Руководство по техобслуживанию УЧПУ FANUC
Подождите немного. Документ загружается.


ПРОГРАММИРОВАНИЕ
B--63844RU/02
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
167
G80 отменяет постоянные циклы.
G80 ;
Все постоянные циклы отменяются для выполнения обычной
работы. Стираются данные точки R иточкиZ. Это означает, что
в инкрементном режиме R=0и Z=0.Другие данные сверления
также отменяются (стираются).
M3 S100 ; Приводит к началу вращения шпинделя.
G90 G99 G88 X300. Y-250. Z-150. R-120. F120. ;
Позиционирование, высверливание отверстия 1 с
последующим возвратом в точку R.
Y-550. ; Позиционирование, высверливание отверстия 2 с
последующим возвратом в точку R.
Y-750. ; Позиционирование, высверливание отверстия 3 с
последующим возвратом в точку R.
X1000. ; Позиционирование, высверливание отверстия 4 с
последующим возвратом в точку R.
Y-550. ; Позиционирование, высверливание отверстия 5 с
последующим возвратом в точку R.
G98 Y-750. ; Позиционирование, высверливание отверстия 6 с
последующим возвратом на исходный уровень.
G80G28G91X0Y0Z0;
Вернитесь в указанную позицию возврата,
отмена постоянного цикла
M5 ; Приводит к началу вращения шпинделя.
13.1.14
Отмена постоянного
цикла (G80)
Формат
Пояснения
Примеры
ПРОГРАММИРОВАНИЕ
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
B--63844RU/02
168
400 150 250 250 150
Y
X
X
Z
T11 T15 T31
#1 #11
#7
#3
#2
#8
#13
#12
#10
#9
#6
#5
#4
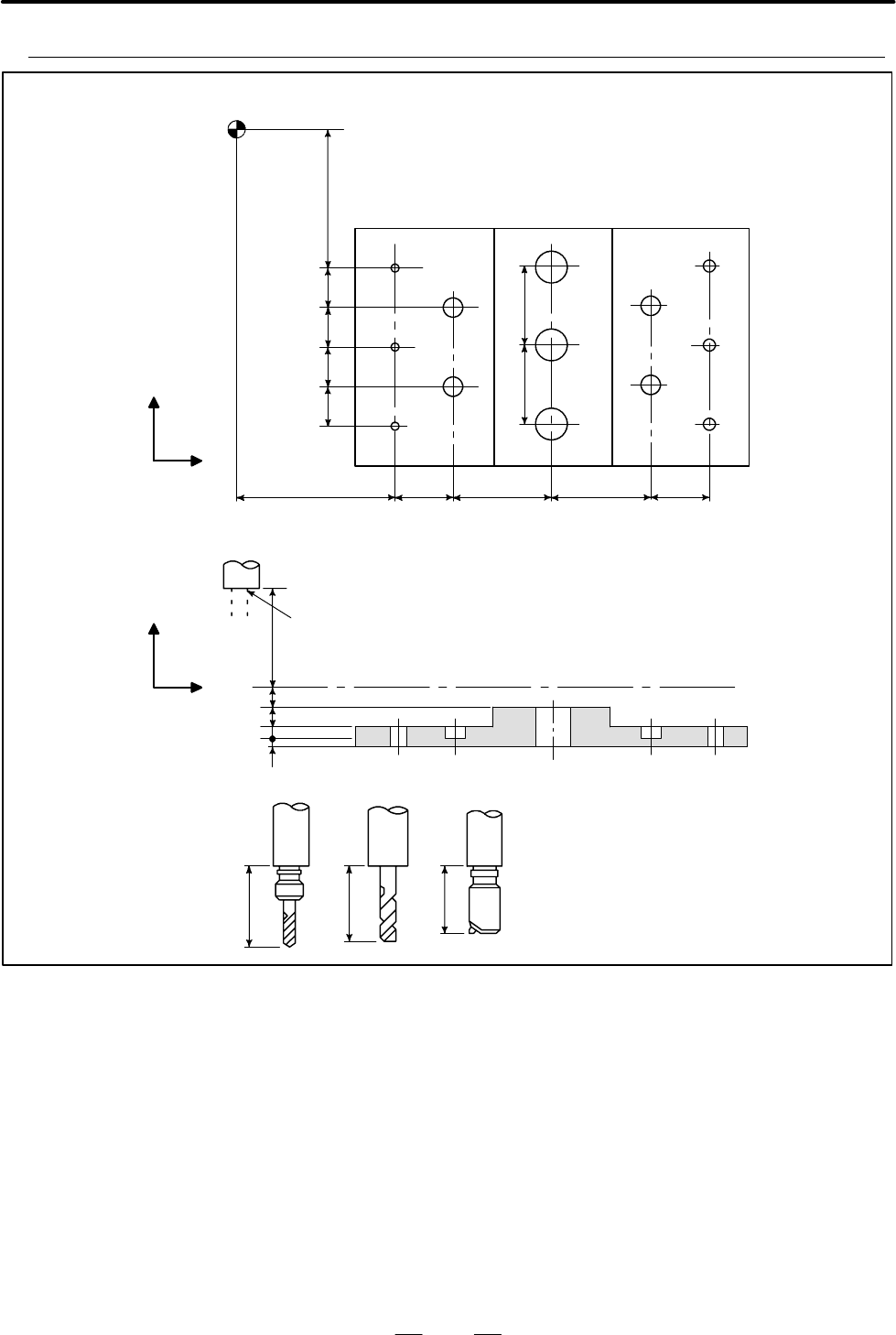
# 1от 1 до 6 Высверливание отверстия диаметром 10 мм
# 1от 7 до 10 Высверливание отверстия диаметром 20 мм
# 1от 11 до 13 Растачивание отверстия диаметром 95 мм
(глубиной 50 мм)
190200 150
250
100
100
100
100
350
200
Референтная позиция
Позиция отвода
Исходный уровень
50
50
30
20
Пример программы, использующей коррекцию длины инструмента и постоянные циклы
ПРОГРАММИРОВАНИЕ
B--63844RU/02
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
169
Значение коррекции, равное +200,0, установлено в коррекции ном. 11, +190,0 установлено в
коррекции ном.15и +150,0 установлено в коррекции ном. 31.
Пример
программы
;
N001 G92X0Y0Z0; Координатная установка в указанную позицию
N002 G90 G00 Z250.0 T11 M6; Изменение инструмента
N003 G43 Z0 H11; Исходный уровень, коррекция на длину инструмента
N004 S30 M3 Начало работы шпинделя
N005 G99 G81X400.0 R Y--350.0
Z--153,0R --97.0 F120; Позиц--ние с последующим высверливанием отверстия ном.1
N006 Y--550.0; Позиционирование с последующим высверливанием отверстия
ном.2 и возвратом на уровень точки R
N007 G98Y--750.0; Позиционирование с последующим высверливанием отверстия
ном.3и возвратом на исходный уровень
N008 G99X1200.0; Позиционирование с последующим высверливанием отверстия
ном.4и возвратом в точку R
N009 Y--550.0; Позиционирование с последующим высверливанием отверстия
ном.5и возвратом на уровень точки R
N010 G98Y--350.0; Позиционирование с последующим высверливанием отверстия
ном.6и возвратом на исходный уровень
N011 G00X0Y0M5; Возврат на указанную позицию, останов шпинделя
N012 G49Z250.0T15M6; Отмена коррекции на длину инструмента, изменение инструмента
N013 G43Z0H15; Исходный уровень, коррекция на длину инструмента
N014 S20M3; Начало работы шпинделя
N015 G99G82X550.0Y--450.0 Позиционирование с последующим высверливанием отверстия
ном.7и возвратом на уровень точки R
Z--130.0R --97.0P300F70;
N016 G98Y--650.0; Позиционирование с последующим высверливанием отверстия
ном.8и возвратом на исходный уровень
N017 G99X1050.0; Позиционирование с последующим высверливанием отверстия
ном.9и возвратом на уровень точки R
N018 G98Y--450.0; Позиционирование с последующим высверливанием отверстия
ном.10и возвратом на исходный уровень
N019 G00X0Y0M5; Возврат в указанную позицию, останов шпинделя
N020 G49Z250.0T31M6; Отмена коррекции на длину инструмента, изменение инструмента
N021 G43Z0H31; Исходный уровень, коррекция на длину инструмента
N022 S10M3; Начало работы шпинделя
N023 G85G99X800.0Y--350.0 Позиционирование с последующим высверливанием отверстия
ном.11и возвратом на уровень точки R
Z--153.0R47.0F50;
N024 G91Y--200.0K2; Позиционирование с последующим высверливанием отверстий
ном. 12, 13 и возвратом на уровень точки R
N025 G28X0Y0M5; Возврат в указанную позицию, останов шпинделя
N026 G49Z0; Отмена коррекции на длину инструмента
N027 M0; Останов программы

ПРОГРАММИРОВАНИЕ
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
B--63844RU/02
170
Цикл нарезания резьбы (G84) и цикл нарезания левой резьбы
(G74) может выполняться в стандартном режиме или в режиме
жесткого нарезания резьбы.
В стандартном режиме шпиндель вращается (с периодическими
остановами) с перемещением вдоль оси нарезания резьбы, что
происходит благодаря использованию смешанных функций
M03 (вращающей шпиндель по часовой стрелке), M04 (враща-
ющей шпиндель против часовой стрелки) и M05 (останав-
ливающей шпиндель) для выполнения нарезания резьбы. В
жестком режиме нарезание резьбы выполняется с помощью
управления двигателем шпинделя как серводвигателем и
интерполяцией между осью нарезания резьбы и шпинделем.
При нарезании резьбы в жестком режиме шпиндель
поворачивается на один оборот каждый раз при определенной
подаче (шаг резьбы) вдоль оси нарезания резьбы. Эта операция
не меняется даже при ускорении и замедлении.
Жесткий режим иллюстрирует необходимость использования
плавающего метчика в стандартном режиме нарезания резьбы,
что приводит к более быстрому и точному нарезанию резьбы.
13.2
ЖЕСТКОЕ НАРЕЗАНИЕ
РЕЗЬБЫ МЕТЧИКОМ
ПРОГРАММИРОВАНИЕ
B--63844RU/02
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
171
Когда двигатель шпинделя управляется в жестком режиме как
серводвигатель, цикл нарезания резьбы может быть ускорен.
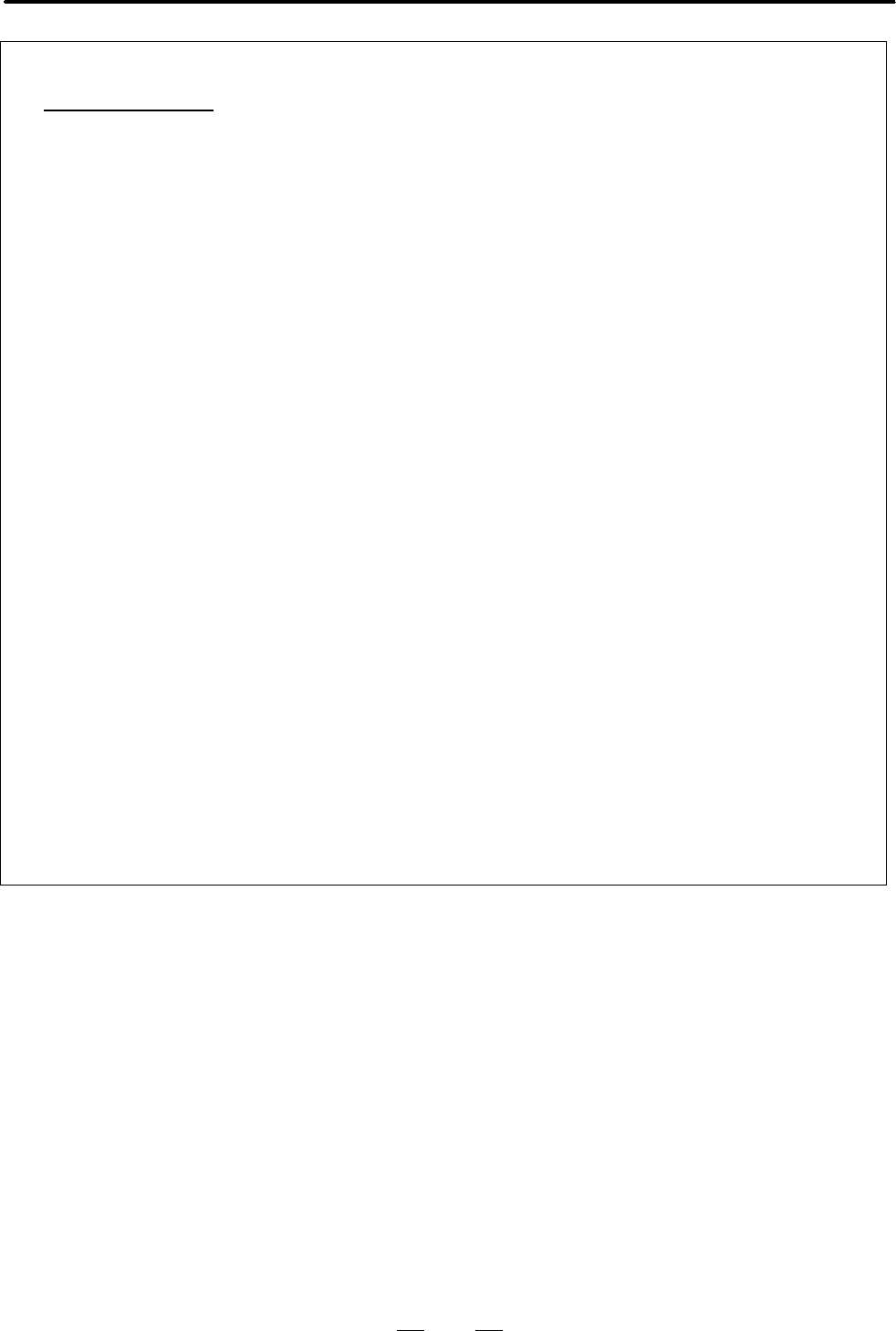
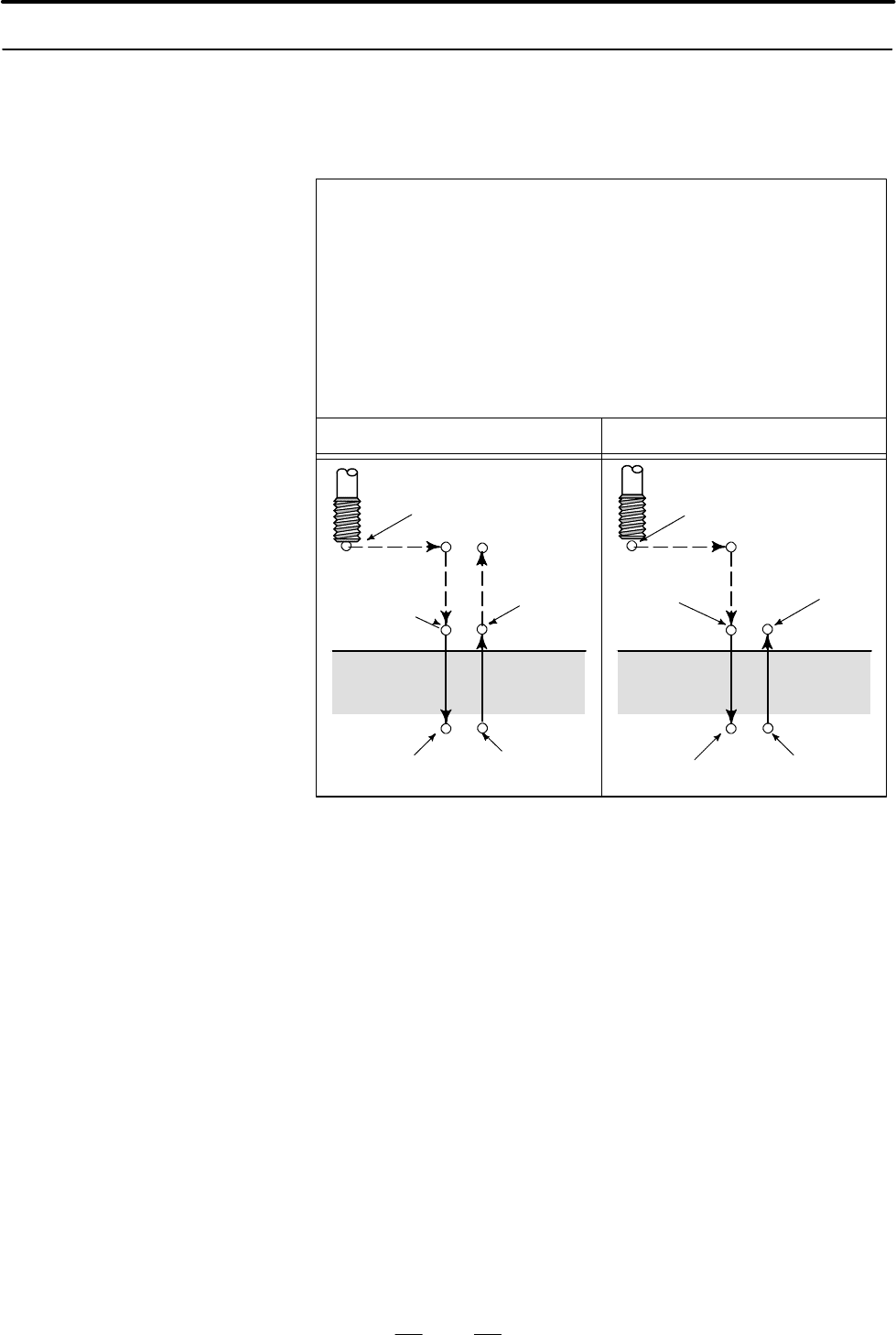
G84(G98) G84(G99)
G84 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : Данные позиции отверстия
Z_ : Расстояние от точки R до основания отверстия
позиции основания отверстия
R_ : Расстояние от исходного уровня до уровня точки R
Р_:Время задержки у основания отверстия и в точке К при
выполнении возврата
F_ : Рабочая подача
K_ : Число повторов (только при необходимости повторов)
P
P
Уровень
точки R
Точка Z
Вращ. шпин по
час. стрелке
Точка R
Точка R
Остановка
шпинделя
Вращ.
шпин.
против
час.стрел.
Остановка
шпинделя
Остановка
шпинделя
Точка Z
Остановка
шпинделя
Остановка
шпинделя
Исходный
уровень
Операция 5
Опе--
рация 4
Операция 3
Операция 1
Операция 2
Операция 6
Остановка
шпинделя
Вращ. шпин.
по часовой
стрелке
P
P
G84.2 X_ Y_ Z_ R_ P_ F_ L_ ; (Формат FS15)
L_ : Число повторов (только при необходимости повторов)
Вращ.
шпин.
против
час.стрел.
После позиционирования вдоль осей X и Y выполняется форси-
рованная продольная подача до точки R. Нарезание резьбы вы-
полняется от точки R до точки Z. По завершении нарезания
резьбы шпиндель останавливается и выполняется задержка. За-
тем шпиндель начинается вращаться в обратном направлении,
инструмент отводится до точки R, после чего шпиндель оста-
навливается. Затем выполняется форсированная продольная
подача до исходного уровня. Во время нарезания резьбы коэф-
фициенты коррекции вручную скорости подачи и шпинделя
полагаются равными 100%. Вместе с тем, скорость извлечения
(операция 5) может быть скорректирована до 2000% в
зависимости от установки бита 4(DOV)параметра ном. 5200,
бита 3(OVU)параметра ном. 5201 и параметра ном. 5211.
Жесткий режим может быть задан одним из следующих
способов:
⋅
Задайте M29 S***** перед командой нарезания резьбы.
⋅Задайте M29 S***** в блоке, который содержит команду
нарезания резьбы метчиком.
⋅ЗадайтеG84 для жесткого нарезания резьбы (параметр G84
ном. 5200 #0 установлен на значение 1).
13.2.1
Жесткое нарезание
резьбы (G84)
Формат
Пояснения
D Жесткий режим
ПРОГРАММИРОВАНИЕ
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
B--63844RU/02
172
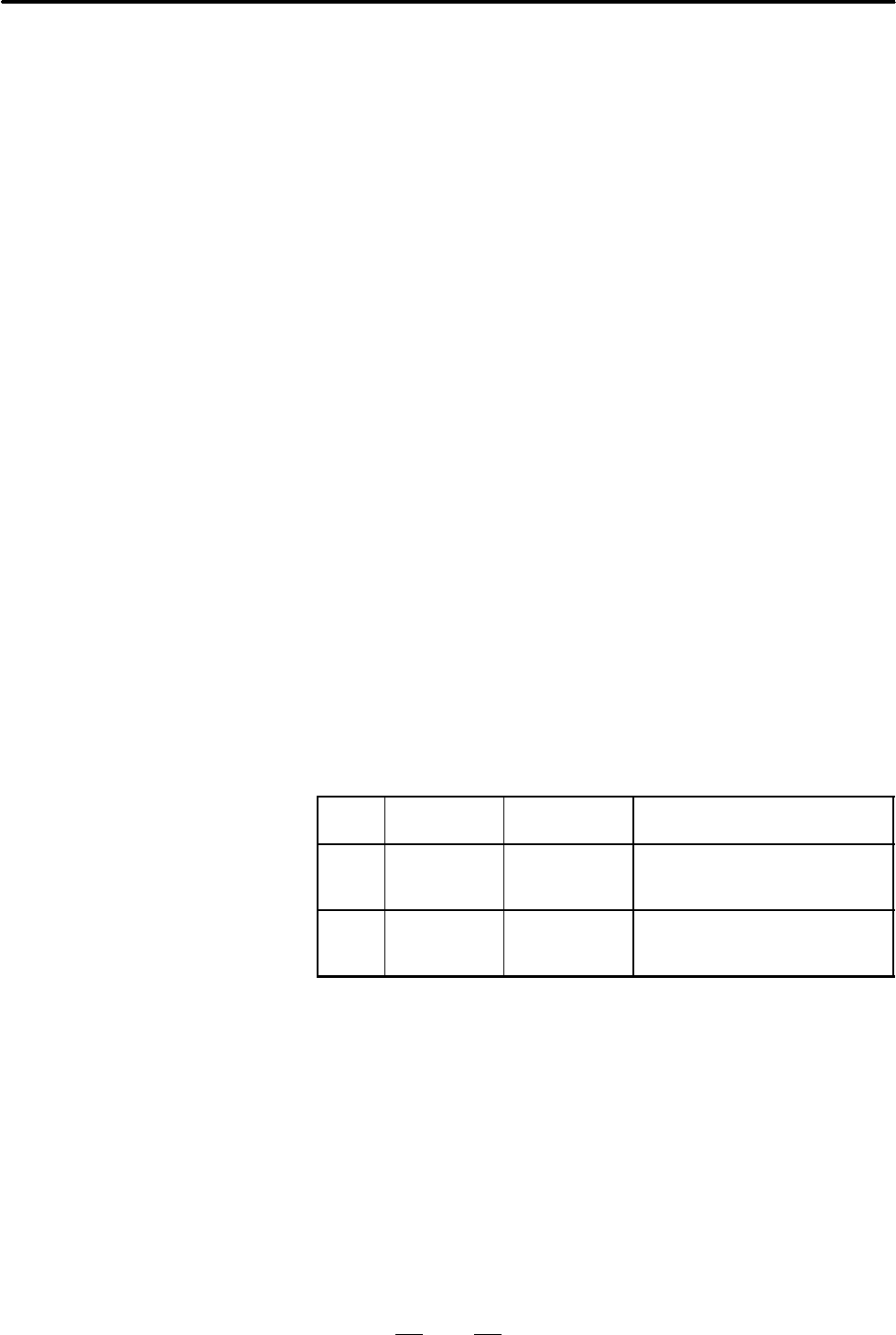
В режиме подачи за одну минуту шаг резьбы устанавливается из
выражения, скорость подачи
× скорость шпинделя. Врежиме
подачи за один оборот шаг резьбы равен скорости подачи.
Когда в постоянном цикле задается коррекция на длину инстру-
мента (G43, G44 или G49), коррекция выполняется во время
позиционирования в точке R.
Жесткое нарезание резьбы может выполняться посредством
команд формата FS10/11. Жесткое нарезание резьбы (включая
передачу данных в PMC иобратно) выполняется в соответствии
с последовательностью для FS 0i.
Перед изменением оси сверления постоянный цикл должен
быть отменен. Если ось сверления изменяется в жестком режи-
ме, подается сигнал тревоги P/S (ном.206).
Если задается скорость выше максимальной скорости исполь-
зуемого привода, подается сигнал тревоги P/S (ном. 200).
Для схемы аналогового управления шпинделя:
При задании командой скорости, большей 4096 импульсов, в
устройствах обнаружения, за 8 мсек, подается сигнал тревоги
P/S (ном.202),так как результат такой операции непредсказуем.
Для серийного шпинделя:
При задании командой скорости, большей 32767 импульсов, в
устройствах обнаружения, за 8 мсек, подается сигнал тревоги
P/S (ном.202),так как результат такой операции непредсказуем.
Если задается значение, превышающее верхний предел скорос-
ти подачи при нарезании, подается сигнал тревоги P/S (ном.
011).
Ввод мет-
рич. данных
Ввод данных
вдюймах
Комментарии
G94 1 мм/мин 0,01 дюйм/
мин
Допускается
программирование с
десятичной точкой
G95 0,01 мм/
оборот
0,0001 дюйм/
оборот
Допускается
программирование с
десятичной точкой
Если между M29 и G84 задана команда S и перемещение оси,
подается сигнал тревоги P/S (ном.203).Если в цикле нарезания
резьбы задан M29, подается сигнал тревоги P/S (ном.204).
Задайте P вблоке, который выполняет сверление. Если в блоке,
не имеющего отношения к сверлению, задан R, R не сохра-
няется в качестве модальных данных.
НезадавайтеG-кодгруппы 01 (G00-G03 или G00-G60 (когдабит
MDL (бит 0 параметра 5431) установлен на значение 1)) и G84 в
одном блоке. ВпротивномслучаеG84 будет отменен.
В режиме постоянного цикла коррекция на инструмент
игнорируется.
Любая программа не может быть возобновлена во время
жесткого нарезания резьбы.
D Шаг резьбы
D Коррекция на длину
инструмента
D Команда формата
FS10/11
Ограничения
D Смена осей
D Команда S
D Коэффициент
распределения
шпинделя
D Команда F
D Устройство команды F
D M29
D P
D Отмена
D Коррекция
инструмента
D Перезапуск
программы

ПРОГРАММИРОВАНИЕ
B--63844RU/02
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
173
Скорость подачи по оси Z 1000 мм/мин
Скорость шпинделя 1000 мин
-1
Шаг резьбы 1,0 мм
<Программирование подачи за одну минуту>
G94 ; Задайте команду подачи за один
оборот.
G00X120.0Y100.0; Позиционирование
M29 S1000 ; Спецификация жесткого режима
G84 Z-100.0 R-20.0 F1000 ; Жесткое нарезание резьбы
<Программирование подачи за один оборот>
G95 ; Задайте команду подачи
за один оборот.
G00X120.0Y100.0; Позиционирование
M29 S1000 ; Спецификация жесткого режима
G84Z-100.0R-20.0F1,0; Жесткое нарезание
резьбы метчиком
Примеры
ПРОГРАММИРОВАНИЕ
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
B--63844RU/02
174
Когда двигатель шпинделя управляется в жестком режиме как
серводвигатель, циклы нарезания резьбы могут быть ускорены.
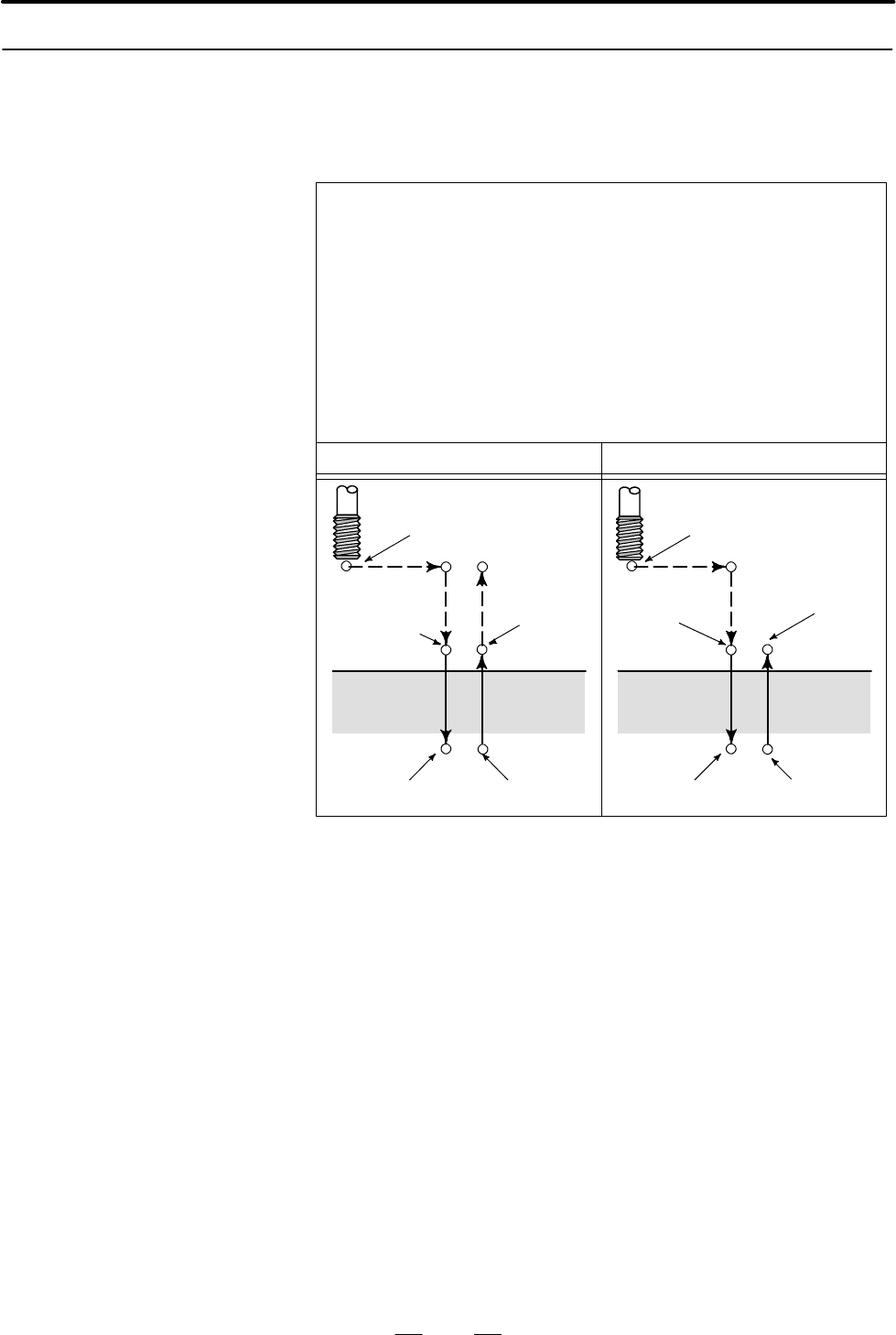
G74 (G98) G74 (G99)
G74 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : Данные позиции отверстия
Z_ : Расстояние от точки R до основания отверстия и
позиции основания отверстия
R_ : Расстояние от исходного уровня до уровня точки R
Р_:Время задержки у основания отверстия и в точке R при
выполнении возврата.
F_ : Рабочая подача
K_ : Число повторов (только при необходимости повторов)
P
P
Точка Z
Уровень
точки R
Вращ. шпин.
против часовой
стрелки
Остановка
шпинделя
Остановка
шпинделя
Исходный
уровень
Операция 5
Опе--
рация 4
Операция 3
Операция 1
Операция 2
Операция 6
Остановка
шпинделя
Вращ. шпин.
по часовой
стрелке
Остановка
шпинделя
Вращение шпинделя
по часовой стрелке
Уровень
точки R
Точка Z
Вращ. шпин.
против час.
стрелки
Точка R Точка R
Остановка
шпинделя
P
P
Остановка
шпинделя
G84.3 X_ Y_ Z_ R_ P_ F_ L_ ; (Формат FS15)
L_ : Число повторов (только при необходимости повторов)
После позиционирования вдоль осей X и Y выполняется форси-
рованная продольная подача до точки R. Нарезание резьбы вы-
полняется от точки R до точки Z. По завершении нарезания
резьбы шпиндель останавливается и выполняется задержка. За-
тем шпиндель поворачивается в обычном направлении, инстру-
мент отводится до точки R, после чего шпиндель останавли-
вается. Затем выполняется форсированная продольная подача
до исходного уровня. Во время нарезания резьбы коэффициен-
тыкоррекциивручнуюскорости подачии шпинделя полагаются
равными 100%. Вместе с тем, скорость извлечения (операция 5)
может быть скорректирована до 2000% в зависимости от уста-
новкибита4(DOV)параметра 5200, бита 3(OVU)параметраном.
5201 и параметра ном. 5211.
Жесткий режим может быть задан одним из следующих
способов:
⋅
Задайте M29 S***** перед командой нарезания резьбы.
⋅ Задайте M29 S***** в блоке, который содержит команду
нарезания резьбы.
⋅ Задайте G84 для жесткого нарезания резьбы.(параметр
G84 ном. 5200#0 установлен на значение 1).
13.2.2
Цикл нарезания
левой резьбы (G74)
Формат
Пояснения
D Жесткий режим
ПРОГРАММИРОВАНИЕ
B--63844RU/02
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
175
В режиме подачи за одну минуту шаг резьбы устанавливается из
выражения, скорость подачи
× скорость шпинделя. Врежиме
подачи за один оборот шаг резьбы равен скорости подачи.
Когда в постоянном цикле задается коррекция на длину
инструмента(G43, G44 или G49), коррекция выполняется во
время позиционирования в точке R.
Жесткое нарезание резьбы может выполняться посредством
команд формата FS10/11. Жесткое нарезание резьбы (включая
передачу данных в PMC иобратно) выполняется в соответствии
с последовательностью для FS 0i.
Перед изменением оси сверления постоянный цикл должен
быть отменен. Если ось сверления изменяется в жестком
режиме, подается сигнал тревоги P/S (ном.206).
Задание скорости вращения, превышающей максимальную
скорость используемого привода, приводит к подаче сигнала
тревоги P/S (ном. 200).
Для схемы аналогового управления шпинделя:
При задании командой скорости, большей 4096 импульсов, в
устройствах обнаружения, за 8 мсек, подается сигнал тревоги
P/S (ном.202),так как результат такой операции непредсказуем.
Для серийного шпинделя:
При задании командой скорости, большей 32767 импульсов, в
устройствах обнаружения, за 8 мсек, подается сигнал тревоги
P/S (ном.202),так как результат такой операции непредсказуем.
Задайте значение, которое превышает верхний лимит скорости
подачи при нарезании, приводит к подаче сигнала P/S (ном.
011).
Ввод мет-
рич. данных
Ввод данных
вдюймах
Комментарии
G94 1 мм/мин 0,01 дюйм/
мин
Допускается
программирование
с десятичной точкой
G95 0,01 мм/
оборот
0,0001 дюйм/
оборот
Допускается
программирование
с десятичной точкой
Если между M29 и G74 заданакоманда S и перемещение оси, по-
дается сигнал тревоги P/S (ном.203).Задание М29 вцикленаре-
зания резьбы приводит к подаче сигнала тревоги P/S (ном.204).
Задайте P вблоке, который выполняет сверление. Если в блоке,
не имеющего отношения к сверлению, задан R, R не
сохраняется в качестве модальных данных.
НезадавайтеG-кодгруппы 01 (G00-G03 или G00-G60 (когдабит
MDL (бит 0 параметра 5431) установлен на значение 1)) и G84 в
одном блоке. ВпротивномслучаеG84 будет отменен.
В режиме постоянного цикла коррекция на инструмент
игнорируется.
D Шаг резьбы
D Коррекция на длину
инструмента
D Команда формата
FS10/11
Ограничения
D Смена осей
D Команда S
D Коэффициент
распределения
шпинделя
D Команда F
D Устройство команды F
D M29
D P
D Отмена
D Коррекция
инструмента

ПРОГРАММИРОВАНИЕ
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
B--63844RU/02
176
Скорость подачи по оси Z 1000 мм/мин
Скорость шпинделя 1000 мин
-1
Шаг резьбы 1,0 мм
<Программирование подачи за один оборот>
G94 ; Задайте команду подачи за один
оборот.
G00X120.0Y100.0; Позиционирование
M29 S1000 ; Спецификация жесткого режима
G84 Z-100.0 R-20.0 F1000 ; Жесткое нарезание резьбы
<Программирование подачи за один оборот>
G95 ; Задайте команду подачи за один
оборот.
G00X120.0Y100.0; Позиционирование
M29 S1000 ; Технические условия жесткого
режима
G74Z-100.0R-20.0F1,0; Жесткое нарезание резьбы
метчиком
Примеры