Сидельников С.Б. и др. Теория процессов кузнечно-штамповочного производства. Практикум
Подождите немного. Документ загружается.

8. ОПР-Е РАЗМЕРОВ ЗАГОТ-И И УСИЛИЯ ПРИ ШТАМПОВКЕ В ОТКР. И ЗАКР. ШТАМПАХ КРУГЛОЙ В ПЛАНЕ ПОКОВКИ
Теория процессов ковки и штамповки. Практикум
-41-
( )
BhbhpVVV
змагмост 20
+=+=
,
где
мост
V
– объем мостика облоя;
маг
V
– объем металла в магазине облоя;
p
–
периметр поковки, мм;
з
h
– толщина мостика облоя, мм;
2
h
– средняя тол-
щина облоя по магазину, мм;
b
– ширина мостика облоя, мм;
B
– ширина
облоя в магазине, мм.
Значения
з
h
и
b
представлены в таблице;
з
hh 2
2
=
. Для поковок мас-
сой до 0,5 кг принимают
B
= 10 мм, массой до 2 кг –
B
= 15 мм; при массе более
2 кг
B
= 20 мм. Если поковки имеют сложную форму, а облой образуется в
предварительном штамповочном ручье, то значение
B
удваивают.
Для нашего случая примем
B
= 20 мм.
Диаметр расчетной заготовки для круглых в плане поковок, получае-
мых осадкой как в открытых, так и в закрытых штампах, может быть найден
из условия сохранения устойчивости:
2,5
çàã
çàã
H
D
≤
,
где
заг
H
,
заг
D
– соответственно, высота и диаметр заготовки,
и формулы для определения объема цилиндрической заготовки:
2
4
çàã
çàã çàã
ÏD
VH= ⋅
,
3
4
2,5
çàã
çàã
V
D =
π
.
После округления диаметра заготовки до целого значения в милли-
метрах определяют ее высоту:
2
4
çàã
çàã
çàã
V
H
D
=
π
.
Оборудование для штамповки выбирается в зависимости от усилия
необходимого для формообразования поковки.
Усилие штамповки в открытых штампах при выборе кривошипного
горячештамповочного пресса для круглых в плане поковок можно рассчитать
по формуле
33
3
33 3
1,5 0,375 1,25ln
2
Ï
ÒÏ
bb D
PF F
hh h
=σ + +− +
,
где
Ò
σ
– предел текучести металла при температуре штамповки, МПа;
3
b
,
3
h
– соответственно, ширина и толщина мостика облоя, мм;
3
F
,
П
F
– соответствен-
но, площадь проекции мостика облоя и поковки на плоскость разъема, мм
2
;

8. ОПР-Е РАЗМЕРОВ ЗАГОТ-И И УСИЛИЯ ПРИ ШТАМПОВКЕ В ОТКР. И ЗАКР. ШТАМПАХ КРУГЛОЙ В ПЛАНЕ ПОКОВКИ
Теория процессов ковки и штамповки. Практикум
-42-
П
D
– диаметр поковки, мм (для поковок, близких по форме к круглым и
квадратным в плане,
ПП
FD 13,1=
).
Усилие деформации при штамповке в закрытых штампах находят по
аналогичной зависимости:
2
2
2 22
2
2
2 1,5
2,07 1 1,5ln 12 1 4,5 1,92
2
Ï ÏÏ
Ò
Ï ÏÏ Ï Ï
r Hrr H H
P
D r DD D D
=σ − + + −− + +
( )
12
2
1,5
6
Ï
ÏÏ
ÏÏ
D
H rr F
HD
+ + −− −
,
где
1
r
,
2
r
– соответственно, радиусы закругления пуансона и угла матрицы;
П
H
– высота поковки.
З
З
а
а
д
д
а
а
н
н
и
и
е
е
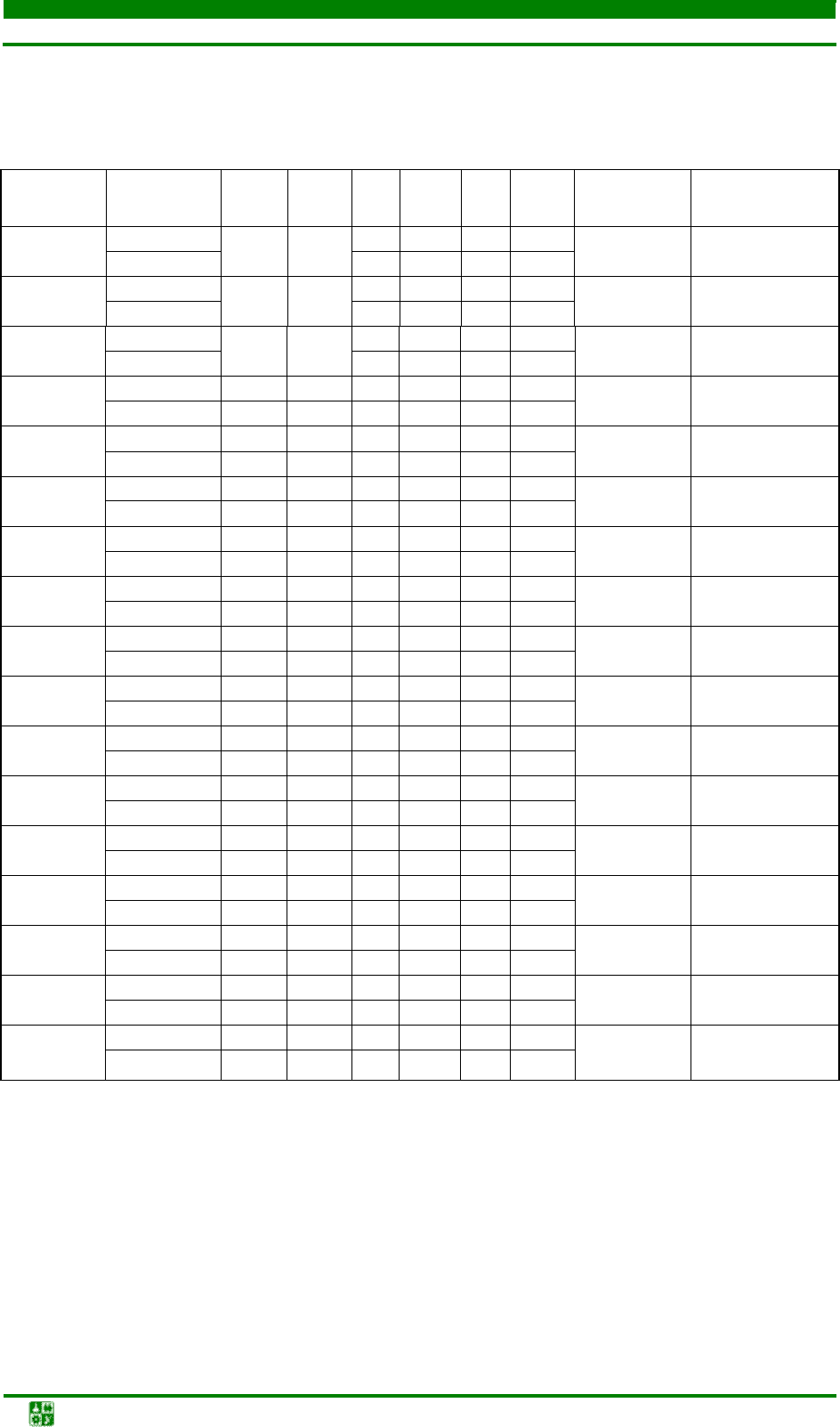
Для практического применения предлагается по заданному варианту
исходных данных (рис. 8.1
, рис. 8.2, табл. 8.1) рассчитать размеры цилиндри-
ческой заготовки и усилие штамповки в открытых и закрытых штампах, по-
строить графики зависимости усилия от площади проекции поковки (при
этом использовать результаты расчетов двух других вариантов) для трех
диаметров поковок из одного материала и сопоставить полученные результа-
ты.
Таблица 8.1
Вари-
ант
Вид
штампа
Ï
D
,
мм
Ï
H
,
мм
b
,
мм
ç
h
,
мм
1
r
,
мм
2
r
,
мм
Материал
заготовки
Температура
штамповки,
о
С
1
Открытый
100 30,0
4,0
1,5
–
–
Сталь 3 сп 1200
Закрытый
–
–
2,0
3,0
2
Открытый
110 30,0
4,0
1,5
–
–
Сталь 3 сп 1200
Закрытый
–
–
2,0
3,0
3
Открытый
120 30,0
4,0
1,5
–
–
Сталь 3 сп 1200
Закрытый
–
–
2,0
3,0
4
Открытый
100 35,0
4,0
1,5
–
–
Сталь 40 1200
Закрытый
–
–
2,0
3,0
5
Открытый
110 35,0
4,0
1,5
–
–
Сталь 40 1200
Закрытый
–
–
2,0
3,0
6
Открытый
120 35,0
4,0
1,5
–
–
Сталь 40 1200
Закрытый
–
–
2,0
3,0
7
Открытый
130 40,0
4,0
1,5
–
–
Сталь 50 1200
Закрытый
–
–
2,0
3,0
8
Открытый
140 40,0
5,0
2,0
–
–
Сталь 50 1200
Закрытый
–
–
3,0
4,0
8. ОПР-Е РАЗМЕРОВ ЗАГОТ-И И УСИЛИЯ ПРИ ШТАМПОВКЕ В ОТКР. И ЗАКР. ШТАМПАХ КРУГЛОЙ В ПЛАНЕ ПОКОВКИ
Задание
Теория процессов ковки и штамповки. Практикум
-43-
Продолжение табл. 8.1
Вариант
Вид
штампа
Ï
D
,
мм
Ï
H
,
мм
b
,
мм
ç
h
,
мм
1
r
,
мм
2
r
,
мм
Материал
заготовки
Температура
штамповки,
о
С
9
Открытый
150 40,0
5,0
2,0
–
–
Сталь 50 1200
Закрытый
–
–
3,0
4,0
10
Открытый
130 45,0
5,0
2,0
–
–
Сталь 40 1100
Закрытый
–
–
3,0
4,0
11
Открытый
140 45,0
5,0
2,0
–
–
Сталь 40 1100
Закрытый
–
–
3,0
4,0
12
Открытый
150
45,0
5,0
2,0
–
–
Сталь 40 1100
Закрытый
–
–
3,0
4,0
13
Открытый
160
50,0
6,0
2,5
–
–
Сталь 30 1000
Закрытый
–
–
3,5
4,5
14
Открытый
170
50,0
6,0
2,5
–
–
Сталь 30 1000
Закрытый
–
–
3,5
4,5
15
Открытый
180
50,0
6,0
2,5
–
–
Сталь 30 1000
Закрытый
–
–
3,5
4,5
16
Открытый
160
55,0
6,0
2,5
–
–
Сталь 40 1000
Закрытый
–
–
3,5
4,5
17
Открытый
170
55,0
6,0
2,5
–
–
Сталь 40 1000
Закрытый
–
–
3,5
4,5
18
Открытый
180
55,0
6,0
2,5
–
–
Сталь 40 1000
Закрытый
–
–
3,5
4,5
19
Открытый
190
60,0
7,0
3,5
–
–
Сталь 50 1200
Закрытый
–
–
4,0
5,0
20
Открытый
200
60,0
7,0
3,5
–
–
Сталь 50 1200
Закрытый
–
–
4,0
5,0
21
Открытый
210
60,0
7,0
3,5
–
–
Сталь 50 1200
Закрытый
–
–
4,0
5,0
22
Открытый
190
65,0
7,0
3,5
–
–
Сталь
45Г2
1200
Закрытый
–
–
4,0
5,0
23
Открытый
200
65,0
7,0
3,5
–
–
Сталь
45Г2
1200
Закрытый
4,0
5,0
24
Открытый
210
65,0
7,0
3,5
–
–
Сталь
45Г2
1200
Закрытый
–
–
4,0
5,0
25
Открытый
220
70,0
7,0
3,5
–
–
Сталь
45Г2
1200
Закрытый
– – 4,0 5,0
Теория процессов ковки и штамповки. Практикум
-44-
9
9
.
.
К
К
О
О
Н
Н
Т
Т
Р
Р
О
О
Л
Л
Ь
Ь
Н
Н
Ы
Ы
Е
Е
З
З
А
А
Д
Д
А
А
Ч
Ч
И
И
Для самостоятельной подготовки разработаны контрольные задачи,
которые соответствуют модулям дисциплины «Теория технологических про-
цессов кузнечно-штамповочного производства». Для их решения необходимо
использовать справочные материалы, приведенные в прил.
9
9
.
.
1
1
.
.
О
О
с
с
н
н
о
о
в
в
ы
ы
т
т
е
е
о
о
р
р
и
и
и
и
п
п
р
р
о
о
ц
ц
е
е
с
с
с
с
о
о
в
в
л
л
и
и
с
с
т
т
о
о
в
в
о
о
й
й
ш
ш
т
т
а
а
м
м
п
п
о
о
в
в
к
к
и
и
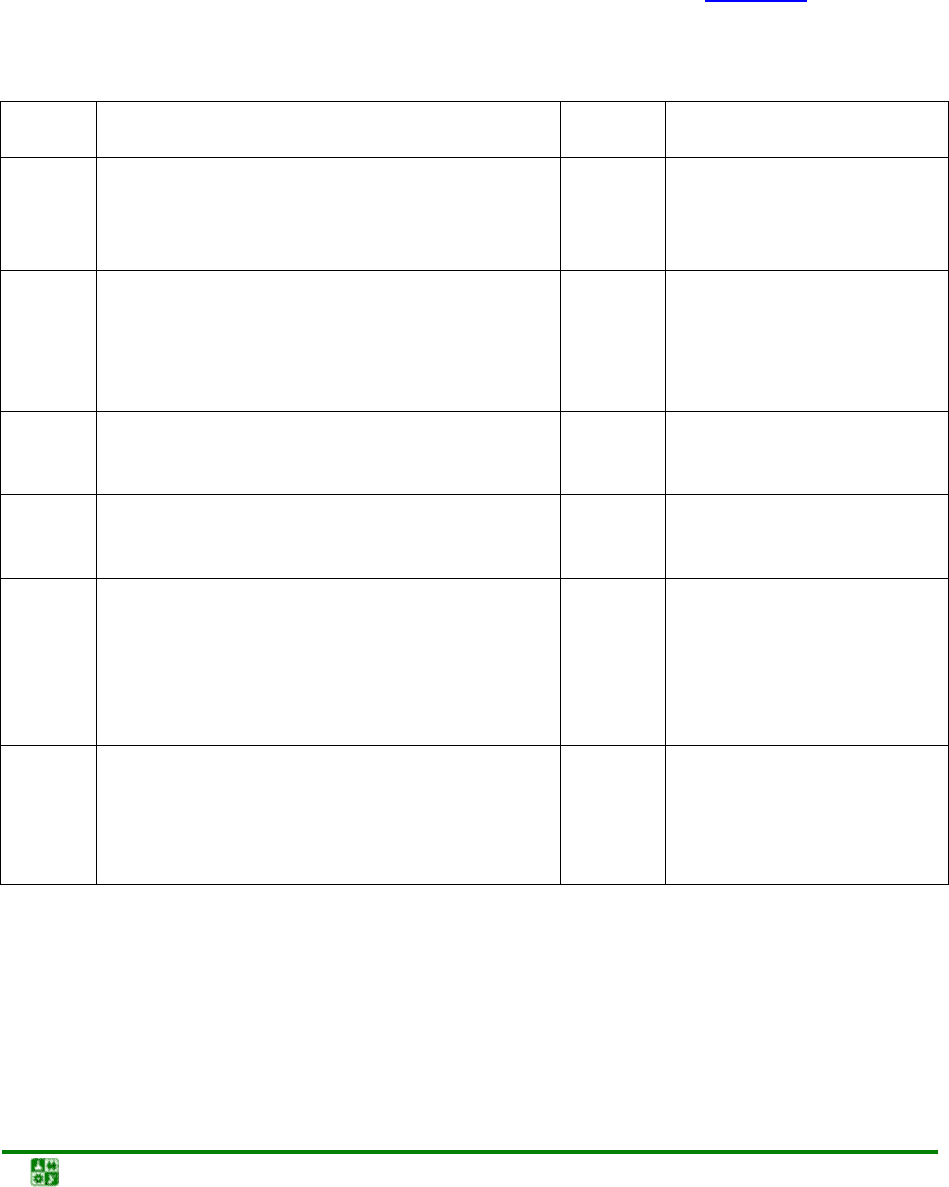
Исходные условия для решения задач приведены в табл. 9.1
.
Таблица 9.1
Номер
задания
Условия задачи
Материал
изделия
Дополнительное
условие
1
Определить усилие, прогиб и угол скру-
чивания при продольной резке листа тол-
щиной 1 мм и размерами 420×710 мм на
гильотинных ножницах
АД1
См.прил.
2
Рассчитать усилие резки и работу де-
формации на ножницах с параллельными
ножами, если производится поперечная
резка полосы толщиной 9 мм, размерами
100
×
300 мм
А2
См.прил.
3
Определить усилие пробивки отверстия
диаметром 40 мм, если толщина заготовки
составляет 7 мм
Сталь
08 кп
См.прил.
4
Вычислить усилие вырубки квадратной
детали со стороной 50 мм и толщиной 5
мм
Сталь
45
См.прил.
5
Определить усилие для выбора пресса
под пробивку прямоугольного отверстия
размерами 60 × 90 мм в заготовке толщи-
ной 10 мм
М1
Применяется штампов-
ка на провал с использо-
ванием однопуансонного
пробивного штампа про-
стого действия без съем-
ника
6
Определить усилие для выбора пресса
под вырубку круглой детали диаметром 70
мм и толщиной 1 мм
ВТ1-1
Применяется штампов-
ка на провал с использо-
ванием однопуансонного
вырубного штампа про-
стого действия
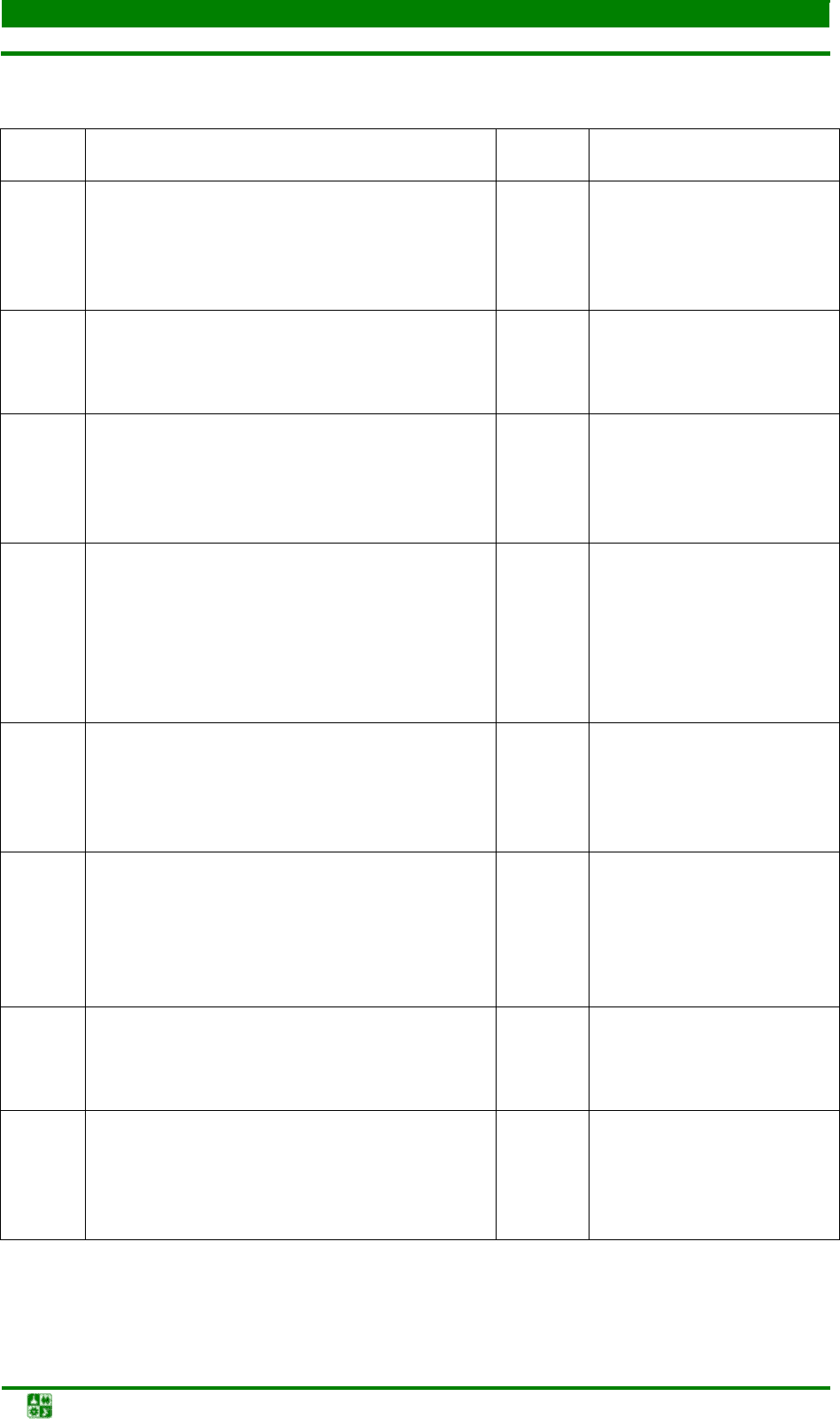
КОНТРОЛЬНЫЕ ЗАДАЧИ
Основы теории процессов листовой штамповки
Теория процессов ковки и штамповки. Практикум
-45-
Продолжение табл. 9.1
Номер
задания
Условия задачи
Материал
изделия
Дополнительное
условие
7
Определить усилие для выбора пресса
при пробивке-вырубке, если диаметр вы-
рубаемого контура детали составляет
100 мм, диаметр пробиваемого отверстия –
20 мм, толщина заготовки – 4 мм
Ст3
Используется штам-
повка на провал в шта
м-
пе последовательного
действия без прижима
8
Рассчитать усилие одноугловой гибки
полосы шириной 50 мм и толщиной 3 мм,
если расстояние между опорами составля-
ет 60 мм
Сталь
10
Гибка производится без
калибровки
9
Вычислить усилие двухугловой гибки с
прижимом полосы шириной 100 мм и
толщиной 5 мм, если радиусы закругления
матрицы и пуансона одинаковы и состав-
ляют 5 мм
Л68
Гибка производится без
калибровки
10
Определить усилие одноугловой гибки в
зависимости от угла гибки и построить
график усилия при изменении угла от 90
до 50 градусов через 10 градусов для сле-
дующих параметров: толщина полосы –
5 мм, ширина полосы – 100 мм, радиусы
закругления пуансона и матрицы – 10 мм
Ст3
Сопротивление металла
деформации принять
равным 0,8 от предела
прочности
11
Определить возможность вытяжки ци-
линдрической детали без фланца за один
переход, если диаметр плоской заготовки
составляет 100 мм, толщина – 1,6 мм, а
диаметр детали равен 52 мм
Л68
Вытяжка производится
без утонения стенок с
прижимом
12
Рассчитать усилие вытяжки цилиндри-
ческой детали без фланца на третьем пе-
реходе, если диаметр цилиндрической за-
готовки составляет 40 мм, диаметр после
перехода – 32 мм, а толщина заготовки
равна 1,5 мм
Сталь
10
Вытяжка производится
без утонения
13
Определить необходимость прижима
однооперационной вытяжки, если диаметр
заготовки составляет 100 мм, диаметр де-
тали – 50 мм, а толщина детали равна 2 мм
Д16А-М
Вытяжка производится
без утонения
14
Вычислить усилие при вытяжке с утоне-
нием стенки, если исходная толщина
стенки заготовки составляет 4 мм, диаметр
детали – 20 мм, заданная величина зазора
равна 2,5 мм
ЛС59-1

КОНТРОЛЬНЫЕ ЗАДАЧИ
Основы теории процессов листовой штамповки
Теория процессов ковки и штамповки. Практикум
-46-
Окончание табл. 9.1
Номер
задания
Условия задачи
Материал
изделия
Дополнительное
условие
15
Построить эпюру радиальных растяги-
вающих напряжений, действующих на
фланцевой части заготовки при вытяжке,
если диаметр детали равен 150 мм, а диа-
метр заготовки 100 мм
АД1
Количество точек для
построения эпюры при-
нять равным 5. Сопротив-
ление деформации при-
нять равным 0,8 от
предела прочности мате-
риала
16
Построить эпюру тангенциальных сжи-
мающих напряжений, действующих на
фланцевой части заготовки при вытяжке,
если диаметр детали равен 200 мм, а диа-
метр заготовки 100 мм
М1
Количество точек для
построения эпюры при-
нять равным 5. Сопротив-
ление деформации при-
нять равным 0,8 от
предела прочности мате-
риала
17
Определить величину максимальных
растягивающих напряжений, если толщи-
на детали – 3 мм, диаметр детали – 70 мм,
диаметр заготовки – 210 мм, коэффициент
трения – 0,1
Ст3
Вытяжка производится
без утонения. Сопротив-
ление деформации при-
нять равным 0,8 от преде-
ла прочности материала
18
Определить возможность формовки
ребра жесткости и усилие, если длина
ребра до деформации – 20 мм, после де-
формации – 18 мм, а толщина материала –
2 мм
Л68
19
Определить возможность внутренней
отбортовки сферическим пуансоном за один
переход, если диаметр отверстия в заготовке
составляет 10 мм, диаметр борта – 20 мм,
а толщина – 2 мм
Ст 3
Отверстие в заготовке
получено методом свер-
ления
20
Рассчитать усилие отбортовки отверстия
диаметром 8 мм, если диаметр борта со-
ставляет 10 мм, а толщина заготовки – 4 мм
АД1
21
Определить усилие обжима трубы в ко-
нической матрице, если толщина стенки
трубы составляет 2 мм, ее диаметр –
50 мм, а диаметр после обжима – 35 мм
М1
22
Определить усилие раздачи трубной за-
готовки с толщиной стенки 4 мм, диамет-
ром 100 мм, если коэффициент раздачи
составил 0,75
Д16М
КОНТРОЛЬНЫЕ ЗАДАЧИ
Основы теории процессов ковки
Теория процессов ковки и штамповки. Практикум
-47-
9
9
.
.
2
2
.
.
О
О
с
с
н
н
о
о
в
в
ы
ы
т
т
е
е
о
о
р
р
и
и
и
и
п
п
р
р
о
о
ц
ц
е
е
с
с
с
с
о
о
в
в
к
к
о
о
в
в
к
к
и
и
Исходные условия для решения задач приведены в табл. 9.2
.
Таблица 9.2
Номер
варианта
Условия задачи
Материал
изделия
Дополнительные условия
1
Определить массу падающих частей
молота, необходимого для осадки заготов-
ки круглого сечения, если диаметр поков-
ки составляет 50 мм, высота заготовки –
50 мм; а степень деформации по высоте
за удар принята равной 30 %
Сталь
3сп
Температура нагрева
металла перед ковкой рав-
на 1200 °С
2
Рассчитать усилие пресса для осадки
заготовки круглого сечения, если диа-
метр поковки составляет 600 мм, а высо-
та поковки – 900 мм
Сталь 40
Масштабный коэффи-
циент принять равным
0,75. Температуру ковки
выбрать самостоятельно
3
Определить усилие пресса, необходи-
мое для осадки заготовки с исходными
размерами: диаметр заготовки составляет
740 мм, высота заготовки – 1200 мм, вы-
сота поковки – 600 мм
Сталь 50
Температура ковки со-
ставляет 1200 °С, масштаб-
ный коэффициент равен
0,75
4
Построить эпюру осевых сжимающих
напряжений σ
z
, действующих по сече-
нию заготовки при осадке, если диаметр
поковки составляет 100 мм, а высота –
60 мм
С1
Показатель трения по
Зибелю принять равным
0,8, учитывая, что реали-
зуется холодная деформа-
ция. Количество точек для
построения эпюры при-
нять равным 6
5
С использованием закона трения
Амонтона-Кулона рассчитать макси-
мальное осевое напряжение и давление
при осадке цилиндрической заготовки
диаметром 250 мм и высотой 700 мм, ес-
ли диаметр поковки составляет 400 мм
Сталь 40
Температуру ковки
выбрать самостоятельно.
Сопротивление деформа-
ции принять равным 0,8 от
предела прочности метал-
ла. Коэффициент трения
принять равным 0,5
6
Определить коэффициенты деформации
по высоте, ширине и длине, если протяжке
подвергается квадратная заготовка со сто-
роной 100 мм и длиной 300 мм, а высота
поковки после деформации равна 80 мм.
Коэффициент интенсивности уширения
равен 0,5
Сталь 10
Ширина бойков со-
ставляет 200 мм, величину
подачи выбрать самостоя-
тельно
КОНТРОЛЬНЫЕ ЗАДАЧИ
Основы теории процессов ковки
Теория процессов ковки и штамповки. Практикум
-48-
Продолжение табл. 9.2
Номер
варианта
Условия задачи
Материал
изделия
Дополнительные
условия
7
Рассчитать коэффициент интенсивно-
сти уширения при протяжке, если разме-
ры плоской заготовки составляют b
0
×h
0
=
= 80×100 мм, высота поковки – 50 мм, а
величина абсолютного уширения равна
10 мм
М1
8
Рассчитать усилие пресса для протяж-
ки на плоских бойках квадратной заго-
товки с размерами Н
0
= В
0
= 800 мм при
величине подачи 600 мм
Сталь 40
Температура ковки со-
ставляет 1100 °С, мас-
штабный коэффициент –
0,75
9
Определить массу падающих частей
молота для протяжки на плоских бойках
заготовки с размерами Н
0
= В
0
= 100 мм
при подаче 100 мм
Сталь 40
Температура ковки со-
ставляет 1000 °С. Степень
деформации за один удар
равна 0,1
10
Вычислить коэффициенты деформа-
ции по высоте, ширине, длине, коэффи-
циент интенсивности уширения, степень
укова и высоту поковки после протяжки
заготовки с размерами поперечного се-
чения 100×100 мм и длиной 320 мм, если
размеры поперечного сечения поковки
составляют 80
×
80 мм
С1
Ширину бойков вы-
брать самостоятельно
11
Определить коэффициент уширения
при протяжке на плоских бойках заго-
товки с размерами поперечного сечения
H
0
×B
0
= 50×50 мм при величине подачи
40 мм, если размеры поперечного сече-
ния поковки равны H
×
B = 20
×
20 мм
С2
Коэффициент трения
по Зибелю принять рав-
ным 0,8
12
Определить усилие открытой прошив-
ки сплошным прошивнем, если диаметр
заготовки равен 200 мм, а диаметр про-
шивня 80 мм
Сталь 30
Влияние толщины от-
хода h не учитывать
(
6hd ≤
). Температура
ковки составляет 1000 °С.
Сопротивление деформа-
ции принять равным 0,8 от
предела прочности металла
13
Рассчитать усилие закрытой прошивки
цилиндрической заготовки диаметром 70
мм сплошным прошивнем, диаметр ко-
торого составляет 60 мм
Сталь 50
Температура ковки со-
ставляет 1200 °С. Сопро-
тивление деформации при-
нять равным 0,8 от предела
прочности металла
14
Вычислить давление открытой и за-
крытой прошивки при изменении отно-
шения диаметров заготовки и пуансона
от 1,5 до 5 с шагом 0,5 и построить гра-
фики зависимости этих параметров
Сталь
45Г2
Температура ковки со-
ставляет 1200 °С. Сопро-
тивление деформации при-
нять равным 0,8 от предела
прочности металла
КОНТРОЛЬНЫЕ ЗАДАЧИ
Основы теории процессов объемной штамповки
Теория процессов ковки и штамповки. Практикум
-49-
9
9
.
.
3
3
.
.
О
О
с
с
н
н
о
о
в
в
ы
ы
т
т
е
е
о
о
р
р
и
и
и
и
п
п
р
р
о
о
ц
ц
е
е
с
с
с
с
о
о
в
в
о
о
б
б
ъ
ъ
е
е
м
м
н
н
о
о
й
й
ш
ш
т
т
а
а
м
м
п
п
о
о
в
в
к
к
и
и
Исходные условия для решения задач приведены в табл. 9.3
.
Таблица 9.3
Номер
варианта
Условия задачи
Материал
изделия
Дополнительные
условия
1
Рассчитать высоту цилиндрической
заготовки диаметром 100 мм для
штамповки в открытых штампах круг-
лой в плане поковки диаметром 120
мм и высотой 60 мм
С1
Величину штамповоч-
ных уклонов не учиты-
вать
2
Определить высоту цилиндрической
заготовки диаметром 50 мм для штам-
повки в закрытых штампах поковки с
размерами b
×
h
×
l = 20
×
20
×
100 мм
С2
Величину штамповоч-
ных уклонов не учиты-
вать
3
Определить высоту поковки после
штамповки в закрытых штампах, если
заданы следующие параметры заго-
товки: диаметр – 50 мм, высота – 40 мм
и диаметр поковки – 70 мм
Сталь 3сп
Потери металла на угар
незначительны.
4
Определить высоту поковки после
штамповки в открытых штампах, если
заданы следующие параметры заго-
товки: диаметр – 80 мм, высота –
60 мм; диаметр поковки – 100 мм
Сталь 30
Потери металла на угар
незначительны. Объем об-
лоя принять равным 1
5 %
от объема заготовки
5
Рассчитать усилие штамповки в от-
крытых штампах для круглой в плане
поковки диаметром 35 мм, если пара-
метры заусенечной канавки следую-
щие: h
з
= 5 мм, b
з
= 12 мм
Сталь 50
Температура штамповки
составляет 1200
о
С
6
Рассчитать усилие штамповки в от-
крытых штампах для квадратной в
плане поковки со стороной 70 мм, ес-
ли параметры заусенечной канавки
следующие: h
з
= 4,5 мм, b
з
= 8 мм
Сталь 40
Температура штамповки
составляет 1200
о
С
7
Рассчитать усилие штамповки в за-
крытых штампах для круглой в плане
поковки диаметром 77 мм и высотой
100 мм
Сталь 30
Температура штамповки
составляет 1000
о
С. Ра-
диусы закругления пуан-
сона и матрицы выбрать
самостоятельно
8
Определить высоту квадратной в
плане поковки со стороной 100 мм и
усилие штамповки в закрытых штам-
пах, если заданы размеры цилиндри-
ческой заготовки: диаметр – 50 мм,
длина – 100 мм
Сталь 40
Температура штамповки
составляет 1000 оС. Ра-
диусы закругления мат-
рицы и пунсона одинако-
вы и равны 5 мм
КОНТРОЛЬНЫЕ ЗАДАЧИ
Основы теории процессов объемной штамповки
Теория процессов ковки и штамповки. Практикум
-50-
Продолжение табл. 9.3
Номер
варианта
Условия задачи
Материал
изделия
Дополнительные
условия
9
Определить усилие штамповки вы-
давливанием поковки типа ступенча-
того стержня с размерами корпусной
части D = 80 мм, L = 20 мм, размерами
стержневой части d = 20 мм, l = 100
мм и углом между ними 600
Сталь 40
Температура штамповки
составляет 1200
о
С. Ра-
диусы закругления пуан-
сона и матрицы не учиты-
вать
10
Рассчитать усилие штамповки вы-
давливанием поковки, имеющей пря-
моугольную корпусную часть с разме-
рами поперечного сечения 40×80 мм и
цилиндрическую стержневую часть
диаметром 10 мм и длиной 20 мм
Сталь 3сп
Температура штамповки
составляет 1200 С. Радиу-
сы закругления пуансона
и матрицы не учитывать
11
Рассчитать усилие штамповки вы-
давливанием поковки, имеющей фор-
му поперечного сечения корпусной
части в виде квадрата со стороной 40 мм
и цилиндрическую стержневую часть
диаметром 20 мм и длиной 70 мм
Сталь 50
Температура штамповки
составляет 1200
о
С. Ра-
диусы закругления пуан-
сона и матрицы не учиты-
вать
12
Определить массу падающих частей
штамповочного молота для деформа-
ции круглой в плане поковки диамет-
ром 100 мм, если параметры заусенеч-
ной канавки следующие: h
з
=1,5 мм,
b
з
= 7 мм
Сталь 30
Температура штамповки
составляет 1000 С
13
Определить массу падающих частей
штамповочного молота для деформа-
ции круглой в плане поковки диаметром
40 мм в открытых штампах
Сталь 40
Температура штамповки
составляет 1000
о
С. Раз-
меры заусенечной канавки
выбрать самостоятельно
14
Рассчитать суммарное потребное
усилие кривошипного пресса, если в
двухручьевом штампе одновременно
производится предварительная осадка
заготовки и окончательная безоблой-
ная штамповка круглой в плане по-
ковки. Размеры заготовки после осад-
ки составляют: диаметр – 70 мм,
высота – 40 мм. Размеры поковки по
сле
штамповки таковы: диаметр – 100 мм,
высота – 19,6 мм
Сталь 40
Температура штамповки
составляет 1100
о
С. Ра-
диусы закругления мат-
рицы и пунсона одинако-
вы и равны 2 мм