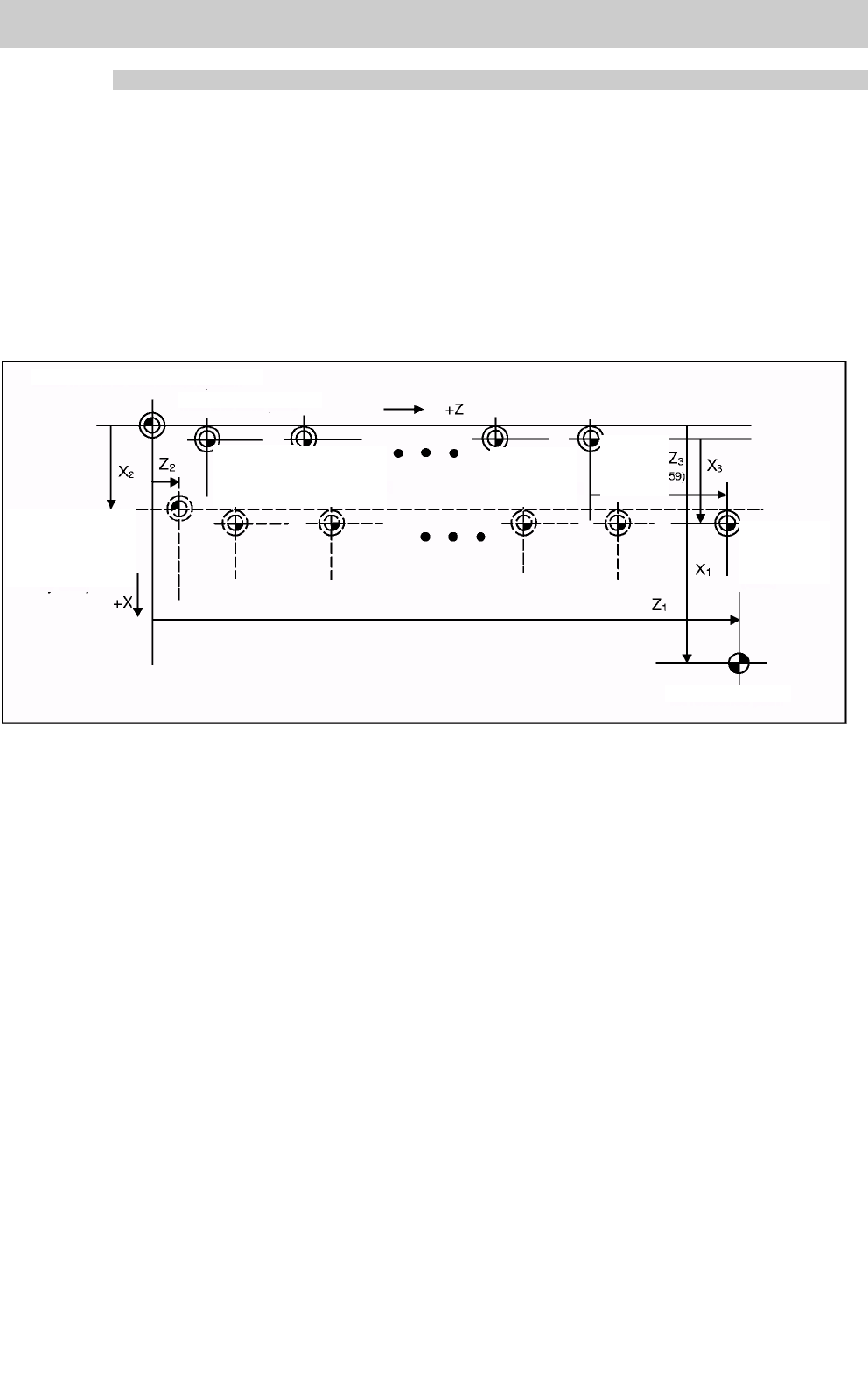
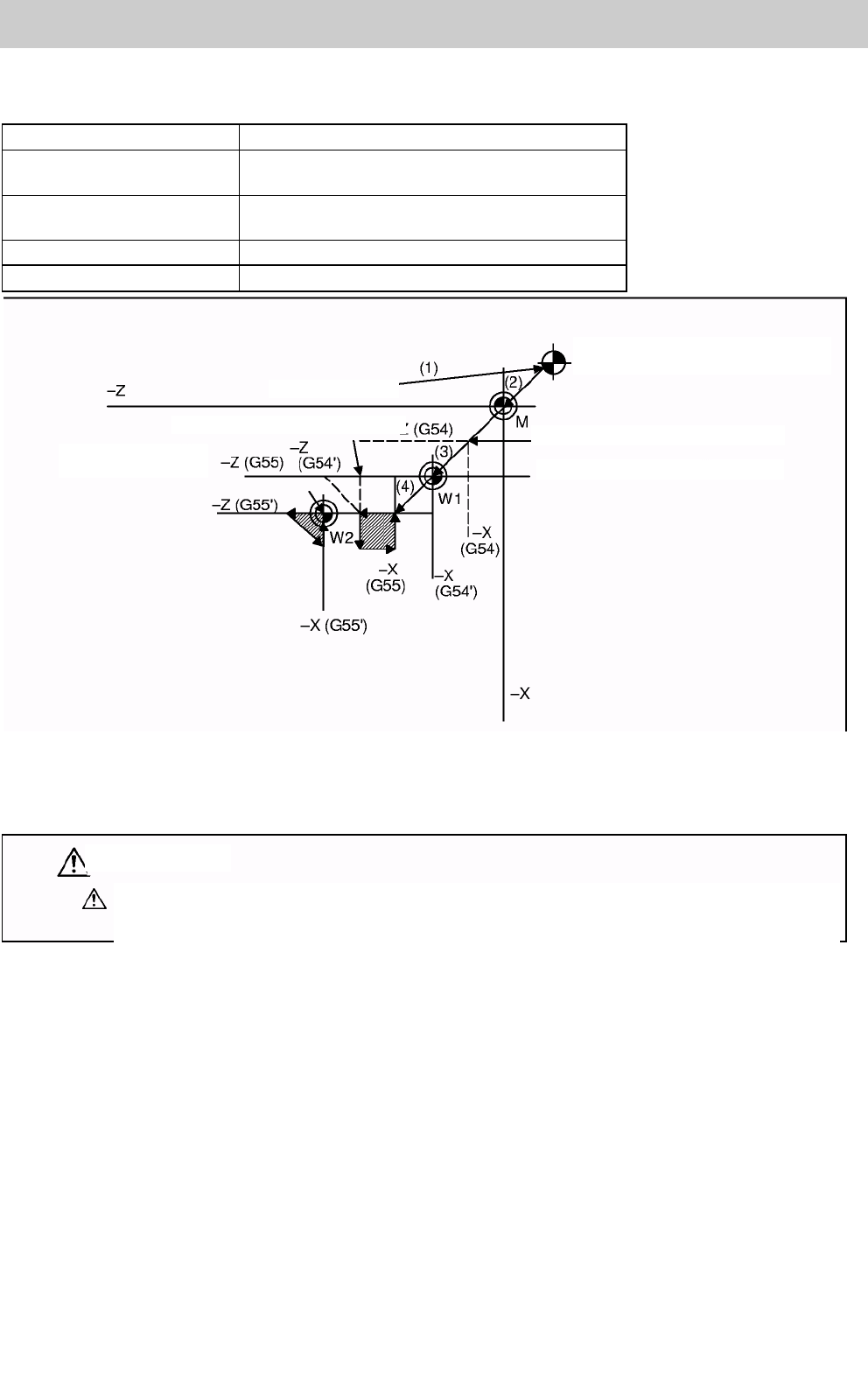
(7) Новая система координат 1 задается при помощи команды G92 в режиме G54
(система координат заготовки 1). В то же время другие системы координат заготовки
2 - 6 (G55 ~ G59) будут двигаться параллельно, при этом будут заданы новые системы
координат заготовки 2 – 6.
(8) Условная система координат станка образуется в позиции, которая отклоняется от
новой исходной (нулевой) точки заготовки на значение, эквивалентное уровню
смещения системы координат заготовки.
(9) При задании условной систему координат станка новая система координат заготовки
будет задана в позиции, которая отклоняется от условной системы координат станка на
значение, эквивалентное уровню смещения системы координат заготовки.
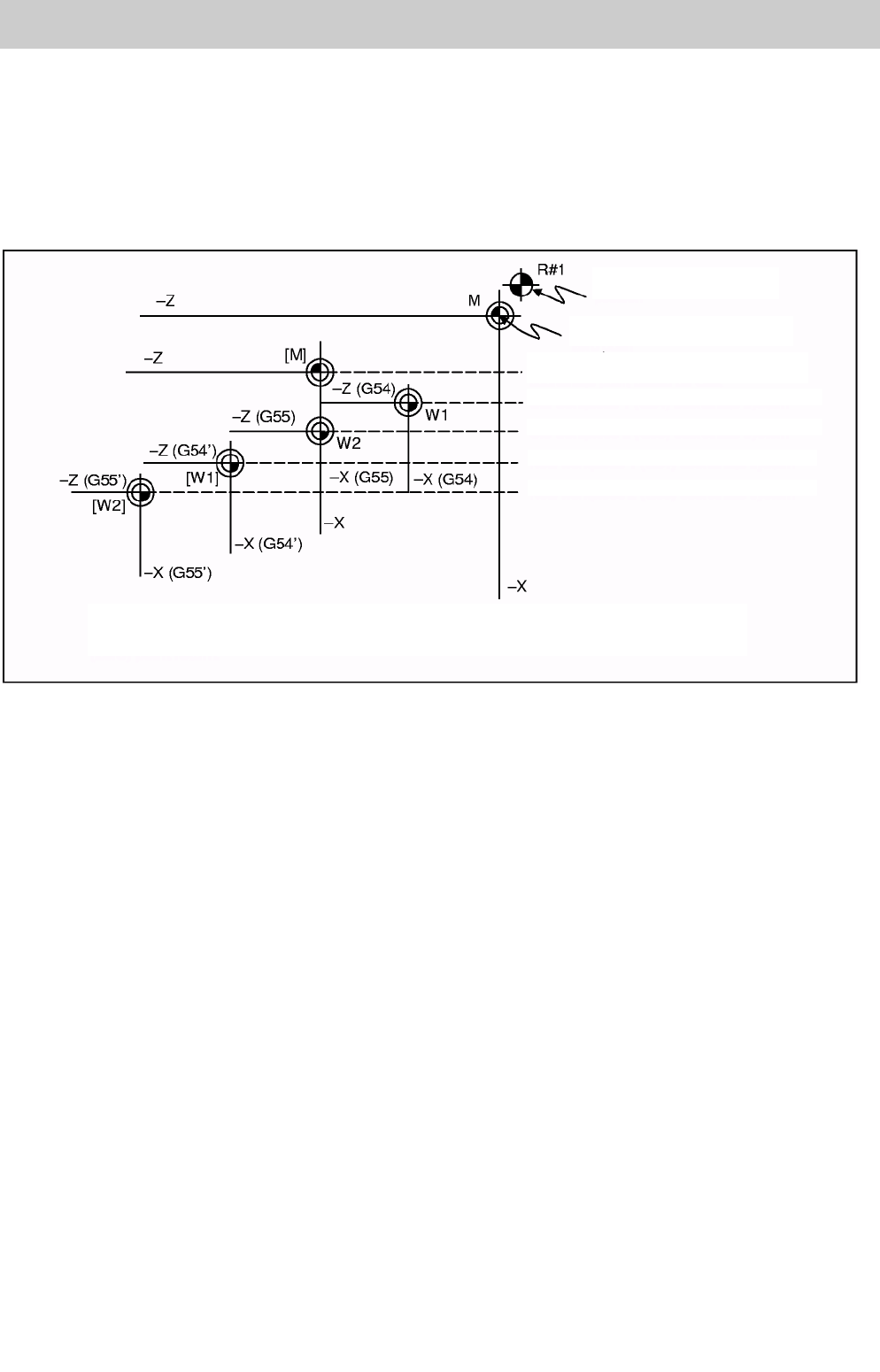
(10) При завершении первого автоматического (G28) или ручного возврата к исходной
(нулевой) точке после включения электропитания, базовая система координат станка и
системы координат заготовки автоматически устанавливаются в соответствии с
настройками параметра.
(11) Если G54 X-; задано после возврата к исходной точке (автоматическом или ручном)
после включения электропитания, выдается программная ошибка (P62). (Необходима
команда скорости, так как движение будет контролироваться при помощи скорости
G01.)
(12) Запрещается задавать G код, для которого используется P код в одном блоке с G54.1.
Код P будет использоваться с приоритетом к команде G.
(13) Если не добавлено количество дополнительных параметров для наборов смещения
заготовки, выдается программная ошибка (P39), если производится выполнение
команды G54.1.
513
Позиция возврата к
исходной (нулевой) точке
Нулевая точка базовой
системы коо
рд
инат станка
Точка координаты условной системы
координат станка согласно G92
Старая система координат заготовки 1 (G54)
Старая система координат заготовки 2 (G55)
Новая система координат заготовки 1 (G54)
Новая система координат заготовки 2 (G55)
После включения электропитания происходит согласование условной системы
координат станка с базовой системой координат станка при помощи первого
автоматического (G28) или ручного возврата к исходной (нулевой) точке.
14. Функции настройки системы координат
14.11 Настройка и смещение системы координат заготовки
(14) Если не добавлено количество дополнительных параметров для наборов смещения
заготовки, выдается программная ошибка (P172), если производится выполнение
команды G10 L20.
(15) Локальная система координат не может использоваться в модовом режиме G54.1.
Выдается программная ошибка (P438), если команда G52 выполняется в модовом
режиме G54.1.
(16) Новая система координат заготовки P1 может задаваться при помощи команды G92 в
режиме G54.1 P1. Однако система координат заготовки других систем координат
заготовки G54 - G59, G54.1, и P2 - P96 будет двигаться параллельно с ней, при этом
будет задана новая система координат заготовки.
(17) Уровень смещения расширенной системы координат заготовки будет задан для
номера переменной, как показано в Таблице 1.
Таблица 1 Номера переменных расширенной системы смещения координат
заготовки
1 -я ось по
-ую ось
1 -я ось по
-ую ось
1 -я ось по
-ую ось
1 -я ось по
-ую ось
P1
#7001 - #700n
P25
#7481 - #748n
P49
#7961 - #796n
P73
#8441 - #844n
P2
#7021 - #702n
P26
#7501 - #750n
P50
#7981 - #798n
P74
#8461 - #846n
P3
#7041 - #704n
P27
#7521 - #752n
P51
#8001 - #800n
P75
#8481 - #848n
P4
#7061 - #706n
P28
#7541 - #754n
P52
#8021 - #802n
P76
#8501 - #850n
P5
#7081 - #708n
P29
#7561 - #756n
P53
#8041 - #804n
P77
#8521 - #852n
P6
#7101 - #71 On
P30
#7581 - #758n
P54
#8061 - #806n
P78
#8541 - #854n
P7
#7121 - #712n
P31
#7601 - #760n
P55
#8081 - #808n
P79
#8561 - #856n
P8
#7141 - #714n
P32
#7621 - #762n
P56
#8101 - #81 On
P80
#8581 - #858n
P9
#7161 - #716n
P33
#7641 - #764n
P57
#8121 - #812n
P81
#8601 - #860n
P10
#7181 - #718n
P34
#7661 - #766n
P58
#8141 - #814n
P82
#8621 - #862n
P11
#7201 - #720n
P35
#7681 - #768n
P59
#8161 - #816n
P83
#8641 - #864n
P12
#7221 - #722n
P36
#7701 - #770n
P60
#8181 - #818n
P84
#8661 - #866n
P13
#7241 - #724n
P37
#7721 - #772n
P61
#8201 - #820n
P85
#8681 - #868n
P14
#7261 - #726n
P38
#7741 - #774n
P62
#8221 - #822n
P86
#8701 - #870n
P15
#7281 - #728n
P39
#7761 - #776n
P63
#8241 - #824n
P87
#8721 - #872n
P16
#7301 - #730n
P40
#7781 - #778n
P64
#8261 - #826n
P88
#8741 - #874n
P17
#7321 - #732n
P41
#7801 - #780n
P65
#8281 - #828n
P89
#8761 - #876n
P18
#7341 - #734n
P42
#7821 - #782n
P66
#8301 - #830n
P90
#8781 - #878n
P19
#7361 - #736n
P43
#7841 - #784n
P67
#8321 - #832n
P91
#8801 - #880n
P20
#7381 - #738n
P44
#7861 - #786n
P68
#8341 - #834n
P92
#8821 - #882n
P21
#7401 - #740n
P45
#7881 - #788n
P69
#8361 - #836n
P93
#8841 - #884n
P22
#7421 - #742n
P46
#7901 - #790n
P70
#8381 - #838n
P94
#8861 - #886n
P23
#7441 - #744n
P47
#7921 - #792n
P71
#8401 - #840n
P95
#8881 - #888n
P24
#7461 - #746n
P48
#7941 - #794n
P72
#8421 - #842n
P96
#8901 - #890n
514
ВНИМАНИЕ
Если уровень смещения системы координат заготовки изменится во время
поблочной остановки, новое значение настройки будет действительно со
следующего блока
.
14. Функции настройки системы координат
14.11 Настройка и смещение системы координат заготовки
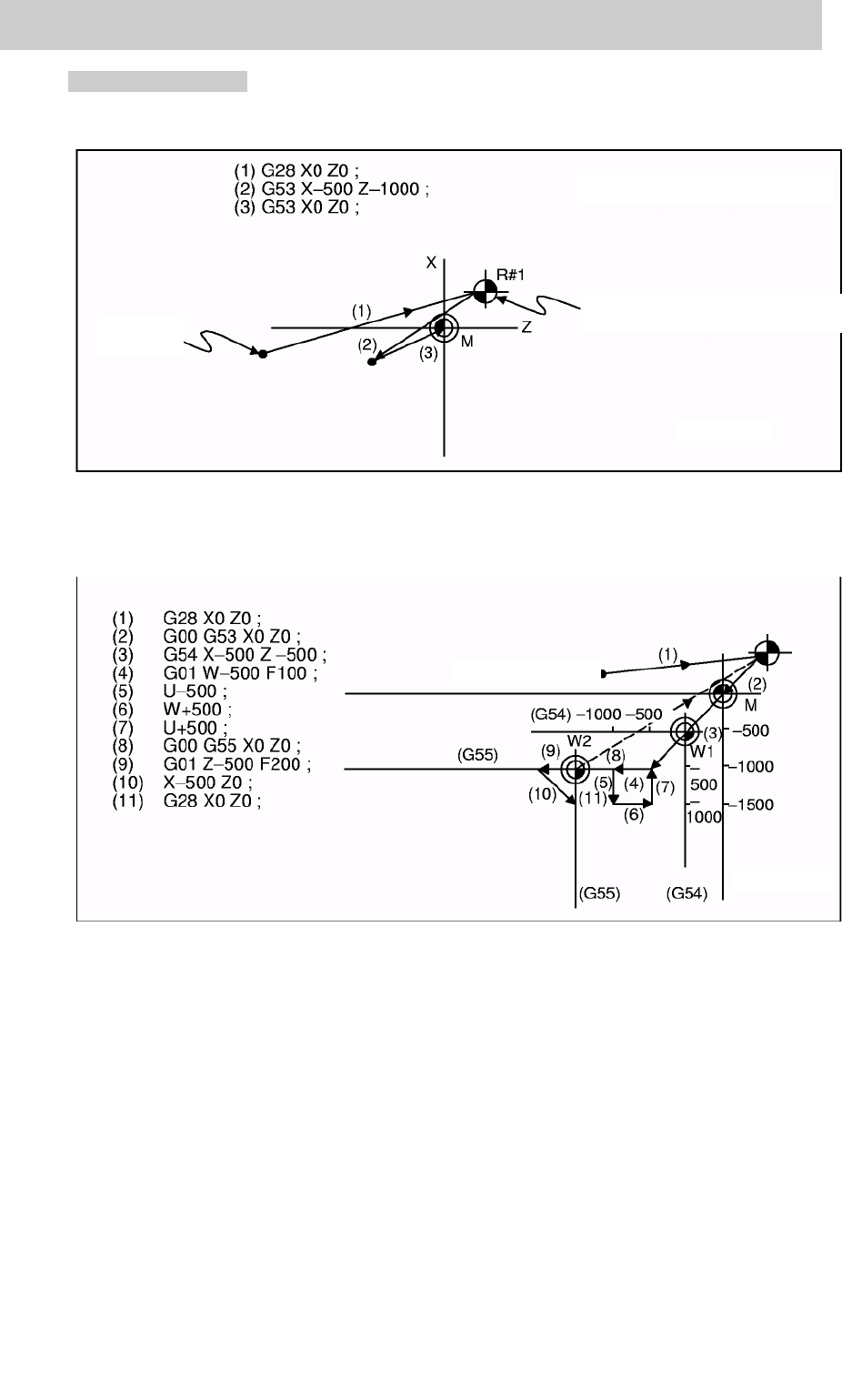
Пример программы
(Пример 1)
Если координата 1-й исходной точки равна нулю, нулевая точка базовой системы
координат станка и позиция возврата к исходной (нулевой) точке (#1) будут совпадать.
(Пример 2)
515
Позиция возврата к исходной
(нулевой) точке (#1)
Позиция возврата к исходной
(нулевой) точке (#1)
Текущая
позиция
(Ед-ца: мм)
Текущая позиция
(Ед-ца: мм)
14. Функции настройки системы координат
14.11 Настройка и смещение системы координат заготовки
(Пример 3) Если система координат заготовки G54 отклонилась (-500, -500) в Примере 2
(Предполагается, что (3) - (10) в Примере 2 введены в подпрограмме O1111.)
(1 ) G28 X0 Z0 ;
(2) G00 G53 X0 Z0 ;
(Не требуется. если нет смещения базовой
системы координат станка.)
(3) G54 X-500 Z-500 ;
Значение, на которое отклоняется система
координат заготовки
(4) G92 X0 Z0 ; Задается новая система координат заготовки
(5) M98 P1111 ;
(Примечание) Система координат заготовки будет отклоняться каждый раз при
повторении шагов (3) по (5). Поэтому команда возврата к исходной точке (G28)
должна задаваться после завершения программы.
516
Позиция возврата к исходной
(нулевой) точке (#1)
Текущая позиция
Старая система координат G55
Старая система координат G54
Новая система
координат G55
Новая система координат G54
.ВНИМАНИЕ
Если уровень смещения системы координат заготовки изменится во время
поблочной остановки, новое значение настройки будет действительно со
следующего блока.
14. Функции настройки системы координат
14.12 Настройка локальной системы координат
14.12 Настройка локальной системы координат; G52
Функция и назначение
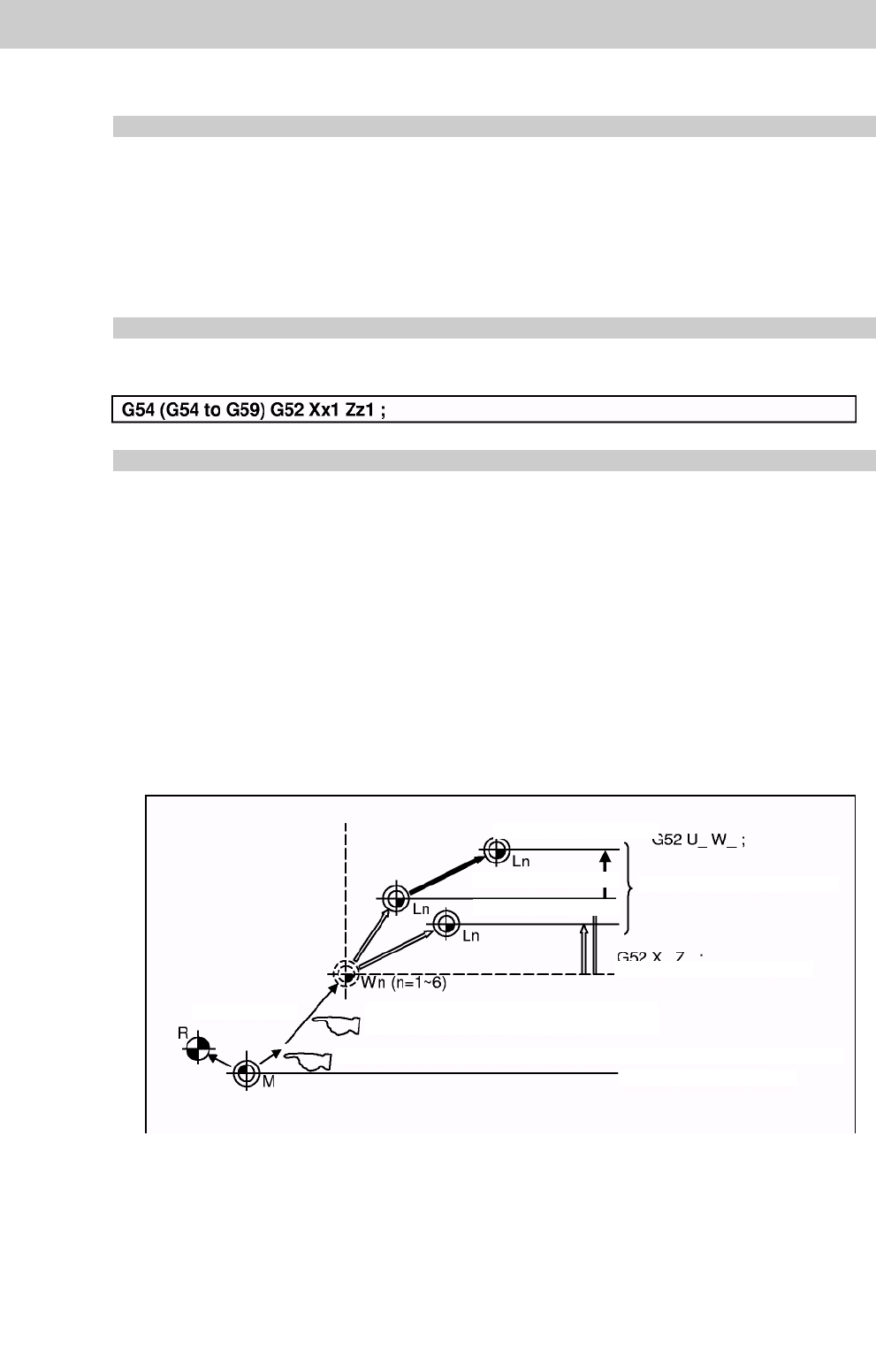
Локальные системы координат могут задаваться независимо в системах координат
заготовки G54 ~ G59 при использовании команды G52, так что заданная позиция будет
использоваться как запрограммированная нулевая точка.
Команда G52 может также использоваться вместо команды G92 для изменения
отклонения между нулевой точкой в программе обработки и нулевой точкой
обрабатываемой заготовки.
Формат команды
Подробное описание
(1) Команда G52 действует, пока не будет задана новая команда G52 и резец не начнет
движение.
Команда является удобным средством для введения другой системы координат, не
изменяя позиции нулевой точки систем координат заготовки (G54 ~ G59).
(2) Смещение локальной системы координат удаляется посредством возврата к
исходной (нулевой) точке или ручного возврата к исходной (нулевой) позиции
после включения электропитания.
(3) Отмена локальной системы координат производится при помощи (G54 ~ G59) G52 X0
Z0 ;.
(4) Команды координат в режиме абсолютного значения перемещают резец в
позицию локальной системы координат.
517
Инкрементное значение
Абсолютное значение
Локальная система координат
Абсолютное значение
Система координат заготовки
Смещение системы координат заготовки
(CRT настройка, G10 G54 X_ Z_ ;)
Исходная точка
Смещение внешней системы координат заготовки (PC ввод, CRT настройка)
Система координат станка
14. Функции настройки системы координат
14.13 Предварительная установка системы координат заготовки
14.13 Предварительная установка системы координат заготовки; G92.1
Функция и назначение
(1) Данная функция производит предварительную установку системы координат
заготовки, смещенной при помощи программной команды во время ручной
операции к смещению системы координат заготовки от нулевой точки станка на
уровень смещения координаты заготовки при помощи программной команды
(G92.1).
(2) Заданная система координат заготовки будет смещена от системы координат
станка, если выполняется следующий тип операции или программной команды.
• Если выполняется ручное прерывание при ручном абсолютном отключении
• Если команда движения задана в режиме блокировки станка
• Если ось перемещается с прерыванием рычага
• Если начинается операция с зеркальным отображением
• Если локальная система координат задана при помощи G52
• Если система координат заготовки смещается при помощи G92
Данная функция производит предварительную установку смещенной системы
координат заготовки к смещению системы координат заготовки от нулевой точки
станка на уровень смещения координаты заготовки. Эта операция производится
таким же способом, как и ручной возврат к исходной точке. Будут ли предварительно
заданы относительные координаты или нет, зависит от настройки параметров.
Формат команды
518
Дополнительная ось
14. Функции настройки системы координат
14.13 Предварительная установка системы координат заготовки
Подробное описание
(1) Задать адрес предварительно задаваемой оси. Предварительное задание оси не
произойдет, если не будет задан адрес.
(2) Выводится программная ошибка (P35), если задано значение, отличное от "0".
(3) Это может задаваться в следующих системах G кодировки.
• G кодовая система 2 - 7
• G кодовая система 1, если задан G кодовый параметр переключения (#1267 ext3/bit0
= 1).
(4) В зависимости от системы G кодировки G код будет равен "G50.3".
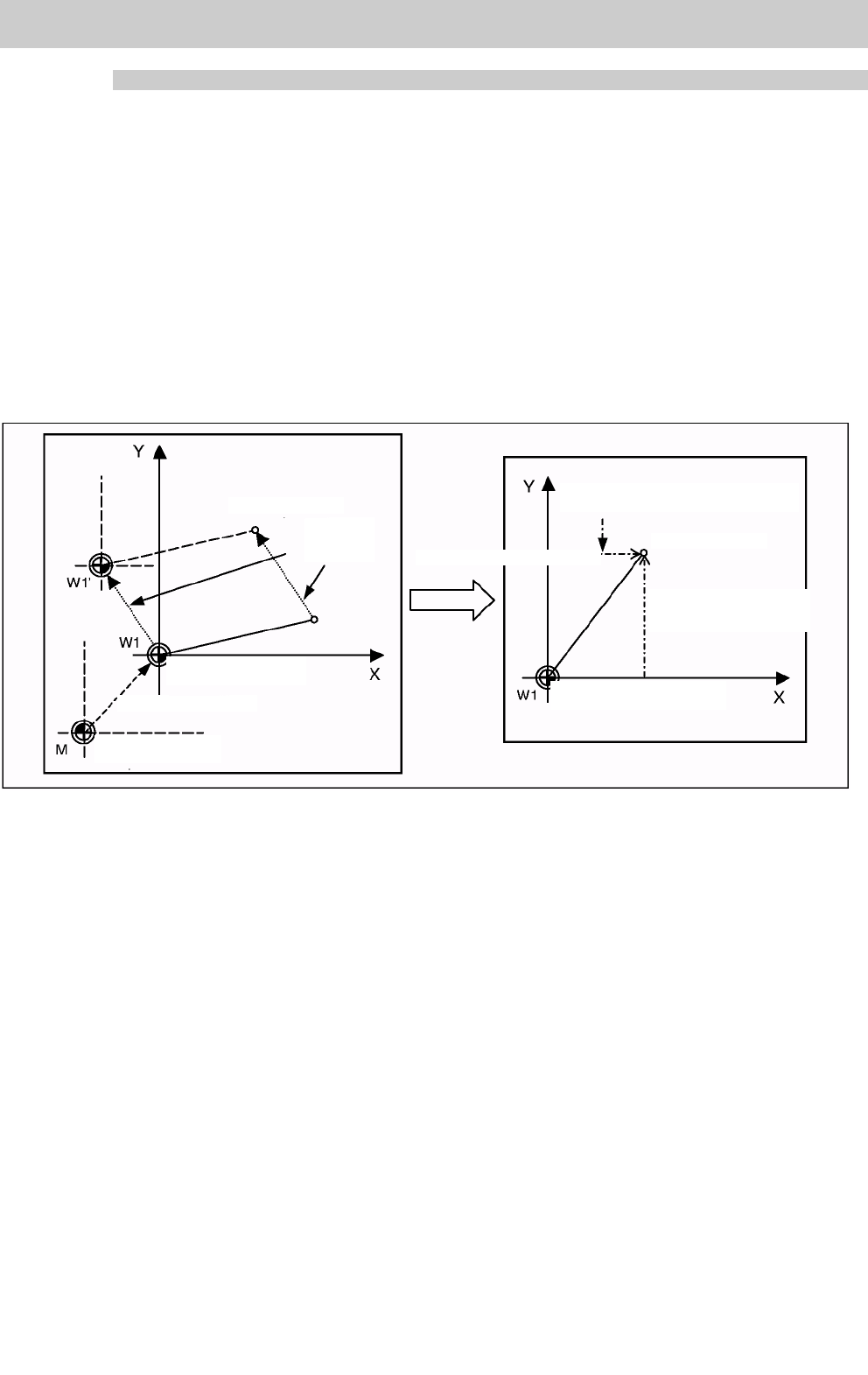
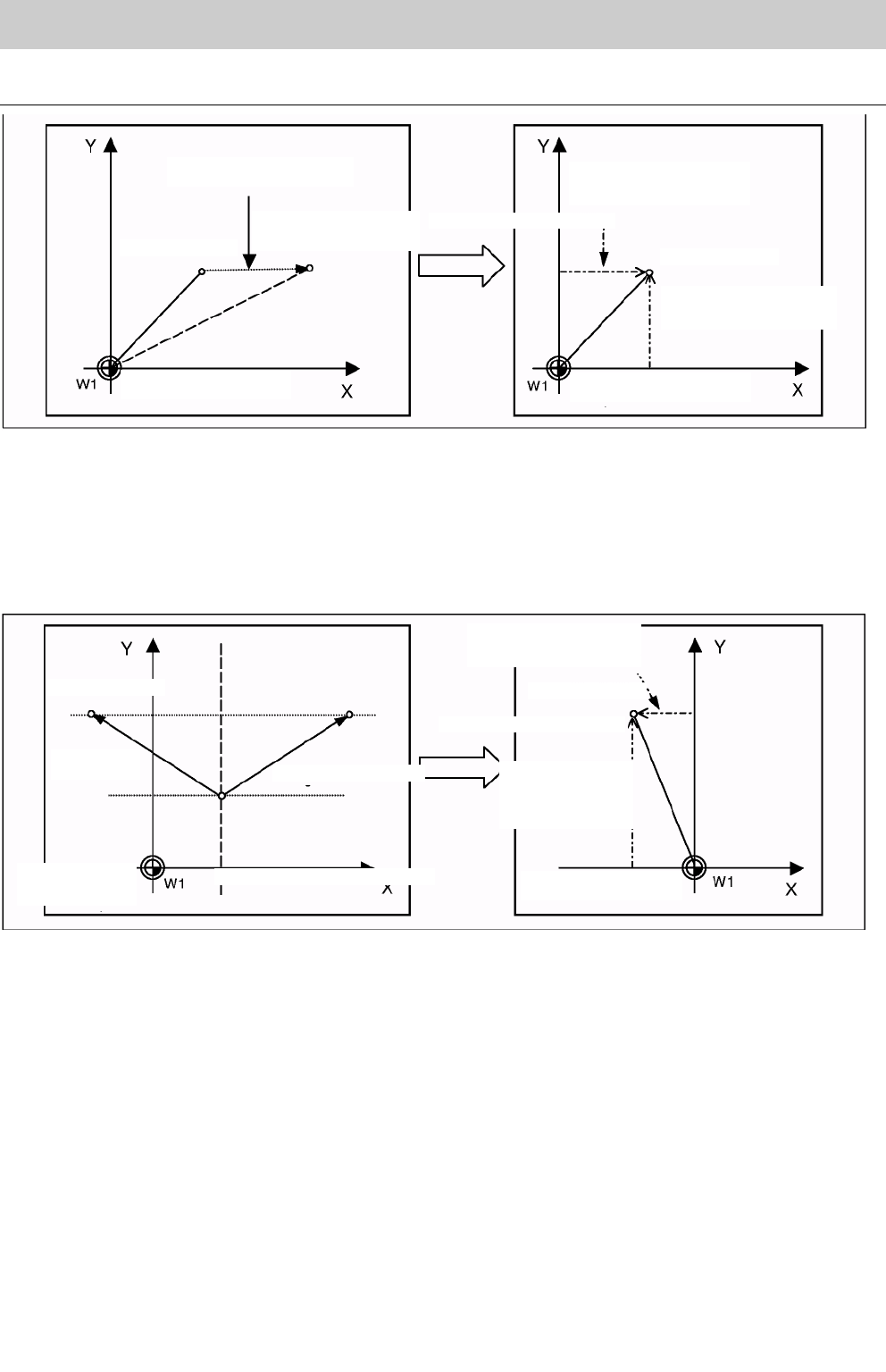
(5) Если выполняется ручная операция при отключенном ручном абсолютном режиме,
либо если перемещение оси производится при помощи прерывания рычага
Если выполняется ручная операция при отключенном ручном абсолютном режиме,
либо если перемещение оси производится при помощи прерывания рычага, система
координат заготовки будет смещена на значение ручного движения.
Данная функция возвращает смещенную нулевую точку координаты заготовки W1' на
уровень первичной нулевой точки координаты заготовки W1, а также задает
расстояние от W1 до текущей позиции в качестве текущей позиции системы
координат заготовки.
519
Координата заготовки х после
пре
д
варительной установки
Текущая позиция
Уровень
ручного
движения
Текущая позиция
Предварительная установка
Координата заготовки
y
после предварительной
установки
Нулевая точка
коо
р
динат заготовки
Нулевая точка
координаты заготовки
Смещение заготовки
Нулевая точка
коо
рд
инат станка
14. Функции настройки системы координат
14.13 Предварительная установка системы координат заготовки
(6) Если команда движения задана в режиме блокировки станка
Если команда движения задана в режиме блокировки станка, текущая позиция не
будет перемещаться, перемещаться будут только координаты заготовки.
Данная функция возвращает смещенные координаты заготовки в исходную текущую
позицию, а также задает расстояние W1 до текущей позиции в качестве текущей
позиции системы координат заготовки.
(7) Если операция выполнятся с зеркальным отображением
Если операция выполняется с зеркальным отображением, только внутренние
координаты NC используются в качестве координат программной команды.
Остальные координаты являются координатами текущей позиции. Данная функция
задает внутренние координаты NC в качестве координат текущей позиции.
520
Уровень движения во
время блокировки станка
Координата заготовки х
после предварительной
установки
Значение координаты
системы координат
заготовки
Предварительная установка
Текущая позиция
Текущая позиция
Координата заготовки
y
после предварительной
установки
Нулевая точка
координаты заготовки
Нулевая точка координаты
заготовки
Координата заготовки х
после предварительной
установки
Текущая позиция
Текущая позиция
Предварительная установка
Текущая
операция
Координата
заготовки y после
предварительной
установки
Программная команда
Нулевая точка
координаты
заготовки
Центр зеркального отображения
Нулевая точка
координаты заготовки
14. Функции настройки системы координат
14.13 Предварительная установка системы координат заготовки
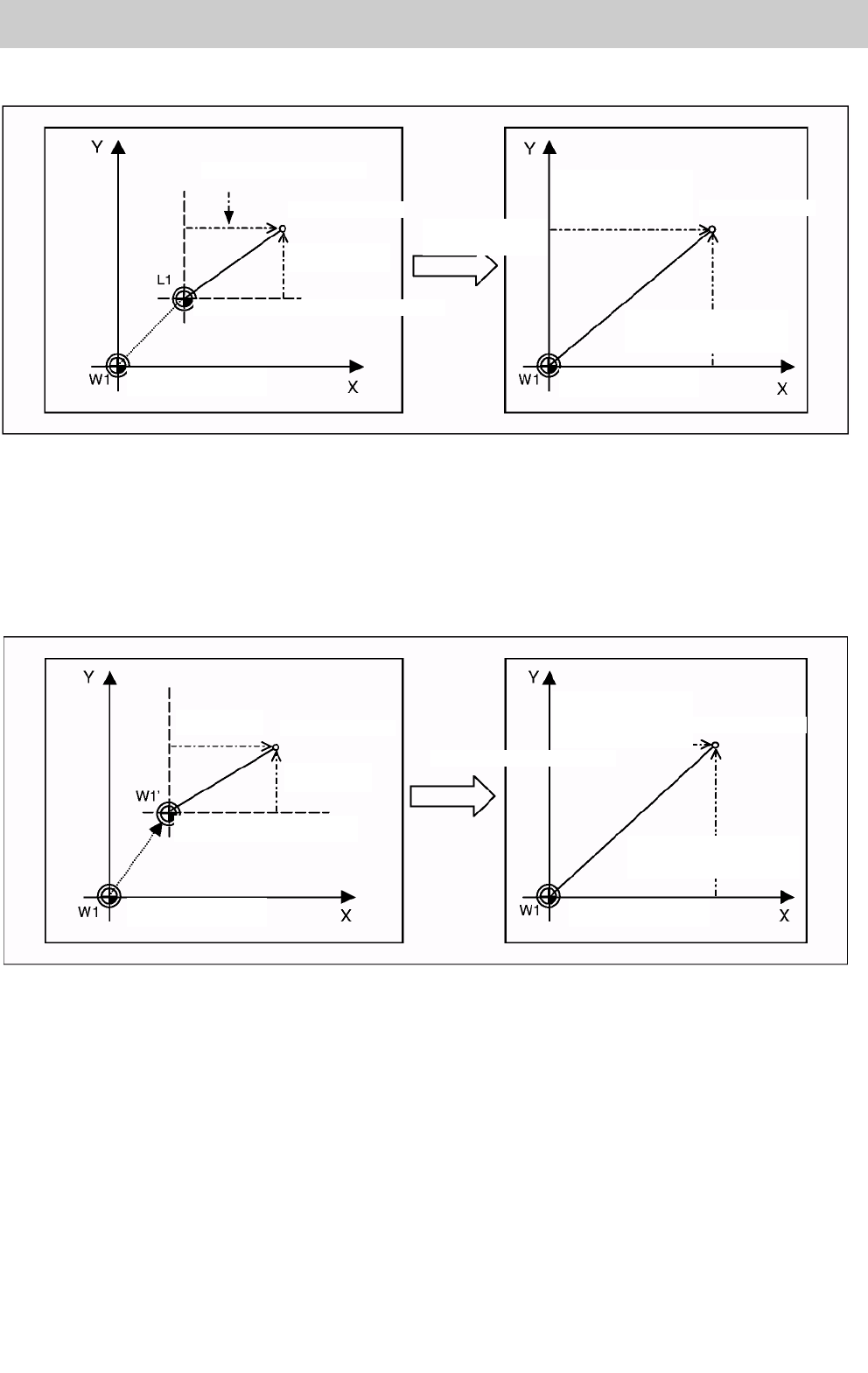
(8) Настройка локальной системы координат при помощи G52
Локальная система координат задается при помощи команды G52, а программные
команды и т.д. задаются при помощи локальной системы координат.
При помощи данной функции заданная локальная система координат отменяется, а
программные команды и т.д. используют систему координат заготовки, в которой W1
задана в качестве нулевой точки. Отмененная локальная система координат является
только выбранной системой координат заготовки.
(9) Смещение системы координат заготовки при помощи G92
Система координат заготовки смещается при помощи команды G92, а расстояние
между W1' и текущей позицией задается в качестве текущей позиции системы
координат заготовки. Данная функция возвращает смещенную нулевую точку
координаты заготовки в позицию W1, и задает расстояние от W1 до текущей позиции в
качестве текущей позиции системы координат заготовки. Это действует для всех
систем координат заготовки.
521
Локальные координаты x
Координата
заготовки х после
предварительной
установк
и
Текущая позиция
Текущая позиция
Предварительная
установка
Локальные
координаты y
Нулевая точка локальной координаты
Координата заготовки
y
после предварительной
установки
Нулевая точка
координат заготовки
Нулевая точка
координат заготовки
Координата
заготовки х после
предварительной
у
становки
Координаты
заготовки x
Текущая позиция
Текущая позиция
Предварительная установка
Координаты
заготовки y
"Нулевая точка заготовки
после коман
д
ы G92
Координата заготовки
y
после предварительной
установки
Нулевая точка
координат заготовки
Нулевая точка
координат заготовки