Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 3. Трубное производство
300
РАЗРАБОТКА ТЕХНОЛОГИИ И ПРОИЗВОДСТВО ОПЫТНО-ПРОМЫШЛЕННОЙ
ПАРТИИ ТРУБ РАЗМЕРОМ 508 ×
××
× 12,7 ММ ДЛЯ ИЗГОТОВЛЕНИЯ ОБСАДНЫХ ТРУБ
Россия, ОАО “ЧТПЗ”, МГУПИ, А.А. Федоров, А.В. Сафьянов, Н. П. Климов
В.Я. Осадчий, М.А. Левшунов, asafyanov@chtpz.ru
Проведена работа с целью определения технической возможности производства “зеленых”
труб размером 508×12,7 мм на ТПУ 8-16" с пилигримовым станом ОАО “ЧТПЗ” с
геометрическими размерами и механическими свойствами металла в соответствии с ГОСТ 632-80
для последующего их использования при изготовлении обсадных труб с резьбовым или иным
механическим соединением для обеспечения ОАО “Газпром” обсадными трубами данного
размера.
Было разработано техническое обоснование на “Специальный технологический процесс
производства труб для изготовления обсадных труб размером 508х×12,7 мм из стали группы
прочности Д в обычном исполнении с геометрическими размерами по ГОСТ 632-80 на
трубопрокатной установке с пилигримовыми станами 8-16" ОАО “ЧТПЗ”, которое включало:
- общие положения;
- входные данные для проектирования;
- требования к заготовке;
-
сверление центрального отверстия в слитках;
- нагрев слитков в методической печи;
- прошивку слитков в гильзы в стане поперечно-винтовой прокатки;
- пилигримовую прокатку труб;
- подогрев труб в проходной роликовой газовой печи;
-
калибровку труб;
- правку труб;
- требования к трубам для производства обсадных труб;
- результаты проекта;
- список ссылочной документации.
Технология изготовления опытной партии труб размером 508×
××
×12,7 мм
Для определения принципиальной возможности изготовления на ТПУ 8-16" с
пилигримовым станом бесшовных горячедеформированных без резьбы труб размером 508×12,7
мм из стали группы прочности Д было разработано технологическое задание, в котором
приведены технологические параметры нагрева, прошивки, прокатки, калибровки, отделки и
приемки труб. Особое внимание уделено технологии измерения толщины стенки по периметру и
длине труб. По данным результатов измерений геометрических размеров труб и соответствию их
требованиям ГОСТ 632-80 будет разработана программа отливки прибыльных слитков условным
диаметром 17" мартеновским способом и НЛЗ диаметром 600 мм группы прочности Д и прокатки
из них опытно-промышленных партий труб размером 508×12,7 мм.
Изготовление опытной партии труб размером 508х12,7 мм группы прочности “Д”
Для производства опытной партии труб были использованы три слитка условным
диаметром 17" из стали группы прочности Д размером 600/615×100×1800-1825 мм производства
Секция 3. Трубное производство
301
мартеновского цеха ОАО “ЧТПЗ”. В слитках в соответствии с ТИ 158-Тр.ТБ1-23-2005 было
просверлено центральное отверстие диаметром 100±5 мм на глубину 1100-1200 мм. Чтобы
увеличить длину трубы прибыльную часть на слитках удаляли не полностью. Не отрезанная часть
утепления составила 125-150 мм. Слитки были нагреты в соответствии с ТИ 158-Тр.ТБ1-23-2005
до температуры 1290º С. В соответствии с ТЗ первый слиток прошивали на оправке диаметром 500
мм в гильзу размером 660хвн.515×3450 мм. Прошивка проходила стабильно до утеплительной
части слитка. Так как утеплительная часть имеет конус, то для завершения процесса прошивки,
пришлось сводить рабочие валки прошивного стана. На гильзе образовался треугольник и она
была выброшена из стана. Было принято решение последующие два слитка прошивать за два
прохода. Два слитка сначала были прошиты на оправке диаметром 275 мм в гильзы размером,
соответственно, 630хвн.290×2050 и 630хвн.290х2100 мм. Слитки на выдаче из печи имели
температуру 1285 и 1290 ºС. Гильзы с горячего посада были нагреты в течение 2 часов 40 минут и
2 часов 45 минут до температуры 1290 ºС, выданы из печи и прошиты - раскатаны на оправке
диаметром 495 мм в гильзы размером 660хвн.510х3300-3350 мм. Гильзы прокатаны на
пилигимовом стане в существующих валках с тонкостенной калибровкой с калибром 516 мм
(
диаметр бочки валков 1030 мм) на дорнах диаметром 487/488 мм в трубы размером
508×12,7×18000
мм. Диаметр труб в горячем состоянии составил, соответственно, 514-516 и 513-
515 мм. Толщина стенки по концам первой трубы составила 13 -15 и 13 -14 мм, а по концам
второй 13 - 15 и 11,7 - 13,4 мм. Средняя величина подачи гильзы в очаг деформации при
установившемся процессе прокатки первой трубы составила
г
m
=17,8 мм (по трубе
т
m
= µ
г
m
= 124
мм). Общее время прокатки первой трубы составило 3 минуты 20 секунд. При обкатке
пилигримовой головки на длине трубы 1850 мм со стороны усадочного конца слитка (гильзы)
образовалась рванина. Рванина образовалась в месте перехода центрального сверления к
усадочной раковине. Длина годной трубы составила ≈ 18 метров, которая была порезана пилой
горячей резки на две части длиной 10 и 8,0 м. Средняя величина подачи гильзы в очаг деформации
при установившемся процессе прокатки второй трубы составила
г
m
= 15,5 мм, а по трубе
т
m
= µ
г
m
= 111 мм. Общее время прокатки второй трубы составило 3 минуты 37 секунд. При обкатке
пилигримовой головки на длине трубы равной ≈1900 мм от усадочного конца слитка (гильзы)
также образовались две поперечные рванины в месте перехода центрального сверления к
усадочной раковине. Длина готовой трубы составила ≈ 18 метров, которая была также порезана
пилой горячей резки на две части длиной 10 и 8,0 м. В связи с отсутствием парка валков на
калибровочном стане, трубы минуя калибровочный стан были выправлены на шестивалковой
правильной машине и переданы в отделочную часть цеха на торцовку и образование фаски. После
торцовки и нанесения фаски трубы были приняты условно годными. Длина труб составила,
соответственно, 9,71; 6,85; 8.77 и 8,26 м. После приемки на трубах были произведены измерения
толщин стенок УЗ прибором в восьми точках по периметру и длине через 500 мм. Измерения
диаметров производили штангенциркулем в двух взаимно перпендикулярных плоскостях через
500
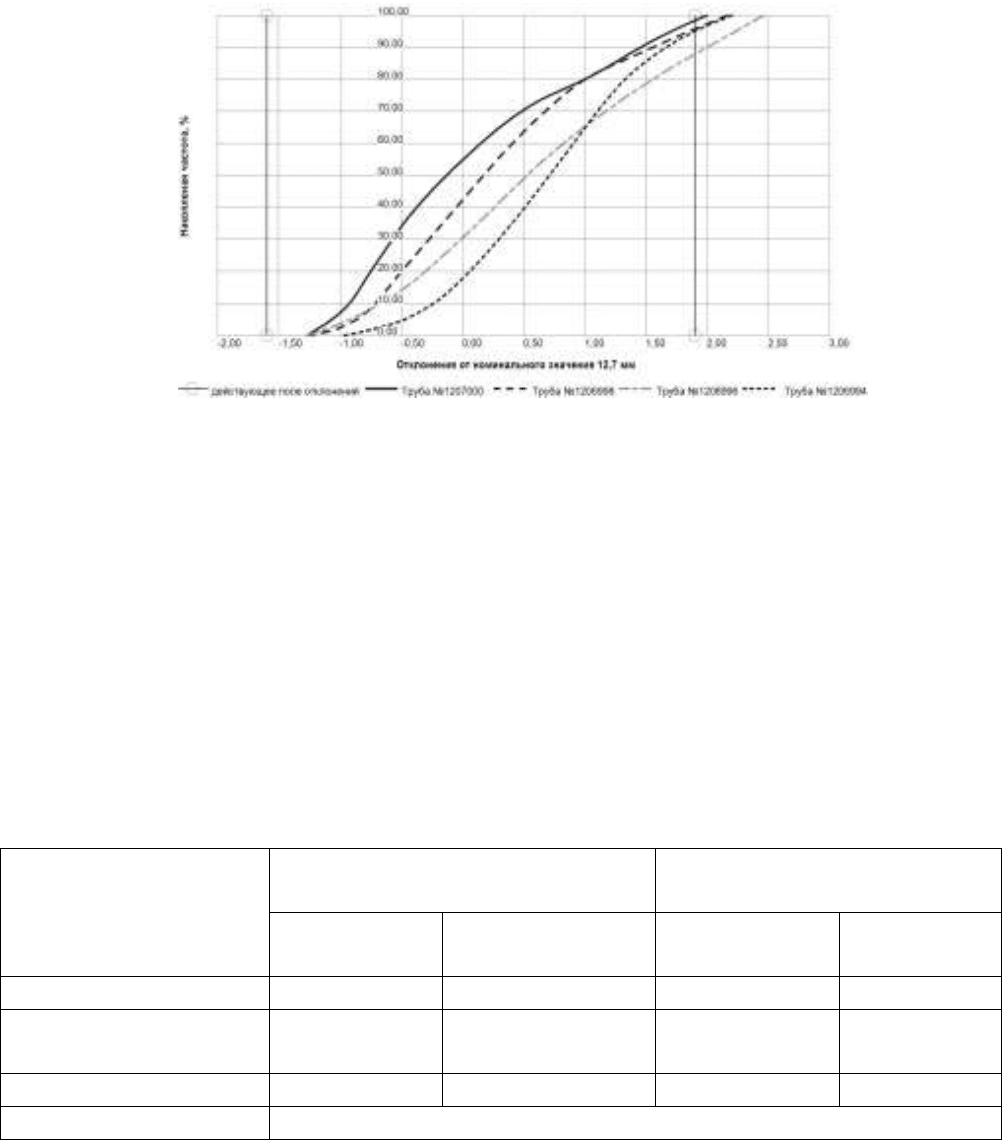
мм по длине. Данные измерений толщин стенок приведены на рис. 1.
Секция 3. Трубное производство
302
Рис.1 Значения отклонений толщин стенок обсадных труб диаметром 508 мм от номинального
размера 12,7 мм.
Из 520 измерений толщин стенок, только два измерения на трубах №1206996 и №1207000
имели значения 11,4 мм при норме 11,1 по ГОСТ 632-80. Из 130 измерений диаметров, только
одно измерение под пилигримовую головку на трубе №1207000 имело выпад (514,8 мм вместо
513,08 по ГОСТ 632-80 исполнения А). Средняя масса 1п. м. трубы №1206994 составила 162,6 кг,
трубы №1206996 – 161,4 кг, трубы №1206998 – 155,7 кг, а трубы №1207000 – 154,3 кг при норме
не более 165,18 кг.
Таким образом, опытные трубы размером 508×12,7 мм, даже без калибровки, по диаметру,
толщине стенки и массе полностью соответствуют ГОСТ 632-80 исполнения А. Основные
требования ГОСТ 632 представлены в таблице 1.
Таблица 1
Требования к
геометрическим
размерам труб по ГОСТ
632-80
Предельные отклонения для труб
исполнения А
Предельные отклонения для
труб исполнения Б
max min max min
По диаметру (%/мм) +1,0/513,08 -0,5/505,46 +1,25/514,35 -1,25/501,65
По толщине стенки
(%/мм)
ограничение
по массе
-12,5/11,11 ограничение по
массе
-12,5/11,11
По массе (%/кг) +6,5/165,1 -3,5/149,62 +8,0/167,45 -6,0/145,75
По длине (м) От 9,5 до 13,0
Несоответствие труб требованиям ГОСТ 632-80 по длине решается выбором геометрических
размеров слитков и НЛЗ под прокатку.
Секция 3. Трубное производство
303
Определение оптимального диаметра валков пилигримового стана для прокатки
качественных по толщине стенки труб размером 508×
××
×12,7 мм
Качество труб по толщине стенки (продольная и поперечная разностенность) определяется
коэффициентом полировки, который зависит от протяженности полирующего участка, а длина
полирующего участка зависит от диаметра валков.
Максимальную величину подачи, исходя из коэффициента полировки, можно определить
по формуле [1,2]
,
.
max
Σ
Θ
=
µ
п
пср
К
R
m
(1)
где
.ср
R
- средний радиус валка на полирующем участке, мм;
−Θ
п
угол полирующего участка валка, рад.;
п
K
- коэффициент полировки;
Σ
µ
- суммарный коэффициент вытяжки за один оборот валков.
,
2
78,0
2
.
кб
ср
DD
R −
∆+
=
(2)
где
б
D
-
диаметр
бочки
валка
,
мм
;
∆
-
шпронт
(
зазор
)
между
валками
,
образующими
калибр
,
мм
;
−
к
D
диаметр
калибра
валка
,
мм
.
Таким
образом
,
величина
подачи
прямо
пропорциональна
катающему
радиусу
валка
.
ср
R
,
а
также
углу
полирующей
части
п
Θ
и
обратно
пропорциональна
коэффициенту
вытяжки
Σ
µ
и
коэффициенту
полировки
п
K
.
Величину
центрального
угла
полирующего
участка
,
необходимого
для
производства
труб
с
минимальной
продольной
и
поперечной
разностенностью
,
задаваясь
величиной
подачи
,
можно
определить
из
выражения
,
)(25,0
пк
i
п
DD
m
ω
µ
−
=Θ
Σ
(3)
где
i
D
-
идеальный
диаметр
валка
,
мм
;
−
п
ω
коэффициент
опережения
в
полирующем
участке
;
=
п
ω
1,06-1,10. (4)
Увеличение
полирующего
участка
п
Θ
должно
привести
к
увеличению
подачи
,
т
.
е
.
производительности
стана
.
Однако
,
увеличение
п
Θ
может
происходить
только
за
счет
сокращения
участков
:
холостого
,
обжимного
(
бойка
)
и
угла
продольного
выпуска
.
Снижение
холостого
участка
неизбежно
ведет
к
снижению
числа
оборотов
валков
,
т
.
к
.
за
данный
промежуток
времени
подающий
аппарат
не
успевает
возвратить
гильзу
на
линию
центров
валков
.
Нельзя
считать
оправданным
попытки
увеличить
угол
полирующего
участка
за
счет
сокращения
гребня
валков
,
т
.
к
.
при
этом
более
интенсивно
увеличивается
объем
металла
,
который
должен
быть
раскатан
на
полирующем
участке
.
Подача
гильзы
в
очаг
деформации
не
увеличивается
,
а
сокращается
,
и
,
как
следствие
,
снижается
производительность
стана
.
При
сокраще
-
Секция 3. Трубное производство
304
нии обжимного участка валков увеличивается нагрузка на рабочую клеть и линию главного
привода, а это в свою очередь приводит к снижению стойкости рабочего инструмента и большим
осевым нагрузкам на т рубу, что приводит к образованию гармошки на трубах.
Нельзя также сокращать и величину угла продольного выпуска, потому что это приведет к
появлению бугров, увеличению продольной разностенности и потере продольной устойчивости
при прокатке тонкостенных труб с отношением D/S ≥ 40. Поэтому самым эффективным в данном
случае является увеличение диаметра бочки валков. Анализ геометрических размеров клетей
пилигримового стана 8-16" ОАО “ЧТПЗ” показал, что в данные клети можно устанавливать валки
с диаметром бочки до 1130 - 1150 мм.
В производственных условиях для получения качественных труб по толщине стенки
коэффициент полировки принимают равным
п
K
≥ 2,5.
Для расчета диаметра валка примем коэффициент полировки
п
K
равным как при прокатке
труб размером 325х8 мм в калибре
=
к
D
332 мм с диаметром бочки валков
б
D
=1025 мм с
суммарной вытяжкой
Σ
µ
=13,5 и величиной шпронта (зазор между валками)
∆
=25 мм.
Условный угол полирующего участка валка для прокатки тонкостенных труб (калибровка
“ЧТПЗ”) равен 70º, однако учитывая, что калибровка имеет плавный переход от бойка к
полирующему участку и от полирующего участка к углу продольного выпуска (где разница
радиусов не превышает 0,5 мм). Примем для расчета
п
Θ
= 100º (1,74 рад.),
m
=25 мм, а
п
ω
=1,06.
Тогда
Σ
Θ
=
µ
ω
m
R
K
ппп
п
=
45,2
5,1320
74,135906,1
=
⋅
⋅
⋅
, (5)
где
п
R
- радиус валка на полирующем участке, мм.
.359)5,12166(5,512
2
ммRRR
квп
=−−=
∆
−−=
(6)
Для
расчета
диаметра
бочки
валков
для
прокатки
труб
размером
508
×
12,7
мм
принимаем
:
п
K
= 3,0 –
коэффициент
полировки
;
m
= 22 -
величина
подачи
гильзы
в
очаг
деформации
,
мм
;
г
D
= 660 –
диаметр
гильзы
,
мм
;
∆
= 25 –
шпронт
,
мм
;
к
D
= 516 –
диаметр
калибра
валка
,
мм
.
Определим
величины
вытяжек
при
прошивке
слитков
диаметром
17"
и
НЛЗ
диаметром
600
мм
в
гильзы
660
хвн
.515 (S=72,5)
и
прокатке
гильз
в
трубы
размером
508
×
12,7
мм
.
77,6
7,12)7,12508(
5,72)5,22660(
)(
)(
99,1
5,72)5,72660(
97,0250)250600(
)(
)(
.
.
=
⋅−
⋅−
=
−
−
=
=
⋅−
⋅
−
=
−
−
=
ттт
ггг
пильг
ггг
ccc
прош
SSD
SSD
SSD
qSSD
µ
µ
(7)
и
(8)
где
q
= 0,97 –
коэффициент
,
учитывающий
угар
металла
при
нагреве
слитков
и
НЛЗ
в
методических
печах
.
Секция 3. Трубное производство
305
Каждая точка поверхности трубы для гарантированного получения гладкой (равностенной)
поверхности должна быть прокатана - обкатана валком минимум 2,5-3,0 раза. Называя количество
соприкосновений каждой точки трубы с валком коэффициентом полировки (
п
K
) получим, что
длина участка трубы будет равна
,
п
п
K
l
l =
(9)
где
п
l
-
длина
полирующего
участка
,
рад
.
Тогда
,lKl
пп
=
(10)
.
п
ml
ωµ
Σ
=
(11)
.
,
,
,
п
пп
п
пппп
ппп
ппп
mK
R
mKR
Rl
mKl
Θ
=
=Θ
Θ=
=
Σ
Σ
Σ
ωµ
ωµ
ωµ
(12)
Подставляя
значения
п
K
,
m
,
Σ
µ
и
п
ω
получим
.311
73,1
06,177,6253
ммR
п
=
⋅
⋅
⋅
=
.5,5565,12
2
516
311
2
мм
RRR
кпв
=
−+=
∆
−+=
(13)
Таким
образом
,
для
прокатки
труб
размером
508
×
12,7
мм
с
наименьшей
продольной
разностенностью
в
валках
существующей
калибровки
(
боек
-100º,
полирующий
участок
-70º,
угол
продольного
выпуска
- 40º
и
холостой
участок
-150º)
необходимы
валки
с
диаметром
бочки
1113
мм
.
Для
исполнения
принимаем
диаметр
бочки
валков
равным
1130
мм
.
Геометрические
размеры
валка
и
калибра
приведен
на
рис
.2.
Секция 3. Трубное производство
306
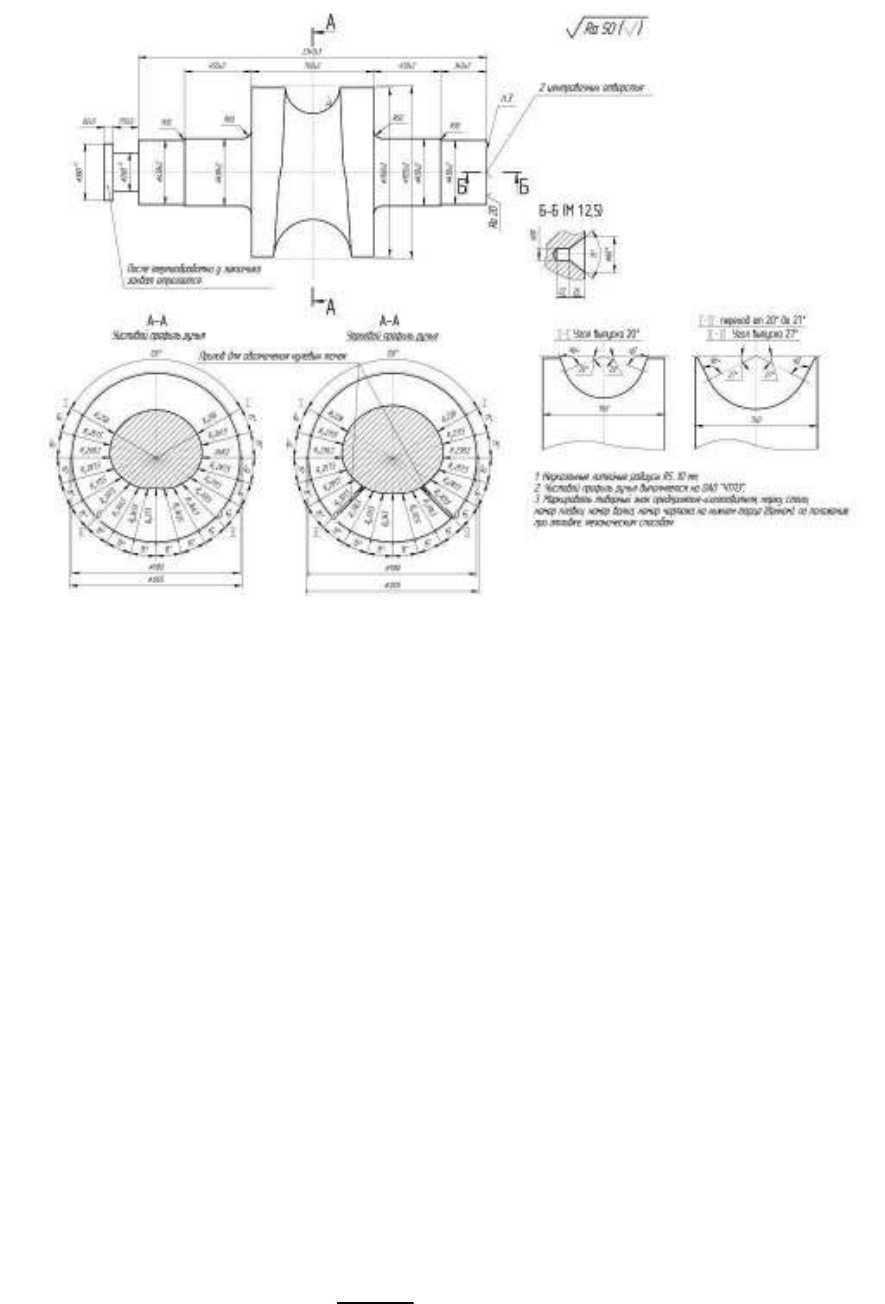
Рис.2 Геометрические размеры валка и калибра для прокатки обсадных труб диаметром 508 мм
по ГОСТ 632-80.
Для снижения поперечной разностенности при производстве тонкостенных труб, повышения
производительности пилигримовых установок за счет снижения коэффициента полировки,
снижения расходного коэффициента металла, освоения производства труб диаметром более 500
мм с отношением
D/S ≥ 40, снижения стоимости передела слиток (НЛЗ) – труба предложен способ производства
бесшовных горячедеформированных труб на ТПУ с пилигримовыми станами, отличающийся тем,
что прокатку труб на пилигримовых станах производят с кантовкой гильз – труб на угол (70 ± 2)º
или (110±2)º [3].
Расчет пути отката подающего аппарата
Увеличение диаметра бочки валков ведет к увеличению пути отката подающего аппарата.
Максимальный путь отката подающего аппарата ограничен его конструкцией. Увеличение пути
отката приводит к снижению производительности пилигримовой установки, а его снижение
ограничено скоростью вращения валков пилигримового стана и углом кантовки гильзы-трубы.
Число оборотов валков пилигимового стана при прокатке труб диаметром 464-550 мм не должно
превышать 38 об./мин.
Путь отката подающего аппарата определяем по формуле
,
2
.. тппб
по
срот
LR
RR
KL +
Θ+Θ
+
=
(14)
где
.ср
K
= 1,15-1,20 - средний коэффициент опережения на рабочей части валка;
Секция 3. Трубное производство
307
−
о
R
начальный радиус бойка валка (нулевая точка валка), мм;
−
п
R
радиус валка на полирующем участке, мм;
−Θ
б
центральный угол бойка (без учета плавного перехода от бойка к полирующему участку
с разностью радиусов до 0,5 мм), рад;
п
Θ
- центральный угол полирующей части валка (с учетом плавного пе-
рехода от бойка к полирующему и от полирующего к углу продольного выпуска с разностью
радиусов до 0,5 мм), рад;
т
L
= 50-75 – путь торможения подающего аппарата, мм.
Определим перепад радусов бойка (гребня), который для всех калибров тонкостенной
калибровки одинаковый
п
H
=
75)(2 =−
бо
rr
мм, (15)
где
о
r
- радиус копира, соответствующий полирующей части валка, мм;
−
б
r
радиус копира, соответствующий нулевой точке бойка валка, мм.
Тогда
,
2
п
кi
б
H
DD
R −
−
∆
−
=
(16)
где
i
D
-
идеальный
диаметр
валка
,
мм
;
−
∆
шпронт
(
расстояние
между
валками
,
образующими
калибр
),
мм
.
=
б
R
23275
2
516251155
=−
−
−
мм
.
ooo
б
7525100 =−=Θ
(1,31
рад
),
oooo
п
115202570 =++=Θ
(2,01
рад
) (70º
полирующий
+ 25º
бойка
+ 20º
угла
продольного
выпуска
).
Подставляя
значения
в
формулу
(14)
получим
11917501,230731,1
2
307232
15,1
.
=+
⋅+⋅
+
=
от
L
мм
. (17)
Таким
образом
,
путь
отката
подающего
аппарата
≈
равен
пути
отката
при
прокатке
труб
диаметром
426
мм
в
калибре
434
мм
в
валках
с
диаметром
бочки
1045
мм
,
т
.
е
.
труб
производимых
на
ТПУ
8-16
десятилетиями
.
Расчет геометрических параметров слитка
(непрерывно-литой заготовки) для прокатки труб двух кратной длины
Исходные
данные
для
прокатки
труб
размером
508
х
12,7
мм
:
-
диаметр
чистового
калибра
калибровочного
стана
при
температуре
конца
калибровки
Т
=700 º
С
– 512
мм
;
-
диаметр
трубы
на
пилигримовом
стане
с
учетом
обжатия
в
пяти
клетевом
калибровочном
стане
1,92 % (521-523
мм
);
-
диаметр
калибра
валков
пилигримового
стана
– 525
мм
;
-
диаметр
слитка
17"
пр
.
.
- 600/615
и
НЛЗ
– 600
мм
;
-
прошивка
слитков
–
двойная
на
оправках
диаметром
300
и
510
мм
,
а

Секция 3. Трубное производство
308
НЛЗ – одинарная на оправке диаметром 510 мм;
- размер дорна пилигимового стана – 495/496 мм;
- толщина стенки труб после пилигримового стана – 12 – 13,5 мм;
-
масса одного погонного метра трубы размером 508х12,7 мм -155,1 кг;
- чистовая длина труб -25 (2х12,5) м;
- средний диаметр слитка – 607,5, а НЛЗ 600 мм.
Прокатку слитков и НЛЗ производим по технологии: сверление в слитках центрального
отверстия диаметром 100±5 мм, нагрев слитков до температуры пластичности, прошивка слитков
в стане поперечно-винтовой прокатки на оправке диаметр 300 мм в гильзы-заготовки размером
640
хвн.315хL
г1
с вытяжкой µ
пр.
=1,22, нагрев гильз - заготовок с холодного или горячего посада до
температуры пластичности, прошивка – раскатка гильз – заготовок в гильзы размером
660хвн.525хL
г2
на оправке диаметром 510 мм с вытяжкой µ
раск.
= 1,74, прокатка гильз на
пилигимовом стане в трубы размером 522х12,7хL
т
, отрезка пилой горячей резки технологических
отходов (пилигримовых головок и затравочных концов) и разрезка труб-плетей на две трубы
равной длины, подогрев труб в проходной газовой печи до температуры 700 -750 ºС, калибровка
труб в пяти клетевом калибровочном стане с вытяжкой µ
кал.
= 1,028.
Длина трубы после полной раскатки гильзы должна быть 25+L
п.г.
+L
зат.
или с учетом
раскатки технологических отходов L
п.г.
+L
зат.
(пилигримовой головки и участка затравки) L
тр.
=
25+2,14=27,14
м. Масса такой трубы, т.е. масса слитка должны быть 155,1×27,14×1,06 = 4462 кг.
На ОАО “ЧТПЗ” слитки данного размера отливают высотой 1750 мм.
Масса слитка размером 600/615×100×1750 мм составит 3684 кг. Длину
трубы, прокатанной из данного слитка, определим из формулы
.... калоттр
L
q
PK
L
µ
−=
(18)
где
−
=
3684P
масса слитка размером 600/615×100×1750 мм, кг;
94,0
=
K - коэффициент учитывающий суммарный угар металла при нагреве слитков под
прошивку в гильзы - заготовки и гильз-заготовок под раскатку в гильзы;
=
q
155,1– масса одного погонного метра трубы размером 508×12,7 мм, кг;
..от
L
= 2,14- длина раскатанных технологических отходов, м;
−
.кал
µ
коэффициент вытяжки на калибровочном стане.
Подставляя данные в формулу (18) получим
.8,20028,114,2
1,155
94,03684
.
мL
тр
=⋅
−
⋅
=
Так как, в стане поперечно-винтовой прокатки ОАО “ЧТПЗ” можно прошить гильзу длиной
не более 3600 мм и диаметром не более 670 мм, а на ТПУ8-16" можно прокатать гильзу длиной не
более 3500 мм, то необходимо определить длину гильзы после прошивки – раскатки по формуле
.341074,112,175,1
..2
ммLL
раскпрc
=⋅⋅==
µµ
(19)
Т.е. данный размер гильзы технологически проходит по всем станам ТПУ 8-16".
Прокат НЛЗ производим по технологии: сверление центрального отверстия размером 100±5
мм, нагрев заготовок диаметром 600 мм до температуры пластичности, прошивка заготовок в
Секция 3. Трубное производство
309
стане поперечно-винтовой прокатки на оправке диаметр 510 мм в гильзы размером 660хвн.525хL
г
с вытяжкой µ
пр.
=1,96, прокатка гильз на пилигимовом стане в трубы размером 522х12,7хL
т
,
отрезка пилой горячей резки технологических отходов (пилигримовых головок и затравочных
концов) и разрезка труб-плетей на две трубы равной длины, подогрев труб в проходной газовой
печи до температуры 700 -750 ºС, калибровка труб в пяти клетевом калибровочном стане с
вытяжкой µ = 1,028.
Зная коэффициент вытяжки в стане поперечно - винтовой прокатки
определим максимальную длину НЛЗ, которую можно использовать для прокатки труб размером
508×12,7
мм
.1786
96,1
3500
.
.
мм
L
L
пр
г
заг
===
µ
(20)
Для производства труб принимаем размер НЛЗ 600×100×1750 ± 25 мм.
Подставляя данные в формулу (18) получим
(
)
( )
.0,242,23028,114,2
1,155
97,0553883
.
мL
тр
−=⋅
−
⋅±
=
Таким образом, при прокатке труб размером 508×12,7 мм из заготовки размером
600×100×1750±25
мм длина труб составит, соответственно, от 23,2 до 24,0 м.
Калибровка валков калибровочного стана для прокатки труб
размером 512×
××
×12,7 мм при температуре трубы на выходе из
калибровочного стана Т=700 ºС
Из-за отсутствия клетей калибровочного стана опытную прокатку труб производили без
калибровки. Для производства промышленных партий труб их необходимо калибровать в пяти
клетевом калибровочном стане. Калибровка валков калибровочного стана приведена в таблице 2
Таблица 2
№№
клетей
Средний
диаметр
труб (мм)
Обжатие по
клетям
(%)
Размеры калибра (мм)
Высота
Ширина
Эксцентри-
ситет
Радиус
калибра
1 520,3 0,3 519,4 522,0 1,3 261,0
2 517,0 0,6 515,1 520,3 2,6 260,2
3 513,7 0,6 511,8 516,9 2,6 258,5
4 512,0 0,3 512,0 512.0 0,0 256,0
5 512,0 0,0 512,0 512,0 0,0 256,0
С целью освоения производства бесшовных горячекатаных обсадных труб по ГОСТ 632-80
размером 508×11,1, 508×12,7 и 508×16,1 мм
на ТПУ 8-16" с пилигримовыми станами в обычном и хладостойком исполнении ОАО “ЧТПЗ”
предложен способ, отличающийся тем, что прокатку труб размером 508×11,1 и 508×12,7 мм в
обычном исполнении производят из конусных прибыльных сверленых слитков размером 600-
615×100×1650
мм, которые прошивают в стане поперечно-винтовой прокатки на оправке
диаметром 500 мм в гильзы размером 660х515вн.х3370 мм со средним подъемом диаметра до 8,6
%, а по длине конусного слитка от 7,3 до 10 %, гильзы прокатывают на пилигримовом стане в
трубы размером 508×11,1×23000 ± 250 и 508×12,7×2000±250 мм, разрезают пилой горячей резки