Синица Л.М. Организация производства
Подождите немного. Документ загружается.

поиском и размножением документации. В процессе создания и осво-
ения новой техники они перестраивают существующую систему орга-
низации, планирования, учета и отчетности по подготовке производ-
ства на научной основе с применением современных математических
методов.
Главная роль компьютеров в этих работах заключается в возмож-
ности качественно нового подхода к вопросу оптимизации конструк-
ций изделий и технологических процессов, основанного на многова-
риантном решении задач в процессе проектирования, переноса центра
тяжести работ по созданию изделия с натуральных испытаний опытных
образцов (или партий) на математическое моделирование свойств из-
делий, что позволяет обнаружить и устранить конструкторские и тех-
нологические дефекты еще до начала стадии производства.
Важное направление эффективности ТПП — создание и использо-
вание автоматизированных систем АСТПП, являющихся подсистемой
АСУП.
АСТПП состоит из функциональных систем, выделенных в соот-
ветствии с задачами, решаемыми в процессе технологической подго-
товки производства:
системы автоматизированного проектирования технологических
процессов (САПРТП);
системы автоматизированного проектирования технологического
оснащения (САПРТО);
системы автоматизированного проектирования производственных
подразделений (САПРОП);
системы управления ТПП (АСУ ТПП).
5.
Интеграция подготовки производства с маркетинговыми ис-
следованиями. Производство новой продукции — наиболее рискован-
ная область деятельности. Около 20 % новой продукции производ-
ственного назначения и 40 % потребительских товаров-новинок,
выведенных на рынок, терпят неудачу. В связи с этим особое значение
должно быть уделено интеграции подготовки производства с маркетин-
говыми исследованиями.
Маркетинговые исследования должны проводиться на всех стади-
ях жизненного цикла продукции.
Основные функции маркетинга заключаются в координации науч-
но-исследовательских и опытно-конструкторских работ, комплексном
исследовании рынка сбыта, сервиса, формировании спроса и стимули-
рования сбыта для достижения главной цели — завоевания возможно
большей доли рынка и продления жизненного цикла продукции.
230
Потребность в усилении связи технической подготовки производ-
ства с маркетинговыми исследованиями вызвана также необходимос-
тью прогнозирования масштабов выпуска новой продукции в услови-
ях рынка. При этом новизна продукции должна рассматриваться по
отношению к новой потребности, к новому потребителю, к старому
товару и к новому рынку.
От качественного и эффективного проведения маркетинговых ис-
следований зависят конечные результаты ТПП, выражающиеся в про-
должительности жизненного цикла продукции. Известно, что ошибка
«ценой» в 1 %, допущенная в результатах проведенных НИР, вызыва-
ет лавинообразное нарастание потерь = 10 % в ТПП, 100 % — в про-
изводстве и 1000 % — в эксплуатации.
Это обусловливает необходимость проведения после ТПП перед
полномасштабным производством пробного маркетинга, в результате
которого окончательно определяется положение товара на рынке и
отношение к нему потребителя (см. рис. 7.2).
При переходе к выпуску новой продукции основные затраты при-
ходятся не на научные исследования, которые занимают не более 10 %
суммарных затрат, а на техническую подготовку производства и орга-
низацию сбыта — от 70 до 90 %. Кроме того, стремление сократить
сроки и затраты на ТПП не должны привести к созданию конструкций
низкого качества. Иначе это требует многочисленных доработок в
процессе освоения новой продукции и, как следствие, быстрого сня-
тия такой продукции с производства. Хотя при производстве новых то-
варов в краткосрочном периоде ухудшаются экономические показа-
тели работы предприятия, поскольку увеличиваются издержки и
нарушается ритмичность производства, в долгосрочном периоде суще-
ствует прямая зависимость между финансовой устойчивостью предпри-
ятия и его инновационной деятельностью.
Информационная поддержка жизненного цикла продукции. В про-
мышленности индустриально развитых стран широко используются
CALS-технологии, внедрение которых дает существенную экономию и
позволяет получать дополнительную прибыль. Впервые они были при-
менены в оборонном комплексе США. CALS (Computer Aided Logistic
Support —промышленная поддержка процесса поставок), сохранив
свою аббревиатуру, получила более широкую трактовку — Continuous
Acgusition and Life cycle Support — непрерывные поставки и информа-
ционная поддержка жизненного цикла продукции. Поддержка жизнен-
ного цикла изделия означает системность подхода к информационной
поддержке всех процессов жизненного цикла: маркетинг, проектиро-
231
вание, производство, поставки, эксплуатация, обслуживание, ремонт
и утилизация.
Информацию в системе информационной поддержки жизненного
цикла сложного (конечного) изделия условно делят на классы: данные
о продукции (изделии), данные о выполняемых процессах и данные о
ресурсах, необходимых для выполнения процессов.
На разных стадиях жизненного цикла требуются различные под-
множества из всей совокупности данных об изделии, о процессе про-
ектирования, об организационных и других ресурсах, которые отли-
чаются составом и объемом информации. Эти данные представляют
собой сложные специфические информационные модели.
Первоочередными практическими задачами внедрения CALS в
нашей промышленности являются развитие стандартов ЕСКД и ЕСТД
и разработка новых стандартов, регламентирующих электронную фор-
му представления и обращения данных.
В качестве базовой технологии управления ресурсами при реше-
нии различных задач приняты стандарты MRP II (Manufacturing
Resource Planning) и ERP (Enterprise Resource Planning).
Важнейшим принципом CALS-технологий является параллельный
инжиниринг (encurrent engineering). Этот принцип предполагает разра-
ботку и проектирование одновременно с моделированием процессов
изготовления и эксплуатацию сложного изделия. При параллельном
инжиниринге многие проблемы, которые могут возникнуть на более
поздних стадиях жизненного цикла, выявляются и решаются на стадии
проектирования. В отличие от традиционного подхода параллельный
инжиниринг ликвидирует барьеры между функциями отдельных специ-
алистов и организаций путем создания многопрофильных рабочих
групп, в том числе территориально разобщенных. Эти группы вклю-
чают специалистов разного профиля и создаются для решения конкрет-
ных задач. Например, специалисты потребителя, генерального разра-
ботчика и поставщика комплектующих, т. е. специалисты разных
организаций, могут быть собраны в одну многопрофильную рабочую
группу для решения проблемы, возникающей в ходе эксплуатации из-
делия. Такой подход позволяет улучшить качество изделия, сократить
время его выхода на рынок, сократить затраты.
Таким образом, развитие CALS-технологий обусловило появление
новой организационной формы выполнения масштабных проектов,
связанных с разработкой, производством и эксплуатацией сложной
продукции, — «виртуального предприятия» — формы объединения на
контрактной основе предприятий и организаций, участвующих в про-
цессе жизненного цикла продукции.
232
CALS
как
глобальная бизнес-стратегия перехода
на
безбумажную
электронную технологию повышает эффективность бизнес-процессов
за счет информационной интеграции
и
совместного использования
ин-
формации
на
всех этапах жизненного цикла продукции.
7.9. ОРГАНИЗАЦИЯ ПРОМЫШЛЕННОГО ОСВОЕНИЯ
НОВОЙ
ПРОДУКЦИИ
Необходимым этапом подготовки производства является освоение
новой продукции, представляющей собой совокупность разнообразных
процессов
и
работ,
в
процессе которых осуществляются проверка
и
отработка конструкций
и
технологии
до
установленных технических
требований, освоение новых форм организации производства. Осуще-
ствляется
оно в
опытном производстве.
Это
могут быть эксперимен-
тальные цехи предприятий массового
и
серийного типов производства;
экспериментальные участки
для
отладки новых технологических про-
цессов; цехи предприятий серийного производства, используемые
для
создания опытных серий новой продукции; предприятия единичного
производства, временно используемые для этих целей; эксперименталь-
ные производства
при
отраслевых НИИ; предприятия, специально
со-
зданные для отработки
и
выпуска опытной продукции.
Во время освоения новой продукции достигаются плановые объе-
мы производства, намеченные экономические показатели
и
технико-
экономические параметры выпускаемой продукции.
Период освоения новой продукции начинается
с
изготовления
опытного образца
и
завершается серийным производством продукции.
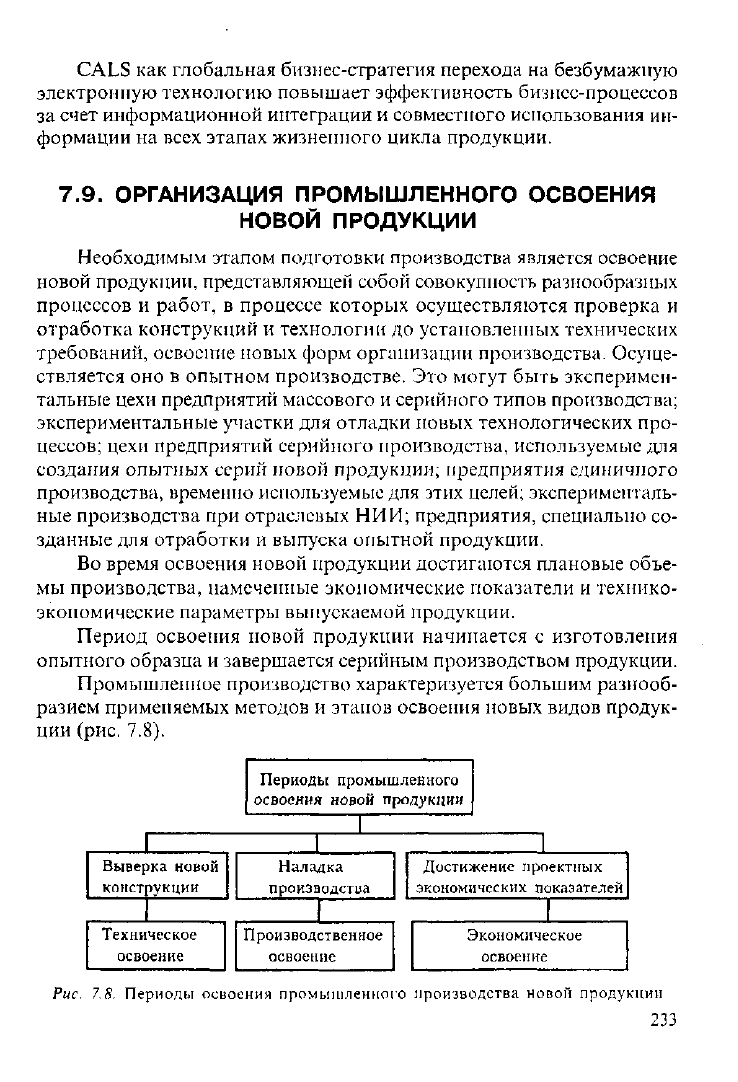
Промышленное производство характеризуется большим разнооб-
разием применяемых методов
и
этапов освоения новых видов продук-
ции (рис.
7.8).
Периоды промышленного
освоения новой продукции
Выверка новой
конструкции
Наладка
производства
Достижение проектных
экономических показателей
1
1 1
Техническое
освоение
Производственное
освоение
Экономическое
освоение
Рис.
7.8.
Периоды освоения промышленного производства новой продукции
233
Каждому этапу освоения соответствует определенное содержание
работ, зависящее от различных производственных и организационно-
экономических условий на данном предприятии.
Выверка новой конструкции представляет собой совокупность
работ по проверке, отладке и доводке конструкции изделия и техноло-
гии ее изготовления с внесением необходимых уточнений и изменений
в целях достижения требований, зафиксированных в технической до-
кументации на изделие.
Наладка производства предусматривает переход от опытного про-
изводства к серийному (массовому). Осуществляется внедрение разра-
ботанных технологических процессов, форм организации производства
и труда, проводится работа по стабилизации качества изготовления
деталей и сборочных единиц.
В период достижения проектных экономических показателей вы-
полняются работы, связанные с доведением норм расхода материаль-
ных ресурсов, трудоемкости, себестоимости и других экономических
показателей до проектного уровня за счет роста квалификации рабо-
чих, повышения уровня оснащенности, снижения потерь от брака.
В процессе освоения выпуска новых видов продукции выделяют
техническое, производственное и экономическое освоение.
Началом технического освоения считается получение производ-
ственным подразделением технической документации и опытного образ-
ца изделия одновременно с заданием приступить к его промышленному
изготовлению, а окончанием — достижение технических параметров
конструкции, определенных стандартом или техническими условиями.
Производственное освоение осуществляется в процессе наладки
производства и завершается в условиях, когда все производственные
звенья предприятия обеспечивают выполнение установленных объемов
выпуска продукции при заданном качестве и необходимой устойчиво-
сти производства. В период производственного освоения устраняются
«узкие» места, рабочие в полной мере осваивают трудовые операции,
стабилизируется загрузка оборудования и рабочей силы.
Экономическое освоение производства новой продукции предпо-
лагает достижение основных проектных экономических показателей
выпуска изделий. Как правило, затраты на производство первых из-
делий в несколько раз превышают затраты на серийно выпускаемую
продукцию. В последующем происходит резкое снижение этих затрат.
Однако с течением времени темпы снижения замедляются и затем ста-
новятся незначительными.
Наглядное представление о характере изменения расходов на раз-
личных этапах создания новой техники дает график изменения затрат
234
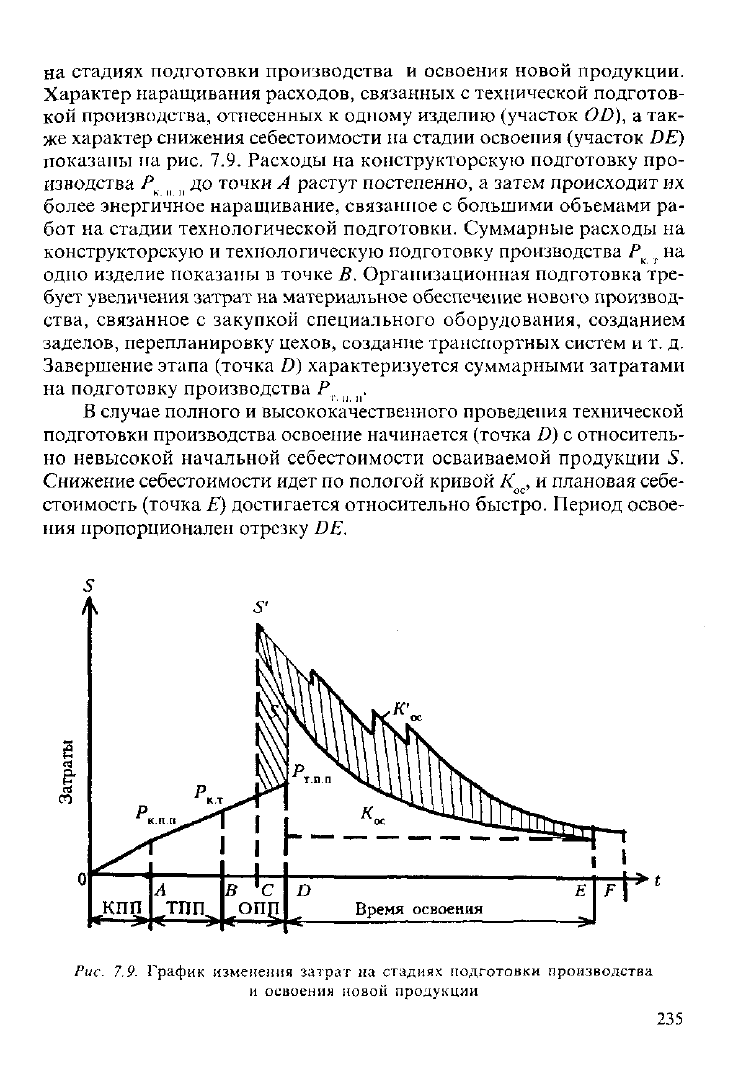
на стадиях подготовки производства и освоения новой продукции.
Характер наращивания расходов, связанных с технической подготов-
кой производства, отнесенных к одному изделию (участок OD), а так-
же характер снижения себестоимости на стадии освоения (участок DE)
показаны на рис. 7.9. Расходы на конструкторскую подготовку про-
изводства Р
к м п
до точки А растут постепенно, а затем происходит их
более энергичное наращивание, связанное с большими объемами ра-
бот на стадии технологической подготовки. Суммарные расходы на
конструкторскую и технологическую подготовку производства Р
к
на
одно изделие показаны в точке В. Организационная подготовка тре-
бует увеличения затрат на материальное обеспечение нового производ-
ства, связанное с закупкой специального оборудования, созданием
заделов, перепланировку цехов, создание транспортных систем и т. д.
Завершение этапа (точка D) характеризуется суммарными затратами
на подготовку производства Р
г м
В случае полного и высококачественного проведения технической
подготовки производства освоение начинается (точка D) с относитель-
но невысокой начальной себестоимости осваиваемой продукции S.
Снижение себестоимости идет по пологой кривой К
ж
, и плановая себе-
стоимость (точка Е) достигается относительно быстро. Период освое-
ния пропорционален отрезку DE.
При неправильно организованной и спланированной подготовке
производства имеет место преждевременное начало освоения (точка С),
если подготовка еще полностью не завершена, оснащение и оборудо-
вание не готовы, а конструкторская подготовка выполнена на недо-
статочно высоком уровне. В результате начальная себестоимость 5"
оказывается выше S. Кроме того, наблюдаются резкие колебания се-
бестоимости, соответствующие внесению конструкторских изменений.
Кривая освоения характеризуется линией К' . Плановая себестоимость
в этом случае достигается не в точке D, а позже. Период освоения
растягивается. Он пропорционален отрезку CF.
Тенденция снижения себестоимости при освоении производства
новой продукции носит, как правило, устойчивый характер, причем
объем выпуска является важнейшим фактором ее снижения.
Факторами, определяющими время освоения, являются новизна и
сложность изделия, степень обработки технической документации,
уровень оснащения, социально-психологический уровень коллектива
и т. д. Задача состоит в том, чтобы учесть влияние этих факторов на
длительность периода освоения и обеспечить создание необходимых
условий по его сокращению.
Существуют две основные формы перехода на выпуск изделий: с
остановкой и без остановки производства. В каждой из этих форм вы-
деляются последовательный, параллельный и параллельно-последова-
тельный методы. На выбор метода перехода влияют следующие фак-
торы:
• технический уровень осваиваемой продукции, ее отличие от сни-
маемой с производства;
• организационно-технические условия производства: наличие ре-
зервных производственных мощностей и площадей, использование стан-
дартных решений в проектных работах;
• организация и планирование технической подготовки производ-
ства.
Последовательный метод перехода характеризуется тем, что про-
изводство новой продукции начинается после полного прекращения
выпуска продукции, снимаемой с производства.
Выделяют прерывно-последовательный и непрерывно-последователь-
ный варианты этого метода. При прерывно-последовательном методе
после прекращения выпуска старого изделия С на тех же производствен-
ных площадях выполняются работы по перепланировке и монтажу техно-
логического оборудования и транспортных средств, а по их завершении
начинается освоение производства нового изделия Н (рис. 7. 10, а). Про-
должительность этих работ и определяет величину времени остановки
236
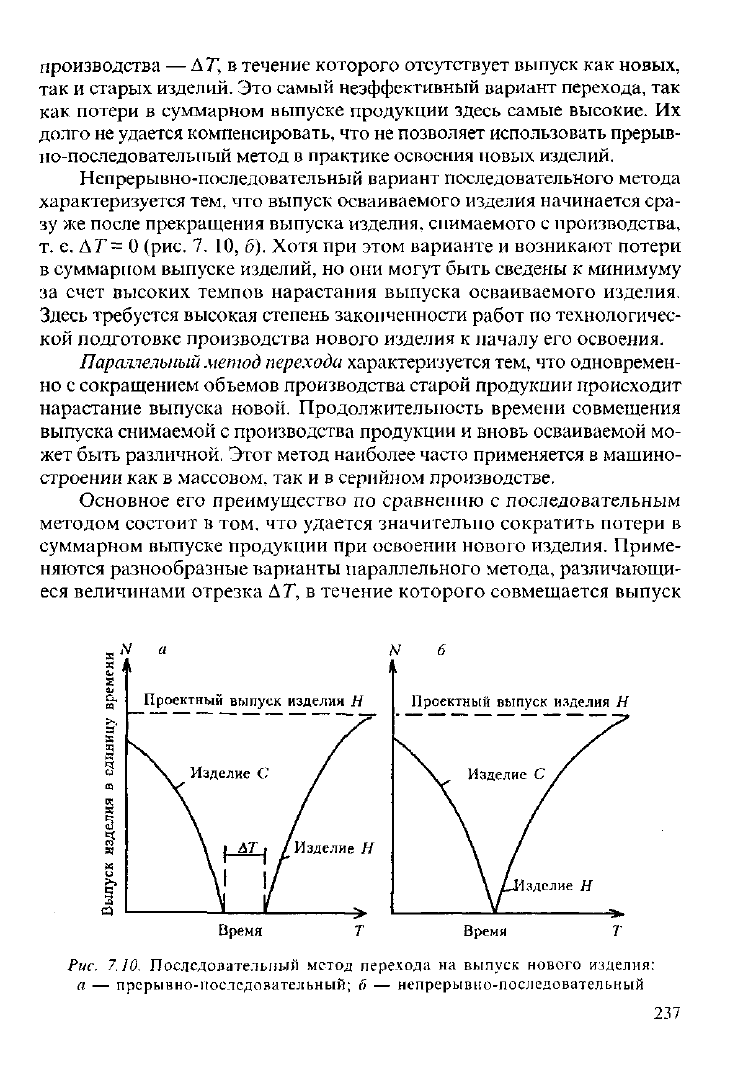
производства —
А
Г, в течение которого отсутствует выпуск как новых,
так и старых изделий. Это самый неэффективный вариант перехода, так
как потери в суммарном выпуске продукции здесь самые высокие. Их
долго не удается компенсировать, что не позволяет использовать прерыв-
но-последовательный метод в практике освоения новых изделий.
Непрерывно-последовательный вариант последовательного метода
характеризуется тем, что выпуск осваиваемого изделия начинается сра-
зу же после прекращения выпуска изделия, снимаемого с производства,
т. е. ДГ = 0 (рис. 7. 10, б). Хотя при этом варианте и возникают потери
в суммарном выпуске изделий, но они могут быть сведены к минимуму
за счет высоких темпов нарастания выпуска осваиваемого изделия.
Здесь требуется высокая степень законченности работ по технологичес-
кой подготовке производства нового изделия к началу его освоения.
Параллельный метод перехода характеризуется тем, что одновремен-
но с сокращением объемов производства старой продукции происходит
нарастание выпуска новой. Продолжительность времени совмещения
выпуска снимаемой с производства продукции и вновь осваиваемой мо-
жет быть различной. Этот метод наиболее часто применяется в машино-
строении как в массовом, так и в серийном производстве.
Основное его преимущество по сравнению с последовательным
методом состоит в том, что удается значительно сократить потери в
суммарном выпуске продукции при освоении нового изделия. Приме-
няются разнообразные варианты параллельного метода, различающи-
еся величинами отрезка
А
Г, в течение которого совмещается выпуск
старого и нового изделия, темпом нарастания выпуска нового и свер-
тывания старого изделия, количеством дополнительных производствен-
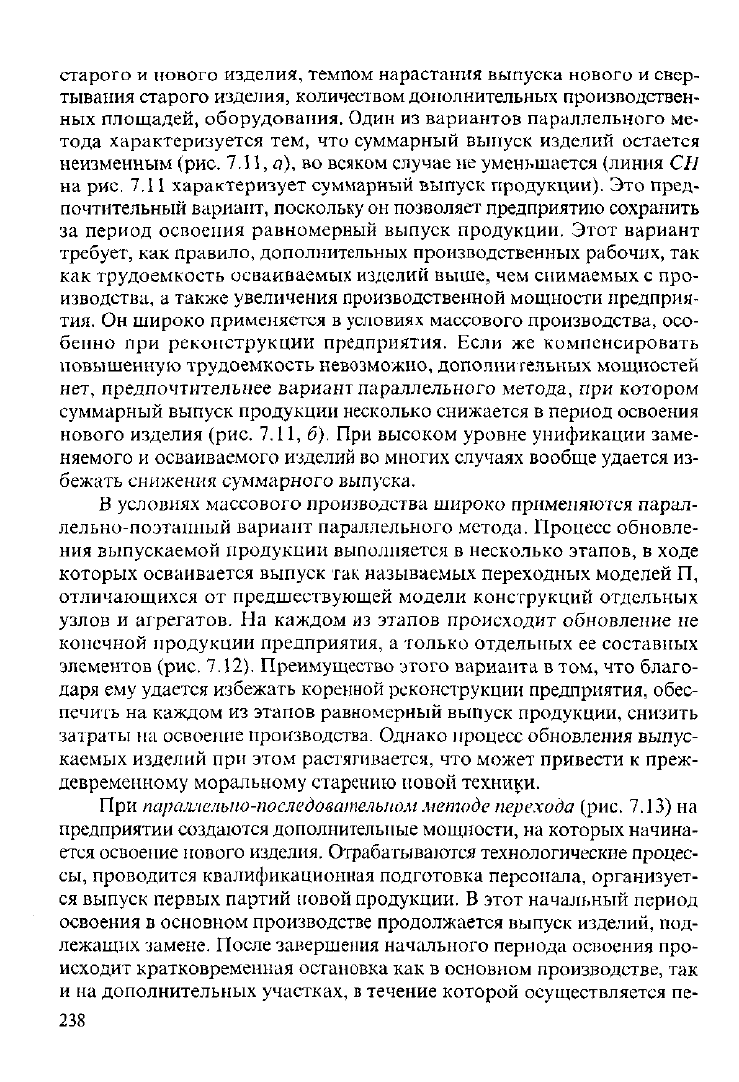
ных площадей, оборудования. Один из вариантов параллельного ме-
тода характеризуется тем, что суммарный выпуск изделий остается
неизменным (рис. 7.11, а), во всяком случае не уменьшается (линия СН
на рис. 7.11 характеризует суммарный выпуск продукции). Это пред-
почтительный вариант, поскольку он позволяет предприятию сохранить
за период освоения равномерный выпуск продукции. Этот вариант
требует, как правило, дополнительных производственных рабочих, так
как трудоемкость осваиваемых изделий выше, чем снимаемых с про-
изводства, а также увеличения производственной мощности предприя-
тия.
Он широко применяется в условиях массового производства, осо-
бенно при реконструкции предприятия. Если же компенсировать
повышенную трудоемкость невозможно, дополнительных мощностей
нет, предпочтительнее вариант параллельного метода, при котором
суммарный выпуск продукции несколько снижается в период освоения
нового изделия (рис. 7.11, б). При высоком уровне унификации заме-
няемого и осваиваемого изделий во многих случаях вообще удается из-
бежать снижения суммарного выпуска.
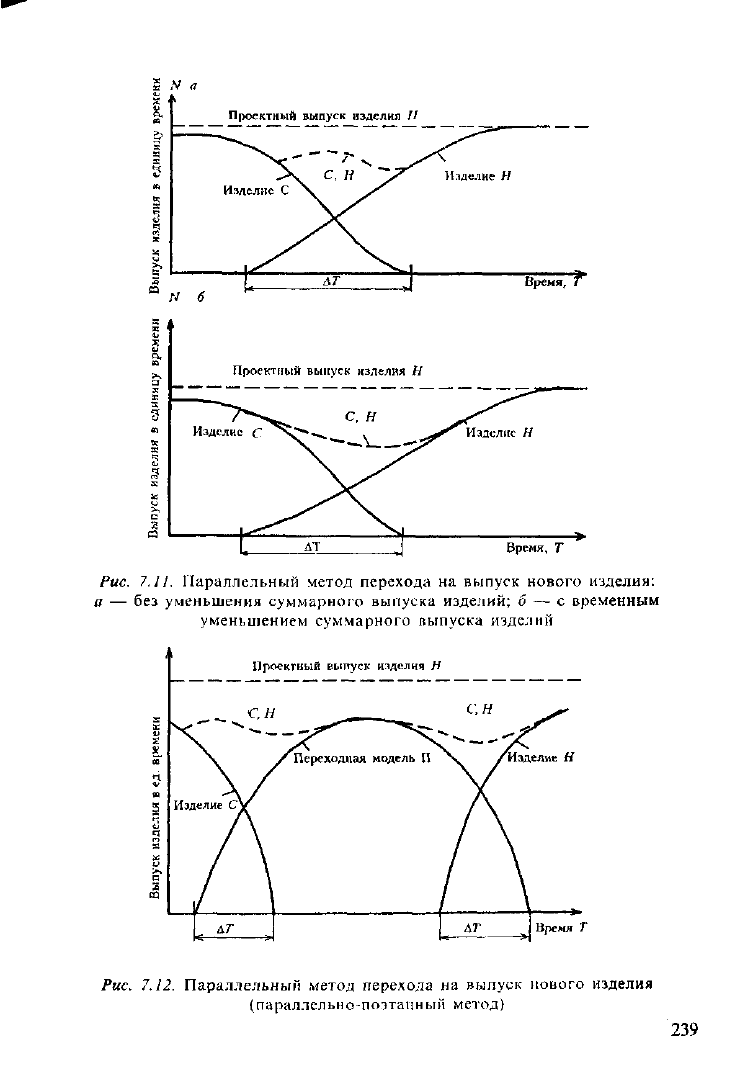
В условиях массового производства широко применяются парал-
лельно-поэтапный вариант параллельного метода. Процесс обновле-
ния выпускаемой продукции выполняется в несколько этапов, в ходе
которых осваивается выпуск так называемых переходных моделей П,
отличающихся от предшествующей модели конструкций отдельных
узлов и агрегатов. На каждом из этапов происходит обновление не
конечной продукции предприятия, а только отдельных ее составных
элементов (рис. 7.12). Преимущество этого варианта в том, что благо-
даря ему удается избежать коренной реконструкции предприятия, обес-
печить на каждом из этапов равномерный выпуск продукции, снизить
затраты на освоение производства. Однако процесс обновления выпус-
каемых изделий при этом растягивается, что может привести к преж-
девременному моральному старению новой техники.
При параллельно-последовательном методе перехода (рис. 7.13) на
предприятии создаются дополнительные мощности, на которых начина-
ется освоение нового изделия. Отрабатываются технологические процес-
сы,
проводится квалификационная подготовка персонала, организует-
ся выпуск первых партий новой продукции. В этот начальный период
освоения в основном производстве продолжается выпуск изделий, под-
лежащих замене. После завершения начального периода освоения про-
исходит кратковременная остановка как в основном производстве, так
и на дополнительных участках, в течение которой осуществляется пе-
238
Время, f
Проектный выпуск излелия И
С, Н
Изделие С
Изделие И
AJ
Время, Г
Рис. 7.11. Параллельный метод перехода на выпуск нового изделия:
а — без уменьшения суммарного выпуска изделий; б — с временным
уменьшением суммарного выпуска изделий
Время Т
Рис. 7.12. Параллельный метод перехода на выпуск нового изделия
(параллельно-поэтапный метод)