Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 3. Трубное производство
310
на две равные части, прокатку труб размером 508×11,1 и 508×12,7 мм в хладостойком исполнении
производят из конусных прибыльных сверленых слитков размером 600/615×100×1650 мм,
сверленых слитков ЭШП, НЛЗ и кованых заготовок размером 600×100×1700 мм, которые
прошивают в стане поперечно-винтовой прокатки в гильзы размером 660хвн.515×3400 мм с
подъемом по диаметру 10 % и прокатывают на пилигримовом стане в трубы размером
508×11,1×23000 ± 250
мм и 508×12,7×20000 ± 250 мм, разрезают на две равные части.
Прокатку труб размером 508×16,1 мм в обычном и хладостойком исполнении производят
из сверленых слитков ЭШП, НЛЗ и кованых заготовок размером 600×100×1325±25 мм, которые
прошивают в стане поперечно-винтовой прокатки в гильзы размером 660хвн.515×2640 ± 50 мм и
прокатывают на пилигримовом стане в трубы размером 508×16,1×12000±300 мм. Обсадные трубы
размером 508×11,1 и 508×12,7 мм в обычном исполнении прокатывают на пилигримовом стане с
подачей гильзы в очаг деформации 12-14 мм с коэффициентом полировки 2,2-2,5, а в
хладостойком исполнении с подачей 11-13 мм с коэффициентом полировки 2,3- 2,6 и скоростью
вращения рабочих валков 35 - 36 об./мин. Обсадные трубы размером 508×16,1 мм в обычном
исполнении прокатывают на пилигримовом стане с подачей гильзы в очаг деформации 13 - 15 мм
с коэффициентом полировки 2,5 – 2,7, а в хладостойком исполнении с подачей 12 - 14 мм с
коэффициентом полировки 2,6 -2,8 со скоростью вращения рабочих валков 35-36 об./мин.
Прокатку труб размером 508×11,1 мм на пилигримовом стане производят с вытяжкой не
более 7,8, труб размером 508×12,7 мм с вытяжкой не более 6,8, а труб размером 508×16,1 с
вытяжкой не более 5,4 и с кантовкой гильз - труб на угол 70 ± 5,0º [4].
Выводы
1.
Впервые на ТПУ 8-16" с пилигримовыми станами ОАО “ЧТПЗ” проведена опытная
прокатка обсадных труб из стали группы прочности Д размером 508×12,7 мм из мартеновских
слитков условным диаметром 17"
(600/615×100×1700)мм.
2. В производство было задано три прибыльных слитка условным диаметром 17" высотой от
1800 до 1825 мм. Высота не удаленной прибыльной части составила от 100 до 125 мм. Первая
гильза, прошивавшаяся на оправке диаметром 500 мм, была выброшена из-за образования
треугольника при сведении валков на не удаленной конусной части слитка. Два последующих
слитка прошивали в два прохода по технологии: нагрев слитков до температуры 1280 ºС,
прошивка слитков в гильзы-заготовки размером 630хвн.290 на оправке диаметром 275 мм,
подогрев гильз-заготовок с горячего посада до температуры 1280-1290 ºС, прошивка - раскатка
гильз-заготовок в гильзы размером 660хвн.510 мм на оправке диаметром 495 мм.
3.
Трубы по диаметру, толщине стенки и массе полностью соответствуют требованиям
ГОСТ 632-80 исполнения А, а требованиям по длине соответствует только одна труба из 4-х.
Вопрос соответствия длин труб решается выбором геометрических размеров слитков и НЛЗ.
4. Расходный коэффициент металла по опытной прокатке труб размером 508х12,7 мм из
стали группы прочности Д из слитков мартеновского производства размером 600/615×100×1750
мм (условный диаметр 17"пр
.
) составил 1,374.
5. Прошивку слитков мартеновского производства условным диаметром 17"
необходимо
производить в два этапа по технологии: прошивка слитков в гильзы – заготовки, нагрев гильз-
заготовок с горячего или холодного посада до температуры пластичности, прошивка – раскатка
гильз-заготовок.
Секция 3. Трубное производство
311
6. В соответствии с таблицей 2 необходимо изготовить комплект валков калибровочного
стана.
7. Изготовить валки пилигримового стана с диаметром бочки 1130 с калибром 525 мм,
произвести прокатку опытно-промышленной партии горячекатаных труб размером 522×12,7 мм с
последующей калибровкой их в пяти клетевом калибровочном стане.
Литература
1.
Б.Н. Матвеев, В.И. Линденбаум. Опережение и отставание при горячей пилигримовой
прокатке труб. //Сборник МИСиС, изд-во “Металлургия”, 1966, №43.
2. А.П. Чекмарев, Я.Л. Ваткин. Основы прокатки труб в круглых калибрах. Москва, изд-во
“Металлургия”, 12962.
3. Патент РФ №2271886. Способ производства бесшовных горячекатаных труб на
трубопрокатных установках с пилигримовыми станами./ Сафьянов А.В., Тазетдинов В.И.,
Вольберг И.И. и др., опубл. 20.03.06. БИПМ № 9.
4. Патент РФ №2386501. Способ производства бесшовных горячекатаных труб диаметром
508 мм на ТПУ 8-16» с пилигримовыми станами в обычном и хладостойком исполнении./
Сафьянов А.В., Федоров А.А., Чикалов С.Г. и др., опубл. 20.04.2010. БИПМ №11.
Секция 3. Трубное производство
312
РАСЧЕТ ШИРИНЫ ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ
ТРУБ
Шестаков В. В., Колобов А. В., Селезнев М. С., Федотов Е. С, Юсупов В.С.
ЗАО «Северсталь ТПЗ-Шексна»
Трубопрофильный завод ЗАО «Северсталь ТПЗ-Шексна» - новое предприятие по
производству стальных замкнутых электросварных профилей, который располагается на
территории индустриального парка «Шексна» рядом с поселком Нифантово (Шекснинский район,
Вологодская обл.). В состав основного технологического оборудования ЗАО «Северсталь ТПЗ-
Шексна» входит агрегат продольной резки АПР 2000х3,0-16,0 фирмы «FIMI» (Италия) и
трубоэлектросварочный агрегат ТЭСА 127-426 фирмы «SMS Meer» (Германия).
Большое значение для получения электросварных труб высокого качества имеет правильный
выбор ширины заготовки (штрипса).
В ходе освоения технологии производства электросварных прямошовных профильных труб
необходимо было произвести расчет ширины штрипса для сортамента, представленного в таблице
1.
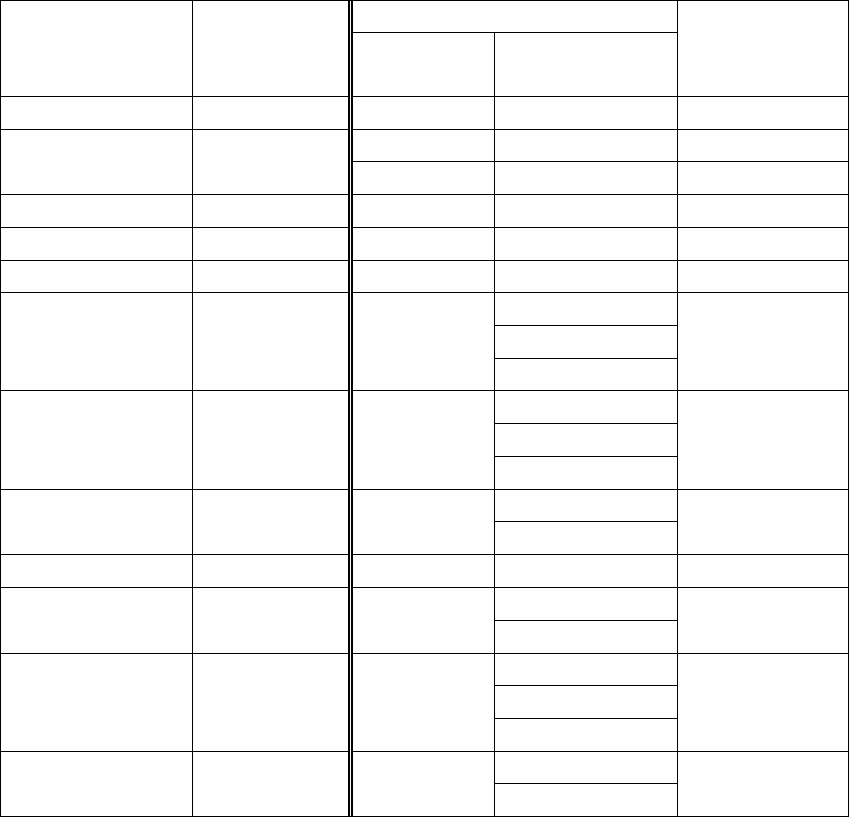
Таблица 1
Сортамент ТЭСА 127-426
Диаметр
готовой трубы*,
мм
Толщина
стенки, мм
Размеры профиля, мм
Толщина
стенки, мм
квадратный
прямоугольный
114,3 - 90 x 90 100 x 80 3-8
127,0
3,2-10,3
100 x 100 - 3-10
- 120 x 80 3-8
146,0
3,2-12,7 120 x 120 140 x 100 3-10
- - 150 x 100 3-10
159,0
3,2-12,7 - 140 x 120 3-10
168,3
4-12,7 140 x 140
160 x 120
3-12,5
150 x 130
180 x 100
177,8 - 150 x 150
160 x 140
4-12,5 180 x 120
200 x 100
193,7 - 160 x 160
180 x 140
4-12,5
200 x 120
210,0 - - 200 x 150 4-12,5
219,1
4-12,7 180 x 180
200 x 160
4-12,5
240 x 120
238,0 - -
240 x 150
5-12,5 250 x 140
260 x 130
244,5 - 200 x 200
240 x 160
5-12,5
250 x 150
Секция 3. Трубное производство
313
260 x 140
300 x 100
273,1
4,4-14,3 220 x 220 - 5-12,5
300,0 - 250 x 250
260 x 240
6-16 300 x 200
350 x 150
325,0
5,2-15,9 - -
377,0
6,4-15,9 300 x 300 350 x 250 6-16
406,4 - 320 x 320 - 8-16
426,0
6,4-15,9 - - 6,4-15,9
*жирным шрифтом выделены диаметры труб сортамента ТЭСА 127-426, курсивом
выделены ориентировочные диаметры труб на выходе из сварочной клети, которые
затем калибруются в готовый квадратный или прямоугольный профиль.
Многообразие компоновочных схем трубоэлектросварочных агрегатов с различным
количеством и последовательностью калибров, многофакторность процессов нагрева и обжатия
трубной заготовки в сварочной клети предопределили множество методик по расчету ширины
заготовки.
Классической методикой считается методика Б.Д. Жуковского [1], согласно которой ширину
штрипса 2B можно определить по формуле:
ВВВВ
321ср
D2 ∆+∆+∆+⋅=
π
, (1)
где
ср
D
- диаметр по средней линии поперечного сечения трубы, мм:
tDD
нср
−=
, (2)
н
D
– наружный диаметр готовой трубы, мм;
t –
толщина стенки трубы, мм;
В
1
∆
– добавка на формовку, мм;
В
2
∆
- добавка на сварку, мм;
В
3
∆
- добавка на калибровку, мм.
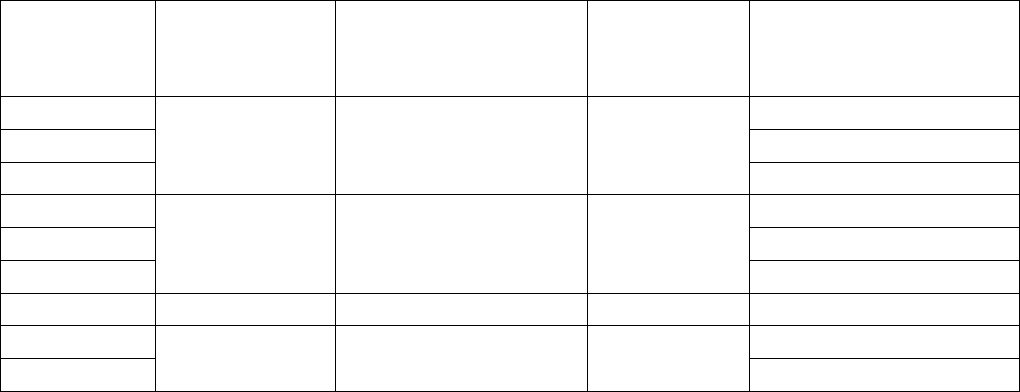
Значения эмпирических коэффициентов для формулы (1) приведены в таблице 2.
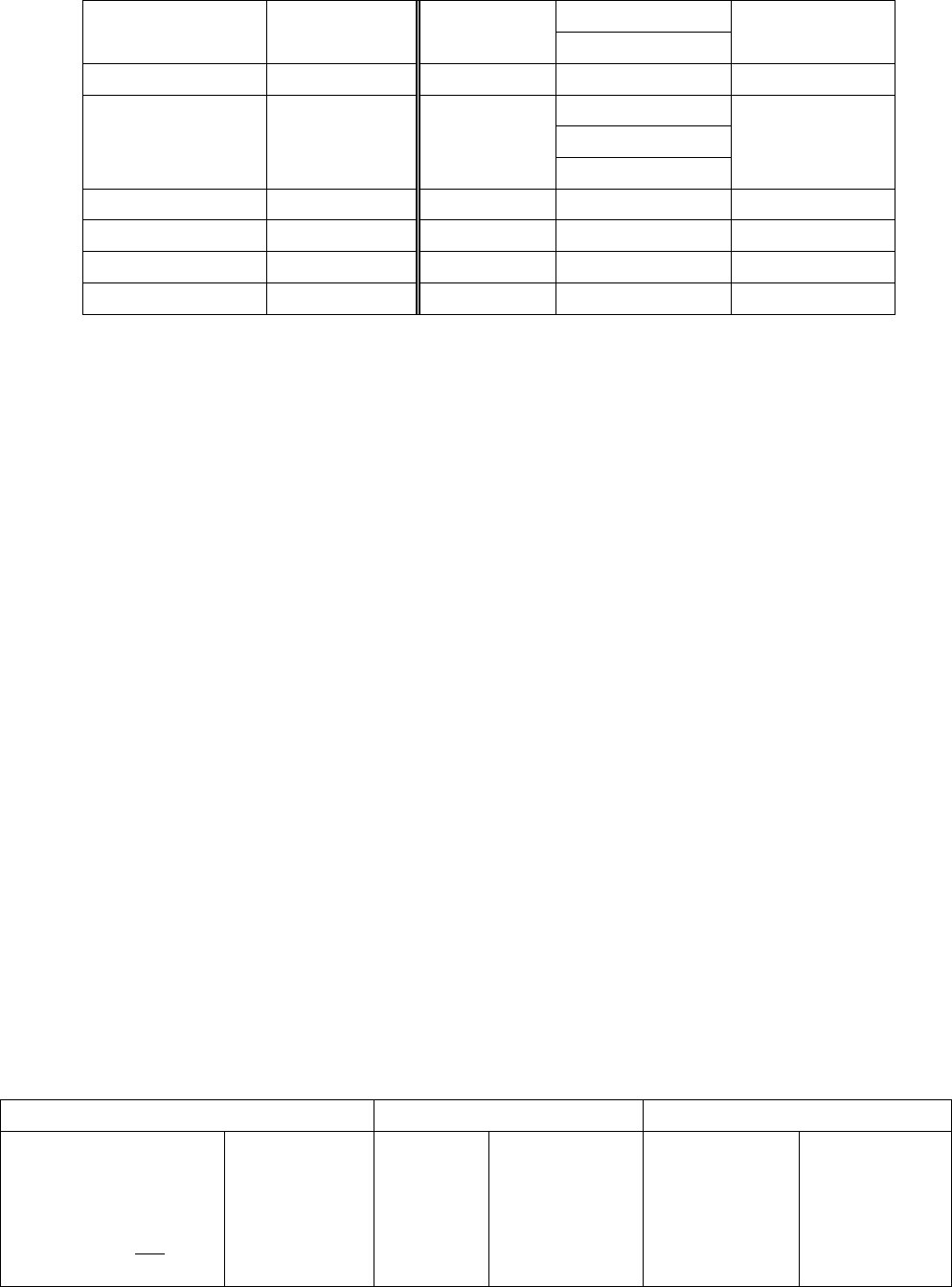
Таблица 2
Значения эмпирических коэффициентов для расчета
ширины заготовки по формуле (1)
Добавка на формовку Добавка на сварку Добавка на калибровку
Отношение
наружного диаметра
трубы к толщине
стенки,
t
D
н
Значение
В
1
∆
Толщина
стенки
трубы,
t
,
мм
Значение
В
2
∆
Диаметр
трубы, мм
Значение
В
3
∆
Секция 3. Трубное производство
314
10 – 15
t
2
1
<1
t1
6-22 0,7
15 – 25
t
3
2
1-4
t
3
2
22-35 1,0
25 – 40
t
4
3
4-6
t
2
1
35-48 1,3
40 – 60
t1
– – 48-70 1,5
– – – – 70-95 2,0
– – – – 95-121 2,6
– – – – 121-146 2,9
– – – – 146-172 3,2
– – – – 172-200 3,5
В
источниках
[2,3]
формула
Жуковского
приведена
в
измененном
виде
для
учета
обжатий
трубы
в
редукционном
стане
:
(
)
(
)
(
)
ксфртртмпл
ВВВSSDDkВ ∆+∆+∆+∆±−∆+⋅⋅=
.
π
(3)
где
т
D
-
диаметр
готовой
трубы
,
мм
;
р
D
∆
-
величина
обжатия
трубы
по
диаметру
в
редукционном
стане
,
мм
;
т
S
-
толщина
стенки
готовой
трубы
,
мм
;
р
S
∆
-
изменение
толщины
стенки
в
редукционном
стане
,
мм
;
ф
В∆
и
с
В∆
-
уменьшение
ширины
заготовки
при
формовке
и
ширины
заготовки
при
сварке
соответственно
,
мм
;
к
В∆
-
припуск
на
обжатие
в
калибровочном
стане
,
мм
;
мп
k
.
-
коэффициент
,
учитывающий
потери
металла
на
окалину
и
угар
,
если
в
составе
установки
имеется
печь
для
нагрева
труб
перед
редукционным
станом
.
Применительно
к
ТЭСА
127-426
формула
(3)
примет
вид
:
(
)
ксфттл
ВВВ
SD
В ∆+∆+∆+−⋅=
π
(4)
В
формулу
(4)
входят
те
же
три
эмпирических
коэффициента
,
учитывающих
уменьшение
ширины
заготовки
в
процессе
формовки
ф
В∆
и
в
процессе
сварки
с
В∆
,
а
также
припуск
на
обжатие
в
калибровочном
стане
к
В∆
.
Рекомендуемые
значения
эмпирических
коэффициентов
[3]
приведены
в
таблице
3.
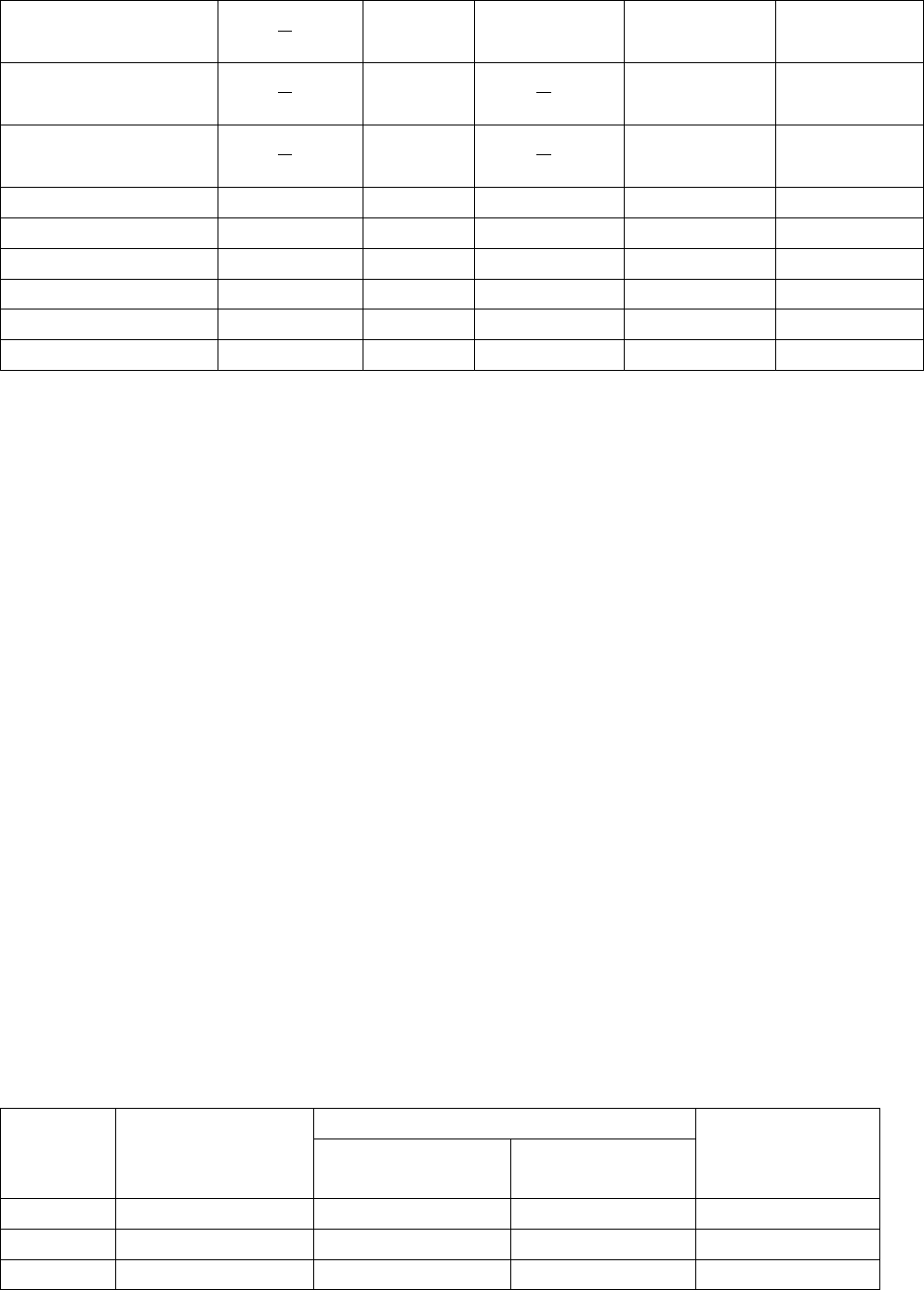
Таблица
3
Значения
эмпирических
коэффициентов
для
расчета
ширины
заготовки
по
формуле
(4)
Диаметр
трубы
,
мм
Толщина
стенки
трубы
,
мм
Припуск
на
обжатие
,
мм
Припуск
на
сварку
т
.
в
.
ч
.,
мм
в
формовочном
стане
в
калибровочном
стане
6-22 <1 <0,5 0,7 0,6-0,8
22-35 <1 <0,5 1,0 0,6-0,8
35-48 <1 <0,5 1,3 0,6-0,8
Секция 3. Трубное производство
315
48-70 1-4 0,6-2,6 1,5 0,6-1,2
75-95 1-4 0,6-2,6 2,0 0,6-1,2
121-146 1-4 0,8-3,0 2,9 0,8-1,5
146-172 4-6 4-6 3,2 1,5-2,2
172-300 4-6 4-6 3,5 1,5-2,2
Диапазон значений рекомендуемых Б.Д. Жуковским эмпирических коэффициентов
перекрывает ограниченный сортамент диаметров и толщин труб (диаметр от 127 до 300 мм при
толщине стенки от 3 до 6 мм), что ограничивает ее применение для ТЭСА 127-426.
Другая известная методика расчета ширины полосы – методика Ю.М. Матвеева [4]:
(
)
δδπ
⋅+−∆+⋅= kdВ
ктS
(5)
где
S
В
- ширина штрипса, мм;
т
d
- наружный диаметр готовой трубы, мм;
к
∆
- суммарное обжатие в калибровочном стане, мм;
δ
- толщина стенки готовой трубы, мм;
k
- коэффициент, определяющий величину припуска на образование грата, колеблющийся от
0,5 до 5,0.
Данная методика не учитывает обжатие заготовки в клетях закрытой формовки. Косвенно это
обжатие может быть учтено только в коэффициенте, определяющем величину припуска на
образование грата. Минимальное и максимальное значения коэффициента, определяющего
величину припуска на образование грата, различаются в 100 раз. Сложность в применении данной
формулы заключается в отсутствии рекомендаций по подбору эмпирических коэффициентов.
Методика расчета ширины заготовки, приведенная в работе [5], учитывает заданное
распределение деформаций трубной заготовки в соответствующих группах клетей:
(
)
свксвкззаг
ВSDВ
∆+⋅⋅⋅−⋅=
µµµπ
.00
, (6)
где
0
D
- диаметр готовой трубы, мм;
0
S
- толщина стенки трубы, мм;
кз
.
µ
- вытяжка трубной заготовки в закрытых калибрах;
P
кз
e
⋅−
⋅−
=
0017,0
.
938,01
1
µ
, (7)
где Р – средний периметр готовой трубы, мм;
св
µ
- вытяжка трубной заготовки в сварочной клети,
012,1008,1
÷=
св
µ
;
к
µ
- вытяжка трубной заготовки в калибровочных клетях,
013,1007,1 ÷=
к
µ
;
св
В
∆
- припуск на оплавление кромок и образование грата, мм.
Вышеприведенная зависимость получена по результатам исследования процесса
формообразования труб диаметром 17-89 мм. Применительно к ТЭСА 127-426 на начальном этапе
освоения технологии отсутствуют эмпирические данные по рациональным обжатиям заготовки в
соответствующих группах клетей. Требуется эмпирическая проверка расчетной формулы в
диапазоне диаметров труб от 127 до 426 мм.

Секция 3. Трубное производство
316
Методика расчета ширины заготовки, предложенная В.Б. Фурмановым [6] учитывает обжатия
в формовочных и калибровочных клетях, а также осадку кромок в опорно-сварочном узле:
( )
см
n
i
зiзiс
n
i
кiкт
КnnSDВ
rr
+
⋅+⋅
∆+
+⋅−⋅=
∑∑
== 11
112
εεπ
, (8)
где
т
D
- наружный диаметр готовой трубы;
к
n
- общее число двухвалковых калибров калибровочного стана;
з
n
- общее число двухвалковых калибров закрытого формовочного стана;
i
- номера клетей калибровочного и закрытых формовочного стана соответственно;
S
с
⋅≈∆ 45,0
- приращение ширины полосы на осадку кромок в сварочном узле при
высокочастотной сварке, мм. Автор отмечает, что фактические значения получаются несколько
больше расчетных;
см
К
- функция, характеризующая смещение нейтрального слоя относительно срединного при
гибе заготовки. Функция начинает заметно влиять на ширину полосы при формовке
толстостенных труб (Dт/S≤15).
(
)
( )
[ ]
2
2
coscos
/09,0
αϕα
ααϕ
ε
+−
⋅⋅+⋅
=
к
вк
з
RS
, (9)
где
з
ε
- величина редуцирования заготовки в одном закрытом двухвалковом калибре;
S -
толщина формуемой полосы, мм;
в
R
- радиус валка по дну калибра, мм;
к
ϕ
- угол профиля каждой кромки в предыдущем калибре, подогнутой по радиусу сварочного,
рад;
α
- дополнительный угол подгибки верхним валком каждой кромки в данном закрытом
калибре по радиусу сварочного, рад.
(
)
(
)
[
]
( ) ( )
[ ]
m
m
к
ff
ff
/1
/1
1/11143,01
1/1001,0
−+⋅⋅−
−+⋅⋅
=
β
β
ε
, (10)
где
к
ε
- величина редуцирования в одной двухвалковой горизонтальной клети
калибровочного стана;
где f - коэффициент трения между инструментом и трубой 15,01,0
≤
≤
f . Для шлифованных
валков с применением эмульсии 1,0
=
f ;
β
- коэффициент Лоде, учитывающий влияние среднего по величине главного нормального
напряжения (
β
=1,15);
m – показатель упрочнения (для малоуглеродистой стали m=0,35).
Данная методика в большей степени учитывает геометрические особенности калибровки
валков закрытой формовки. Практический расчет по данной методике затруднителен по причине
сложности определения коэффициентов, входящих в формулу (8).
Секция 3. Трубное производство
317
Ваткин Я.Л. и Ваткин Ю.Я. предложили определять ширину заготовки для производства
электросварных прямошовных труб малого и частично среднего сортамента по длине средней
линии поперечного сечения трубы по формуле [7]:
321ср
D ∆+∆+∆+⋅=
π
В
, (11)
где
ср
D⋅
π
- периметр готовой трубы по средней линии поперечного сечения, мм;
1
∆
- припуск на обжатие в формовочном стане, мм;
2
∆
- припуск на сварку, мм;
3
∆
- припуск на обжатие в калибровочном стане, мм.
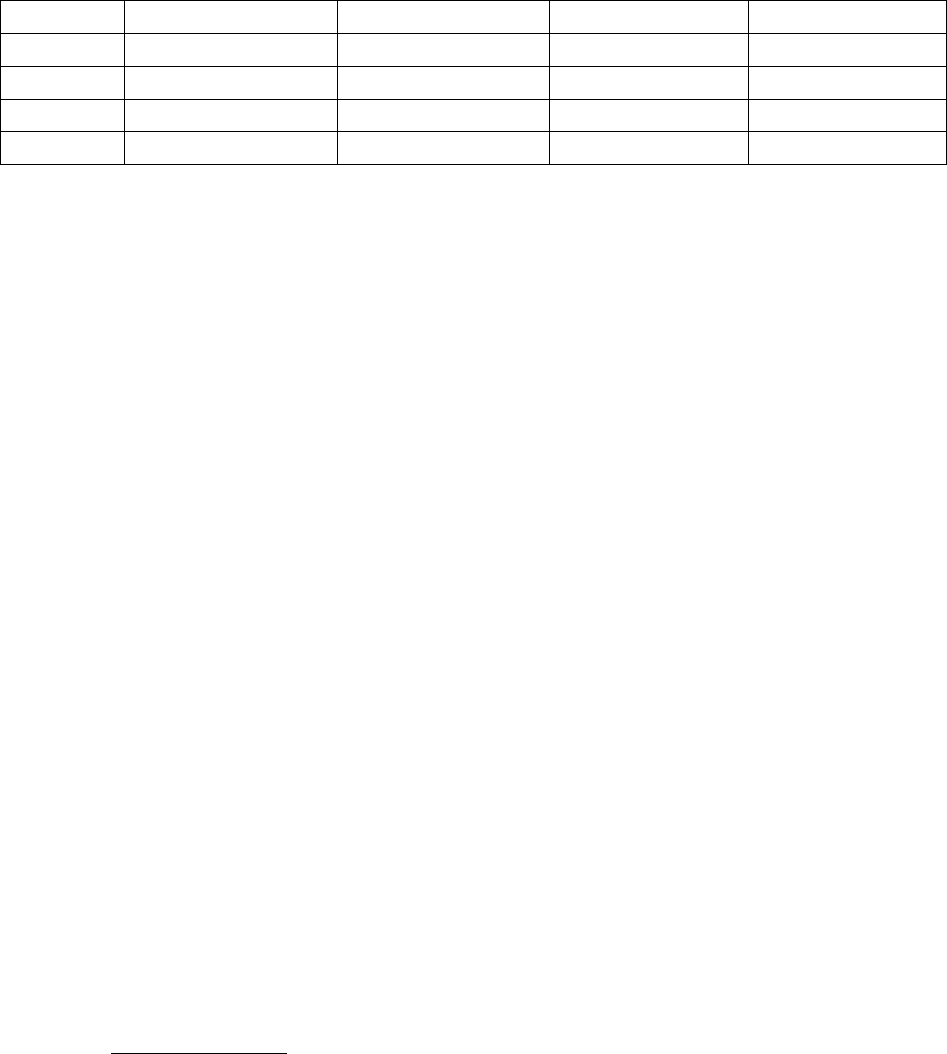
Рекомендуемые значения припусков на ширину заготовки по методике [7] приведены в
таблице 4.Таблица 4
Эмпирические значения припусков на ширину заготовки для расчета
по формуле (11)
Диаметр
трубы, мм
Толщина
стенки трубы,
мм
Припуск на обжатие в
формовочном стане,
мм
Припуск на
сварку, мм
Припуск на обжатие в
калибровочном стане,
мм
6-22
До 1 До 0,5 До 1,0
0,7
22-35 1,0
35-48 1,3
48-70
1-4 0,6-2,6 0,6-2,6
1,5
70-95 2,0
95-121 2,6
121-146 1-4 0,8-3,0 0,8-3,0 2,9
146-172
4-6 4,0-6,0 2,0-3,0
3,2
172-200 3,5
В результате анализа формулы 11 и таблиц 2, 3 и 4 можно сделать вывод, что данная методика
практически полностью повторяет методику Жуковского. Значения припусков на обжатие в
калибровочном стане и припусков на сварку приведены диапазоном, что затрудняет их точный
подбор для конкретного профилеразмера.
В процессе освоения технологии производства труб на ТЭСА 127-426 были опробованы
методики расчета ширины заготовки по приведенным выше формулам. Контроль качества
готовых труб показал, что при использовании ширины заготовки, рассчитанной по формулам 1, 4,
6
и 11, обжатие в сварочном калибре было недостаточным, что приводило к строчечности
сварного шва и повышенной выбраковке труб по результатам ультразвукового контроля. Так же
возникали сложности с настройкой калибровочных клетей по причине малой величины обжатия
трубной заготовки в калибраторе и незаполнения калибров, что приводило к получению наружных
радиусов профиля, превышающих требования стандартов.
Применение заготовки, рассчитанной по формуле (4), привело к значительному образованию
как наружного, так и внутреннего грата, повышенному износу валков, особенно сварочной клети и
образованию рисок и надавов на поверхности трубы из-за переполнения калибров и завышенного
усилия прокатки.
Секция 3. Трубное производство
318
В процессе формовки в трубной заготовке возникает сложное напряженное состояние,
обусловленное наличием напряжений растяжения на наружной поверхности трубной заготовки и
сжатия на ее внутренней поверхности. Величины деформаций тем больше, чем больше толщина
полосы, так как возрастает разность периметров наружной и внутренней поверхностей трубной
заготовки. При этом при любой толщине стенки деформации растяжения и сжатия нейтрального
слоя, близкого к средней линии сечения, отсутствуют. Для труб одного наружного диаметра, но
разной толщины стенки наружный периметр одинаков, при этом внутренний диаметр различен из-
за различной толщины стенки, положение средней линии также различно. Для трубы с большей
толщиной стенки внутренний диаметр и диаметр по средней линии будет меньше, следовательно
длина окружности по средней линии более толстой трубы также меньше. Это приводит к тому, что
для бòльших толщин стенки труб одинакового диаметра требуется штрипс меньшей ширины.
Значительное влияние на изменение ширины исходного штрипса в процессе изготовления
трубы оказывает обжатие трубной заготовки в клетях закрытой формовки, сварочной клети и
калибровочных клетях. В формуле расчета ширины трубной заготовки необходимо учитывать эти
обжатия для достижения достаточного заполнения калибров формовочных, сварочной и
калибровочных клетей.
В сварочной клети происходит расплавление кромок трубной заготовки и обжатие сварного
шва с образованием грата. Поэтому при расчете ширины штрипса необходимо предусмотреть
припуск на образование грата.
При изготовлении труб одного и того же профилеразмера, но из разных по прочности марок
сталей, давление металла на валки при формовке, сварке и калибровке должно различаться из-за
разного предела текучести материала. Штрипс из более прочного материала должен быть шире,
чем из менее прочного для увеличения усилий давления формовочных и калибровочных валков на
металл.
Все перечисленные выше факторы, влияющие на ширину заготовки, были учтены при
подборе ширин заготовок при производстве профилей на ТЭСА 127-426.
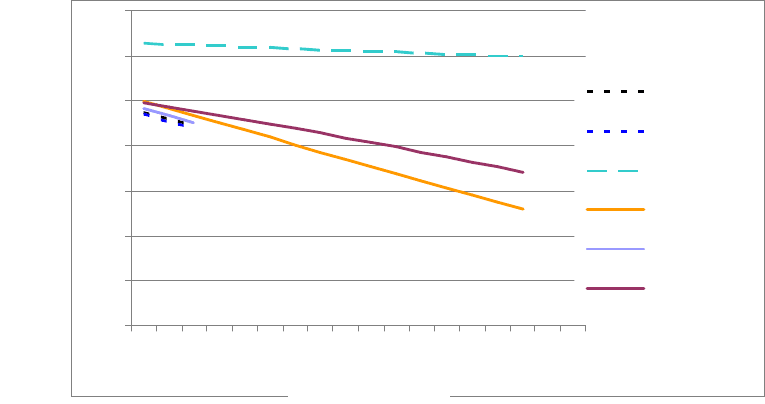
Было проведено сравнение расчетных значений ширины трубной заготовки, полученных по
формулам (1) – (11) с экспериментальными данными по ширинам заготовок, применяемым на ЗАО
«Северсталь ТПЗ-Шексна» (данные ТПЗ). Расчетные данные для исследуемого сортамента ТЭСА
127-426 приведены в виде графических зависимостей на рисунках 2-6.
Рисунок 2 – Ширина полосы для трубы Ø127мм
350
360
370
380
390
400
410
420
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
8,0
8,5
9,0
9,5
10,0
10,5
11,0
12,0
Формула (1)
Формула (4)
Формула (5)
Формула (6)
Формула (11)
Данные ТПЗ
Ширина штрипса, мм
Толщина, мм
Секция 3. Трубное производство
319
Рисунок 3 – Ширина полосы для трубы Ø219,1мм
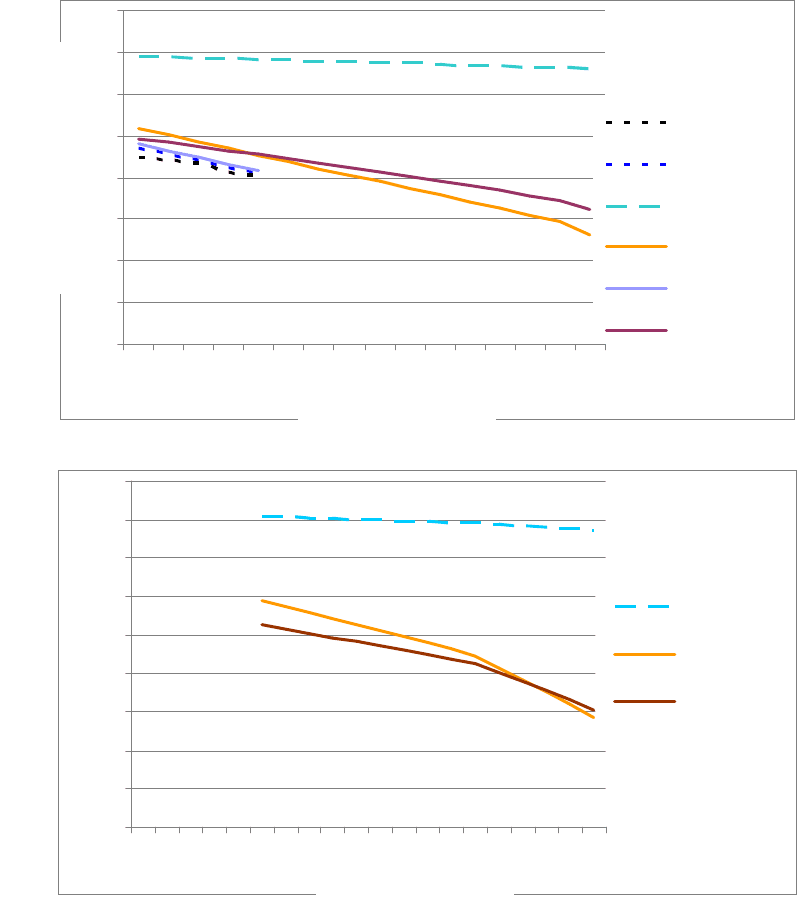
Рисунок 4 – Ширина полосы для трубы 377мм
640
650
660
670
680
690
700
710
720
4
4,5
5
5,5
6
6,5
7
7,5
8
8,5
9
9,5
10
10,5
11
12
Формула (1)
Формула (4)
Формула (5)
Формула (6)
Формула (11)
Данные ТПЗ
1130
1140
1150
1160
1170
1180
1190
1200
1210
1220
4,0 5,0 6,0 7,0 8,0 9,0 10,0 11,0 13,0 15,0
Формула (5)
Формула (6)
Данные ТПЗ
Ширина штрипса, мм
Толщина, мм
Ширина штрипса, мм
Толщина, мм