Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 3. Трубное производство
330
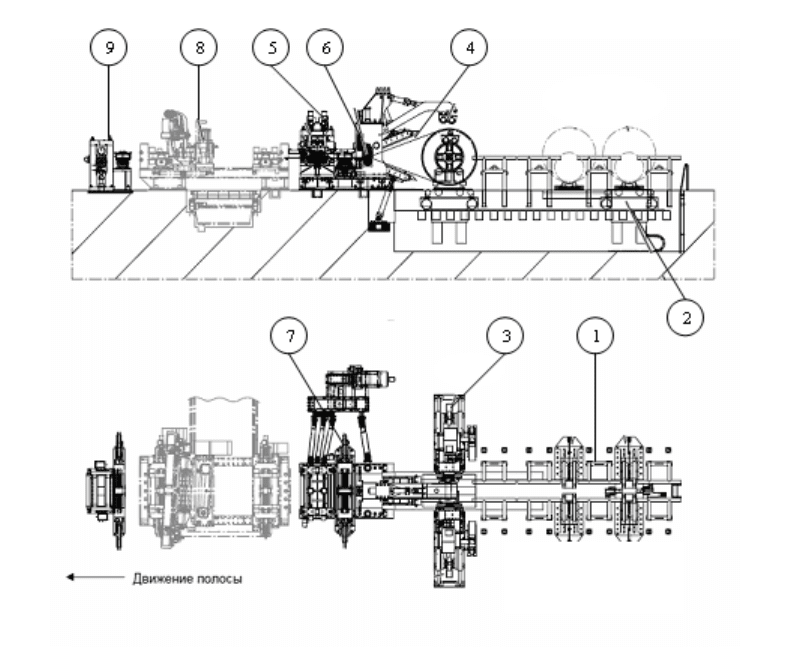
Рисунок 1 - Участок подготовки полосы
1–
магазин для рулонов; 2–задающая тележка для рулонов; 3-сдвоенный разматыватель; 4-
отгибатель конца рулонов; 5-правильная машина; 6-тянущие ролики; 7-центрирующие ролики; 8-
стыкосварочная машина с гильотинными ножницами; 9-тянущие ролики с центрирующим
устройством.
Поступающие на входную очередность ТЭСА рулоны штрипса с помощью цехового крана
устанавливаются на один из двух суппортов магазина рулонов и далее задающей тележкой для
рулонов задаются на сдвоенный разматыватель рулонов.
Сдвоенный разматыватель состоит из двух барабанов и предназначен для размотки рулонов
массой до 32 тонн с регулируемым натяжением сходящей полосы. Центровка обоих
разматывателей производится одновременно специальной гидравлической системой при помощи
автоматического устройства центровки, при этом направление размотки может осуществляться в
двух направлениях (сверху и снизу).
Для отгибания и направления переднего конца рулона в тянущую клеть стана служат верхний
и нижний ножи – отгибатели.
Тянущая клеть на входе в агрегат выполняет роль удержания конца полосы в натянутом
состоянии после её схода с разматывателя и задачи конца в стыкосварочную машину. Кроме того,
тянущая клеть используются при первичной заправке накопителя полосы. Особенностью входного
участка агрегата является наличие в составе оборудования центрирующих роликов, которые
позиционируют начало полосы при входе в агрегат и вместе с дополнительными центрирующими
роликами на входе стола стыковой сварки компенсируют серповидность полосы.
Секция 3. Трубное производство
331
Правка полосы осуществляется в пяти роликовой правильной машине, расположенной после
тянущей клети и центрирующего устройства, с раздельной регулировкой двух верхних роликов.
Прошедшая правильную машину полоса поступает в стыкосварочную машину для сварки
заднего конца полосы задаваемой в накопитель и переднего конца полосы находящейся на
разматывателе. В состав стыкосварочной машины входят измерительные линейки для
определения положения свариваемых полос и последующей соосной задачи полос на сварочный
стол. Для обрезки дефектных переднего и заднего концов свариваемых полос в состав
стыкосварочной машины входят гильотинные ножницы с верхним резом. Отрезка концов полосы
осуществляется под углом 87 градусов. При дальнейшей формовке полосы в трубную заготовку
поперечный сварной шов располагается по спирали, что значительно уменьшает нагрузку в
процессе формовки и снижает риск разрыва поперечного шва в линии стана. В процессе обрезки
переднего конца полосы осуществляется пробивание технологического отверстия в переднем
конце полосы с помощью дыропробивного пресса, входящего в состав верхнего прижима
гильотинных ножниц. Технологическое отверстие служит для автоматического контроля
положения поперечного сварного шва фотодатчиком при прохождении его через ТЭСА. При
прохождении поперечного сварного шва через формовочные клети автоматически уменьшается
скорость движения полосы, поднимаются резцы гратоснимателя, срабатывают
гидрокомпенсаторы валков клетей открытой формовки, подается звуковой сигнал о прохождении
поперечного сварного шва через клети формовки. Штанга с поперечным швом автоматически
сбрасывается в карман с технологическими отходами. После обрезки переднего конца полоса
поступает на сварочный стол стыкосварочной машины. Сварка концов полос осуществляется
автоматически в среде защитного газа двумя сварочными головками, движущимися навстречу
друг другу. Необходимость использования одной или двух сварочных головок обуславливается
требуемой скоростью задачи полосы в спиральный накопитель и шириной свариваемых полос.
Горизонтальный спиральный накопитель (рисунок 2), установленный на участке накопления
полосы, обеспечивает накопление запаса полосы для непрерывной работы линии сварки труб.
Основными преимуществами конструкции спирального накопителя перед конструкциями ямного
и тоннельного типа являются: небольшие габариты (около 17 метров в диаметре и 5 метров в
высоту), отсутствие необходимости устройства глубокой ямы для накопления требуемого запаса
полосы.
Секция 3. Трубное производство
332
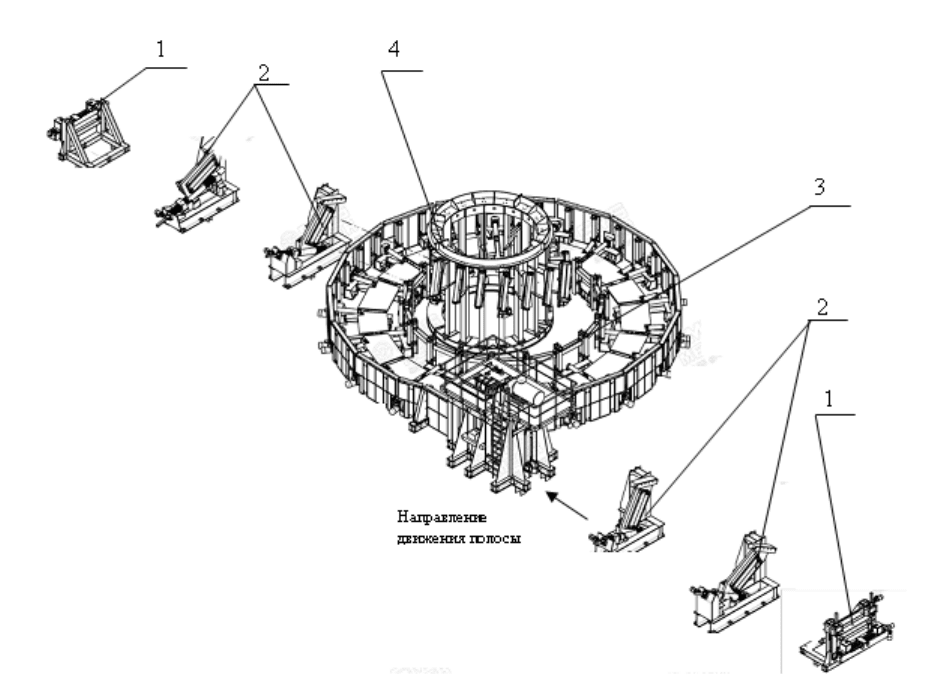
Рисунок 2 – Горизонтальный спиральный накопитель полосы
1-
направляющая полосы; 2-кантователи полосы; 3-тянущие ролики спирального накопителя;
4-спиральный накопитель.
Направляющая полосы с центрирующим устройством 1 предназначена для выравнивания
полосы при входе на участок накопления полосы. С помощью кантователей полосы 2 полоса
поворачивается из горизонтального положения в вертикальное и затем, при помощи входного
блока тянущих приводных роликов 3, полоса вводится в спиральный накопитель 4. Спиральный
накопитель набирает количество полосы, необходимое для поддержания непрерывного режима
работы ТЭСА во время процесса сварки предыдущего и последующего рулонов штрипса.
Поступившая полоса перемещается по спиральному накопителю с помощью внешних и
внутренних приводных роликов и вытягивается из него приводными клетями формовочного
участка. На выходе из спирального накопителя находятся кантователи полосы, осуществляющие
поворот полосы снова в горизонтальное положение. После окончания процесса сварки полоса
вводится в спиральный накопитель со скоростью заполнения в два раза большей скорости работы
стана.
После спирального накопителя полоса поступает на участок формовки
трубоэлектросварочного агрегата в котором выделяют следующие участки: участок открытой
формовки, участок линейной формовки, участок закрытой формовки и опорно – сварочный узел.
На ТЭСА 127-426 используется уникальная укороченная система открытой формовки полосы,
включающая в себя приводные клети с индивидуальными приводами. Общий вид участка
открытой формовки представлен на рисунке 3.
Секция 3. Трубное производство
333
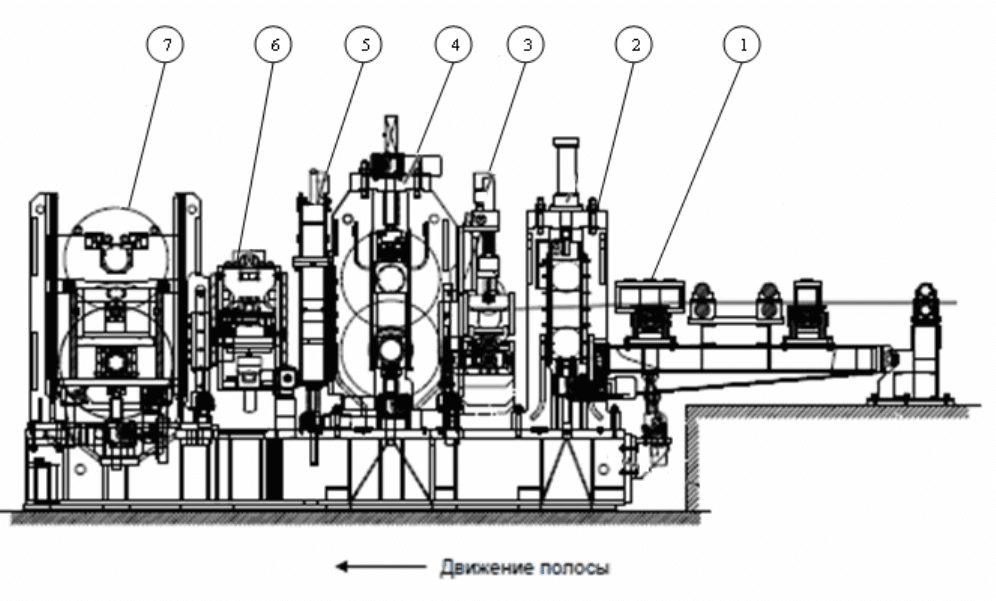
Рисунок 3 – Участок открытой формовки
1-
центрирующие ролики; 2-тянущая клеть; 3-клеть предварительной формовки; 4-черновая
гибочная клеть №1; 5 – центрирующая клеть; 6- кромкоподгибочная клеть; 7 - черновая гибочная
клеть №2
На входе в участок открытой формовки полоса попадает в центрирующие ролики, которые
служат для направления полосы по центру при задаче её в участок формовки.
После центрирующих роликов полоса попадает в двухвалковую тянущую клеть. Клеть
предназначена для создания дополнительного тянущего усилия для вытягивания полосы со
спирального накопителя. За тянущей клетью расположена не приводная трехвалковая клеть
предварительной формовки. В клети происходит предварительное, малое по величине,
формование центра полосы.
За клетью предварительной формовки расположена черновая гибочная клеть № 1. Клеть
приводная двухвалковая и используется на всем сортаменте стана. Особенностью валкового
инструмента клети является составной нижний валок. Средняя часть валка приводная и может
вращаться независимо от боковых частей, которые установлены на дополнительных
подшипниках. Такая конструкция компенсирует разницу линейных скоростей центральной и
боковых поверхностей нижнего валка, что значительно снижает контактное трение и значительно
продляет срок службы валкового инструмента.
За черновой гибочной клетью № 1 расположена центрирующая клеть с двумя боковыми
холостыми валками. Клеть настраивается на ширину формуемой полосы и удерживает ее от
смещения относительно оси прокатки.
После центрирующей клети расположена четырехвалковая холостая кромкоподгибочная
клеть. В клети происходит подгибка кромок полосы с обеих сторон верхними и нижними валками.
Секция 3. Трубное производство
334
Для компенсации разницы в высоте с черновыми гибочными клетями клеть имеет механизм
регулирования по высоте. Кроме того, для обеспечения беспрепятственного прохождения
поперечного сварного шва нижние валки клети оснащены гидрокомпенсаторами.
За кромкоподгибочной клетью установлена четырехвалковая черновая гибочная клеть № 2 с
приводными верхним и нижним валками. В клети происходит дальнейшее формование центра
полосы.
Одной из отличительных особенностей технологии и оборудования ТЭСА 127-426 является
применение индивидуального привода всех приводных клетей стана. Это позволяет обеспечить
при настройке стана оптимальные кинематические условия скоростного режима формовки,
снизить энергозатраты и уменьшить нагрузку на оборудование.
Трубоэлектросварочный агрегат нового поколения ТЭСА 127-426, выполнен с применением
уникальной раздельной двухбалочной системы линейной формовки.
В настоящее время в России профильные трубы для строительных конструкций производят на
трубоэлектросварочных агрегатах с традиционной схемой формообразования (система открытых и
закрытых калибров). Такое производство характеризуется большими габаритами валков и
многочисленным парком технологического инструмента, что значительно увеличивает расходы на
изготовление, эксплуатационный ремонт валкового инструмента, длительность процессов
перевалки и настройки стана при переходе с размера на размер.
Существенным шагом в совершенствовании процесса формообразования трубной заготовки
на станах с непрерывной валковой формовкой стало применение фирмой SMS Meer (Германия)
метода раздельной двубалочной линейной формовки [2] (рисунок 4), позволяющей значительно
уменьшить продольную деформацию кромок полосы за счет отсутствия участка распружинения в
межклетьевом пространстве, а также сократить количество формующих валков для всего
сортамента стана и время на перевалку.
Раздельная двухбалочная линейная формовка обеспечивает независимость поворота двух
боковых балок друг от друга, что позволяет достичь оптимальной адаптации валков к подогнутым
кромкам полосы.
Секция 3. Трубное производство
335
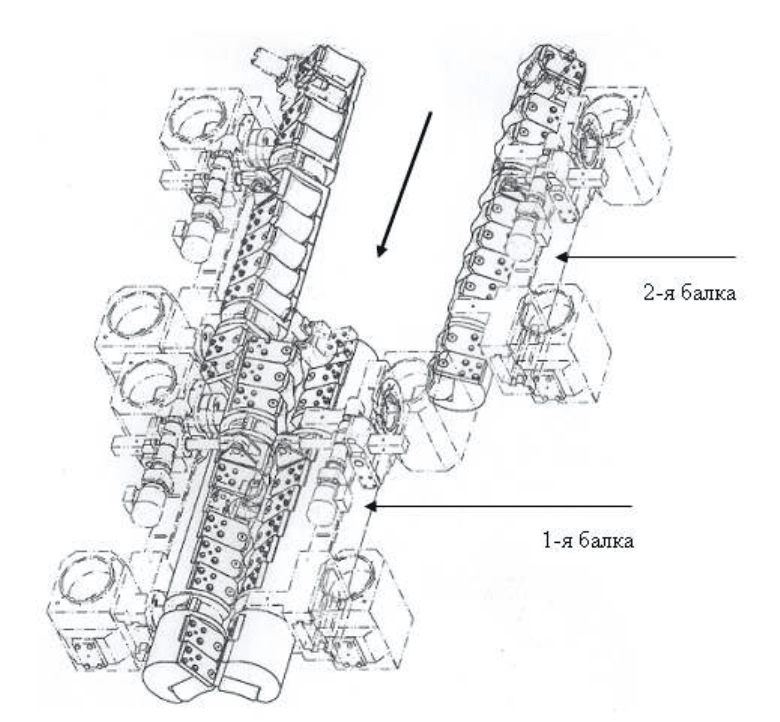
Рисунок 4 – Общий вид раздельной двухбалочной линейной формовки ТЭСА 127-426
Применение на стане ТЭСА 127-426 метода раздельной двухбалочной линейной формовки
трубной заготовки позволяет реализовывать процесс непрерывного формообразования полосы в
системе перестраиваемых участков неразрывного (монотонного) очага деформации путем
позиционирования технологического инструмента по заданной программе.
Участок линейной формовки состоит из двух участков. Каждый из них имеет две наружные
боковые роликовые балки, оснащённые рядом валков, обеспечивающих укороченные участки
формовки. Общий вид балок участка линейной формовки представлен на рисунке 5.
Секция 3. Трубное производство
336
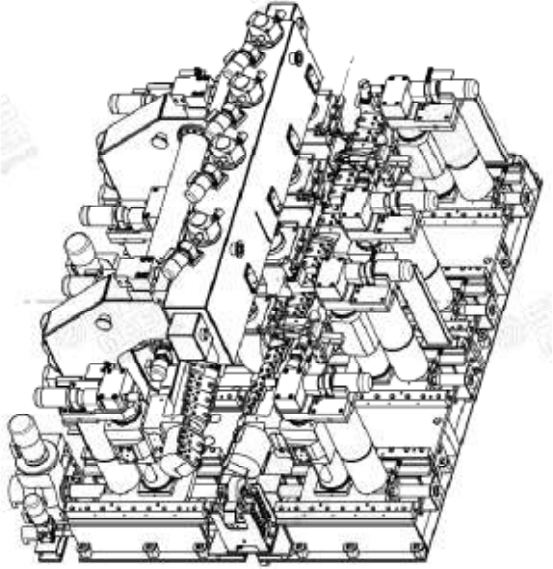
Рисунок 5 - Общий вид боковых роликовых балок участка линейной формовки.
Боковые роликовые балки могут настраиваться по горизонтали и вертикали, в зависимости от
требуемой геометрии формовки. Кроме этого, для достижения высокой степени адаптации к
загнутой кромке полосы, боковые роликовые балки имеют поворотную опору и могут
поворачиваться при помощи электродвигателя. Между двумя наружными боковыми роликовыми
балками расположен узел крепления и перемещения внутреннего формовочного инструмента.
Кроме того, боковые роликовые балки имеют два нижних опорных ролика, а также траверсу с
роликами на выходе.
За участком линейной формовки располагаются три клети закрытой формовки. Все клети
четырех валковые с приводными верхними и нижними валками. Общий вид участка закрытой
формовки и опорно – сварочного узла представлен на рисунке 6.
Секция 3. Трубное производство
337
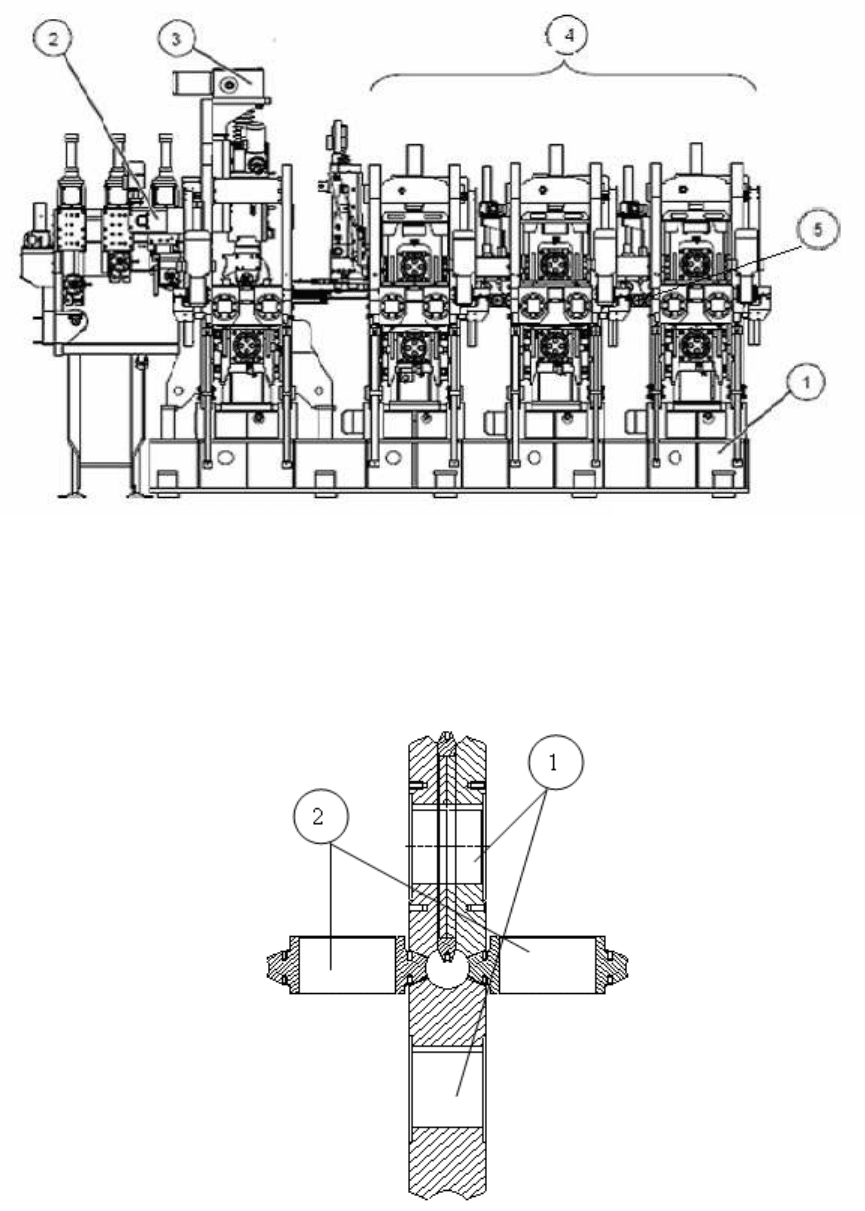
Рисунок 6 – Общий вид участка закрытой формовки и опорно – сварочного узла.
1-станина; 2-наружный гратосниматель; 3-сварочная клеть; 4-клети закрытой формовки;
5 –
направляющие кромок полосы
Верхние валки клетей составные и состоят из двух боковых частей и центральной разрезной
шайбы. Общий вид калибра клети представлен на рисунке 6.
Рисунок 6 – Калибр клети закрытой формовки
1-вертикальные валки, 2-горизонтальные валки
При прохождении через клети в контакте с рабочими поверхностями валков находится весь
периметр трубной заготовки. В процессе формообразования в клетях закрытой формовки
Секция 3. Трубное производство
338
происходит удлинение трубной заготовки за счет уменьшения периметра без значимого изменения
толщины стенки. Проходя через клети закрытой формовки, кромки полосы упираются в нож
верхнего валка, тем самым обеспечивается устойчивое положение полосы в клетях закрытой
формовки, благодаря чему достигается стабильность точки схождения кромок и снижается
неравномерность свойств сварного шва. Между клетями закрытой формовки установлены
роликовые направляющие кромок полосы, служащие для предотвращения «распружинивания»
кромок в межклетьевом пространстве.
Опорно – сварочный узел представляет собой холостую пяти валковую сварочную клеть
(рис.7), высокочастотный сварочный генератор мощностью 1200 кВт с индукционным подводом
мощности к свариваемым кромкам трубной заготовки.
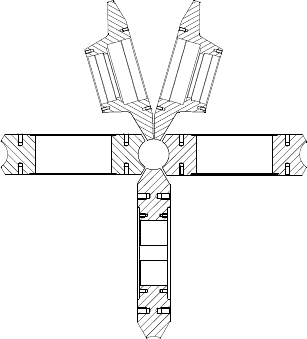
Рисунок 7 - Общий вид калибра сварочного узла
Сварочная клеть на ТЭСА 127-426 оборудована системами слежения за температурой
нагрева кромок и контроля давления металла на валки.
Наружный сварочный грат удаляется при помощи двух резцов, режущие грани которых
располагаются в противоход движению трубы. Перед резцами установлен просечной ролик.
Контроль качества продольного сварного шва осуществляется при помощи устройства
неразрушающего ультразвукового контроля. При обнаружении дефекта сварного шва участок с
дефектом маркируется краской.
После прохождения участка воздушно – эмульсионного охлаждения труба поступает в
калибровочный участок, в котором происходит калибровка трубы до требуемых размеров и
формы сечения. В состав участка входят: раскручивающая клеть, четыре калибровочные клети,
клеть с бочкообразными валками и универсальная турголовка (рис.8).
Секция 3. Трубное производство
339
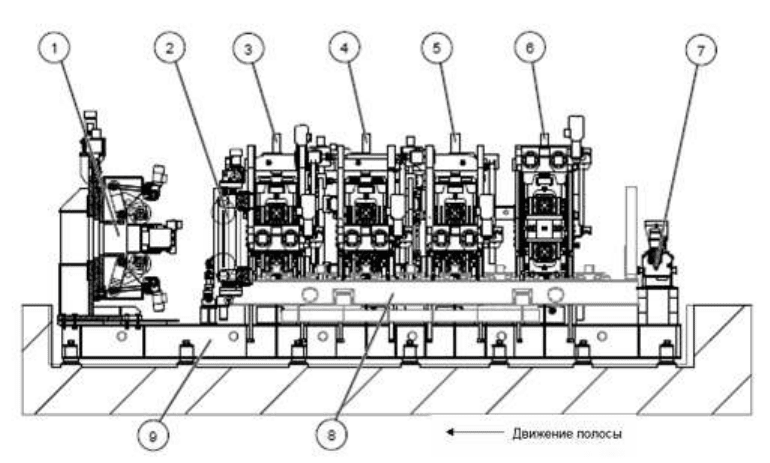
Рисунок 8 - Общий вид участка калибровки.
1-турголовка; 2-клеть с бочкообразными валками; 3-калибровочная клеть №4; 4- калибровочная
клеть №3; 5- калибровочная клеть №2; 6- калибровочная клеть №1; 7-раскручивающая клеть; 8-
сменная рама; 9-станина
Раскручивающая клеть состоит из двух вертикально расположенных холостых валков и
предназначена для поддержания продольного сварного шва в позиции «12 часов».
Отклонение сварного шва от отметки «12 часов» контролируется с помощью системы
отслеживания пилотной линии. В непосредственной близости от сварной клети, после наружного
гратоснимателя, расположено маркировочное устройство (маркер пилотной линии). С помощью
этого маркера на круглую трубу, выходящую из сварочной клети, краской наносится непрерывная
линия (пилотная линия) на отметке «9 часов». Установленная за маркером видеокамера постоянно
отслеживает положение пилотной линии. При отклонении сварного шва от отметки «12 часов»,
соответственно, отклоняется и пилотная линия. Это отклонение фиксируется видеокамерой и
подается соответствующий сигнал в контроллер УЗК. После обработки сигнала измерительные
головки УЗК изменяют угол наклона в соответствии с положением сварного шва. Угол наклона
измерительных головок УЗК лежит в пределах ± 30
0
. С помощью данной системы обеспечивается
постоянное отслеживание положения сварного шва и непрерывный контроль его структуры.
После раскручивающей клети труба проходит через калибровочные клети, где в
последовательности изменяющихся калибров принимает требуемые размеры и форму.
На выходе из последней клети калибратора расположена клеть с горизонтальными
бочкообразными валками. Клеть служит для исправления выпуклости широких сторон труб
прямоугольного сечения.
Правка продольной кривизны труб в вертикальной и горизонтальной плоскостях
осуществляется при помощи универсальной турголовки.
Порезки труб на мерные длины при непрерывной работе линии осуществляется методом
холодной абразивной резки, при котором труба в линии стана отрезается двумя вращающимися
фрезами. При этом не происходит разогрева и оплавления резаных кромок и достигается высокое
качество и точность реза.