Сидельников С.Б. и др. Теория процессов кузнечно-штамповочного производства. Практикум
Подождите немного. Документ загружается.

2. ОПР-Е ПАРАМЕТРОВ РЕЗКИ НА ГИЛЬОТИННЫХ НОЖНИЦАХ В ЗАВИС-ТИ ОТ УГЛА СТВОРА НОЖЕЙ С ПРИМ. ЭВМ
Теория процессов ковки и штамповки. Практикум
-11-
α
ϕ
Α
β
Α
γ
ΑΑ
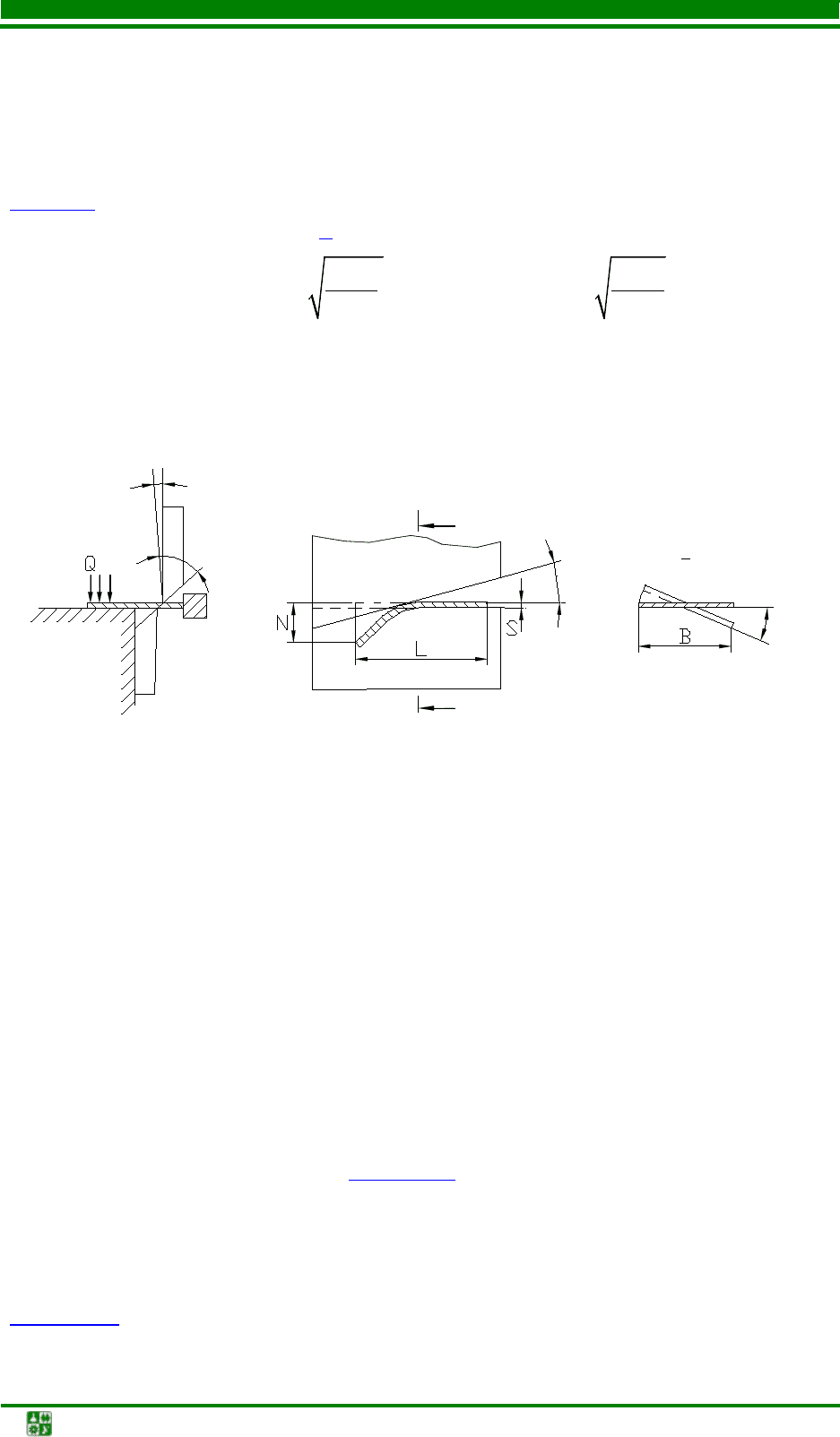
Вместе с тем при резке на гильотинных ножницах возникают допол-
нительные деформации, связанные с изгибом полосы. При этом увеличива-
ются потери на изгиб, которые можно приближенно характеризовать с по-
мощью таких величин, как прогиб полосы N, мм, и угол скручивания β, град
(рис. 2.2
), определяемые в соответствии с рекомендациями авторов работы
по эмпирическим формулам [1
]
0
0,01 ,
S
NL
B
⋅δ
≈ ⋅γ⋅
0
0
0,003 ,
S
LS
B
⋅γ
β≈ ⋅ ⋅
где L – длина отрезаемой полосы, мм; δ – относительное удлинение, %; В –
ширина полосы, мм; S
0
– толщина полосы, мм; γ – угол наклона ножей, град.
Рис. 2.2. Геометрические параметры резки на гильотинных ножницах
Кроме того, при изгибе увеличивается путь деформирования, в связи с
чем расчет работы деформации определяется по формуле
max
tg ,ÀP B= ⋅⋅γ
где Р
max
– максимальное усилие резки.
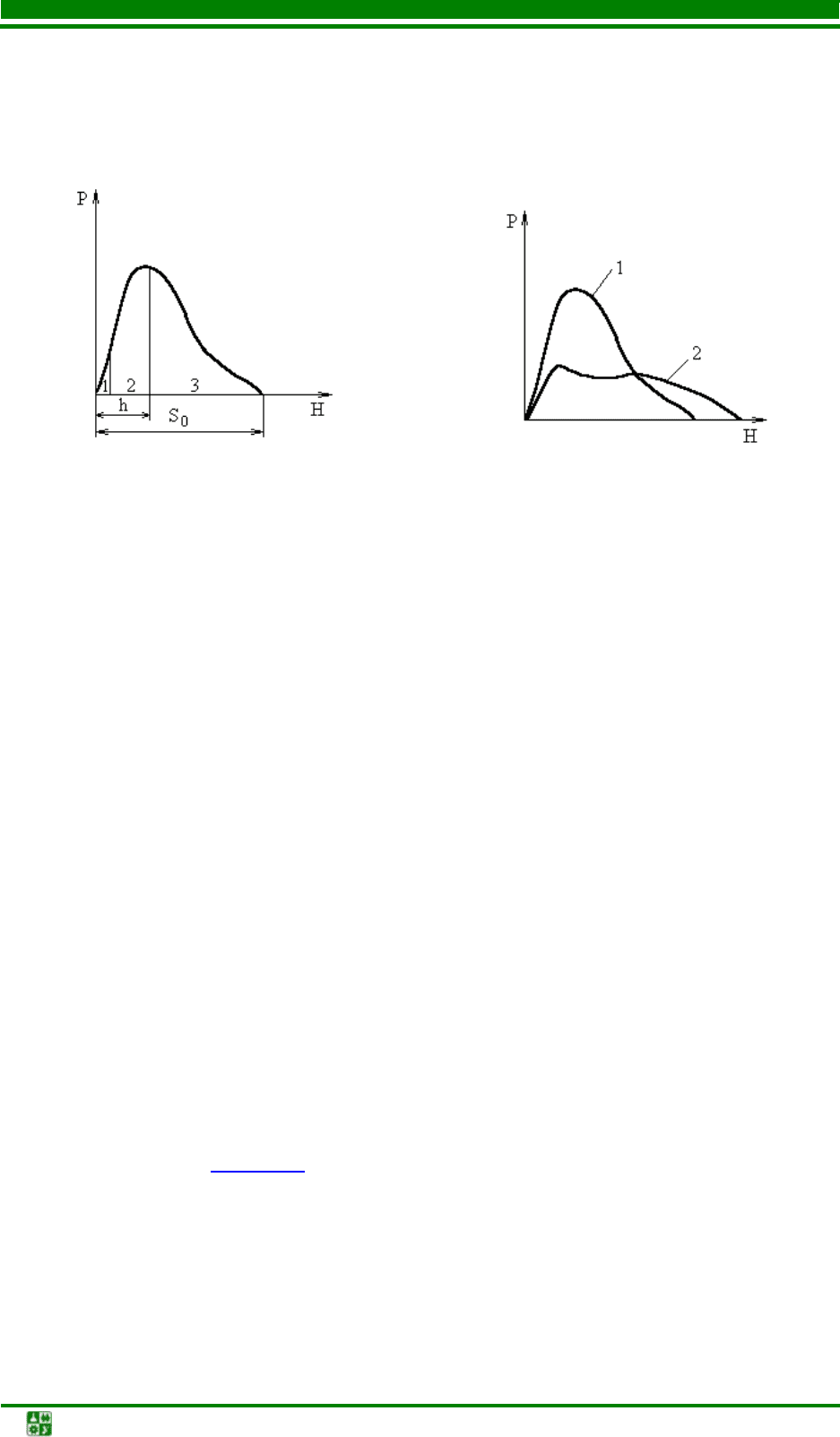
При резке выделяют три основные стадии процесса: упругих дефор-
маций, пластических деформаций и скалывания. Продолжительность стадий
зависит от пластичности штампуемого металла, состояния поверхности инст-
румента и скорости деформации. В соответствии с этими стадиями происходит
изменение усилия деформации (рис. 2.3, а
) по длине пути: на первой стадии –
медленное нарастание усилия (смятие и образование очага деформации); на
второй – значительный рост (сдвиговая деформация) до максимального зна-
чения; на третьей – быстрое падение усилия вследствие скола.
Анализируя соответствующие графики для различных типов ножниц
(рис. 2.3, б
), можно отметить, что усилие резки на ножницах с параллельны-
2. ОПР-Е ПАРАМЕТРОВ РЕЗКИ НА ГИЛЬОТИННЫХ НОЖНИЦАХ В ЗАВИС-ТИ ОТ УГЛА СТВОРА НОЖЕЙ С ПРИМ. ЭВМ
Теория процессов ковки и штамповки. Практикум
-12-
ми ножами (кривая 1) значительно выше, чем усилие резки на гильотинных
ножницах (кривая 2).
а
б
Рис. 2.3. Диаграмма усилия резки на гильотинных ножницах (а)
и ножницах с параллельными ножами (б)
На основании приведенных формул можно сделать вывод, что при
резке на гильотинных ножницах необходимо выбирать оптимальное значе-
ние угла створа ножей, при котором должны быть минимальны потери на из-
гиб, а расчетное усилие не должно превышать допустимых значений. На
практике существует определенный диапазон изменения угла γ, который
должен соответствовать следующим положениям: угол не должен превышать
6
о
, так как в противном случае заготовка будет выжиматься из-под режущих
кромок ножей, т. е. должен быть меньше угла трения; угол γ не должен быть
меньше 2
о
, так как с уменьшением угла резко увеличивается усилие дефор-
мации; с увеличением угла γ возрастает работа деформации и потери на из-
гиб.
Учитывая вышеизложенное, рекомендованный диапазон изменения
угла створа составляет 2–6
о
и увеличивается в этих пределах с увеличением
толщины разрезаемой заготовки.
З
З
а
а
д
д
а
а
н
н
и
и
е
е
Для практического применения предлагается по заданному варианту
исходных данных (табл. 2.1
) рассчитать усилие и работу резки, а также про-
гиб и угол скручивания полосы при изменении угла створа ножей от 2 до 6
о
с
шагом 1
о
; построить графики зависимости указанных параметров от угла γ и
на их основании выбрать оптимальный угол створа ножей; провести прове-
рочные расчеты по имеющейся программе RES и сравнить результаты.
2. ОПР-Е ПАРАМЕТРОВ РЕЗКИ НА ГИЛЬОТИННЫХ НОЖНИЦАХ В ЗАВИС-ТИ ОТ УГЛА СТВОРА НОЖЕЙ С ПРИМ. ЭВМ
Задание
Теория процессов ковки и штамповки. Практикум
-13-
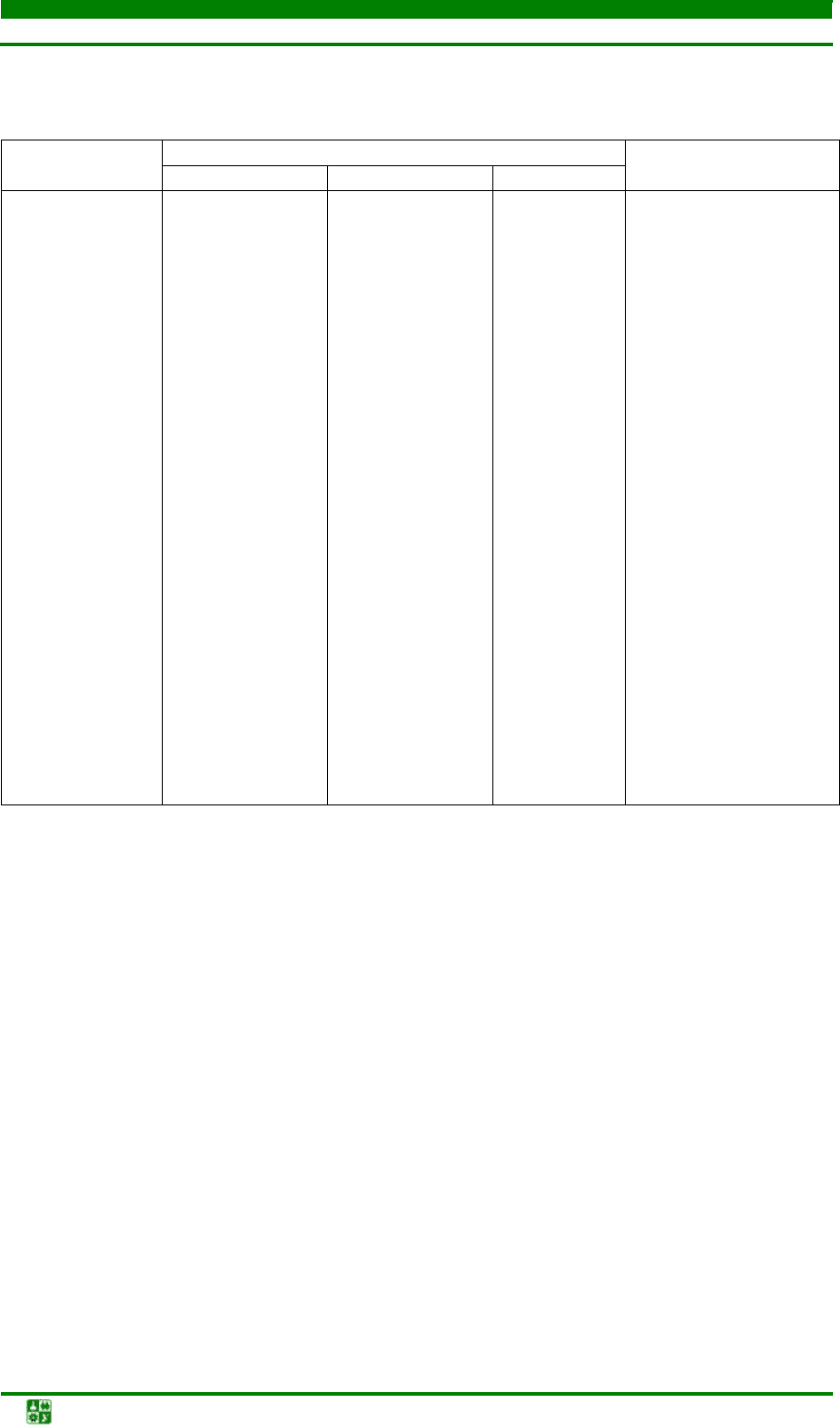
Таблица 2.1
№ варианта
Размеры полосы, мм
Материал
L
B
S
1
2000
1000
1
Ст3
2
1800
80
2
Сталь 0,8 кп
3
1500
50
3
Сталь 10 кп
4
2000
50
4
Л62
5
1600
40
2
Л68
6
1500
26
1
Л68
7
2000
100
2
АД1
8
1800
40
0,5
АД1
9
1500
50
1
М1
10
2000
50
2
М3
11
1600
80
2
ВТ1-1
12
1000
25
0,5
МН19
13
2000
40
4
МН19
14
1800
80
0,5
А3
15
1800
25
2
Ст3
16
4000
100
4
Сталь 0,8 кп
17
3000
100
3
Сталь 10 кп
18
2500
60
3
А3
19
2000
100
0,5
М1
20
1800
200
1
АД1
21
1000
50
2
Л62
22
4000
40
0,5
Л68
23
1600
40
4
ВТ1-1
24
1000
25
1
М2
25
1500
50
2
Ст3

Теория процессов ковки и штамповки. Практикум
-14-
3
3
.
.
О
О
П
П
Р
Р
Е
Е
Д
Д
Е
Е
Л
Л
Е
Е
Н
Н
И
И
Е
Е
М
М
А
А
К
К
С
С
И
И
М
М
А
А
Л
Л
Ь
Ь
Н
Н
О
О
Г
Г
О
О
У
У
С
С
И
И
Л
Л
И
И
Я
Я
Д
Д
Е
Е
Ф
Ф
О
О
Р
Р
М
М
А
А
Ц
Ц
И
И
И
И
В
В
З
З
А
А
В
В
И
И
С
С
И
И
М
М
О
О
С
С
Т
Т
И
И
О
О
Т
Т
У
У
Г
Г
Л
Л
А
А
П
П
Р
Р
И
И
О
О
Д
Д
Н
Н
О
О
У
У
Г
Г
Л
Л
О
О
В
В
О
О
Й
Й
Г
Г
И
И
Б
Б
К
К
Е
Е
С
С
П
П
Р
Р
И
И
М
М
Е
Е
Н
Н
Е
Е
Н
Н
И
И
Е
Е
М
М
Э
Э
В
В
М
М
Гибка – это формоизменяющая операция холодной штамповки, кото-
рая применяется при изготовлении деталей из листового материала (толщи-
ной от 0,01 до 100 мм), профильного проката трубной заготовки, проволоки
(рис. 3.1
). Гибку производят на кривошипных прессах, горизонтально-
гибочных машинах, гидравлических прессах, гибочных станках – автоматах,
фрикционных прессах.
Для выбора оборудования необходимо знать изменение усилия гибки
в процессе деформации, а также максимальную его величину. По мере вне-
дрения пуансона в заготовку при одноугловой гибке (рис. 3.1, а
) усилие де-
формации изменяется по зависимости, графическое изображение которой
представлено на диаграмме (рис. 3.1, б
). Причем можно выделить три облас-
ти: упругого изгиба (участок I), где действует усилие Р
У
; пластического из-
гиба (участок II) – усилие Р
n
; калибровки (участок III) – усилие Р
z
. Макси-
мальная величина усилия деформации будет зависеть и от того, как ведется
гибка: без или с применением калибрующего удара.
α
1
µ
µ
Р
Рz
Рr
Рn
Рy
ход пуансона
а
б
Рис. 3.1. Схема одноугловой гибки (а) и диаграмма усилия гибки (б)
Для определения усилия в соответствии с рекомендациями авторов
работы [2
] рассмотрим схему гибки, показанную на рис. 3.1.
Из условия равновесия полосы под действием усилий, приложенных
со стороны матрицы и пуансона, можно записать следующее уравнение:
11 1 1
2 sin 2 cos ,PP P= α+ µ α
где μ – коэффициент трения.
Силу находят из условия равенства моментов, создаваемого этой си-
лой и пластического изгиба:

3. ОПР-Е МАКС. УСИЛИЯ ДЕФОРМАЦИИ В ЗАВИСИМОСТИ ОТ УГЛА ПРИ ОДНОУГЛОВОЙ ГИБКЕ С ПРИМ-М ЭВМ
Теория процессов ковки и штамповки. Практикум
-15-
2
1
11
4
S
P Sb= σ
,
где
S
σ
– сопротивление металла деформации; b – ширина полосы. Величину
плеча
(см. рис. 3.1), на котором действует сила Р
1
, находят из геометриче-
ских соотношений
( )
0 11 1
1
1
cos 1 cos ,
2 sin
L
rr
= − α+ − α
α
где
0
0,5
ï
rr S= +
;
1
0,5
ì
rr S= +
, r
n
, r
м
– соответственно, радиусы скругления
кромок пуансона и матрицы.
После подстановки полученных выражений и преобразований полу-
чим следующее выражение:
2
1 11
0 11 1
(sin cos )sin
,
2 cos 2 (1 cos )
S
Sb
Ð
Lr r
σ α +µ α α
=
− α+ − α
где L – расстояние между опорами (
SL ⋅≈ 20
).
Данную формулу можно упростить, пренебрегая влиянием трения и при-
няв радиусы скругления кромок пуансона и матрицы одинаковыми: r
n
= r
м
= r.
Тогда окончательно получим выражение
22
1
1
sin 2
2 4 cos2 )
S
Sb
Ð
Lrr
σα
=
+− α
.
В последней формуле принято, что угол гибки по ходу деформирова-
ния уменьшается от α
1
= 90° до заданного.
Таким образом, усилие деформации зависит от текущего угла гибки α
1
,
который уменьшается до заданного угла по мере опускания пуансона и ра-
диуса закругления рабочих кромок инструмента, который выбирают из диа-
пазона
Sr
)62( ÷=
. Решая задачу о поиске экстремума функции усилия, по-
лучено уравнение, описывающее условия гибки и определяющее значение
текущего угла гибки, при котором усилие деформации максимально:
1
1
arccos
/2 1Lr
α≈
+
.
Усилие деформации также зависит от способа гибки, механических
свойств детали и ее размеров. Ниже приведены рекомендуемые в работе [1
] фор-
мулы для расчета усилия, соответственно, для одноугловой и двухугловой гибки:
1 â1 2 â2
; 2,5 ,P bS k P bS k=σ=σ
где σ
в
– предел прочности материала; b, S – соответственно, ширина и тол-
щина полосы; k
1
, k
2
– табличные коэффициенты (см. прил.).
3. ОПР-Е МАКС. УСИЛИЯ ДЕФОРМАЦИИ В ЗАВИСИМОСТИ ОТ УГЛА ПРИ ОДНОУГЛОВОЙ ГИБКЕ С ПРИМ-М ЭВМ
Теория процессов ковки и штамповки. Практикум
-16-
З
З
а
а
д
д
а
а
н
н
и
и
е
е
Для практического применения предлагается по заданному варианту
исходных данных (табл. 3.1
) определить усилие деформации в зависимости
от текущего угла гибки α
1
, изменяя его от 90
о
до заданного через каждые 5
о
для значений
Sr 2=
и
Sr 6=
; построить графики указанных зависимостей и
определить по ним приближенные максимальные значения усилия для каж-
дой кривой; рассчитать углы α
1
по последней формуле и по графикам опре-
делить уточненные максимальные значения усилия для каждой кривой уси-
лия деформации; используя имеющуюся программу GIBKA, проверить
правильность расчетов.
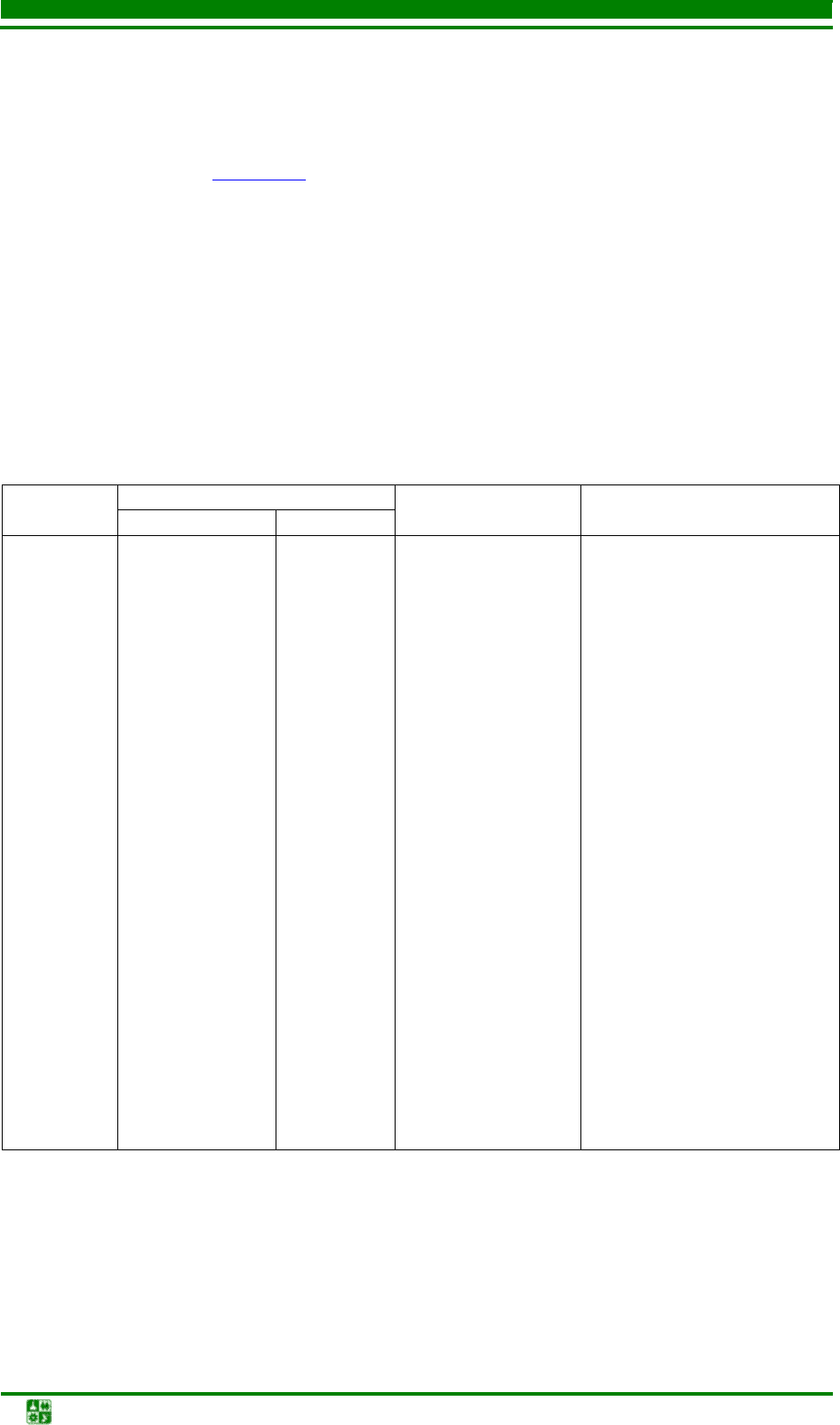
Таблица 3.1
Вариант
Размеры заготовки, мм
Заданный угол
гибки, град
Материал
S
B
1
0,5
90
50
Сталь 08 кп
2
1
80
70
Ст3
3
1,5
70
60
Сталь 40
4
2
60
65
АД1
5
3
50
60
Л68
6
4
40
75
Л62
7
0,5
150
60
Сталь 08 кп
8
1
140
65
Ст3
9
1,5
130
60
Сталь 40
10
2
120
75
АД1
11
3
110
60
Л68
12
4
100
75
Л62
13
0,5
120
60
Сталь 08 кп
14
1
110
75
Ст4
15
1,5
100
65
Сталь 40
16
2
90
65
АД1
17
3
80
75
ВТ1-1
18
4
70
75
Л68
19
0,5
70
65
Ст4
20
1
90
60
Сталь 40
21
1,5
80
60
ВТ1-1
22
2
70
75
Сталь 35
23
3
60
65
АД1
24
4
50
55
Л62
25
0,5
80
50
Сталь 10 кп
Теория процессов ковки и штамповки. Практикум
-17-
4
4
.
.
Р
Р
А
А
С
С
Ч
Ч
Е
Е
Т
Т
Р
Р
А
А
Д
Д
И
И
А
А
Л
Л
Ь
Ь
Н
Н
Ы
Ы
Х
Х
И
И
Т
Т
А
А
Н
Н
Г
Г
Е
Е
Н
Н
Ц
Ц
И
И
А
А
Л
Л
Ь
Ь
Н
Н
Ы
Ы
Х
Х
Н
Н
А
А
П
П
Р
Р
Я
Я
Ж
Ж
Е
Е
Н
Н
И
И
Й
Й
И
И
У
У
С
С
И
И
Л
Л
И
И
Я
Я
Д
Д
Е
Е
Ф
Ф
О
О
Р
Р
М
М
А
А
Ц
Ц
И
И
И
И
П
П
Р
Р
И
И
В
В
Ы
Ы
Т
Т
Я
Я
Ж
Ж
К
К
Е
Е
Д
Д
Е
Е
Т
Т
А
А
Л
Л
Е
Е
Й
Й
Б
Б
Е
Е
З
З
У
У
Т
Т
О
О
Н
Н
Е
Е
Н
Н
И
И
Я
Я
С
С
Т
Т
Е
Е
Н
Н
О
О
К
К
С
С
П
П
Р
Р
И
И
М
М
Е
Е
Н
Н
Е
Е
Н
Н
И
И
Е
Е
М
М
Э
Э
В
В
М
М
Вытяжка – это технологическая операция листовой штамповки, за-
ключающаяся в превращении плоской или полой заготовки в открытое свер-
ху полое изделие замкнутого контура. По геометрической форме получаемых
деталей выделяют вытяжку изделий осесимметричной, коробчатой и слож-
ной несимметричной формы. Кроме того, различают вытяжку с прижимом и
без прижима, а также с утонением и без утонения стенок.
Вытяжкой, таким образом, получают детали различных конфигураций
в плане и профилей в осевом сечении. Различают первый переход вытяжки,
превращающий плоскую заготовку в пространственную деталь или полуфаб-
рикат, и последующие переходы, в которых происходит дальнейшее формо-
изменение полого полуфабриката, т. е. увеличение его высоты при одновре-
менном уменьшении поперечного сечения.
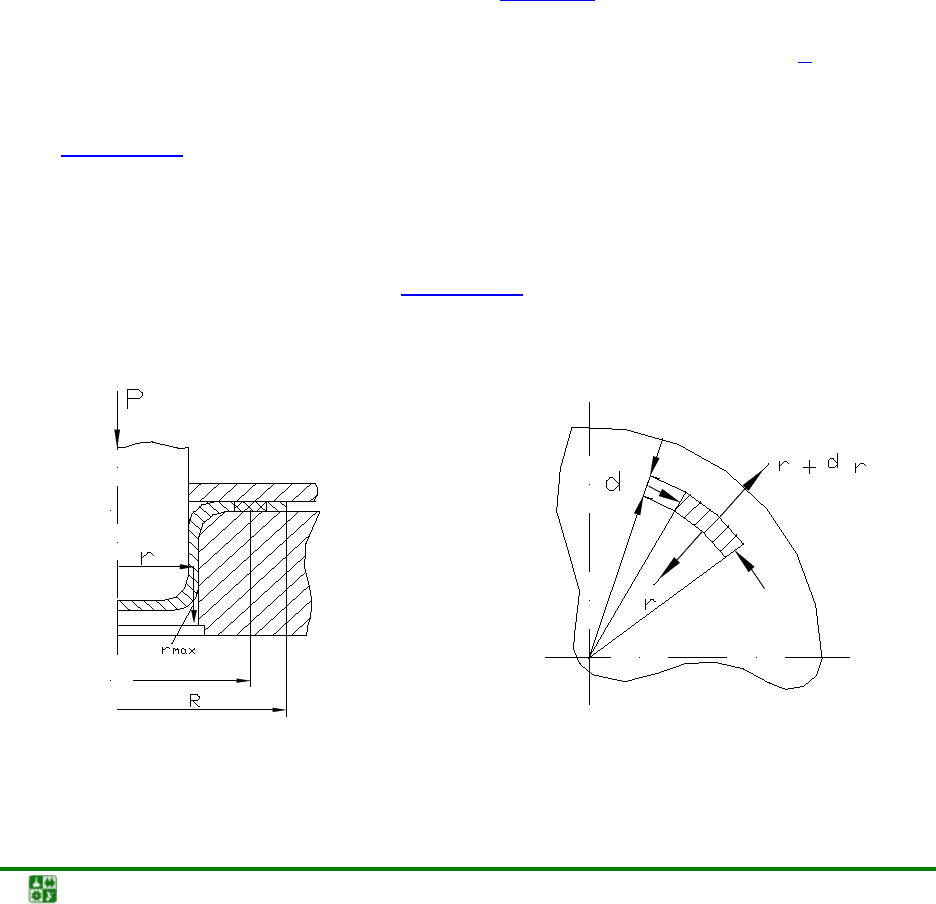
Процесс вытяжки с прижимом (рис. 4.1
) достаточно сложен и воз-
можное формоизменение заготовки в большей степени определяется напря-
женно-деформированным состоянием металла при деформации [1
]. Для вы-
бора оборудования необходимо знать величину усилия деформации. Усилие
вытяжки определяется максимальными растягивающими напряжениями
max
r
σ
(рис. 4.1, а), действующими в опасном сечении заготовки (месте перехо-
да от дна к стенке изделия). Особенности течения металла при вытяжке свя-
заны с действием тангенциальных сжимающих напряжений
θ
σ
, что проявля-
ется в образовании складок по краю детали, и действием радиальных
растягивающих напряжений
r
σ
(рис. 4.1, б), что проявляется в отрыве флан-
ца или дна вытягиваемого изделия при превышении допускаемых напряже-
ний над максимально-возможными напряжениями
max
r
σ
.
ρ
σ
ρ
σ
σ
σ
σ
σ
θ
θ
ρ
а
б
Рис. 4.1. Схема процесса (а) и схема действия напряжений (б) при вытяжке
4. РАСЧЕТ РАДИАЛЬНЫХ И ТАНГЕНЦИАЛЬНЫХ НАПРЯЖЕНИЙ И УСИЛИЯ ДЕФОРМАЦИИ
Теория процессов ковки и штамповки. Практикум
-18-
Для практических расчетов формула для расчета максимального рас-
тягивающего напряжения может быть представлена в виде
( )
( )
( )
max
ln 1 1, 6
2
18
1 0, 2 1 1, 6 1
1
sâ
ì
r
â
â
S
K
rS
ÊS
KD
σ + +µ
+
σ=
− µ+ µ −
−
,
где r
м
– радиус скругления кромки матрицы; μ – коэффициент трения; К
в
–
степень вытяжки, К
в
= R/r.
Зная значение
max
r
σ
, нетрудно определить силу вытяжки по следую-
щей формуле:
max
max r
Ð dS=πσ
.
Таким образом, с применением приведенных формул можно расчет-
ным путем определить величины тангенциальных и радиальных напряжений,
максимальное растягивающее напряжение и усилие вытяжки.
З
З
а
а
д
д
а
а
н
н
и
и
е
е
Для практического применения предлагается по заданному варианту
исходных данных (табл. 4.1
) рассчитать напряжения, действующие на флан-
цевой части заготовки, изменяя текущий радиус ρ от r до R в пяти точках; по
данным расчетов построить эпюры тангенциальных и радиальных напряже-
ний; определить максимальное растягивающее напряжение и усилие вытяж-
ки, приняв коэффициент трения равным μ = 0,1 и радиус скругления кромок
матрицы r
м
= 5S; используя имеющуюся программу VIT проверить правиль-
ность расчетов.
Таблица 4.1
Вариант
Размеры заготовки, мм
Размер, мм
Материал
R
S
R
1
78
2
25
Ст3
2
60
2
24
Сталь 08 кп
3
12
1
5,5
М1
4
60
2,5
20
АД1
5
70
4
28
Л68
6
78
2
35
Сталь 40
7
60
3
24
Сталь 45
8
45
2
20
Сталь 50
9
60
1,5
20
Д16А М
10
12
2
5,5
М1
11
100
2,5
45
Ст4
12
36
1,5
16,5
ВТ1-1
13
60
1,5
20
АД1
14
6,8
1
3
МА-1
15
150
3
60
Сталь 08 кп

4. РАСЧЕТ РАДИАЛЬНЫХ И ТАНГЕНЦИАЛЬНЫХ НАПРЯЖЕНИЙ И УСИЛИЯ ДЕФОРМАЦИИ
Задание
Теория процессов ковки и штамповки. Практикум
-19-
Окончание табл. 4.1.
16
59
2
26,5
Ст3
17
70
3,5
28
Л68
18
11
0,5
5
БрА7
19
35
0,5
12
ВТ1-1
20
40
1
16
Л62
21
40
1
18
МА1
22
30
1,5
10
Сталь 10 кп
23
28
0,5
12,5
Сталь 08 кп
24
8
0,3
3,5
АД1
25
6,8
0,2
3
МН19
Теория процессов ковки и штамповки. Практикум
-20-
5
5
.
.
Р
Р
А
А
С
С
Ч
Ч
Е
Е
Т
Т
П
П
А
А
Р
Р
А
А
М
М
Е
Е
Т
Т
Р
Р
О
О
В
В
Ф
Ф
О
О
Р
Р
М
М
О
О
И
И
З
З
М
М
Е
Е
Н
Н
Е
Е
Н
Н
И
И
Я
Я
П
П
Р
Р
И
И
П
П
Р
Р
О
О
Т
Т
Я
Я
Ж
Ж
К
К
Е
Е
Б
Б
Р
Р
У
У
С
С
А
А
П
П
Р
Р
Я
Я
М
М
О
О
У
У
Г
Г
О
О
Л
Л
Ь
Ь
Н
Н
О
О
Г
Г
О
О
С
С
Е
Е
Ч
Ч
Е
Е
Н
Н
И
И
Я
Я
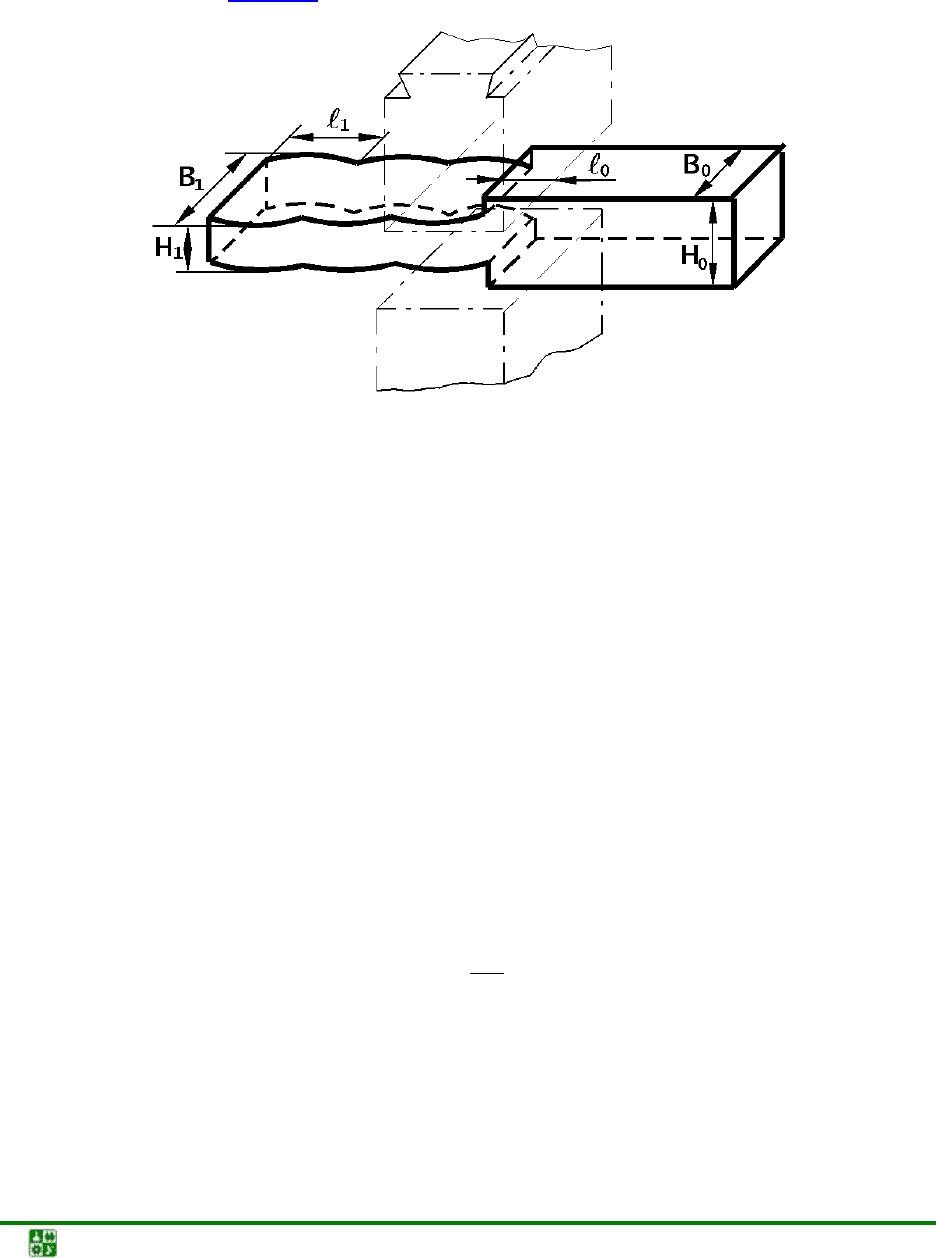
Протяжкой называется операция, в результате которой происходит
увеличение длины вследствие уменьшения поперечного сечения деформи-
руемой заготовки (рис. 5.1
).
Рис. 5.1. Схема протяжки бруса (Н
0
, В
0
– начальные высота и ширина бруса;
Н
1
, В
1
– размеры после протяжки;
0
l
– подача;
1
l
– длина обжатого участка)
Протяжку осуществляют путем обжима заготовки при продольной
подаче с определенным шагом. Сумма определенного числа нажатий до од-
ной и той же толщины заготовки без ее поворота называется проходом. Если
заготовку после прохода повернуть вокруг горизонтальной оси на 90
о
(канто-
вать) и снова осуществить протяжку, то получим второй проход. Два прохода
с кантовкой между ними называется переходом.
Чтобы не произошло продольного изгиба во втором проходе после
кантовки заготовки на 90
о
значение отношения ширины заготовки к ее высо-
те после прохода (коэффициент перехода) не должен быть более 2,5. Процесс
протяжки характеризуется следующими основными параметрами:
– абсолютной подачей
0
l
– длиной, на которую подается заготовка за
каждое обжатие (шаг подачи);
– относительной подачей
0
0
Â
ψ=
,
где
0
В
– ширина заготовки;
– степенью обжатия