Руководство. Справочник пользователя Sinumerik 840D Токарная обработка (new)
Подождите немного. Документ загружается.

Редактирование программы методом обучения
12.7 Удаление кадра
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
581
12.7 Удаление кадра
Существует возможность удаления всего кадра программы.
Условие
Режим работы "АВТО": Обрабатываемая программа выбрана.
Принцип действий
1. Выбрать область управления "Станок".
2. Нажать клавишу <АВТО> или <MDA>.
3. Нажать клавишу <TEACH IN>.
4. Нажать программную клавишу "Прогр.обуч.".
5. Выбрать удаляемый кадр программы.
6. Нажать программные клавиши ">>" и "Удалить кадр".
Кадр программы, на котором стоит курсор, удаляется.
Редактирование программы методом обучения
12.8 Установки для обучения
Токарная обработка
582 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
12.8 Установки для обучения
В окне "Установки" определяется, какие оси для кадра обучения также будут переданы
и будут ли предложены параметры для типа движения и для режима управления
траекторией.
Принцип действий
1. Выбрать область управления "Станок".
2. Нажать клавишу <АВТО> или <MDA>.
3. Нажать клавишу <TEACH IN>.
4. Нажать программную клавишу "Прогр.обуч.".
5. Нажать программные клавиши ">>" и "Установки".
Открывается окно "Установки".
6. Активировать в "Обучаемые оси" и "Заучиваемые параметры"
кнопки-флажки для желаемых установок и нажать программную
клавишу "Применить", чтобы подтвердить установки.
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
583
Работа с осью B
13
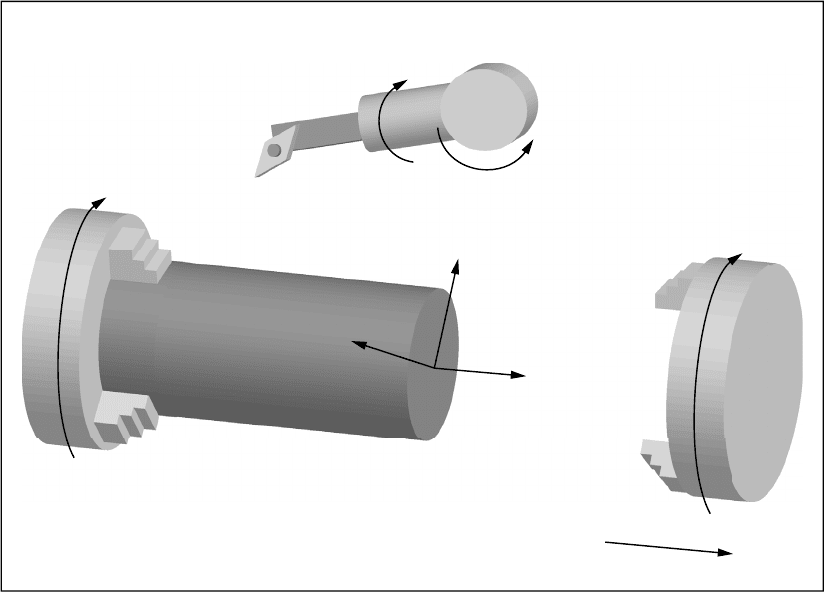
13.1 Токарные станки с осью B
С помощью дополнительной оси B можно точно устанавливать фрезерный и токарный
инструмент.
̯͔͙͚͓͔͙͇͔͖͗͌͒ͣ͐͘͢͟͏͔͋͌͒ͣ
̪͇͉͔͖͒͐͢͟͏͔͋͌͒ͣ
̩͙͔͖͗͌͐͘͢͟͞͏͔͋͌͒ͣ
̵ͣ͘%
;
=
&
%
&
&
=
<
Первичная установка, в которой измерены все инструменты, должна быть B=0.
При токарной обработке через ось В и ось С инструментального шпинделя можно
точно установить инструмент для специальных обработок.
При фрезеровании через ось В и С главного или встречного шпинделя можно
повернуть деталь таким образом, чтобы было возможно фрезерование и сверление на
наклонных поверхностях.
Ось В также используется для точной установки инструментов при торцевании и
обработке боковой поверхности.
Работа с осью B
13.1 Токарные станки с осью B
Токарная обработка
584 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
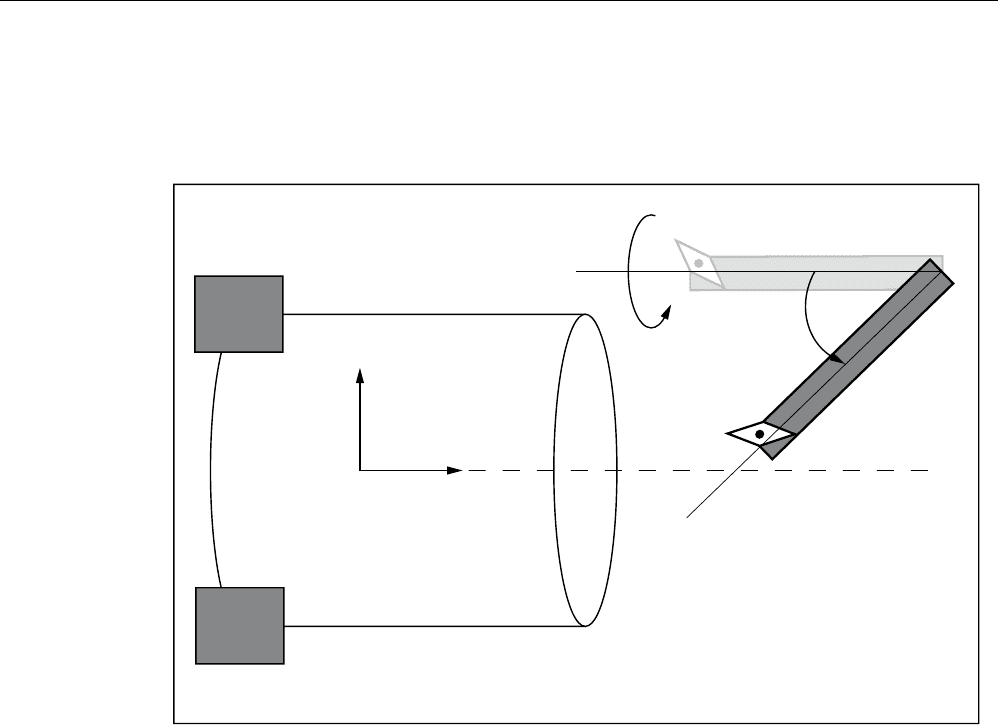
Угол точной установки β и γ
Для токарной обработки с точной установкой инструмента необходимы углы точной
установки β и γ.
;
=
˟
ˠ
β: поворот вокруг оси Y (осью B)
γ: поворот вокруг оси Z (инструментальным шпинделем)
Работа с осью B
13.1 Токарные станки с осью B
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
585
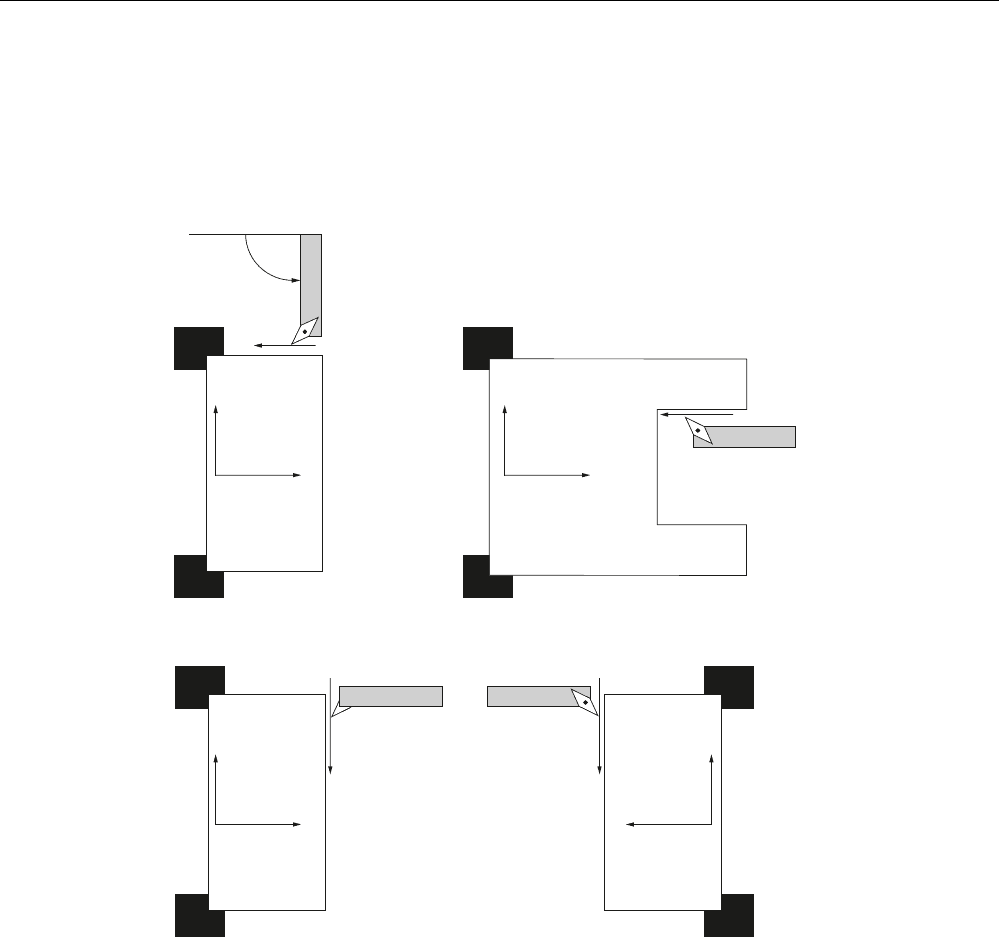
Токарные обработки
Угол точной установки позволяет с помощью одного инструмента выполнять
различные токарные обработки (к примеру, наружные и внутренние продольные
обработки, поперечные обработки главным и встречным шпинделем, остаточный
материал) без смены инструмента.
̶͕͕͔͇͕͈͇͈͕͙͇͔͇͚͍͗͋͒ͣͦ͗͑͗͘͏
̶͕͖͔͇͕͈͇͈͕͙͇͌͗͌ͦ͗͑͞
͇͉͔͓͖͊͒͢͟͏͔͓͋͌͒͌
̶͕͖͔͇͕͈͇͈͕͙͇͌͗͌ͦ͗͑͞
͉͙͔͓͖͗͌͘͢͟͞͏͔͓͋͌͒͌
̶͕͕͔͇͕͈͇͈͕͙͇͉͔͚͙͗͋͒ͣͦ͗͑͗͏
;
=
;
=
;
=
;
=
˟ |
ǩ |
˟ |
ǩ |
˟ |
ǩ |
˟ |
ǩ |
Индикация оси В
В следующих окнах индицируется ось В:
● при индикации позиций осей в окне фактического значения,
● в окне "Позиционирование" для позиционирования осей в ручном режиме,
● через программную клавишу "Смещ.нул.точки" можно показать ось В в списках
смещений нулевых точек и определить смещение.
Работа с осью B
13.2 Точная установка инструмента при токарной обработке
Токарная обработка
586 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
13.2 Точная установка инструмента при токарной обработке
В маске инструмента, а также во всех масках токарной обработки, имеются поля ввода
для угла β и γ для точной установки инструмента.
Угол β
В поле ввода "β" можно выбрать главную точную установку инструмента:
: β = 0°
: β = 90°
пустые : Свободный ввод желаемого угла
Программирование при работе с встречным шпинделем
Программирование при работе на встречном шпинделе идентично программированию
на главном шпинделе.
Индикация направления стрелок зависит от установок.
Изготовитель станка
Следовать указаниям изготовителя станка.
Угол γ
В поле ввода "γ" можно выбрать главную точную установку инструмента:
● 0°
● 180°
-или-
● Свободное поле ввода желаемого угла.
Изготовитель станка
Следовать указаниям изготовителя станка.

Работа с осью B
13.3 Фрезерование с осью B
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
587
13.3 Фрезерование с осью B
Специальных вводных данных для торцовой обработки и обработки боковой
поверхности не требуется.
Торцовая обработка
Фрезерование на торце (G17) выполняется на главном шпинделе в положении оси B =
0°. Если работа осуществляется на торце (G17) встречного шпинделя, то это
соответствует противоположному положению оси B = 180°.
Обработка боковой поверхности
Фрезерование на боковой поверхности всегда выполняется в положении оси B = 90°
(главный и встречный шпиндель).
Обработка наклонной поверхности
С помощью маски поворота можно определять наклонные плоскости.
Можно напрямую указать повороты плоскостей вокруг геометрических осей (X, Y, Z)
системы координат детали, как описано на соответствующем чертеже детали. Поворот
WСS в программе после при обработке детали автоматически пересчитывается во
вращения соответствующей оси В и С станка.
Оси качания при этом всегда принимают такую позицию, чтобы ось инструмента при
последующей обработке располагалась бы вертикально к плоскости обработки. При
обработке круговые оси зафиксированы.
Система координат независимо от необходимых положений круговых осей согласуется
с обрабатываемой поверхностью.
Работа с осью B
13.4 Поворот
Токарная обработка
588 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
13.4 Поворот
Общий процесс
● Повернуть систему координат через маску поворота в обрабатываемую плоскость.
● Обработка с установкой „Торец B“.
● При последующем ином режиме обработки поворот отключается автоматически.
В состоянии Reset и после Power-On повернутые координаты сохраняются. К примеру,
таким образом, через обратный ход в направлении +Z можно выполнить вывод из
наклонного отверстия.
Изготовитель станка
Следовать указаниям изготовителя станка.
Поворот выполняется каждой осью. При повороте каждой оси осуществляется
последовательное вращение системы координат вокруг отдельных осей, при этом
каждое вращение накладывается на предыдущее. Последовательность осей может
выбираться свободно.
Принцип действий
1. Нажать программную клавишу "Разное". Открывается окно ввода
"Остаточный материал цапфы".
2. Нажать программную клавишу "Поворот плоскости".
3. Нажать программную клавишу "Первичная установка", если снова
необходимо восстановить первичное состояние, т.е. снова
установить значения на 0.
Использовать это, к примеру, если необходимо снова повернуть
систему координат в исходное положение.
Параметр Описание Единица
T Идентификатор инструмента
RP Плоскость отвода для Торец B мм
C0 Угол позиционирования для поверхности обработки Градус
X0 Исходная точка для вращения мм
Y0 Исходная точка для вращения мм
Z0 Исходная точка для вращения мм
Работа с осью B
13.4 Поворот
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
589
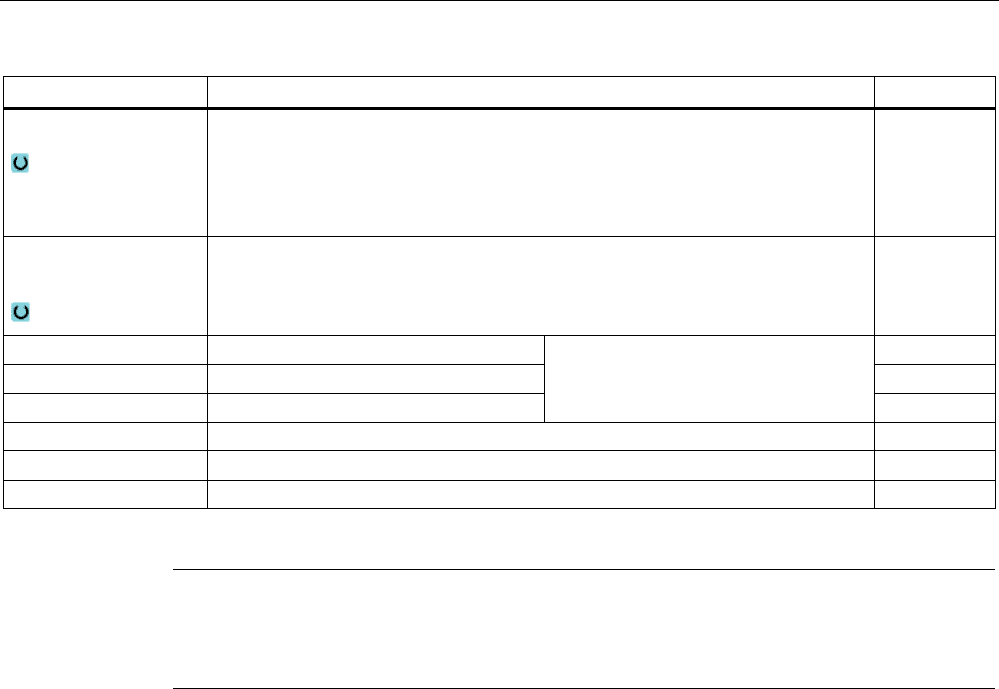
Параметр Описание Единица
Режим поворота
Каждой осью: вращение системы координат каждой осью
Пространственный угол: поворот через пространственный угол
Угол проецирования: поворот через угол проецирования
Напрямую: прямое позиционирование круговых осей
Последовательность
осей
Последовательность осей, вокруг которых осуществляется вращение -
(только для режима поворота каждой осью)
XYZ или XZY или YXZ или YZX или ZXY или ZYX
Х Осевой угол Градус
Y Осевой угол Градус
Z Осевой угол
Можно произвольно менять
последовательность осей с
помощью клавиши Select.
Градус
X1 Новая нулевая точка повернутой поверхности мм
Y1 Новая нулевая точка повернутой поверхности мм
Z1 Новая нулевая точка повернутой поверхности мм
Примечание
Смещения до поворота (X0, Y0, Z0) или после поворота (X1, Y1, Z1) могут быть
расширены через другие аддитивные трансформации (см. главу. "Смещения нулевой
точки").
Работа с осью B
13.5 Отвод/подвод
Токарная обработка
590 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
13.5 Отвод/подвод
Если необходимо оптимизировать подвод/отвод при повороте с осью В, то можно
создать специальный цикл, который не учитывает автоматическую стратегию
подвода/отвода.
Цикл подвода/отвода может быть вставлен между любыми программными кадрами
программы рабочих операций, но не внутри связанных программных кадров.
Процесс
Исходной точкой для цикла подвода/отвода всегда является безопасное расстояние,
на которое был осуществлен переход после последней обработки.
Если необходимо осуществить смену инструмента, то можно двигаться максимум
через 3 позиции (P1 до P3) к точке смены инструмента и максимум через 3 следующие
позиции (P4 до P6) до следующей исходной точки.
1-ая, 3-ья и 6-ая позиция перемещают линейные оси, в то время как 2-ая и 5-ая
позиция перемещают круговые оси.
Если же, напротив, смены инструмента не требуется, то может быть создано макс. 6
кадров движения.
Номера (1 - 6) означают последовательность обработки.
Примечание
Программирование дополнительных позиций
Если 3-х или 6-ти позиций для подвода/отвода недостаточно, то можно вызывать цикл
последовательно несколько раз, программируя тем самым следующие позиции.
ВНИМАНИЕ
Учитывать, что инструмент движется от последней запрограммированной позиции в
цикле подвода/отвода непосредственно к точке старта следующей обработки.
Параметр Описание Единица
F1 Подача для подвода к первой позиции
Как альтернатива ускоренный ход
мм/мин
X1 1. позиция (инкр. или ∅ абс.) мм
Z1 1. позиция (инкр. или ∅ абс.) мм
Y1 Отвод на безопасное расстояние мм
β2 Угол бета для 1-ого поворота Градус
γ2 Угол гамма для 1-ого поворота Градус
Слежение Позиция острия инструмента сохраняется при повороте.
См. указания изготовителя станка.