Сидельников С.Б. и др. Теория процессов кузнечно-штамповочного производства. Практикум
Подождите немного. Документ загружается.

6. РАСЧЕТ УДЕЛЬНОГО УСИЛИЯ ПРИ ОТКРЫТОЙ И ЗАКРЫТОЙ ПРОШИВКЕ
Теория процессов ковки и штамповки. Практикум
-31-
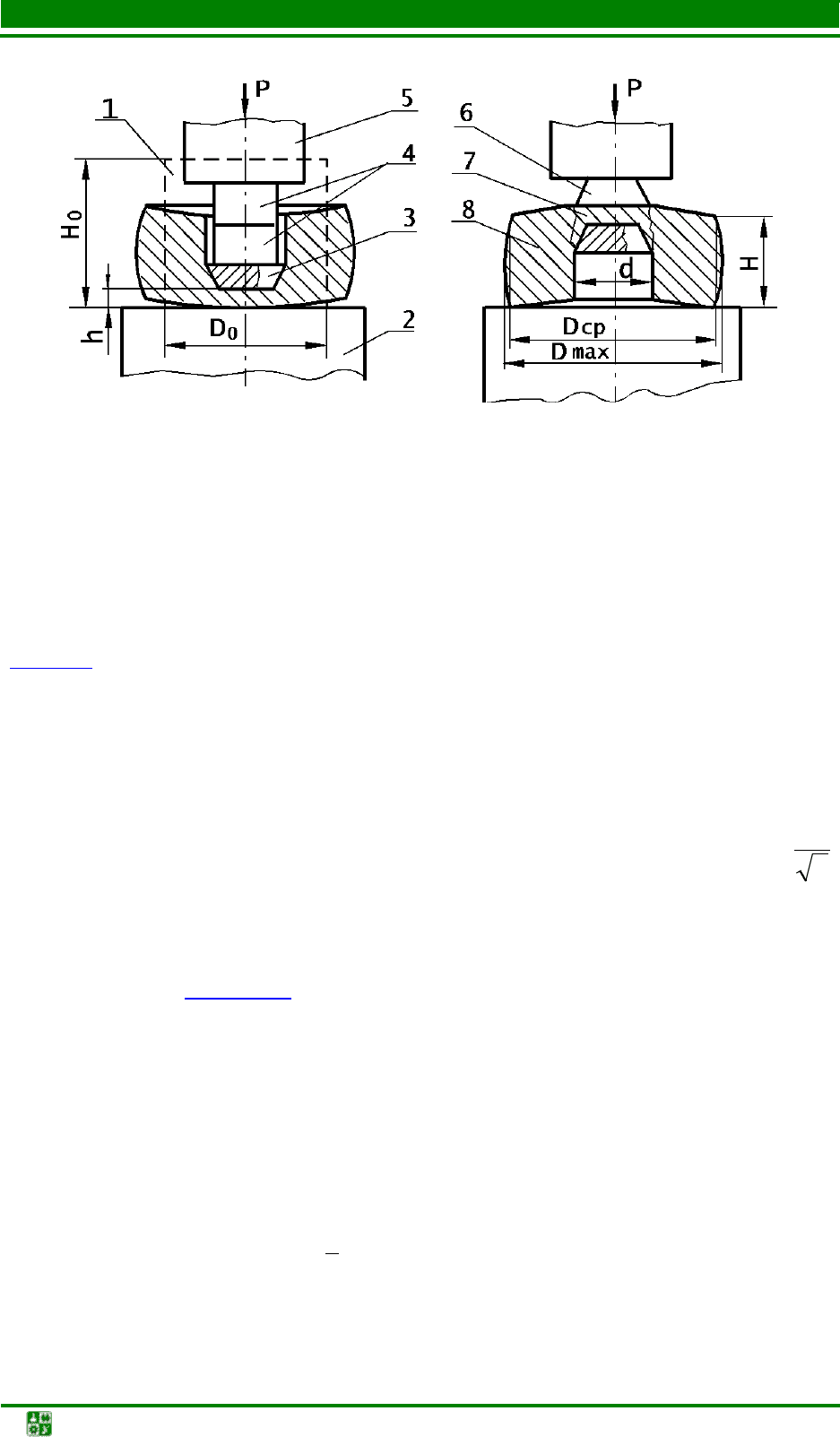
Рис. 6.2. Схема прошивки сплошным прошивнем: а – прошивка; б – про-
сечка; 1 – заготовка; 2, 5 – бойки; 3 – прошивень; 4 – надставки; 6 –
прошивень просечной; 7 – выдра; 8 – прошитая поковка
Открытую прошивку осуществляют в следующей последовательности
(рис. 6.2
). В месте, где необходимо получить отверстие в заготовке, устанав-
ливают прошивень торцом меньшего диаметра и внедряют его в тело заго-
товки. Высоту прошивня увеличивают с помощью цилиндрических надста-
вок, диаметр которых меньше диаметра прошивня.
Прошивка на сплошной опоре до получения сквозного отверстия про-
изводиться не может, так как резко возрастает усилие, при этом есть опас-
ность подсаки прошивня. Прошивку осуществляют до толщины дна
6
d
h =
,
а затем заготовку кантуют на 180
о
, удаляют надставки и другим просечным
прошивнем, диаметром несколько меньшим прошивного, установленным
широким торцом на заготовку, дают сквозную прошивку с отходом, назы-
ваемым выдрой (рис. 6.2, б
).
Прошивку полым прошивнем применяют при размерах отверстия,
превышающих диаметр, равный 400 мм.
В обоих случаях при значительной величине отношения D/d (при
D/d ≈ 5,6) процесс прошивки превращается в процесс вдавливания пуансона
в бесконечное тело (полупространство). В этом случае удельное усилие де-
формирования при внедрении пуансона в полупространство определяют по
следующей формуле:
(1 ) 4
ss
p =σ +π ≈ σ
,
где
s
σ
– сопротивление деформации металла.
а б
6. РАСЧЕТ УДЕЛЬНОГО УСИЛИЯ ПРИ ОТКРЫТОЙ И ЗАКРЫТОЙ ПРОШИВКЕ
Теория процессов ковки и штамповки. Практикум
-32-
Удельное усилие деформирования при открытой прошивке определя-
ют по формуле [7
]
1
1 1,1
S
D dh
pn
d Ch d
=σ + +⋅+
.
Вместе с тем опыт показывает, что в пластическом состоянии нахо-
дится не весь объем металла под прошивнем высотой h, а только его сравни-
тельно небольшая часть, примыкающая к торцу прошивня (очаг деформации
OD, рис. 6.1, а
). Теоретически высота очага деформации
6/ =hd
. С учетом
этого получим окончательно формулу для расчета удельного усилия в виде
2
1 1,1
6
oS
D
pn
d
=σ+ +
.
Вопрос определения удельного усилия пошивки в закрытой матрице
цилиндрическим пуансоном отличается исключительной сложностью. До сих
пор по существу нет удовлетворительного решения, вполне надежного для
практического применения и достаточно строгого в отношении выполнения
формальных требований теории пластических деформаций и математическо-
го аппарата.
Удельное усилие на пуансоне, необходимое для прошивки, определя-
ют методом баланса работ. Для какого-то момента процесса цилиндрическая
зона диаметром d и высотой h (рис. 6.1, б
) осаживается пуансоном, а кольце-
вая зона 2 с наружным диаметром D и той же высотой h подвергается внут-
реннему давлению и некоторое количество металла из этой же зоны вытесня-
ется вверх в жесткую зону 3 деформированного металла, увеличивая объем
последней. Зона 4 в этот момент рассматривается как жесткая. При этом в те-
чении определенного периода процесса высота деформируемых зон 1 и 2
считается постоянной, равной h, и, следовательно, высота (h
0
– h) жесткой
зоны 4 непрерывно уменьшается.
Удельное усилие на пуансоне представляют как сумму
∑
=
=
n
i
i
pp
1
удельного усилия деформирования осадкой зоны 1, деформации кольцевой
зоны 2, определения трения на цилиндрической контактной поверхности ме-
жду зоной 2 и матрицей 5, сдвига по цилиндрической поверхности разрыва
между зонами 2 и 1, преодоления трения между торцом пуансона и зоной 1 и
сдвига по поверхности разрыва между зоной 1 и зоной 4, сдвига по кольце-
вым поверхностям разрыва между зоной 2 и зонами 3 и 4. Определяя каждую
соответствующую удельного усилия P
i
и суммируя их, получаем выражение
для определения удельного усилия при закрытой прошивке:
6. РАСЧЕТ УДЕЛЬНОГО УСИЛИЯ ПРИ ОТКРЫТОЙ И ЗАКРЫТОЙ ПРОШИВКЕ
Теория процессов ковки и штамповки. Практикум
-33-
3
3
2
2
2
2
12
1 11
33
1,5 [ ]
6
1
1
21
S
dd
Dh d
DD
pn
d
d
dd h
dd
D
D
DD
⋅ −+
= βσ + + ⋅ + +
−
−
⋅−
,
где β – коэффициент, среднее значение которого оставляет 1,1.
Глубину очага деформации под пуансоном можно рассчитать по формуле
1
31
d
h
D
dd
d
DD
−
=
+
.
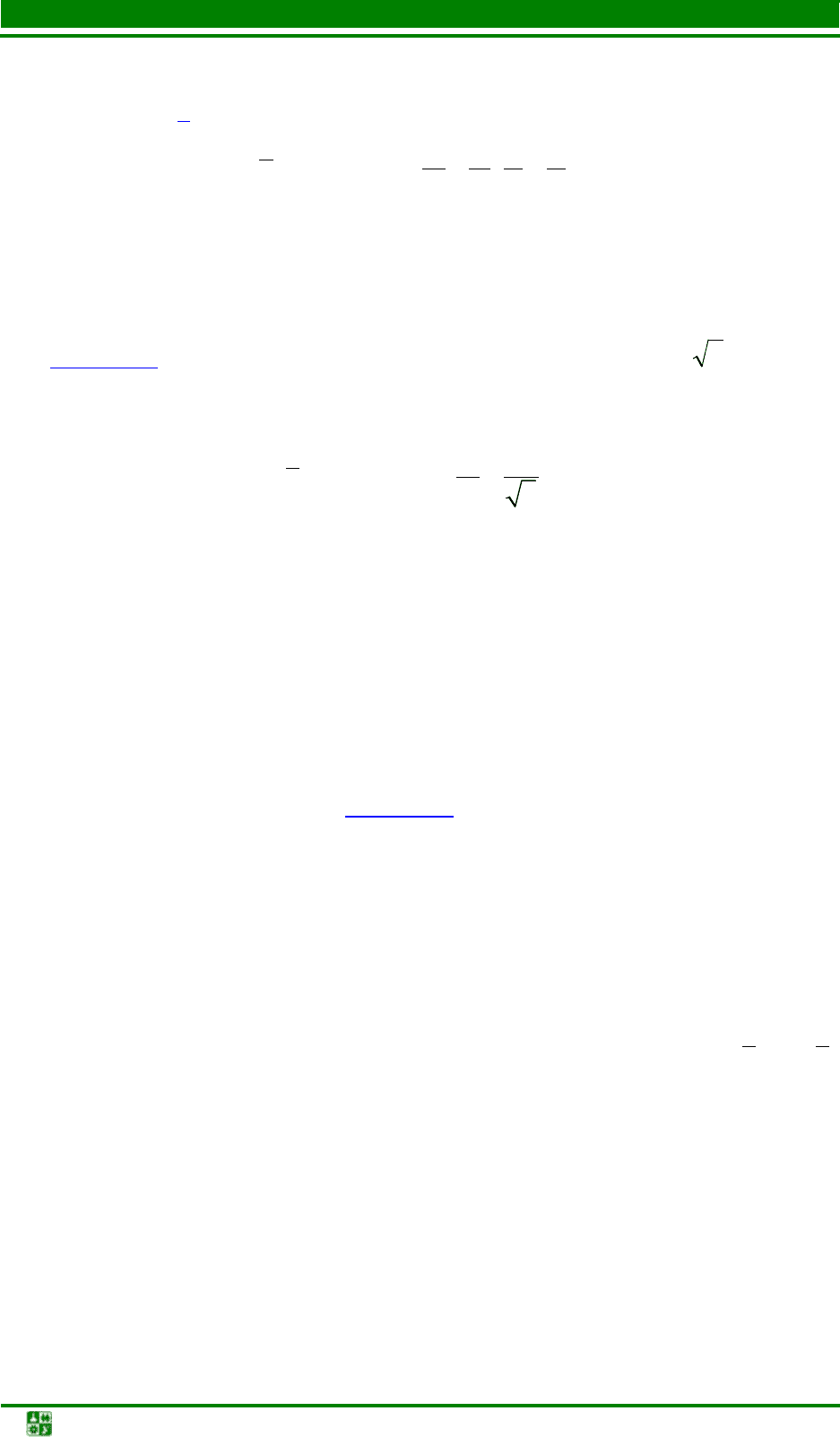
Рис. 6.3. Графики зависимости удельного и полного усилия деформации
в зависимости от параметров прошивки
Таким образом, усилие и давление (удельное усилие) прошивки зави-
сят от отношения D/d (рис. 6.3
) и формы пуансона.
Анализируя графики, можно отметить, что усилие закрытой прошивки
(кривая 2) при прочих равных условиях больше, нежели усилие открытой
прошивки (кривая 1). Это объясняется большими энергосиловыми затратами
при формировании стенки изделия на третьей стадии.
6. РАСЧЕТ УДЕЛЬНОГО УСИЛИЯ ПРИ ОТКРЫТОЙ И ЗАКРЫТОЙ ПРОШИВКЕ
Задание
Теория процессов ковки и штамповки. Практикум
-34-
З
З
а
а
д
д
а
а
н
н
и
и
е
е
Для практического применения предлагается по заданному варианту
исходных данных (табл. 6.1
) рассчитать величину удельного усилия для от-
крытой и закрытой прошивки, приняв равным сопротивление металла де-
формации пределу текучести (см. приложение
), и построить графики зави-
симости
/ / (/)
SS
p p dDσ= σ
, изменяя величину D/d от 1,05 до 5 с шагом 1.
Таблица 6.1
Вариант D, мм d, мм Сплав Температура, °С
1
10
5
Сталь 3сп
1200
2
10
5
Сталь 30
1000
3
14
7
Сталь 40
1000
4
14
7
Сталь 40
1100
5
18
9
Сталь 40
1200
6
18
9
Сталь 45Г2
1200
7
20
10
Сталь 50
1200
8
20
10
Сталь 3сп
1200
9
30
15
Сталь 30
1000
10
30
15
Сталь 40
1000
11
40
20
Сталь 40
1100
12
40
20
Сталь 40
1200
13
50
25
Сталь 45Г2
1200
14
50
25
Сталь 50
1200
15
70
35
Сталь 3сп
1200
16
70
35
Сталь 30
1000
17
80
40
Сталь 40
1000
18
80
40
Сталь 40
1100
19
90
45
Сталь 40
1200
20
100
50
Сталь 45Г2
1200
21
100
50
Сталь 50
1200
22
200
100
Сталь 3сп
1200
23
20
10
С1
20
24
20
10
С2
20
25
30
15
С1
20
Теория процессов ковки и штамповки. Практикум
-35-
7
7
.
.
И
И
М
М
И
И
Т
Т
А
А
Ц
Ц
И
И
О
О
Н
Н
Н
Н
А
А
Я
Я
М
М
О
О
Д
Д
Е
Е
Л
Л
Ь
Ь
Б
Б
О
О
Ч
Ч
К
К
О
О
О
О
Б
Б
Р
Р
А
А
З
З
О
О
В
В
А
А
Н
Н
И
И
Я
Я
П
П
Р
Р
И
И
О
О
С
С
А
А
Д
Д
К
К
Е
Е
П
П
О
О
Л
Л
О
О
С
С
Ы
Ы
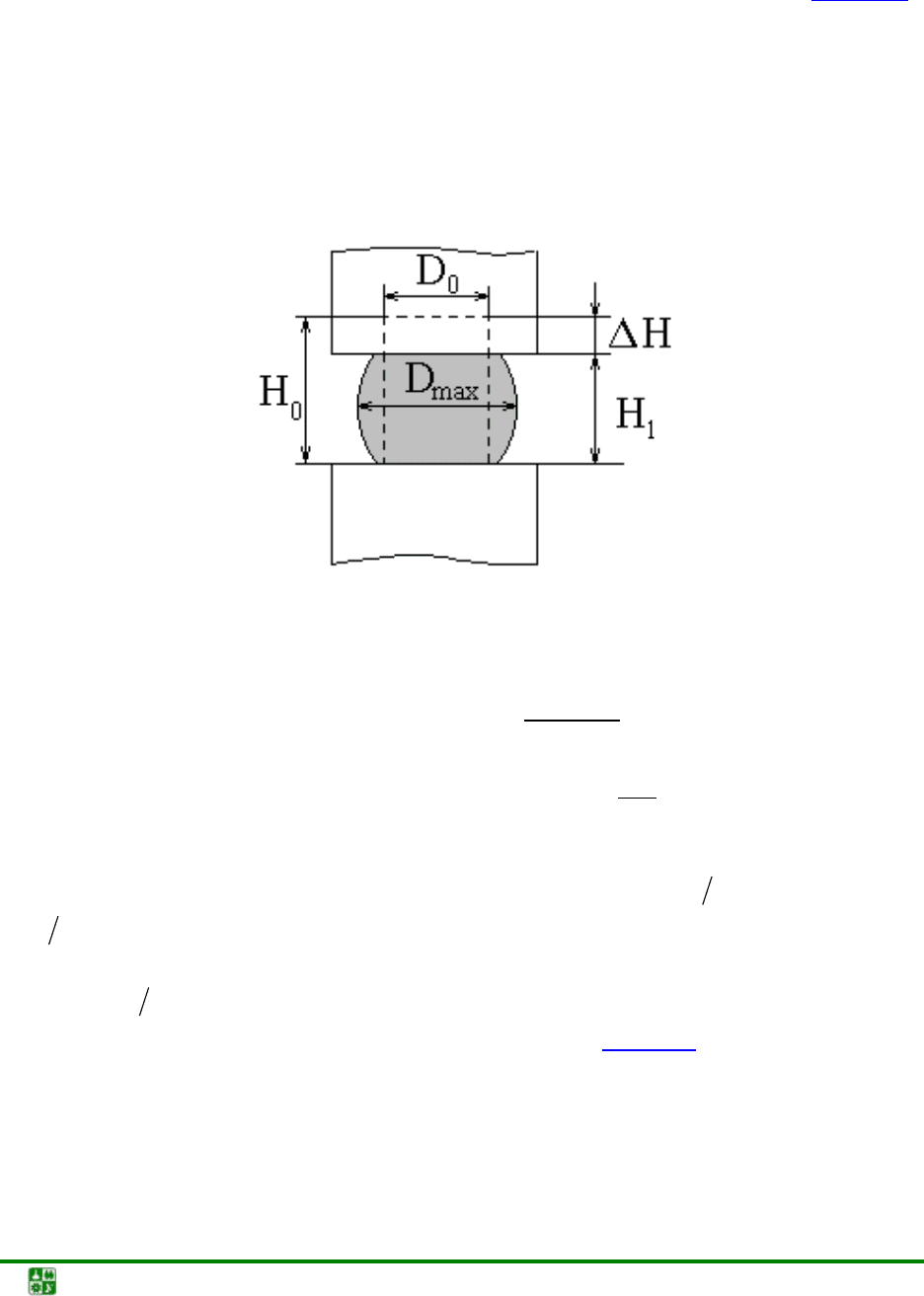
Осадка – это кузнечная операция, предназначенная для увеличения
поперечного сечения заготовки за счет уменьшения ее высоты (рис. 7.1
).
Применяется как основная операция (формоизменяющая) для получения по-
ковок заданной формы и размеров, как дополнительная операция для увели-
чения общей степени деформации при ликвидации литой структуры, анизо-
тропии свойств и обеспечения соответствующего расположения волокон в
будущей детали и как вспомогательная операция для определения реологиче-
ских характеристик металлов и сплавов.
Рис. 7.1. Схема операции осадка
В качестве показателей деформации при осадке используются: отно-
сительная степень деформации
01
0
100%
h
HH
H
−
ε=
, абсолютная –
01
HH H∆= −
и коэффициент укова по высоте
0
1
H
Ó
H
=
.
При анализе формоизменения металла при осадке в связи с различным
его характером условно выделяют осадку высоких (
1
00
≥DH
) и низких
(
1
00
<DH
) заготовок. Во избежание потери устойчивости и появления про-
дольного изгиба осадке в цеховых условиях подвергаются заготовки с отно-
шением
5,2
00
≤DH
.
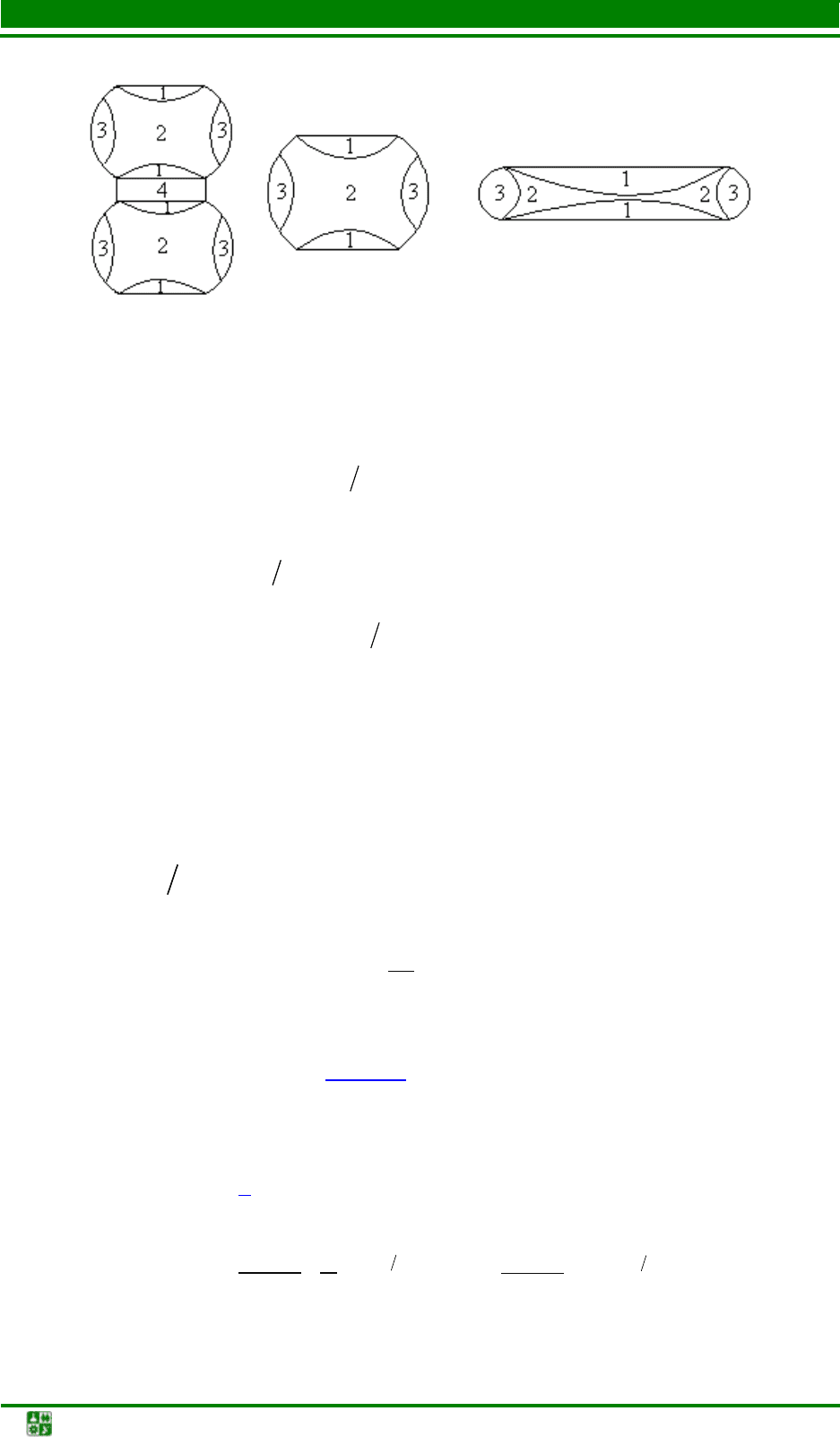
Рассмотрев очаг деформации при осадке (рис. 7.2
), можно выделить
зоны затрудненной деформации (основной фактор – трение на контакте с ин-
струментом), где реализуются схемы всестороннего сжатия (зоны 1): зону
наиболее интенсивной осевой и радиальной деформации (зона 2); зоны коль-
цевых растягивающих напряжений (зоны 3), где реализуются средние по ин-
тенсивности деформации; зону наиболее равномерной деформации (зона 4).
7. ИМИТАЦИОННАЯ МОДЕЛЬ БОЧКООБРАЗОВАНИЯ ПРИ ОСАДКЕ ПОЛОСЫ
Теория процессов ковки и штамповки. Практикум
-36-
Рис. 7.2. Зоны деформации при осадке
цилиндрической заготовки
Часто анализ формоизменения металла ведут для случая осадки пре-
дельно высокой заготовки. При этом отмечается следующая последователь-
ность течения металла. При
2
00
≥DH
идет осадка с двойным бочкообразо-
ванием. При дальнейшей осадке происходит слияние двух бочкообразований
в одно После этого в момент времени, когда относительная высота заготовки
находится в пределах
00
0,25 0,5HD>−
, реализуется непрерывное сближение
зон затрудненной деформации до момента их взаимодействия. Окончатель-
ным этапом процесса осадки (
25,0
00
<DH
) служит сближение зон затруд-
ненной деформации и их взаимодействие, которое сопровождается резким
повышением усилия, необходимого для осадки. При этом величина зон 1
возрастает, а зон 2 и 3 – уменьшается.
Из-за неравномерной деформации (течение металла сдерживается на
контакте за счет сил трения) происходит бочкообразование, которое нежела-
тельно, особенно для легированных сталей, чувствительных к растягиваю-
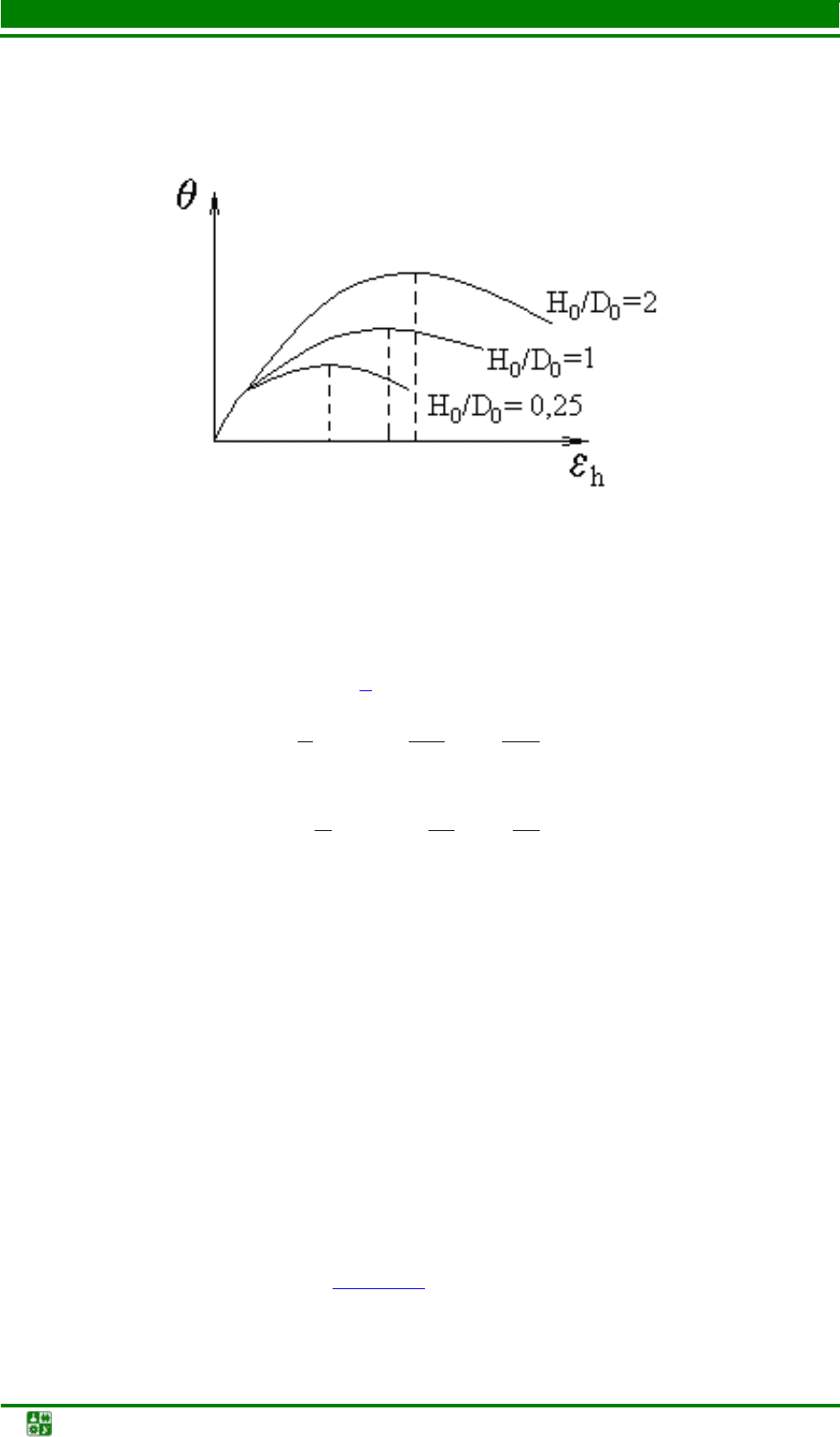
щим напряжениям. Бочкообразование зависит от степени деформации
h
ε
, от
отношения
00
,HD
от условий трения на контакте. Зависимость показателя
бочкообразования такова:
100%,
á
V
V
θ= ⋅
где
б
V
– объем металла в зоне бочкообразования;
V
– объем заготовки от
этих параметров (показана на рис. 7.3
).
На практике для устранения бочкообразования применяют смазки,
осадку коническими бойками, обкатку по диаметру.
В основе предлагаемой имитационной модели лежит известное поле
скоростей Авитцура [8
], по которому легко получить поле векторов переме-
щений:
( )
1
ay h
x
a
ah x
Ul
lh
−
−
∆
∆=
−
,
( )
( )
1
1
ay h
y
a
h
Ul
l
−
∆
∆= −
−
,
7. ИМИТАЦИОННАЯ МОДЕЛЬ БОЧКООБРАЗОВАНИЯ ПРИ ОСАДКЕ ПОЛОСЫ
Теория процессов ковки и штамповки. Практикум
-37-
где а – свободный параметр, от величины которого зависит характер поля
скоростей и формоизменение полосы при осадке.
Рис. 7.3. Графики зависимости показателя
бочкообразования от параметров осадки
Численное значение параметра а находится в пределах от 0 до 2.
Кроме поля векторов перемещений по Авитцуру используют также
поле перемещений Тарновского [8
]:
22
22
3
11 1
3
x
x xy
Ua H
h
bh
∆= + − − ∆
,
22
22
11 1
y
y xy
Ua H
h
bh
∆=− + − − ∆
,
где x, y – текущие координаты точек в сечении бруса; h – текущая высота
бруса; ∆H – обжатие; b – ширина бруса.
На исходное сечение бруса h
0
, b, задаваемое преподавателем, нано-
сится с помощью ЭВМ координатная сетка. Каждый узел координатной сет-
ки в соответствии с задаваемым полем перемещений начинает движение и
переходит в точку с новыми координатами. По всей совокупности точек, по-
лучивших при деформации приращения перемещений, строится деформиро-
ванная координатная сетка, что позволят наблюдать на экране дисплея про-
цесс формоизменения заготовки при осадке.
З
З
а
а
д
д
а
а
н
н
и
и
е
е
Исходными данными для расчета являются начальные размеры попе-
речного сечения бруса h
0
и b (табл. 7.1), размер ячейки исходной координат-
ной сетки Т и параметр оптимизации а. Затем задается высота бруса после
деформации. Работа проходит в диалоговом режиме на ЭВМ.
7. ИМИТАЦИОННАЯ МОДЕЛЬ БОЧКООБРАЗОВАНИЯ ПРИ ОСАДКЕ ПОЛОСЫ
Задание
Теория процессов ковки и штамповки. Практикум
-38-
Используя программу KOWKA, покажите графически формоизмене-
ние бруса при осадке в условиях:
а) равномерной деформации;
б) неравномерной деформации с полем скоростей по Тарновскому;
в) неравномерной деформации с полем скоростей по Авитцуру.
Таблица 7.1
№ варианта b, мм h
0
, мм
1
120
110
2
110
110
3
120
100
4
110
100
5
100
100
6
110
90
7
100
90
8
90
90
9
100
80
10
90
80
11
80
80
12
90
70
13
80
70
14
70
70
15
80
60
16
70
60
17
60
60
18
70
50
19
60
50
20
50
50
21
130
110
22
140
120
23
130
120
24
150
120
25
150
130
Теория процессов ковки и штамповки. Практикум
-39-
8
8
.
.
О
О
П
П
Р
Р
Е
Е
Д
Д
Е
Е
Л
Л
Е
Е
Н
Н
И
И
Е
Е
Р
Р
А
А
З
З
М
М
Е
Е
Р
Р
О
О
В
В
З
З
А
А
Г
Г
О
О
Т
Т
О
О
В
В
К
К
И
И
И
И
У
У
С
С
И
И
Л
Л
И
И
Я
Я
П
П
Р
Р
И
И
Ш
Ш
Т
Т
А
А
М
М
П
П
О
О
В
В
К
К
Е
Е
В
В
О
О
Т
Т
К
К
Р
Р
Ы
Ы
Т
Т
Ы
Ы
Х
Х
И
И
З
З
А
А
К
К
Р
Р
Ы
Ы
Т
Т
Ы
Ы
Х
Х
Ш
Ш
Т
Т
А
А
М
М
П
П
А
А
Х
Х
К
К
Р
Р
У
У
Г
Г
Л
Л
О
О
Й
Й
В
В
П
П
Л
Л
А
А
Н
Н
Е
Е
П
П
О
О
К
К
О
О
В
В
К
К
И
И
Для объемной штамповки используют штампы, содержащие полости-
ручьи. Заготовка, деформируясь в ручьях, заполняет полости и принимает
форму поковки. Течение металла при штамповке принудительно ограничива-
ется поверхностями инструмента, что вызывает перераспределение объема
заготовки.
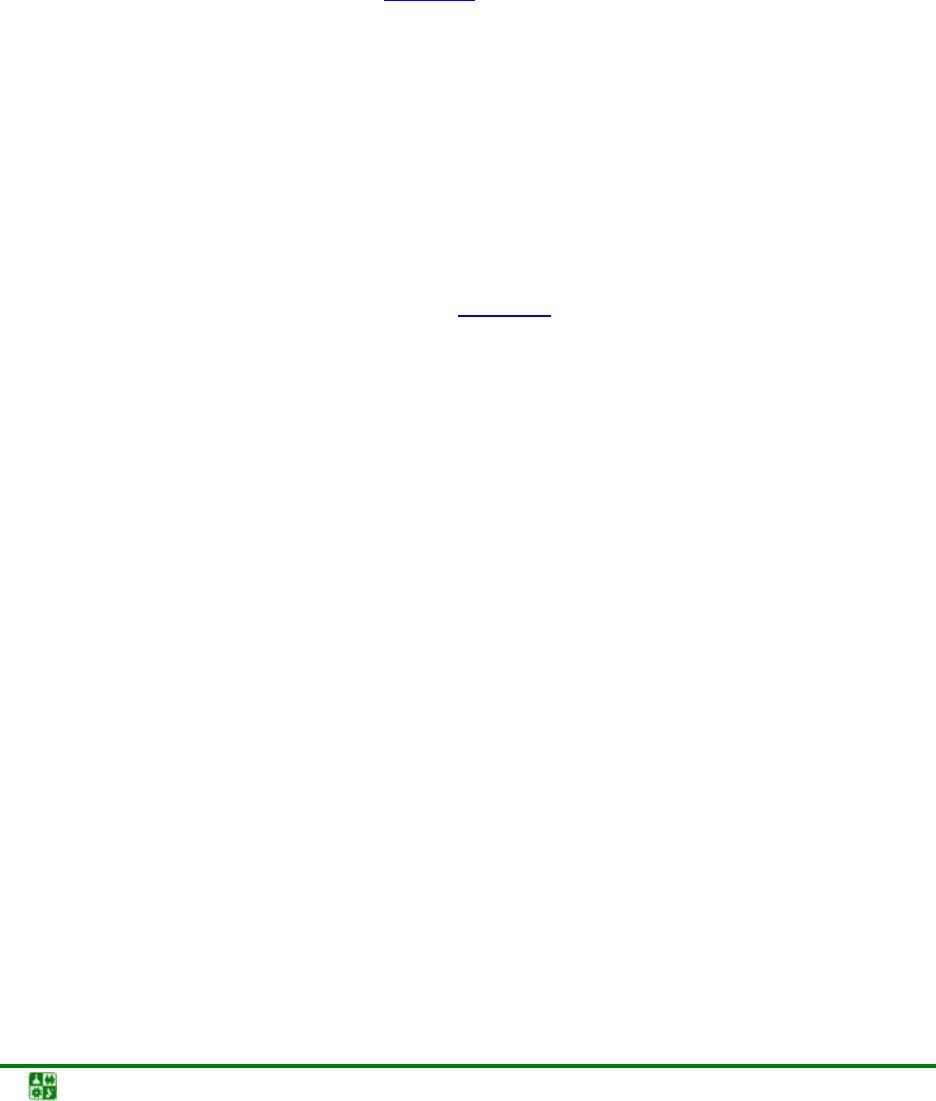
Применяют два вида штамповки: облойную (с заусенцем) в открытых
штампах и безоблойную (при отсутствии заусенца) в закрытых штампах. При
облойной штамповке заусенец (рис. 8.1
) образуется по месту разъема штампа
из-за избытка металла. Начало появления заусенца опережает заполнение ме-
таллом ручьев штампа. При последующем уменьшении зазоров штампа за-
усенец создает подпор по контуру поковки, что способствует заполнению
металлом углов штампа, т. е. облой выполняет важную технологическую
функцию. Заусенечную щель между частями штампа выполняет в виде спе-
циальной канавки по периметру поковки. После деформации облой удаляется
на обрезных штампах. Облойная штамповка имеет самое широкое примене-
ние, так как надежно обеспечивает заполнение труднодоступных участков
полостей штампа.
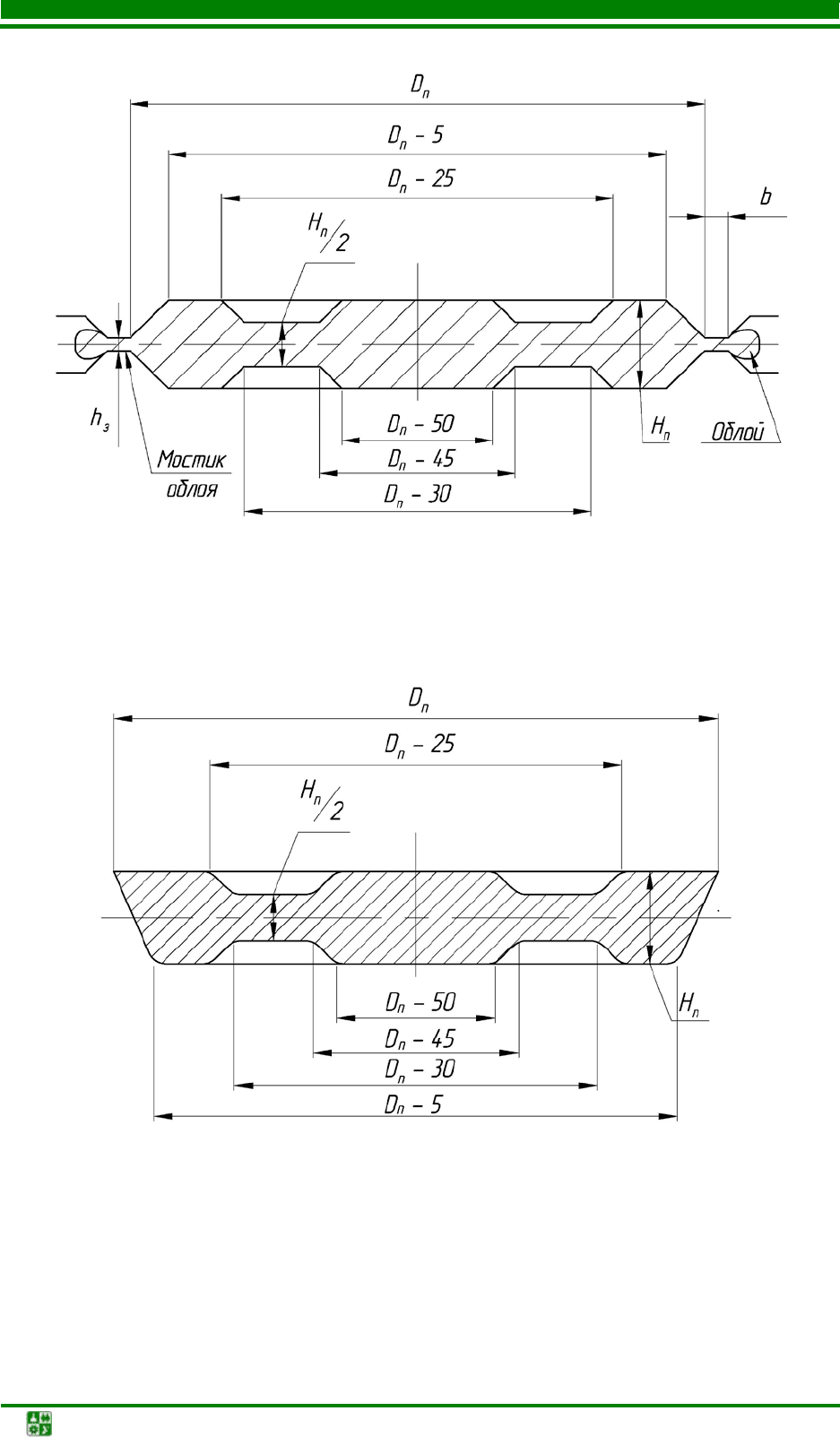
При безоблойной штамповке (рис. 8.2
) небольшой заусенец, который
может образоваться по плоскости разъема, не влияет на процесс штамповки и
является результатом неточности размеров заготовки. Основным преимуще-
ством безоблойной штамповки является пониженный расход металла, одна-
ко, сортамент поковок, получаемых в открытых штампах, более широкий.
Начальным этапом разработки технологии производства горячештам-
пованных поковок является ориентировочный выбор варианта штамповки –
оборудования, способа штамповки (в открытом или закрытом штампе) и т. п.
Выбор варианта штамповки определяется серийностью производства, конфи-
гурацией детали, материалом, требованиям к точности и др.
При этом одним из основных моментов расчета формоизменения яв-
ляется определение объема и размеров исходной заготовки.
Объем заготовки для штамповки в открытых штампах подсчитывается
по формуле
30Ïó
VV VV= ++
,
где
П
V
– объем поковки;
у
V
– потери на угар (для безокислительного нагре-
ва при образовании окалины на пути от нагревателя к прессу потери на угар
могут быть приняты равными 0,7–0,8 % от объема поковки);
0
V
– объем об-
лоя.
8. ОПР-Е РАЗМЕРОВ ЗАГОТ-И И УСИЛИЯ ПРИ ШТАМПОВКЕ В ОТКР. И ЗАКР. ШТАМПАХ КРУГЛОЙ В ПЛАНЕ ПОКОВКИ
Теория процессов ковки и штамповки. Практикум
-40-
Рис. 8.1. Эскиз поковки «шестерня»,
полученной в открытых штампах
Рис. 8.2. Эскиз поковки «шестерня»,
полученной в закрытых штампах
При нахождении объема заготовки для штамповки в закрытых штам-
пах объем облоя не учитывается.
Объем облоя при штамповке на КГШП определяют, используя
формулу